
Evolution of the Structural State and Properties of 32CrB4 Steel during the Production of High-Strength Fasteners


Abstract
:1. Introduction
2. Materials and Methods
3. Results
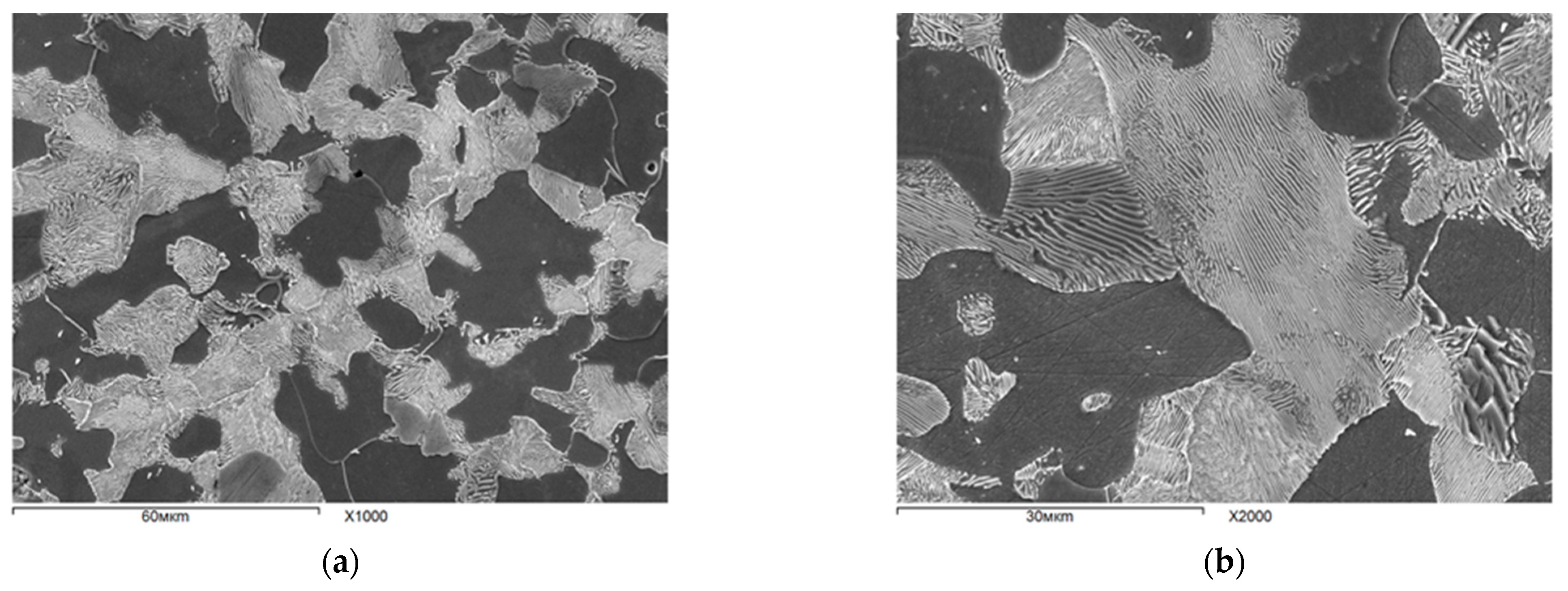
3.1. Mechanical Properties and Microstructure of Hot-Rolled Round Bars
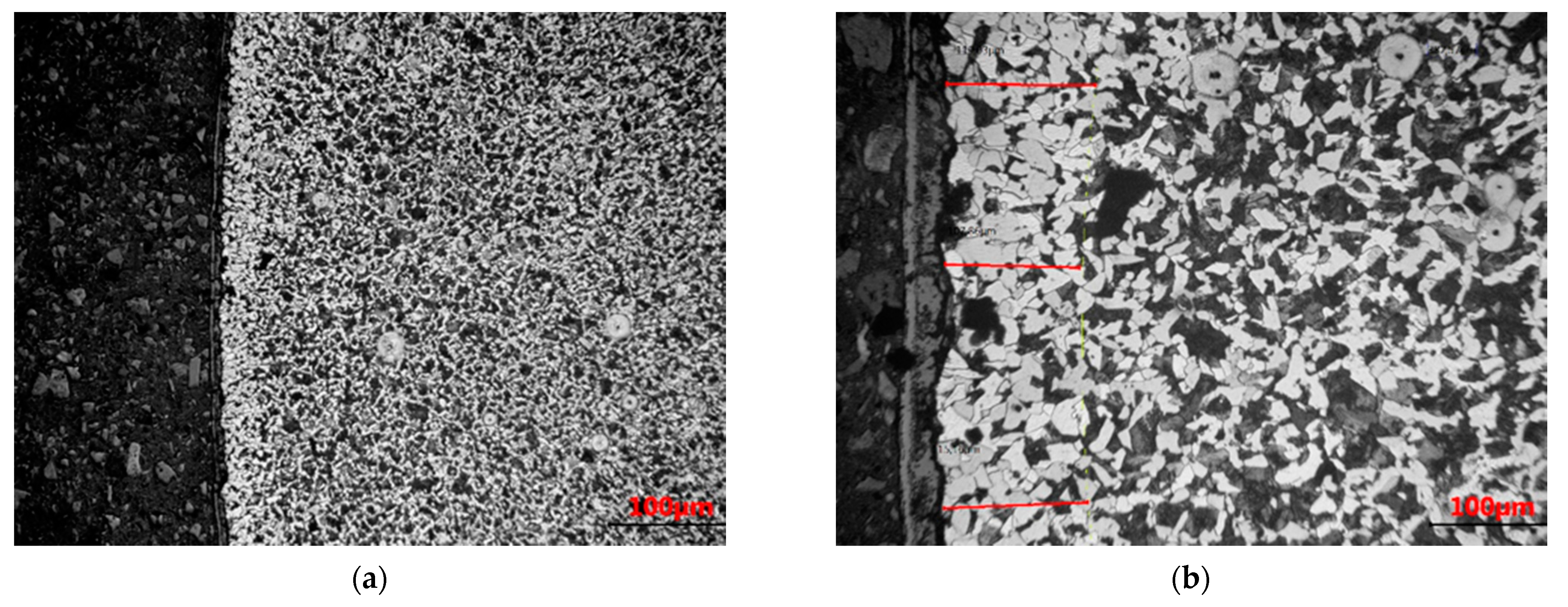
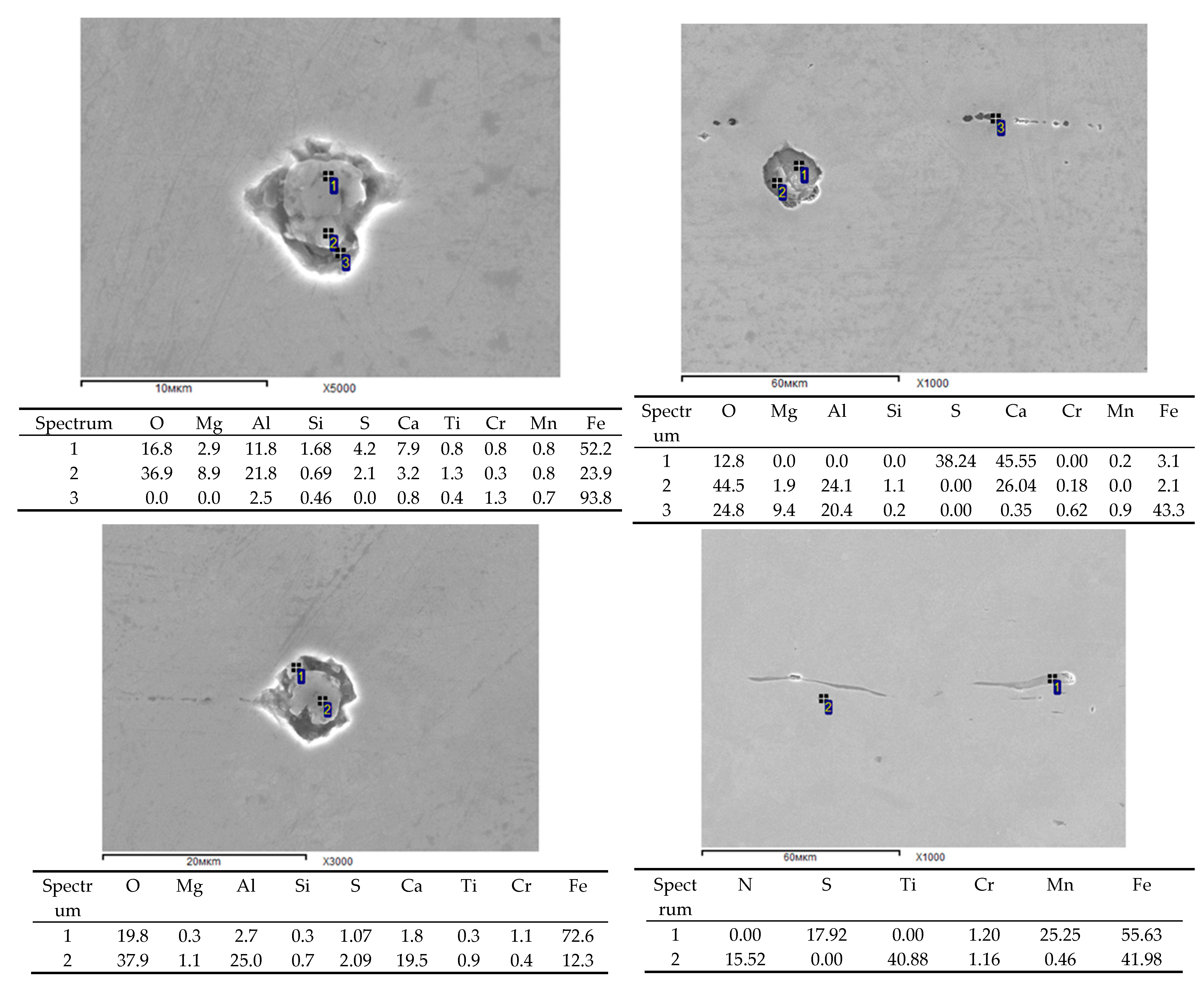
3.2. Metallurgical Quality Study
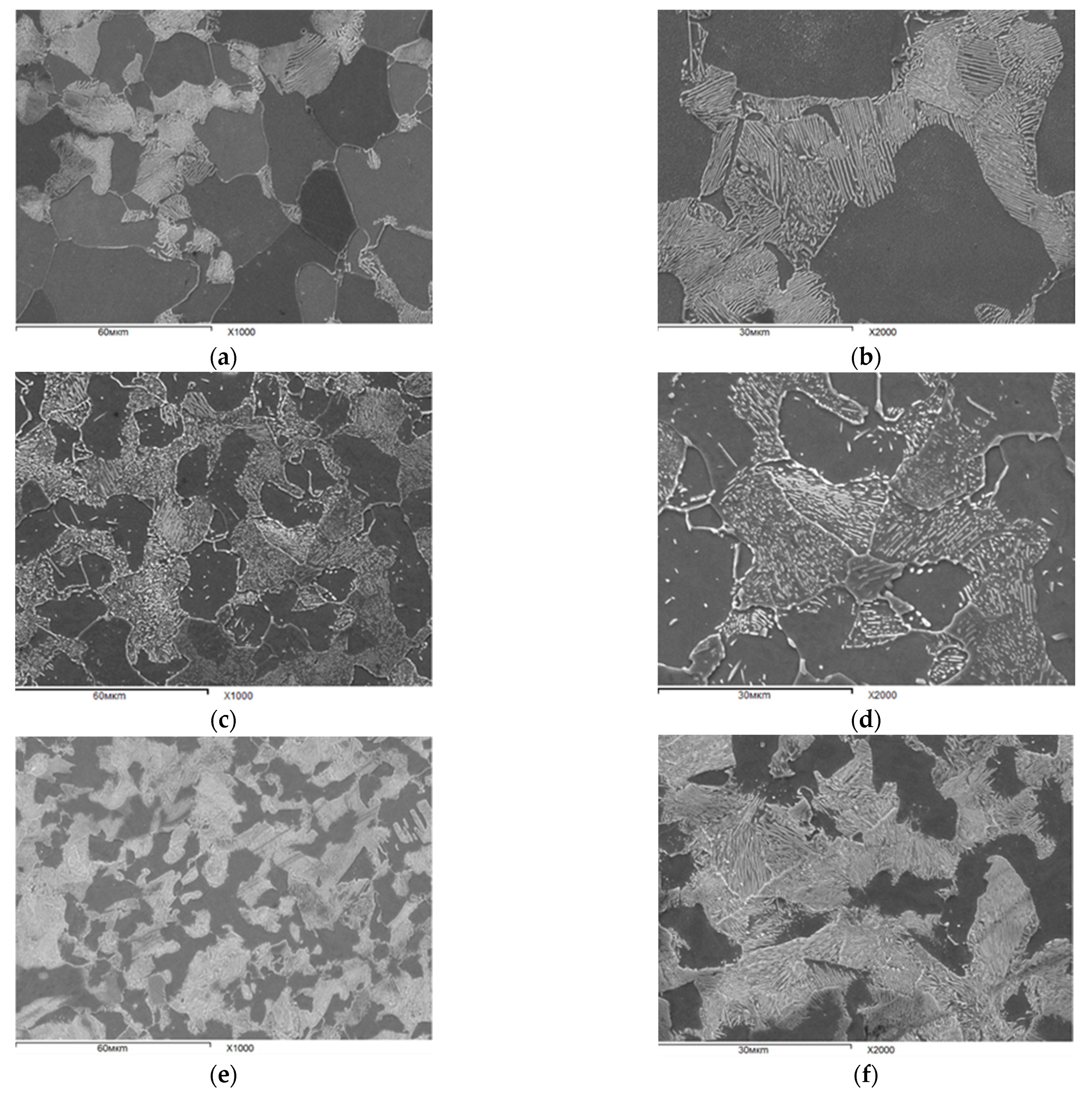
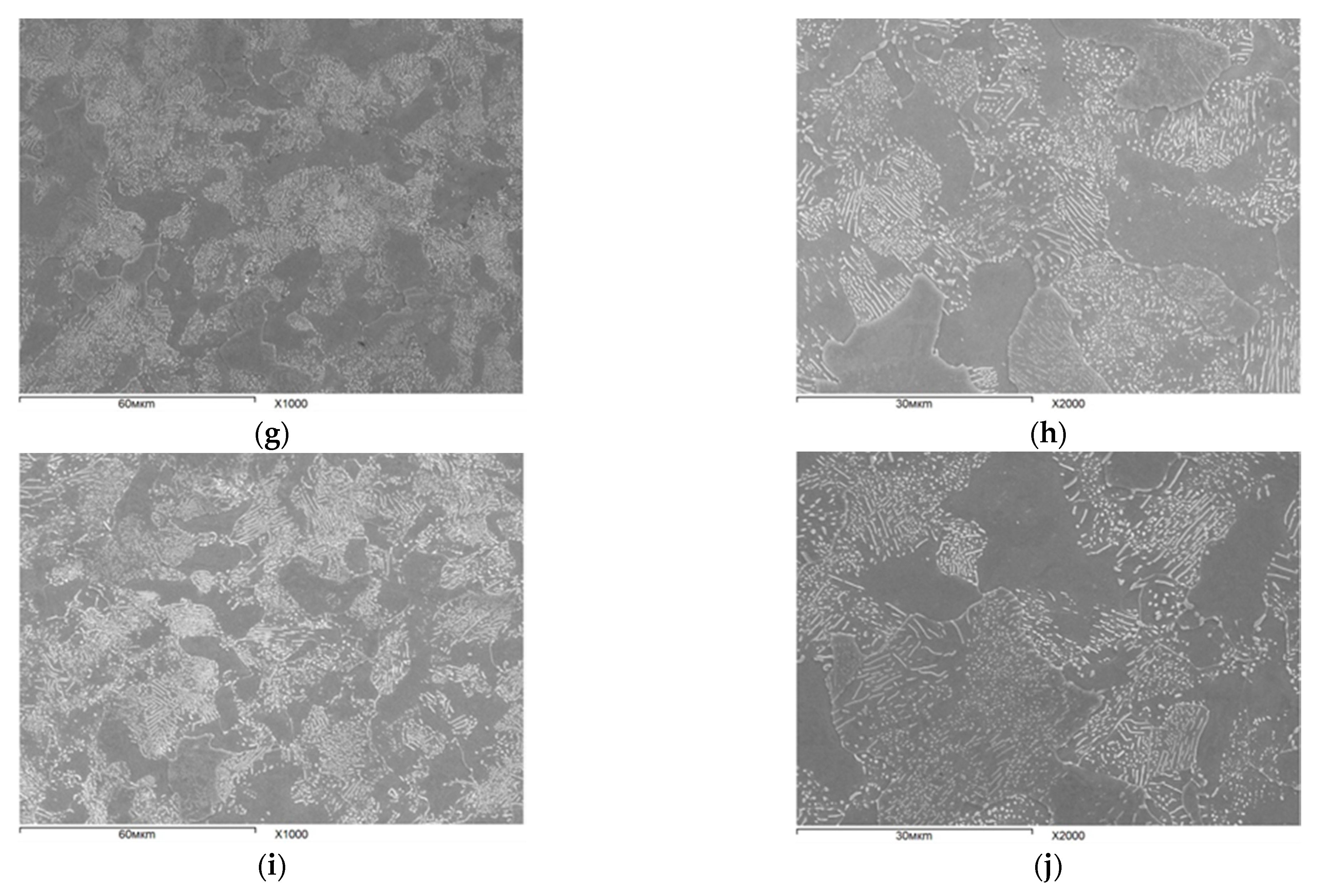
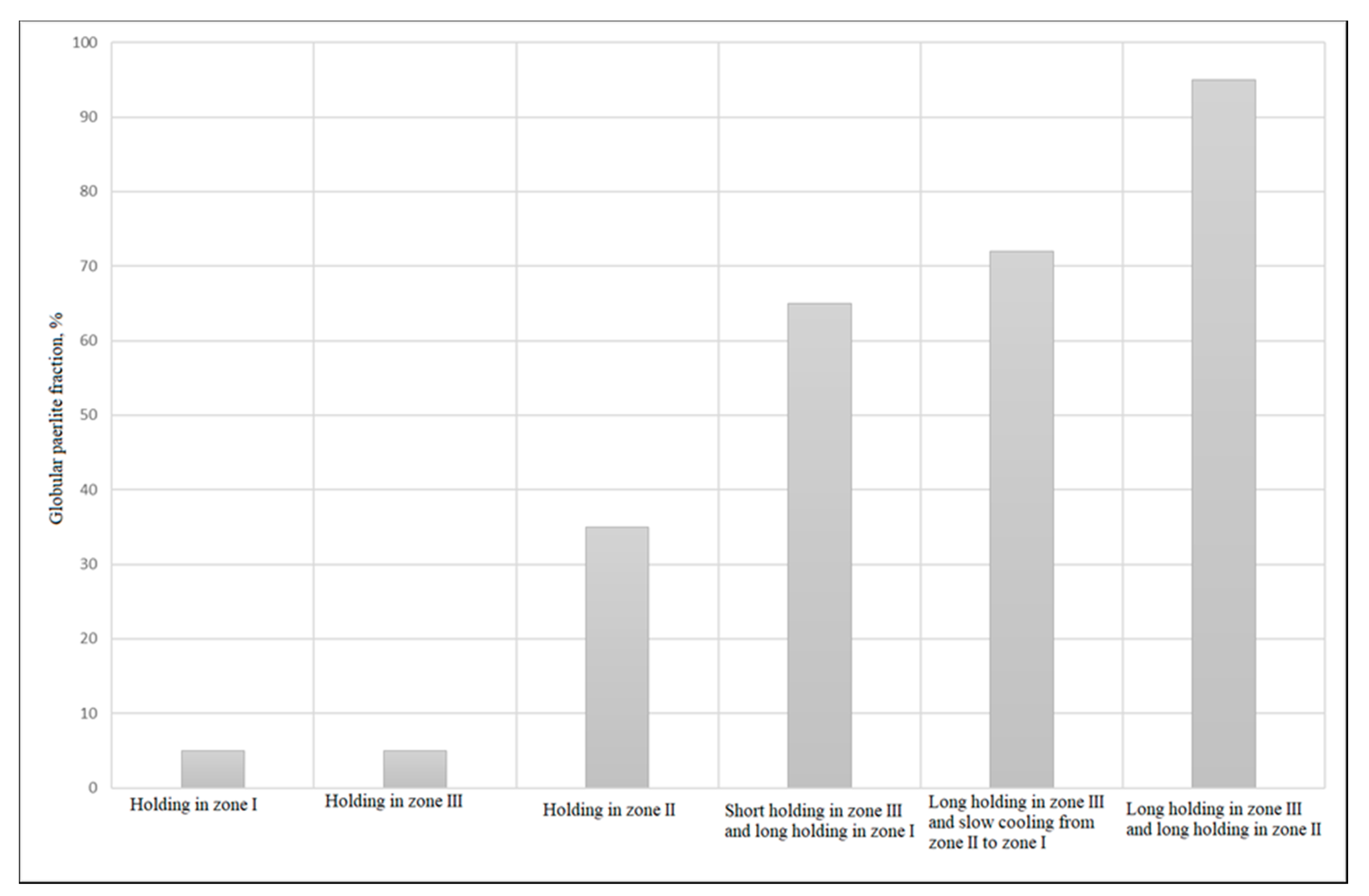
3.3. Study of the Influence of the Spheroidizing Annealing Mode on the Microstructure and Mechanical Properties
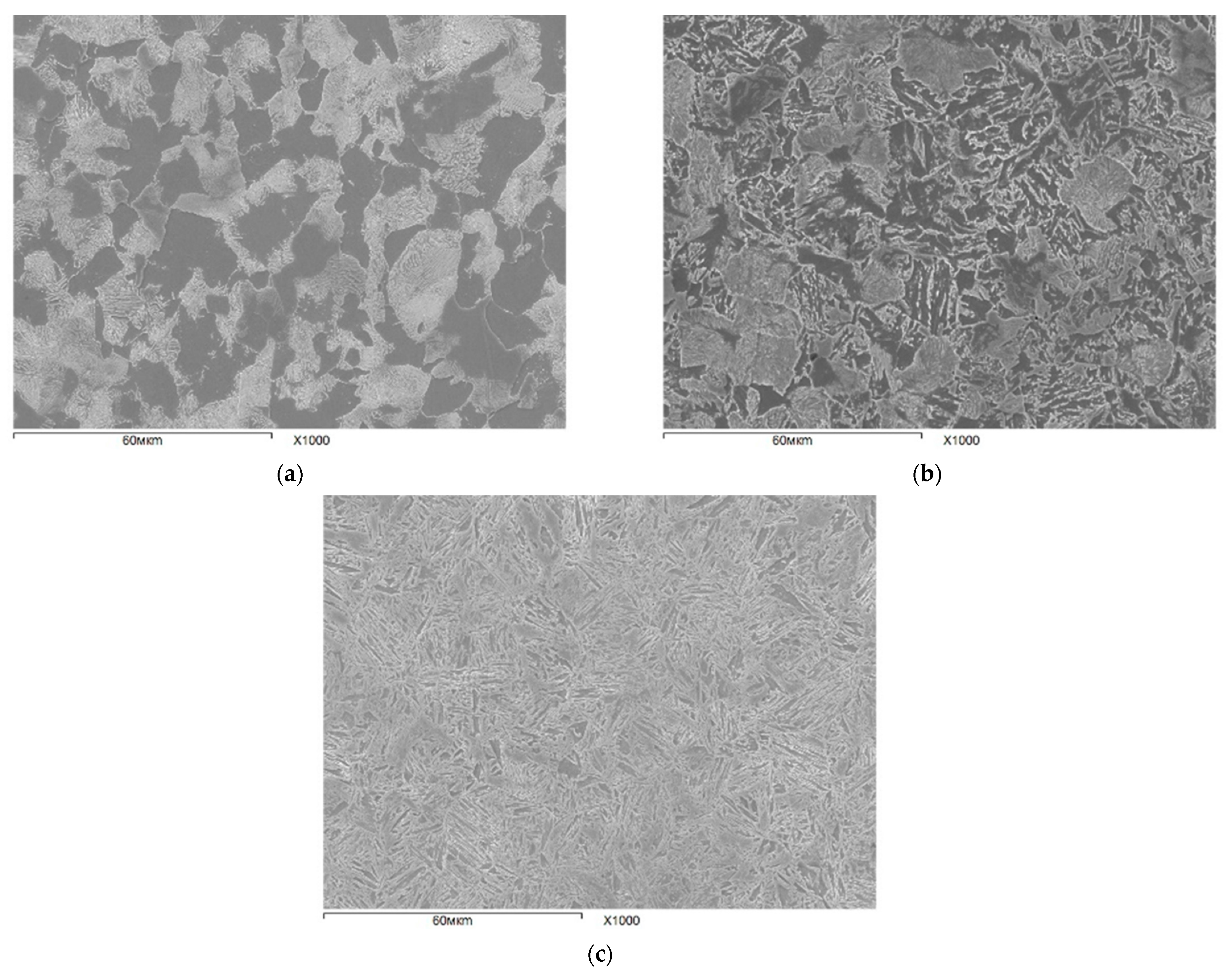
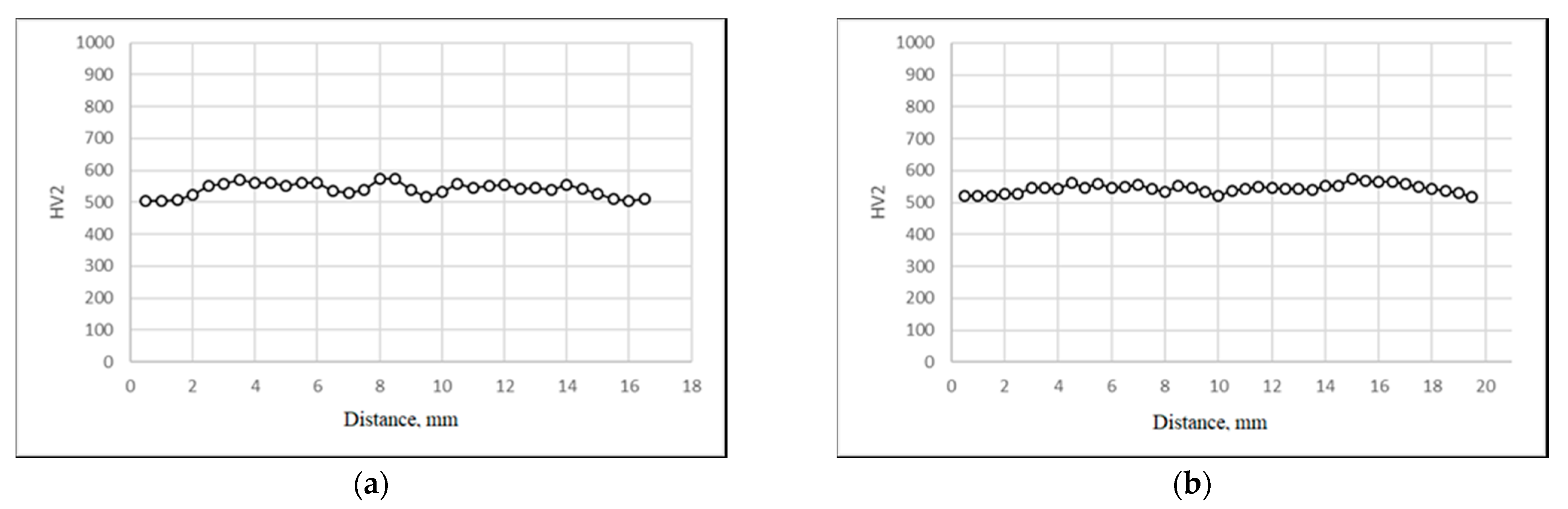
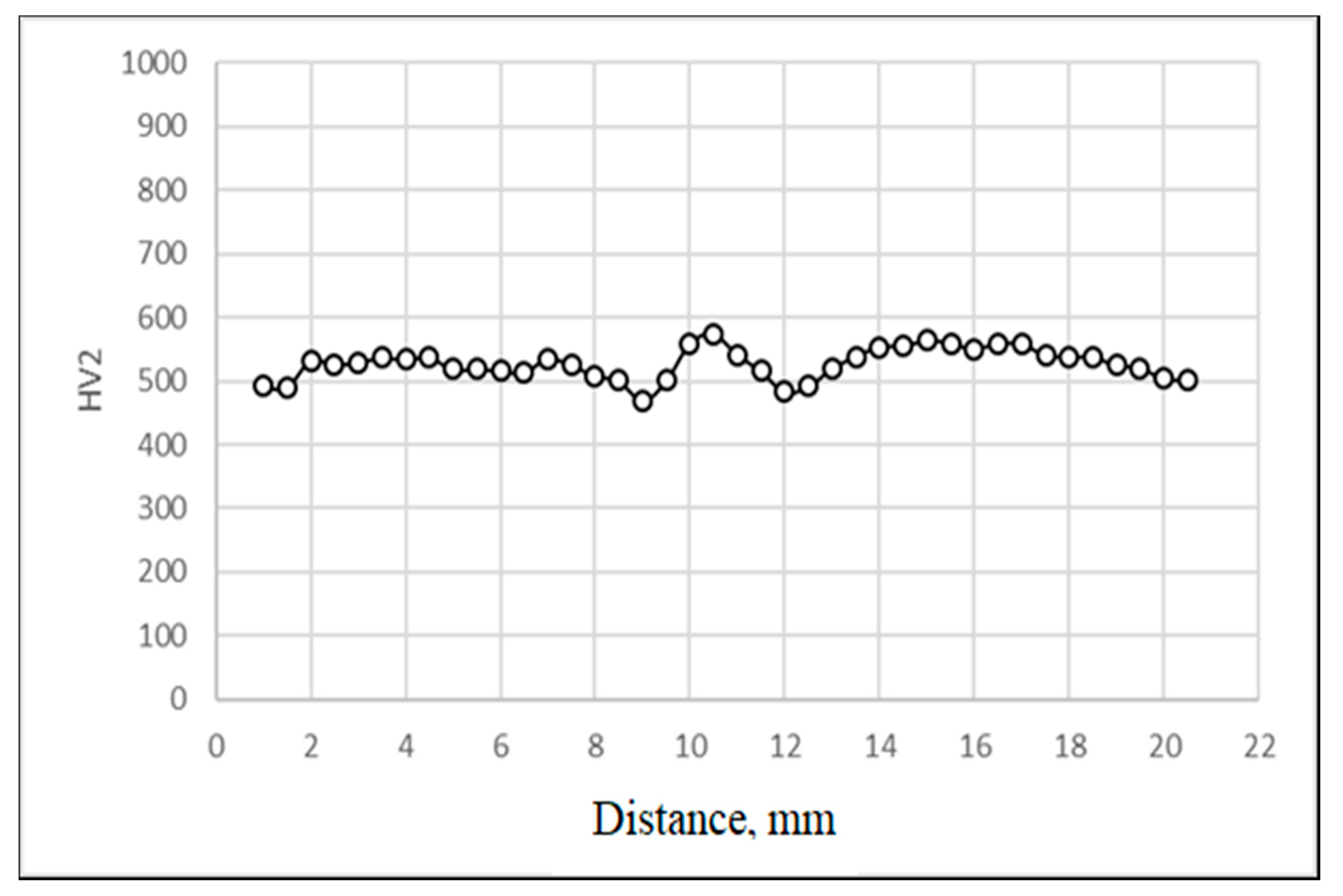
3.4. Assessment of Hardenability
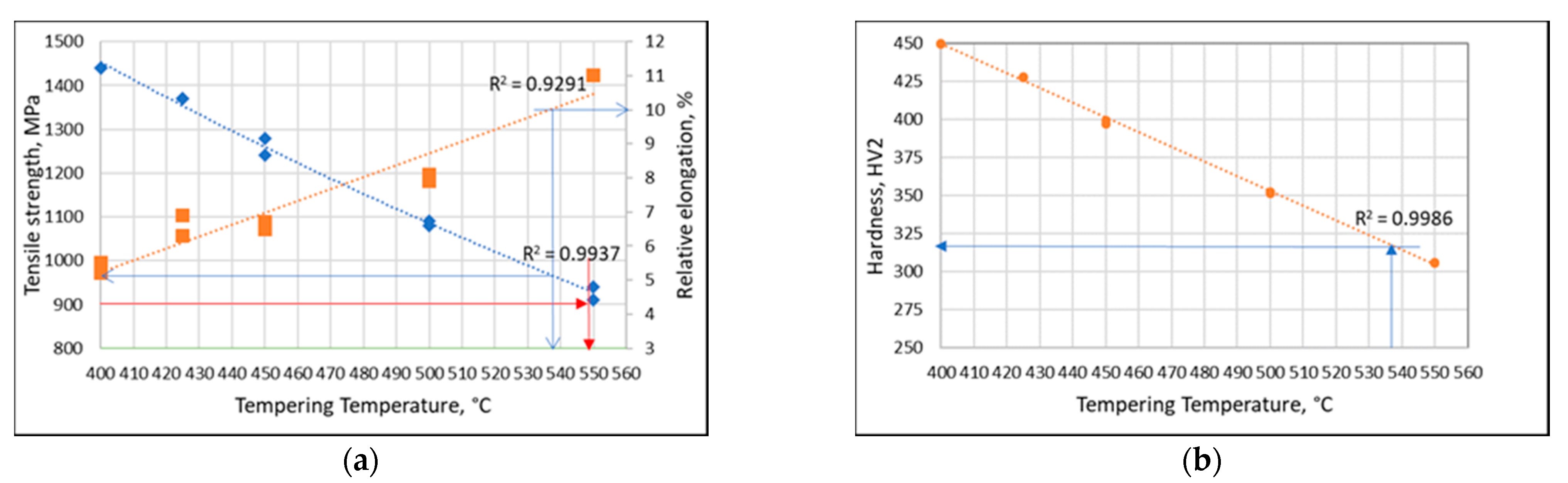
3.5. Assessment of the Possibility of Manufacturing High-Strength Fasteners
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pachurin, G.V.; Fillipov, A.A.; Mukhina, M.V. Rolled stock structure preparation for cold forging of pearlite steel grades. IOP Conf. Ser. Mater. Sci. Eng. 2020, 969, 012010. [Google Scholar] [CrossRef]
- Filipov, A.A.; Pachurin, G.V.; Goncharova, D.A.; Nuzhdina, T.V.; Mukhina, M.V.; Katkova, O.V.; Matveev, U.I.; Tsapina, T.N. Structural and mechanical maintenance of quality of the rolled stock for cold upsetting of metal articles. IOP Conf. Ser. Mater. Sci. Eng. 2019, 632, 012010. [Google Scholar] [CrossRef]
- Stepanov, A.B.; Arutyunyan, N.A.; Ivin, Y.I.; Zaitsev, A.I. Effect of microstructure and surface defects on the capacity of special alloy steel round bar for cold upsetting. Metallurgist 2016, 60, 713–720. [Google Scholar] [CrossRef]
- Pang, X.P.; Hu, Y.; Tang, S.L.; Xiang, Z.; Wu, G.; Xu, T.; Wang, X.Q. Physical properties of high-strength bolt materials at elevated temperatures. Results Phys. 2019, 13, 102156. [Google Scholar] [CrossRef]
- Bobylev, M.V.; Koroleva, E.G.; Shtannikov, P.A. Promising sparingly alloyed boron-bearing steels for the production of high-strength fasteners. Met. Sci. Heat Treat. 2005, 47, 210–214. [Google Scholar] [CrossRef]
- Xiao, Z.; Liu, H.; Liu, B.; Sun, H.; Liu, D.; Liu, G. The effect of forming parameter on multi-stage cold forging with 20MnTiB steel. Int. J. Adv. Manuf. Technol. 2016, 83, 1189–1197. [Google Scholar] [CrossRef]
- O’Brien, J.M.; Hosford, W.F. Spheroidization cycles for medium carbon steels. Metall. Mater. Trans. A 2002, 33, 1255–1261. [Google Scholar] [CrossRef]
- Fu, Y.; Yu, H.; Tao, P. On-line spheroidization process of medium-carbon low-alloyed cold heading steel. Int. J. Miner. Metall. Mater. 2014, 21, 26. [Google Scholar] [CrossRef]
- Lundberg, S.E. A vision of wire rod rolling technology for the twenty first century. Adv. Mater. Res. 2007, 23, 39–44. [Google Scholar] [CrossRef]
- Jirkova, H.; Hauserova, D.; Kueerova, L.; Masek, B. Energy-and-time-saving low-temperature thermomechanical treatment of low-carbon plain steel. Mater. Technol. 2013, 47, 335–339. [Google Scholar]
- Arruabarrena, J.; López, B.; Rodriguez-Ibabe, J.M. Influence of prior warm deformation on cementite spheroidization process in a low-alloy medium carbon steel. Metall. Mater. Trans. A 2014, 45, 1470–1484. [Google Scholar] [CrossRef]
- Dolzhenkov, I.E. Carbide morphology in steel subjected to cold deformation. Steel Transl. 2011, 41, 965. [Google Scholar] [CrossRef] [Green Version]
- Gul’, Y.P.; Sobolenko, M.A.; Ivchenko, A.V. Improvement in the spheroidizing annealing of low-carbon steel for cold upsetting. Steel Transl. 2012, 42, 531–535. [Google Scholar] [CrossRef]
- Karadeniz, E. Influence of different initial microstructure on the process of spheroidization in cold forging. Mater. Des. 2008, 29, 251–256. [Google Scholar] [CrossRef]
- Koldaev, A.V.; Amezhnov, A.V.; Zaitsev, A.I.; Stepanov, A.B. Effect of temperature-deformation treatment regime for special alloy steels on rolled product structural state and properties. Metallurgist 2018, 61, 858–862. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z.; Zhou, X.; Wang, G. Improvement of hole-expansion property for medium carbon steels by ultra fast cooling after hot strip rolling. J. Iron Steel Res. Int. 2013, 20, 25–32. [Google Scholar] [CrossRef]
- Saha, A.; Mondal, D.K.; Maity, J. An alternate approach to accelerated spheroidization in steel by cyclic annealing. J. Mater. Eng. Perform. 2011, 20, 114–119. [Google Scholar] [CrossRef]
- Maity, J.; Saha, A.; Mondal, D.K.; Biswas, K. Mechanism of accelerated spheroidization of steel during cyclic heat treatment around the upper critical temperature. Philos. Mag. Lett. 2013, 93, 231–237. [Google Scholar] [CrossRef]
- Ji, C.; Wang, L.; Zhu, M. Effect of subcritical annealing temperature on microstructure and mechanical properties of SCM435 steel. J. Iron Steel Res. Int. 2015, 22, 1031–1036. [Google Scholar] [CrossRef]
- Shaposhnikov, N.G.; Rodionova, I.A.; Pavlov, A.A. Thermodynamic development of austenite-martensite class corrosion-resistant steels intended for a bimetal cladding layer. Metallurgist 2016, 59, 1195–1200. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | P | Cr | Ni | Cu | Mo | Al | Ti | V | B | N | Ca |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.32 | 0.21 | 0.65 | 0.003 | 0.010 | 0.91 | 0.03 | 0.04 | 0.002 | 0.024 | 0.040 | 0.005 | 0.0024 | 0.008 | 0.0026 |
| Mode No. | Temperature T1, °C | Annealing Duration at T1, h | Duration of Cooling to T2, h | Temperature T2, °C | Annealing Duration at T2, h |
|---|---|---|---|---|---|
| 1 | 700 | 4 | - | - | |
| 2 | 730 | 4 | - | - | |
| 3 | 760 | 4 | - | - | |
| 4 | 760 | - | 4 | 690 | - |
| 5 | 760 | - | 0.1 | 690 | 4 |
| Batch No. | Diameter, mm | Mechanical Properties | |||
|---|---|---|---|---|---|
| σ0.2, MPa | σB, MPa | δ, % | Ψ, % | ||
| 1 | 17 | 355 | 610 | 23 | 59 |
| 2 | 21 | 370 | 625 | 23 | 58 |
| Study Area | Total Oxygen Content, ppm | Total Nitrogen Content, ppm |
|---|---|---|
| Axial zone | 25 | 105 |
| Near-surface zone | 20 | 110 |
| Mode No. | Diameter, mm | The Ratio of Globular and Lamellar Pearlite, % | The Ratio of Perlite and Ferrite, % |
|---|---|---|---|
| 1 | 17 | 5/95 | 35/65 |
| 21 | 5/95 | 35/65 | |
| 2 | 17 | 35/65 | 50/50 |
| 21 | 35/65 | 50/50 | |
| 3 | 17 | 5/95 | 50/50 |
| 21 | 5/95 | 50/50 | |
| 4 | 17 | 80/20 | 75/25 |
| 21 | 80/20 | 75/25 | |
| 5 | 17 | 65/35 | 75/25 |
| 21 | 65/35 | 75/25 |
| Batch No. | Mechanical Properties | |||
|---|---|---|---|---|
| σ0.2, MPa | σB, MPa | δ, % | Ψ, % | |
| 1 | 320 | 580 | 24.5 | 63 |
| 1 | 325 | 580 | 22.5 | 61 |
| 2 | 300 | 540 | 22.5 | 63 |
| 2 | 310 | 550 | 22.5 | 64 |
| 3 | 400 | 670 | 22.5 | 70 |
| 3 | 410 | 680 | 19.5 | 75 |
| 4 | 310 | 530 | 27.0 | 72 |
| 4 | 305 | 530 | 24.0 | 69 |
| 5 | 340 | 580 | 21.0 | 64 |
| 5 | 340 | 580 | 21.5 | 66 |
| Diameter, mm | Preliminary Heat Treatment after Austenitization | Microstructure |
|---|---|---|
| 17 | Furnace cooling | Ferrite–pearlite |
| 21 | Air quenching | Bainite |
| 17 | Oil quenching | Martensite |
| 21 | Furnace cooling | Ferrite–pearlite |
| 17 | Air quenching | Bainite |
| 21 | Oil quenching | Martensite |
| Microstructure before Spheroidizing Annealing | The Ratio of Globular and Lamellar Pearlite after Spheroidizing Annealing, % | The Ratio of Perlite and Ferrite, % |
|---|---|---|
| Ferrite–pearlite | 85/15 | 75/25 |
| Bainite | 95/5 | 100/0 |
| Martensite | 100/0 | 100/0 |
| Initial Microstructure | Heat Treatment | Mechanical Properties | |||
|---|---|---|---|---|---|
| σ0.2, MPa | σB, MPa | δ, % | Ψ, % | ||
| Bainite | Without treatment | 480 | 710 | 15.0 | 74 |
| Mode No. 2 | 360 | 570 | 18.5 | 71 | |
| Martensite | Without treatment | 1370 | 1920 | 5.0 | 54 |
| Mode No. 2 | 500 | 610 | 17.0 | 75 | |
| Diameter, mm | Tempering Temperatures, °C | Mechanical Properties | |||
|---|---|---|---|---|---|
| σ0.2, MPa | σB, MPa | δ, % | Ψ, % | ||
| 17 | 400 | 1350 | 1440 | 5.2 | 59 |
| 21 | 400 | 1340 | 1440 | 5.5 | 61 |
| 17 | 425 | 1280 | 1370 | 6.9 | 62 |
| 21 | 425 | 1290 | 1370 | 6.3 | 61 |
| 17 | 450 | 1170 | 1240 | 6.7 | 63 |
| 21 | 450 | 1240 | 1280 | 6.5 | 63 |
| 17 | 500 | 1030 | 1080 | 8.1 | 65 |
| 21 | 500 | 1040 | 1090 | 7.9 | 63 |
| 17 | 550 | 860 | 940 | 11.0 | 70 |
| 21 | 550 | 830 | 910 | 11.0 | 71 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stepanov, A.; Koldaev, A.; Arutyunyan, N.; Zaitsev, A. Evolution of the Structural State and Properties of 32CrB4 Steel during the Production of High-Strength Fasteners. Metals 2022, 12, 366. https://doi.org/10.3390/met12020366
Stepanov A, Koldaev A, Arutyunyan N, Zaitsev A. Evolution of the Structural State and Properties of 32CrB4 Steel during the Production of High-Strength Fasteners. Metals. 2022; 12(2):366. https://doi.org/10.3390/met12020366
Chicago/Turabian StyleStepanov, Alexey, Anton Koldaev, Nataliya Arutyunyan, and Alexander Zaitsev. 2022. "Evolution of the Structural State and Properties of 32CrB4 Steel during the Production of High-Strength Fasteners" Metals 12, no. 2: 366. https://doi.org/10.3390/met12020366