
Study of the Fracture Behavior of TiN and TiC Inclusions in NM550 Wear-Resistant Steel during the Tensile Process


Abstract
:1. Introduction
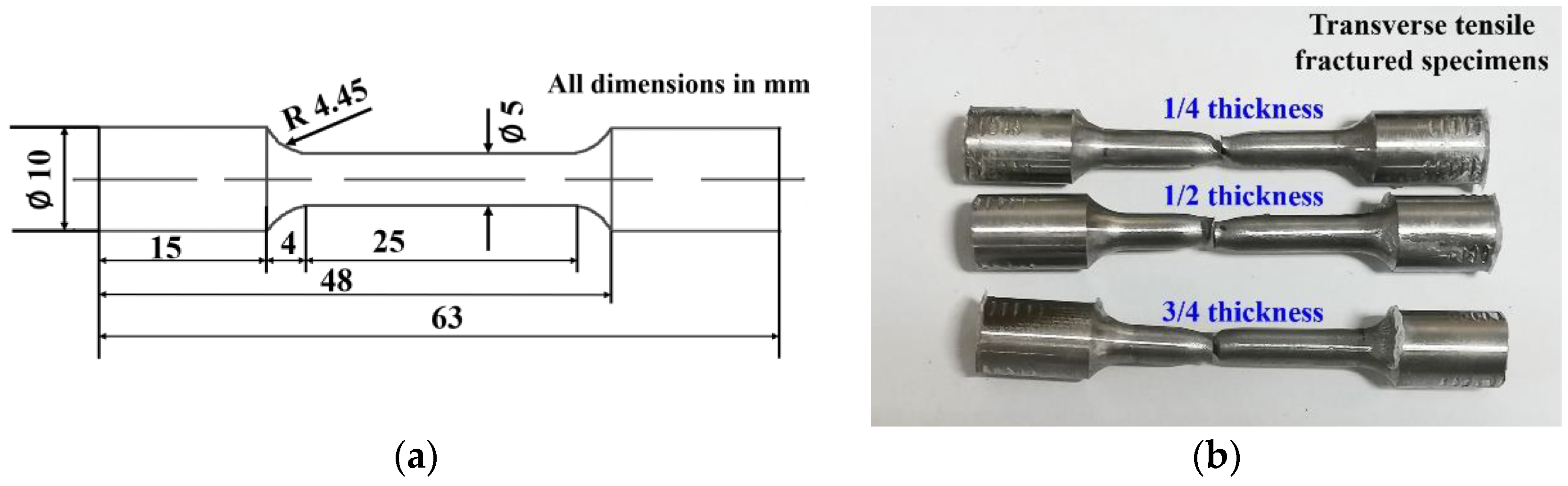
2. Materials and Methods
3. Results
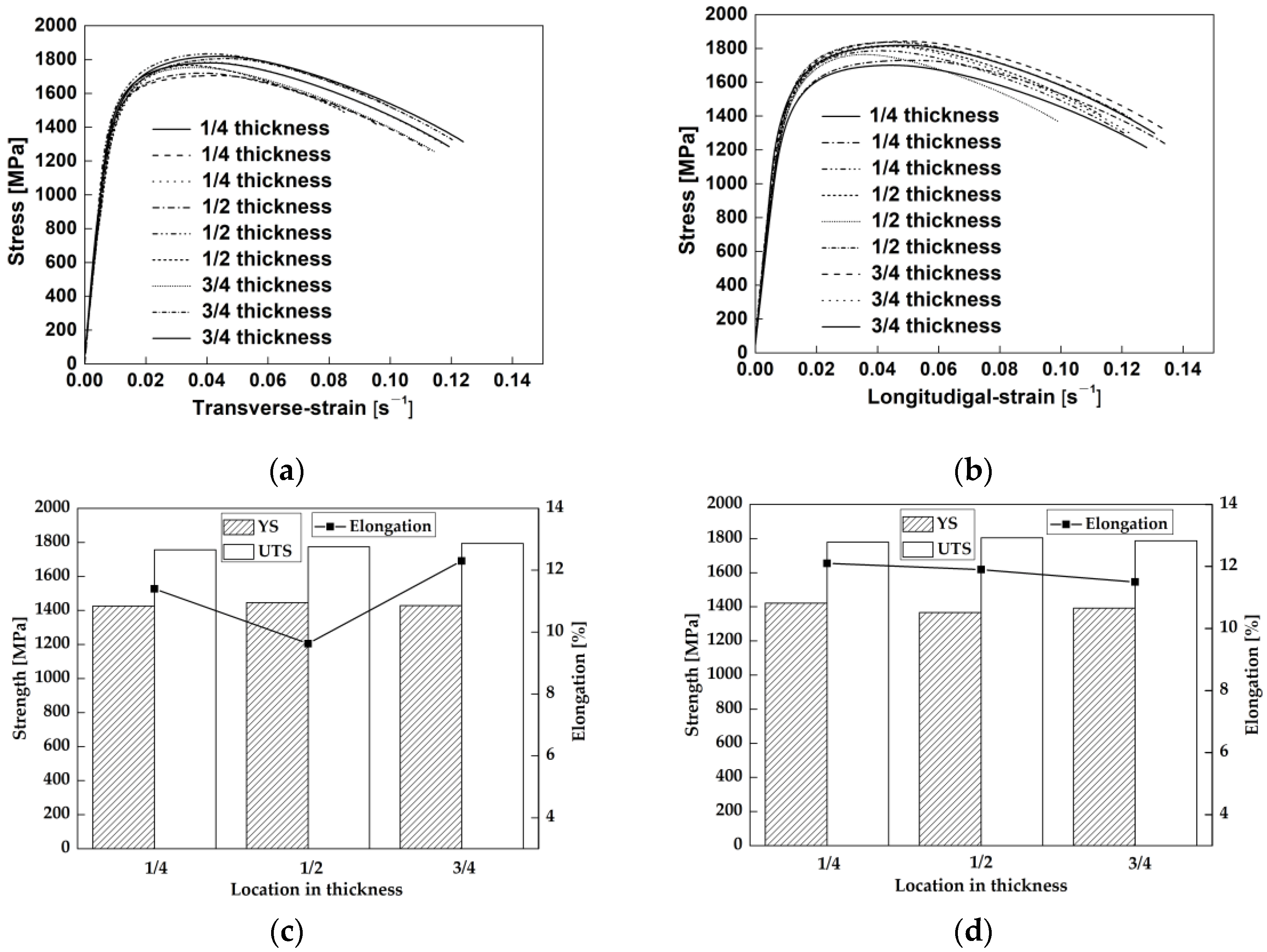
3.1. Tensile Properties
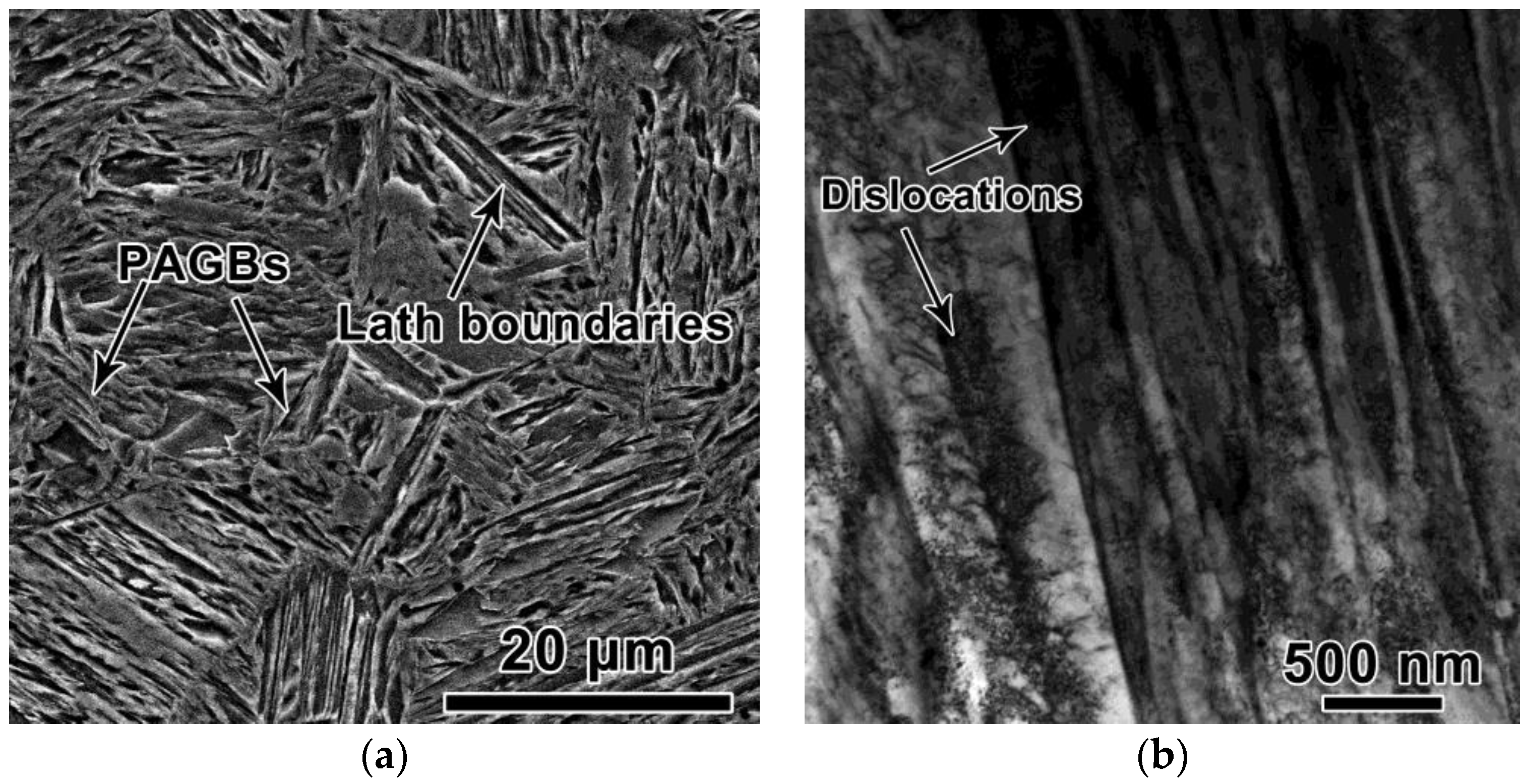
3.2. Microstructural Features
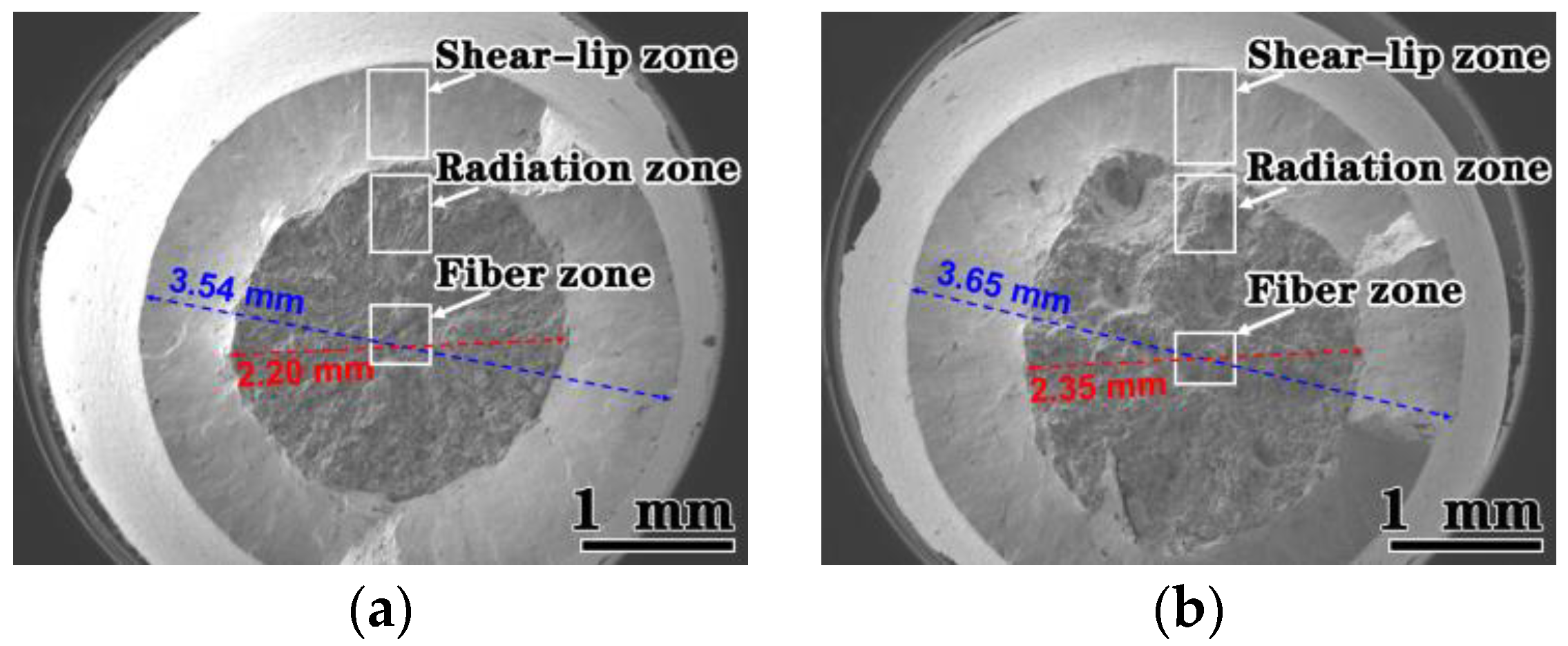
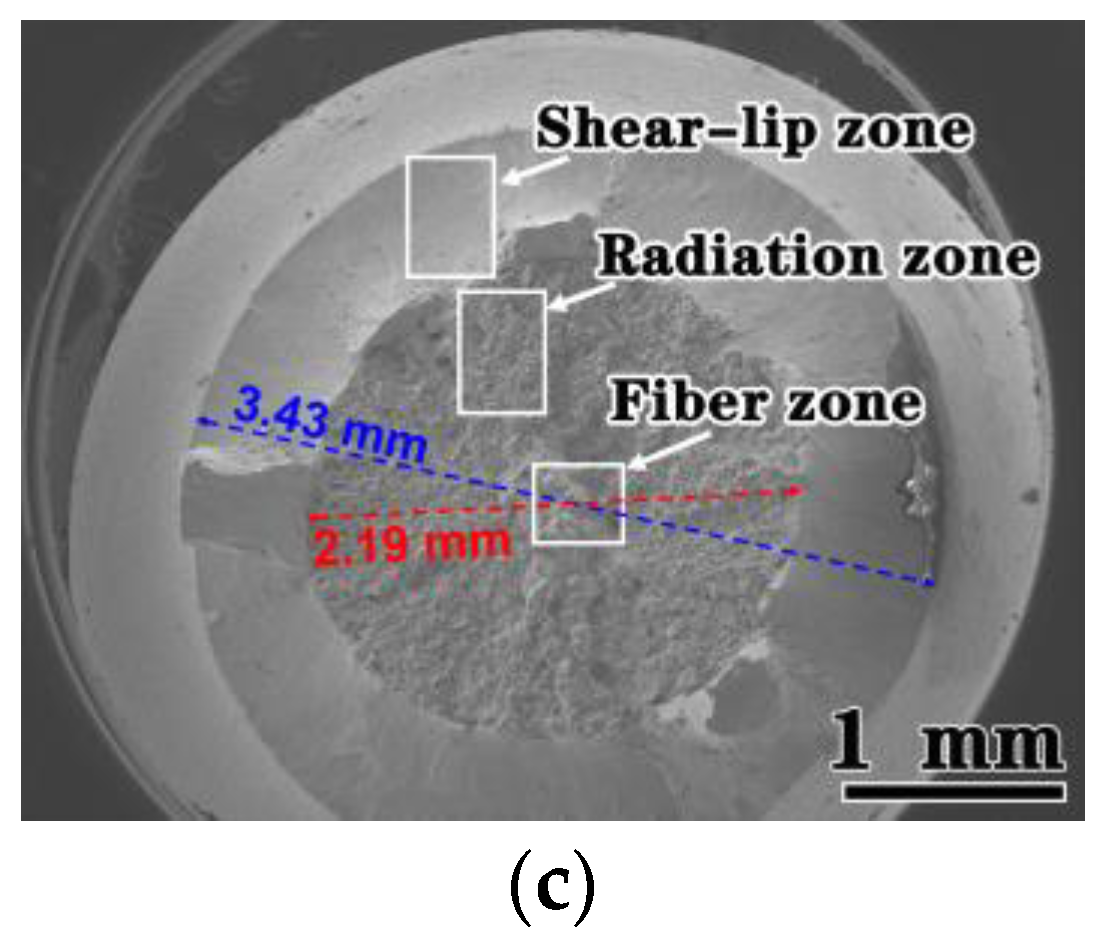
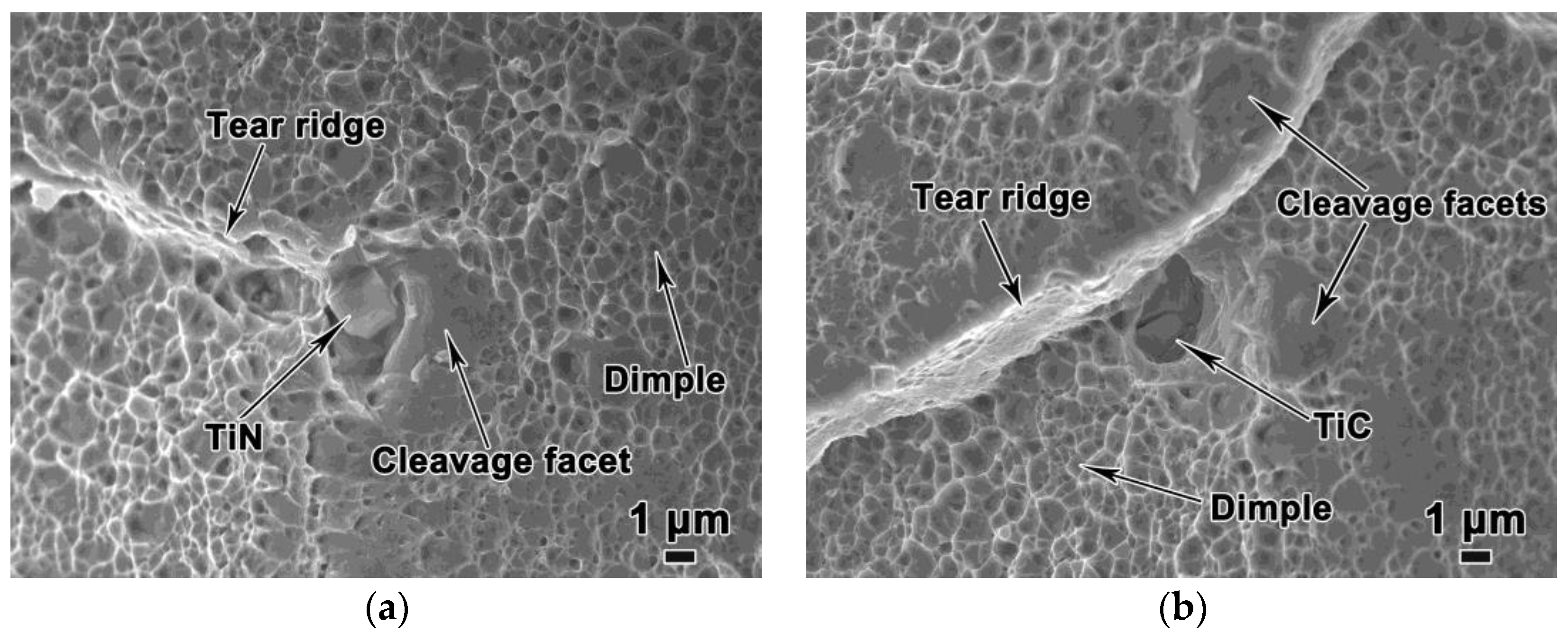
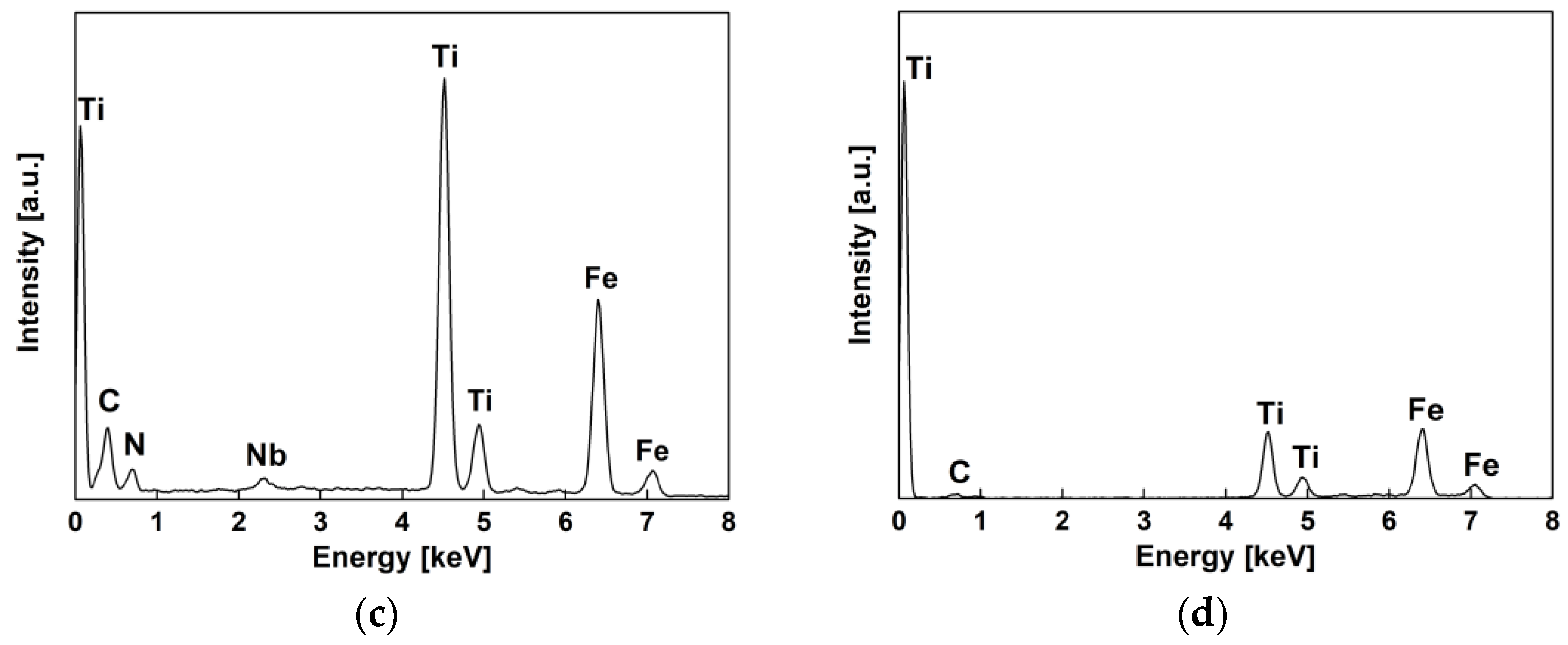
3.3. Fractography
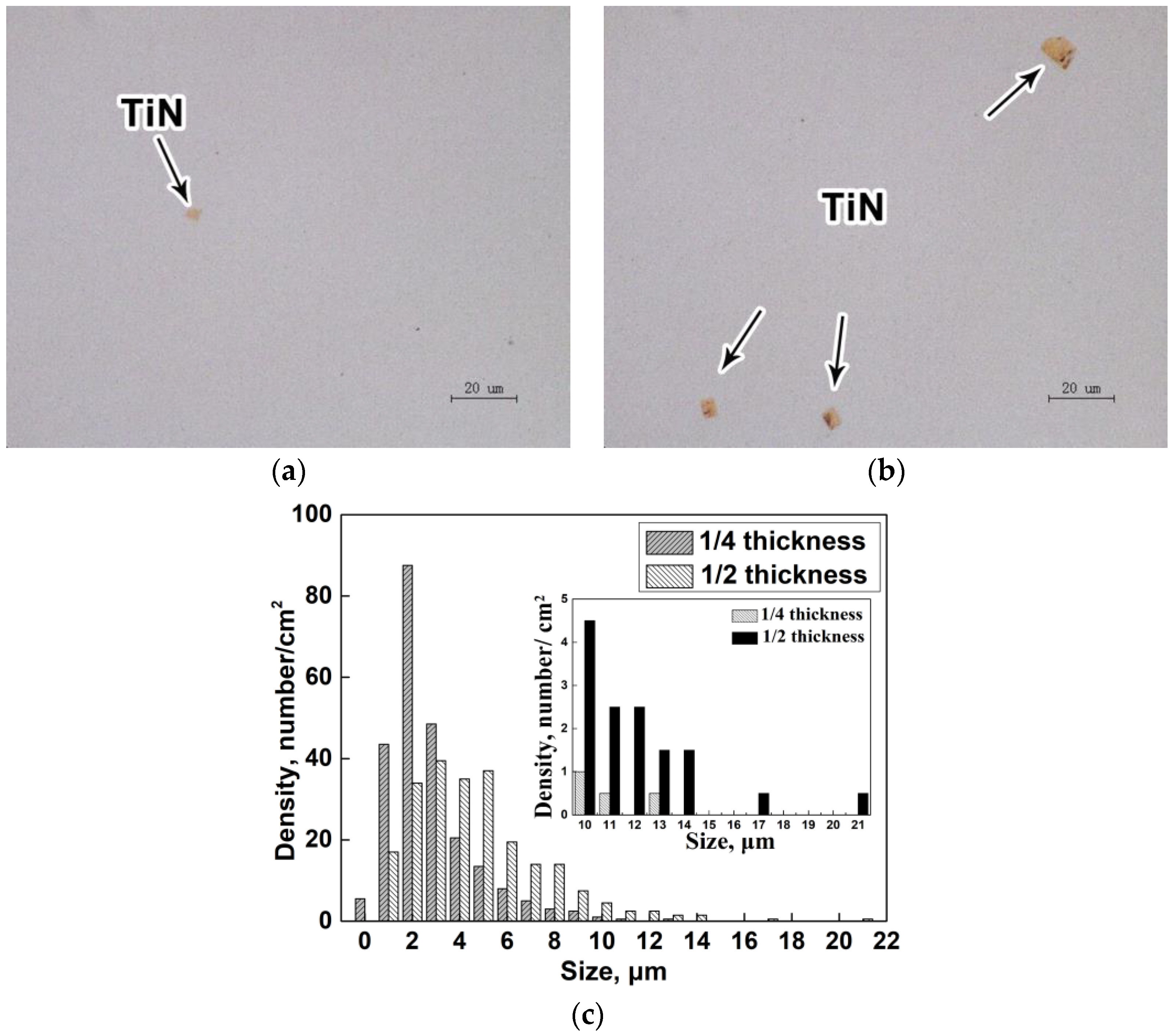
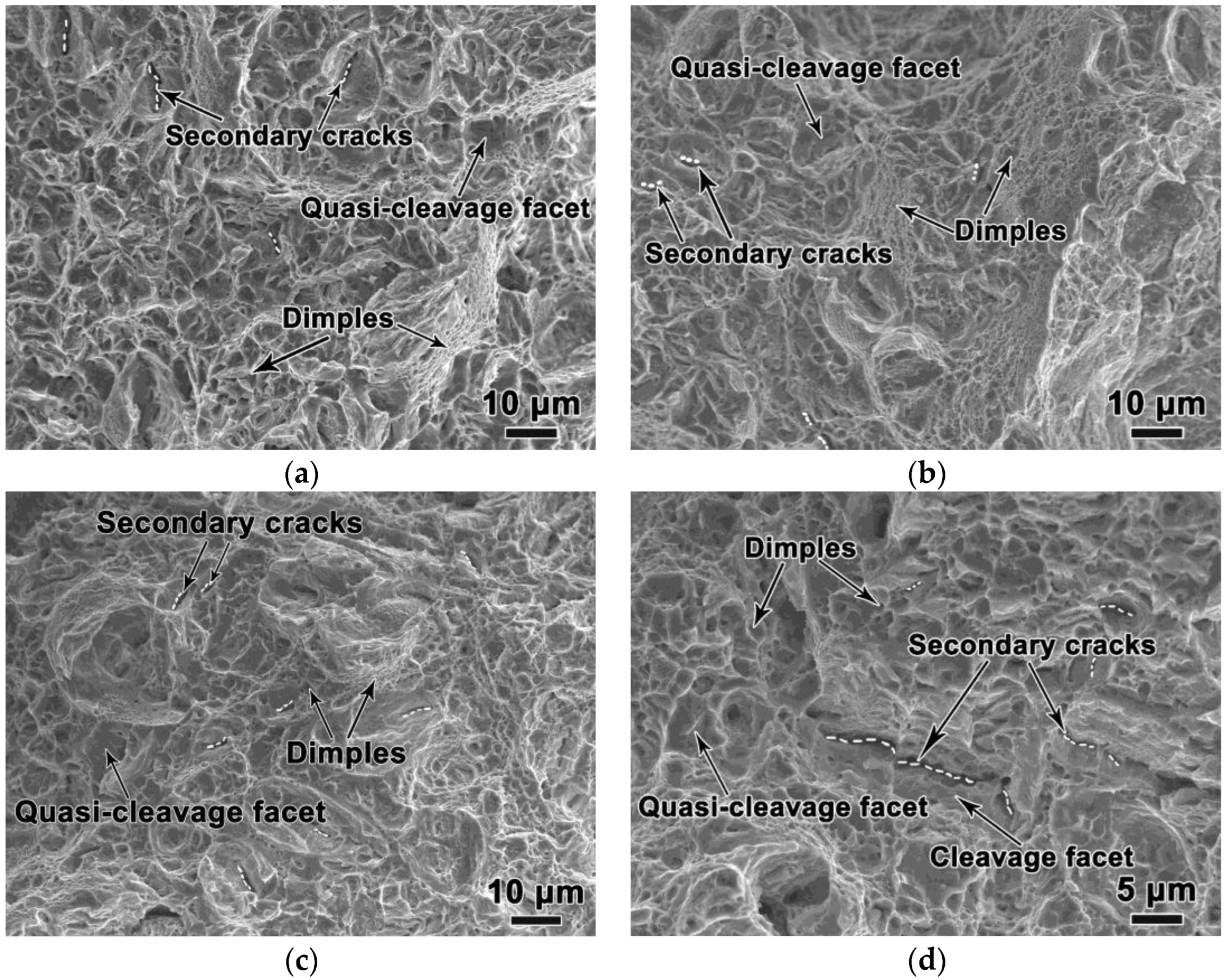
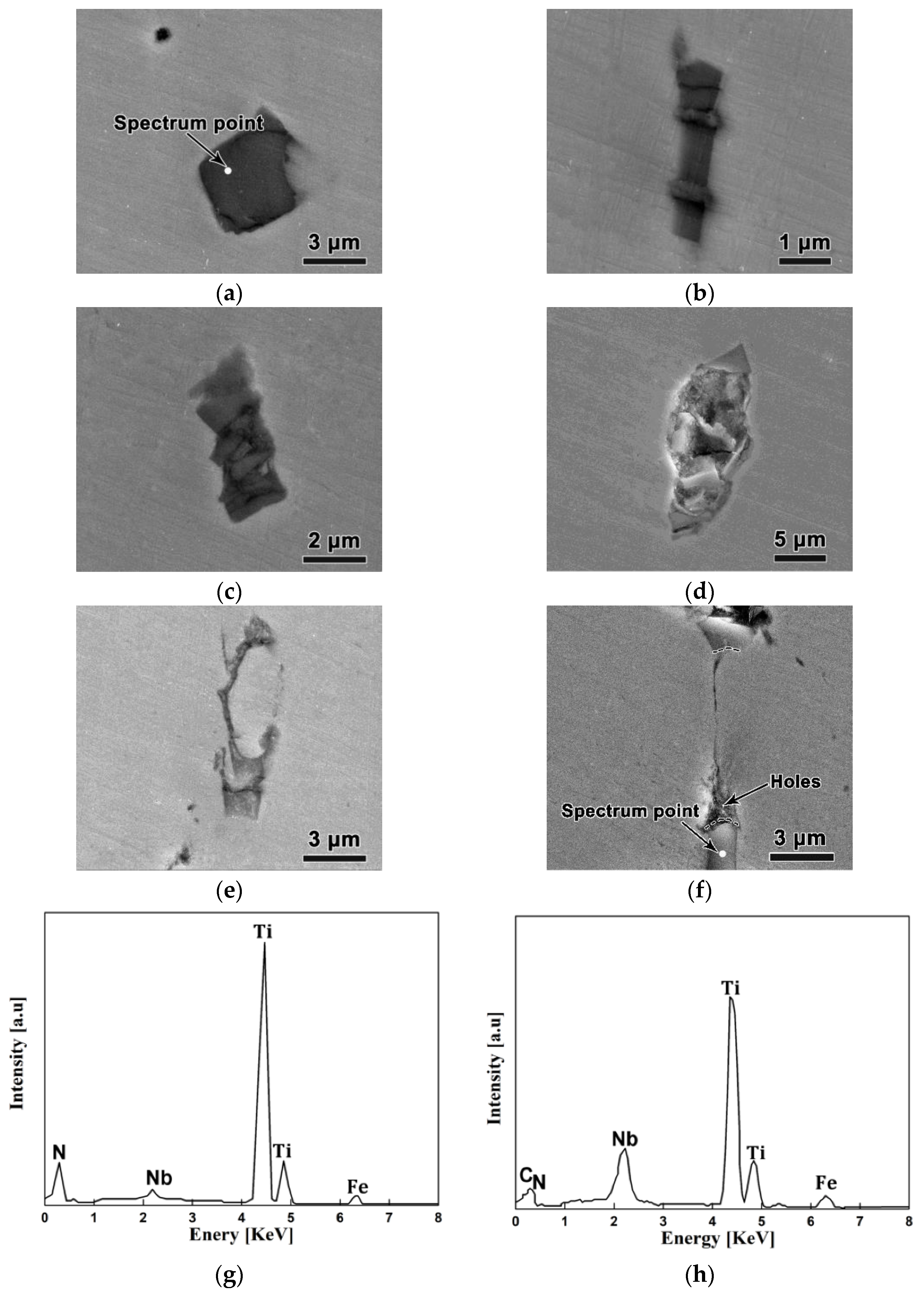
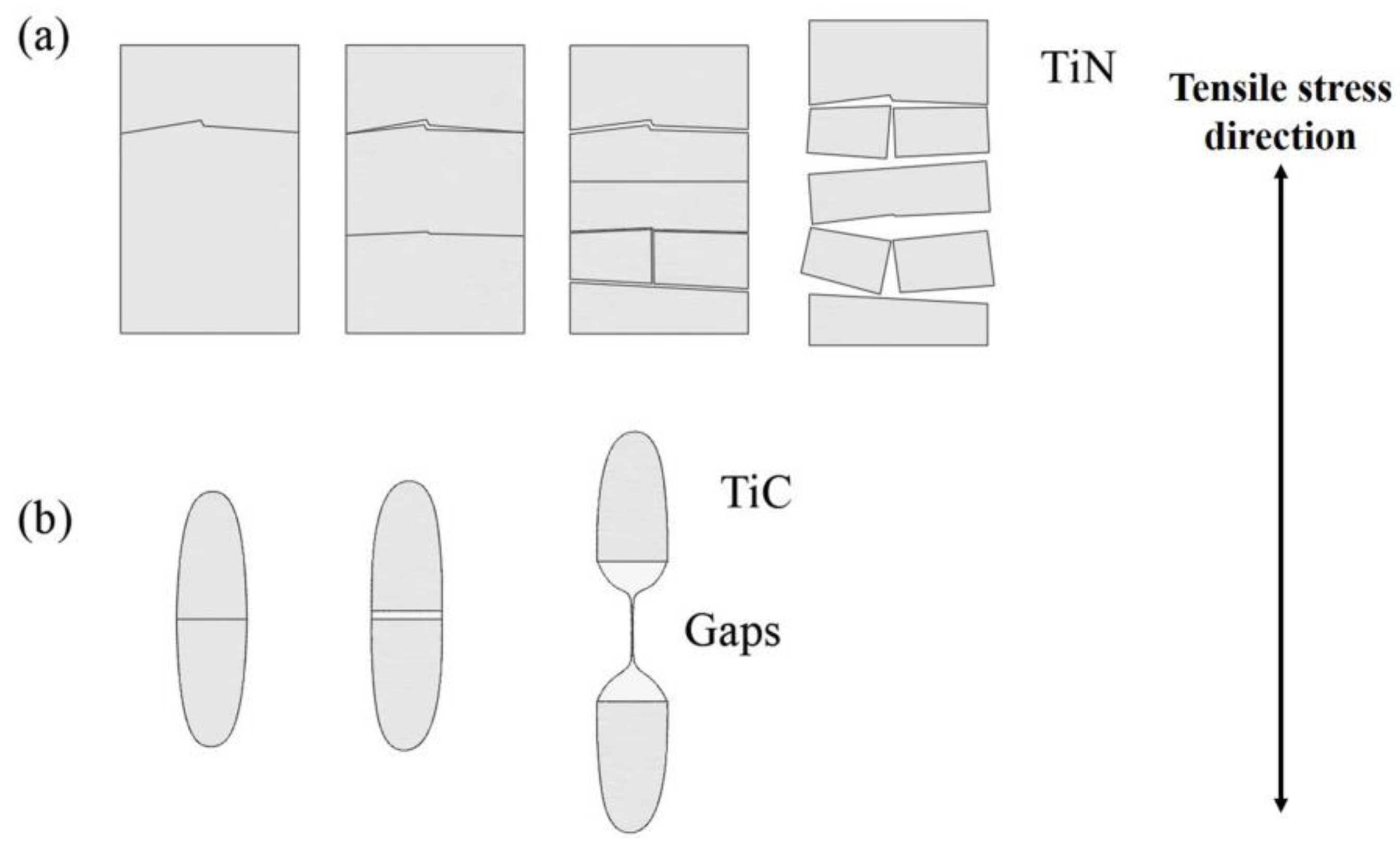
3.4. Fracture Behavior of Micron-Scale TiN and TiC Inclusions
4. Discussion
4.1. Thermodynamic Analysis of TiN Formation
4.2. Thermodynamic Analysis of TiC Formation
4.3. Dynamic Analysis of TiN Formation
5. Conclusions
- NM550 steel has superior mechanical properties. The yield strength (YS) of the steel plate was 1340–1519 MPa, and the ultimate tensile strength (UTS) was 1700–1842 MPa. The fracture fiber zone is composed of dimples, cleavage planes, quasi-cleavage planes, and secondary cracks, whereas the shear lip zone is composed of numerous shear dimples and cleavage and quasi-cleavage planes.
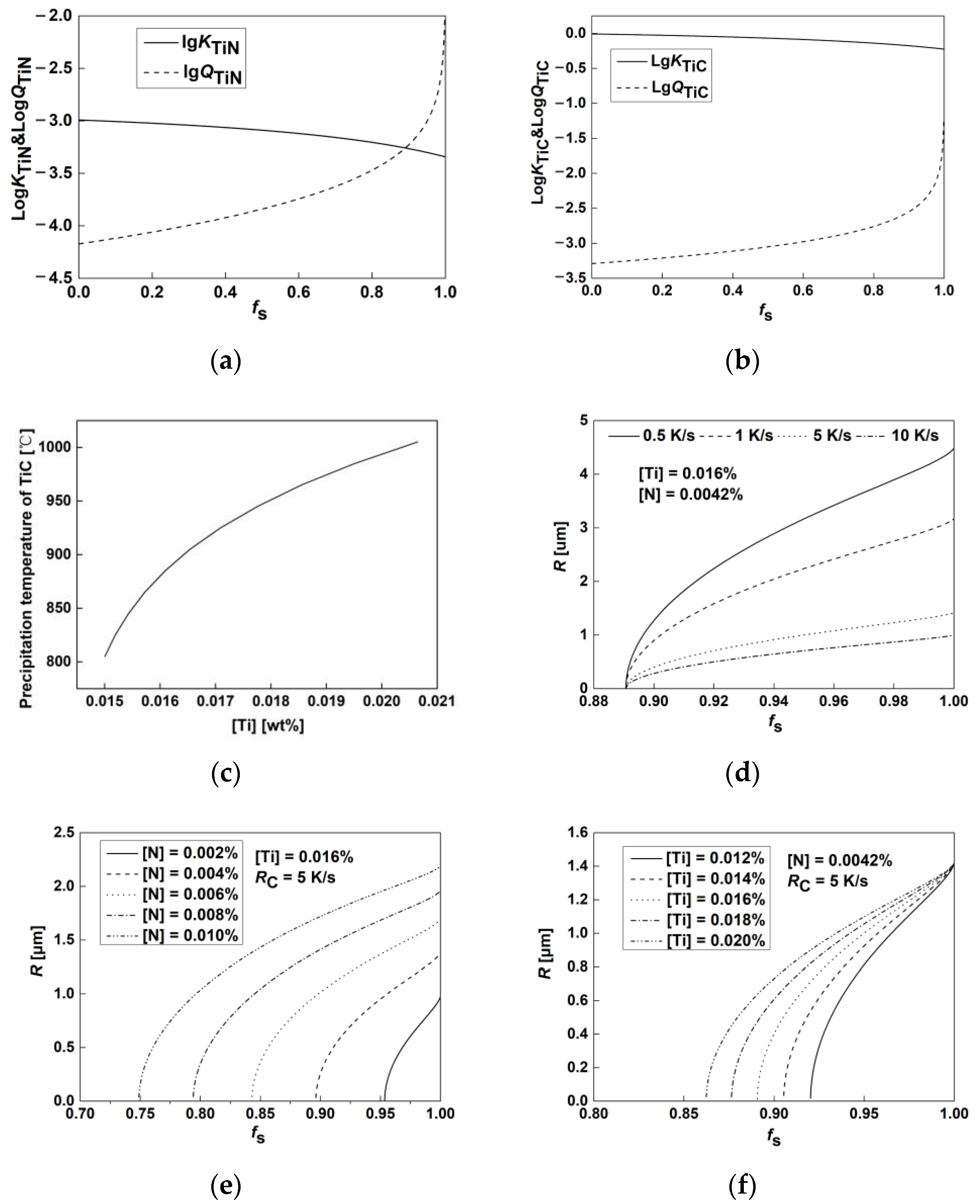
- The TiN precipitates in the solid–liquid two-phase region at a precipitation temperature of 1710 K, whereas that of TiC is 1158 K along the austenite grain boundary. The sizes of the TiN precipitated in the liquid phase and the TiC precipitated in austenite are both at the micron scale, which is prone to cleavage fracture during the stretching process. Under tensile stress, microcracks are first initiated at the TiN inclusion, which are further separated forming a hole, whereas the TiC inclusion is divided into two sections with a long and narrow gap formed between the substrates.
- The size of the TiN inclusions precipitated in the liquid phase is related to the local cooling rate and the Ti and N contents. Under the same cooling rate, smaller initial contents of Ti and N result in smaller TiN size. Moreover, the influence of the N content is obviously greater than that of the Ti content on the size of the TiN. Increasing the cooling rate to reduce the size of the TiN inclusion is the most significant mechanism.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nikitin, V.N.; Nastich, S.Y.; Smirnov, L.A.; Mal’Tsev, A.B.; Denisov, S.V.; Chevskaya, O.N.; Brylin, A.M.; Kurash, V.S.; Maslyuk, V.M.; Tarasov, V.M. Economically alloyed high-strength steel for use in mine equipment. Steel Transl. 2016, 46, 742–751. [Google Scholar] [CrossRef]
- Cai, M.H.; Chen, L.G.; Fang, K.; Huang, H.S.; Hodgson, P. The effects of a ferritic or martensitic matrix on the tensile behavior of a nano-precipitation strengthened ultra-low carbon Ti-Mo-Nb steel. Mater. Sci. Eng. A 2021, 801, 140410. [Google Scholar] [CrossRef]
- Shi, C.; Liu, W.-J.; Li, J.; Yu, L. Effect of Boron on the hot ductility of low-carbon Nb-Ti-microalloyed steel. Mater. Trans. 2016, 57, 647–653. [Google Scholar] [CrossRef] [Green Version]
- Pan, T.; Wang, X.Y.; Su, H.; Yang, C.F. Effect of alloying element Al on hardenability and mechanical properties of micro-B treated ultra-heavy plate steels. Acta Metall. Sin. 2014, 50, 431–438. [Google Scholar]
- Yoo, J.; Jo, M.C.; Kim, S.; Oh, J.; Bian, J.; Sohn, S.S.; Lee, S. Effects of Ti alloying on resistance to hydrogen embrittlement in (Nb+Mo)-alloyed ultra-high-strength hot-stamping steels. Mater. Sci. Eng. A 2020, 791, 139763. [Google Scholar] [CrossRef]
- Wang, R.; Bao, Y.-P.; Yan, Z.-J.; Li, D.-Z.; Kang, Y. Comparison between the surface defects caused by Al2O3 and TiN inclusions in interstitial-free steel auto sheets. Int. J. Miner. Metall. Mater. 2019, 26, 178–185. [Google Scholar] [CrossRef]
- Wu, X.; Zuo, X.R.; Zhao, W.W.; Wang, Z.Y. Mechanism of TiN fracture during the tensile process of NM500 wear-resistant steel. Acta Metall. Sin. 2020, 56, 129–136. [Google Scholar]
- Han, J.; Zhu, Z.; Wei, G.; Jiang, X.; Wang, Q.; Cai, Y.; Jiang, Z. Microstructure and mechanical properties of Nb- and Nb + Ti-stabilised 18Cr–2Mo ferritic stainless steels. Acta Metall. Sin. 2020, 33, 716–730. [Google Scholar] [CrossRef]
- Zhu, Y.; Lu, Y.-M.; Huang, C.-W.; Liang, Y.-L. The effect of TiN inclusions on the fracture mechanism of 20CrMnTi steel with lath martensite. Mater. Res. Express 2020, 7, 036509. [Google Scholar] [CrossRef]
- Kostryzhev, A.; Killmore, C.; Yu, D.; Pereloma, E. Martensitic wear resistant steels alloyed with titanium. Wear 2020, 446-447, 203203. [Google Scholar] [CrossRef]
- Liu, T.; Long, M.-J.; Chen, D.-F.; Duan, H.-M.; Gui, L.-T.; Yu, S.; Cao, J.-S.; Chen, H.-B.; Fan, H.-L. Effect of coarse TiN inclusions and microstructure on impact toughness fluctuation in Ti micro-alloyed steel. J. Iron Steel Res. Int. 2018, 25, 1043–1053. [Google Scholar] [CrossRef]
- Ghosh, A.; Ray, A.; Chakrabarti, D.; Davis, C.L. Cleavage initiation in steel: Competition between large grains and large par-ticles. Mater. Sci. Eng. A 2013, 561, 126–135. [Google Scholar] [CrossRef]
- Rassizadehghani, J.; Najafi, H.; Emamy, M.; Eslami-Saeen, G. Mechanical properties of V-, Nb-, and Ti-bearing as-cast micro-alloyed steels. J. Mater. Sci. Technol. 2007, 23, 779–784. [Google Scholar]
- Ramachandran, D.C.; Murugan, S.P.; Moon, J.; Lee, C.-H.; Park, Y.-D. The effect of the hyperstoichiometric Ti/N ratio due to excessive Ti on the toughness of N-controlled novel fire- and seismic-resistant steels. Metall. Mater. Trans. A 2019, 50, 3514–3527. [Google Scholar] [CrossRef]
- Murakami, Y.; Matsunaga, H.; Abyazi, A.; Fukushima, Y. Defect size dependence on threshold stress intensity for high-strength steel with internal hydrogen. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 836–850. [Google Scholar] [CrossRef]
- Liu, J.; Liu, D.; Zuo, X.; Liu, L.; Yan, Q. Influence of TiN inclusions and segregation on the delayed cracking in NM450 wear-resistant steel. Metals 2022, 12, 21. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, X.; Liu, D.; Zuo, X. Correlation between microstructure and fracture behavior in thick HARDOX 450 wear-resistant steel with TiN inclusions. Front. Mater. 2021, 8, 691551. [Google Scholar] [CrossRef]
- Pandey, C.; Saini, N.; Mahapatra, M.M.; Kumar, P. Study of the fracture surface morphology of impact and tensile tested cast and forged (C&F) Grade 91 steel at room temperature for different heat treatment regimes. Eng. Fail. Anal. 2017, 71, 131–147. [Google Scholar] [CrossRef]
- Kim, B.-H.; Moon, J.; Kim, S.-D.; Jang, J.-H.; Lee, T.-H.; Hong, H.-U.; Kim, H.C.; Cho, K.-M.; Lee, C.-H. Effect of concentrations of Ta and Ti on microstructure and mechanical properties of 9Cr-1W reduced activation ferritic/martensitic steel. Fusion Eng. Des. 2020, 151, 111364. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Sirohi, S. Fracture behaviour of crept P91 welded sample for different post weld heat treatments condition. Eng. Fail. Anal. 2019, 95, 18–29. [Google Scholar] [CrossRef]
- Yanagimoto, F.; Shibanuma, K.; Kawabata, T.; Suzuki, K.; Aihara, S. Measurement of local brittle fracture stress for dynamic crack propagation in steel. Procedia Struct. Integr. 2016, 2, 395–402. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Bao, Y.-P.; Zhao, M.; Wang, M.; Yuan, X.-M.; Gao, S. Effect of Ce on the cleanliness, microstructure and mechanical properties of high strength low alloy steel Q690E in industrial production process. Int. J. Miner. Metall. Mater. 2019, 26, 1372–1384. [Google Scholar] [CrossRef]
- Chen, Q.L.; Mao, X.P.; Sun, X.J. Ti (CN) Precipitation in ultra-high strength Ti micro-alloyed steels with 700MPa yield strength on TSCR process. Adv. Mater. Res. 2013, 842, 61–69. [Google Scholar] [CrossRef]
- Yang, L.; Cheng, G.-G. Characteristics of Al2O3, MnS, and TiN inclusions in the remelting process of bearing steel. Int. J. Miner. Metall. Mater. 2017, 24, 869–875. [Google Scholar] [CrossRef]
- Tian, Q.; Wang, G.; Zhao, Y.; Li, J.; Wang, Q. Precipitation behaviors of TiN inclusion in GCr15 bearing steel billet. Met. Mater. Trans. B 2018, 49, 1149–1164. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, L.F.; Duan, H.J.; Zhang, Y.; Luo, Y.; Conejo, A.N. Extraction, thermodynamic analysis, and precipitation mechanism of MnS-TiN complex inclusions in low-sulfur steels. Metall. Mater. Trans. A 2016, 47, 3015–3025. [Google Scholar] [CrossRef]
- Wang, L.; Xue, Z.-L.; Zhu, H.; Lei, J.-L. Thermodynamic analysis of precipitation behavior of Ti-bearing inclusions in SWRH 92A tire cord steel. Results Phys. 2019, 14, 102428. [Google Scholar] [CrossRef]
- Li, N.; Wang, L.; Xue, Z.L.; Li, C.Z.; Huang, A.; Wang, F.F. Study of precipitation and growth processes of Ti-bearing inclusions in tire cord steel. Results Phys. 2020, 16, 102929. [Google Scholar] [CrossRef]
- Jang, J.H.; Lee, C.-H.; Han, H.N.; Bhadeshia, H.K.D.H.; Suh, D.-W. Modelling coarsening behaviour of TiC precipitates in high strength, low alloy steels. Mater. Sci. Technol. 2013, 29, 1074–1079. [Google Scholar] [CrossRef]
- Ma, W.-J.; Bao, Y.-P.; Zhao, L.-H.; Wang, M. Control of the precipitation of TiN inclusions in gear steels. Int. J. Miner. Metall. Mater. 2014, 21, 234–239. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Ni | Cr | Mo | Al | B | V | Ti | Nb | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.30 | 1.03 | 0.006 | 0.0004 | 0.78 | 0.52 | 0.49 | 0.36 | 0.031 | 0.0011 | 0.0068 | 0.016 | 0.010 | 0.0042 | Bal. |
| Location | Direction | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Reduction of Area (%) | Elongation (%) |
|---|---|---|---|---|---|
| 1/4 | Transverse | 1427 | 1756 | 46.4 | 11.4 |
| Longitudinal | 1421 | 1779 | 52.8 | 12.1 | |
| 1/2 | Transverse | 1446 | 1773 | 35.1 | 9.6 |
| Longitudinal | 1367 | 1805 | 48.9 | 11.9 | |
| 3/4 | Transverse | 1428 | 1793 | 45.6 | 12.5 |
| Longitudinal | 1393 | 1786 | 49.3 | 11.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, D.; Wang, Z.; Liu, J.; Wang, Z.; Zuo, X. Study of the Fracture Behavior of TiN and TiC Inclusions in NM550 Wear-Resistant Steel during the Tensile Process. Metals 2022, 12, 363. https://doi.org/10.3390/met12020363
Liu D, Wang Z, Liu J, Wang Z, Zuo X. Study of the Fracture Behavior of TiN and TiC Inclusions in NM550 Wear-Resistant Steel during the Tensile Process. Metals. 2022; 12(2):363. https://doi.org/10.3390/met12020363
Chicago/Turabian StyleLiu, Denghui, Zhongyang Wang, Jingjing Liu, Zhenlong Wang, and Xiurong Zuo. 2022. "Study of the Fracture Behavior of TiN and TiC Inclusions in NM550 Wear-Resistant Steel during the Tensile Process" Metals 12, no. 2: 363. https://doi.org/10.3390/met12020363