
Fabrication of Precursor by Consolidating Aluminum Alloy Powder Using Friction Stir Welding and Its Foaming

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
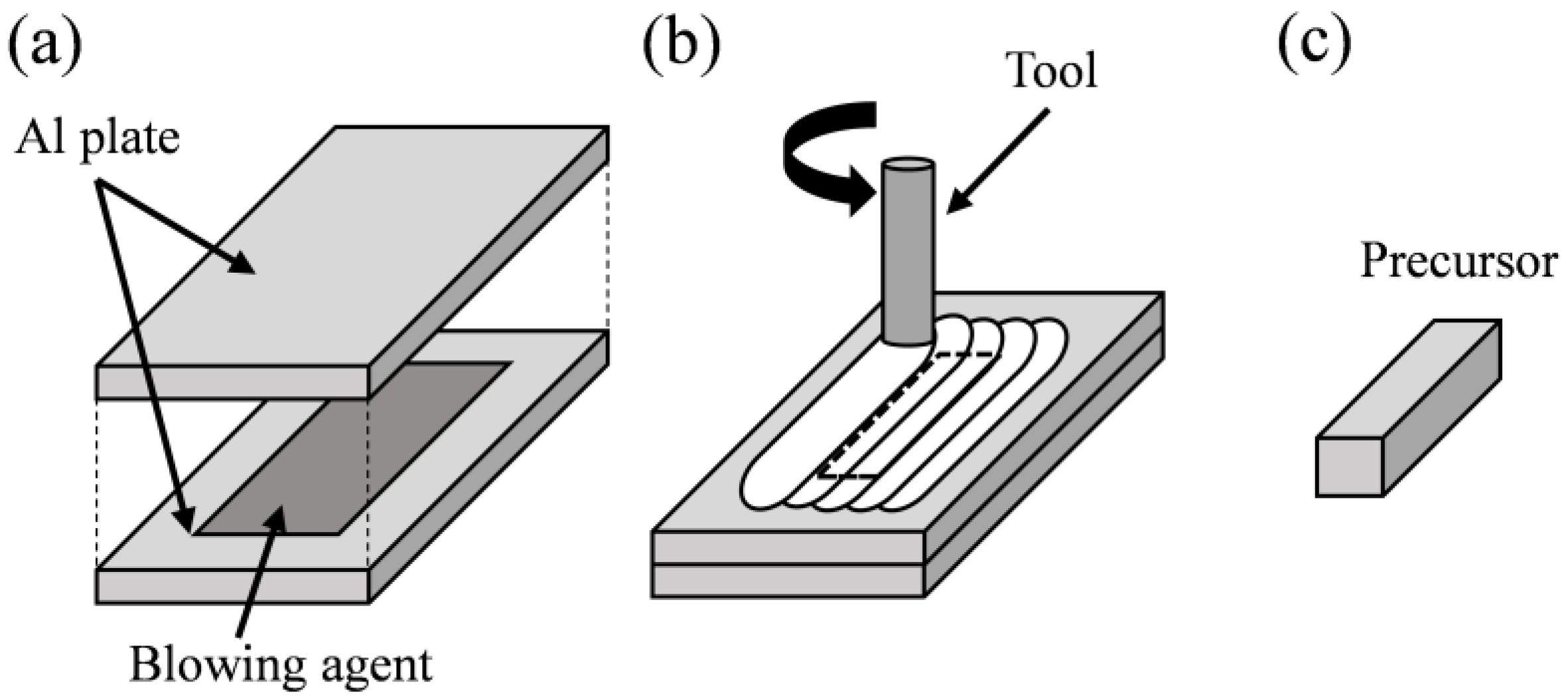
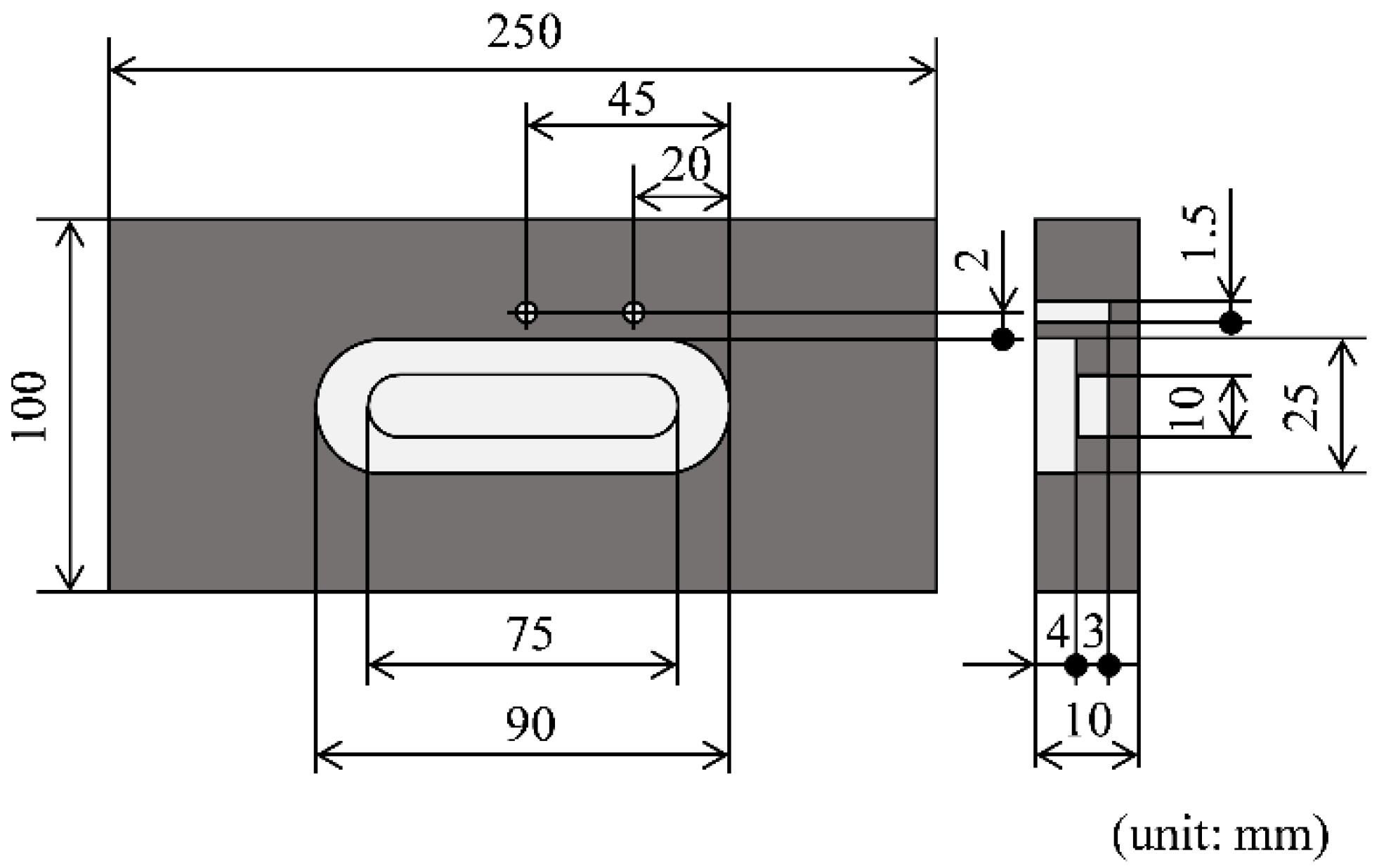
2.1. Fabrication of Precursor
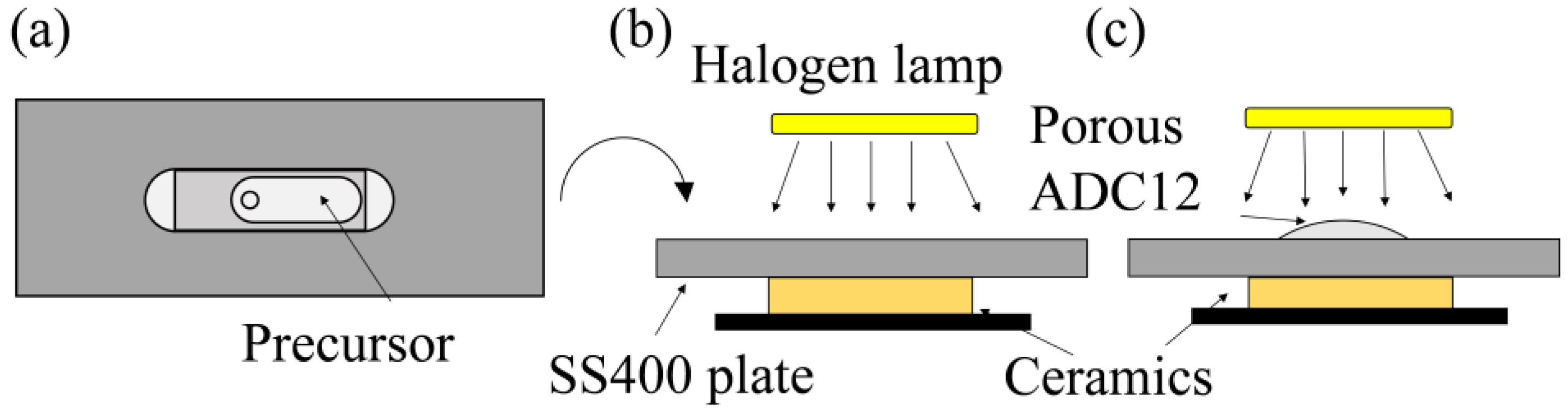
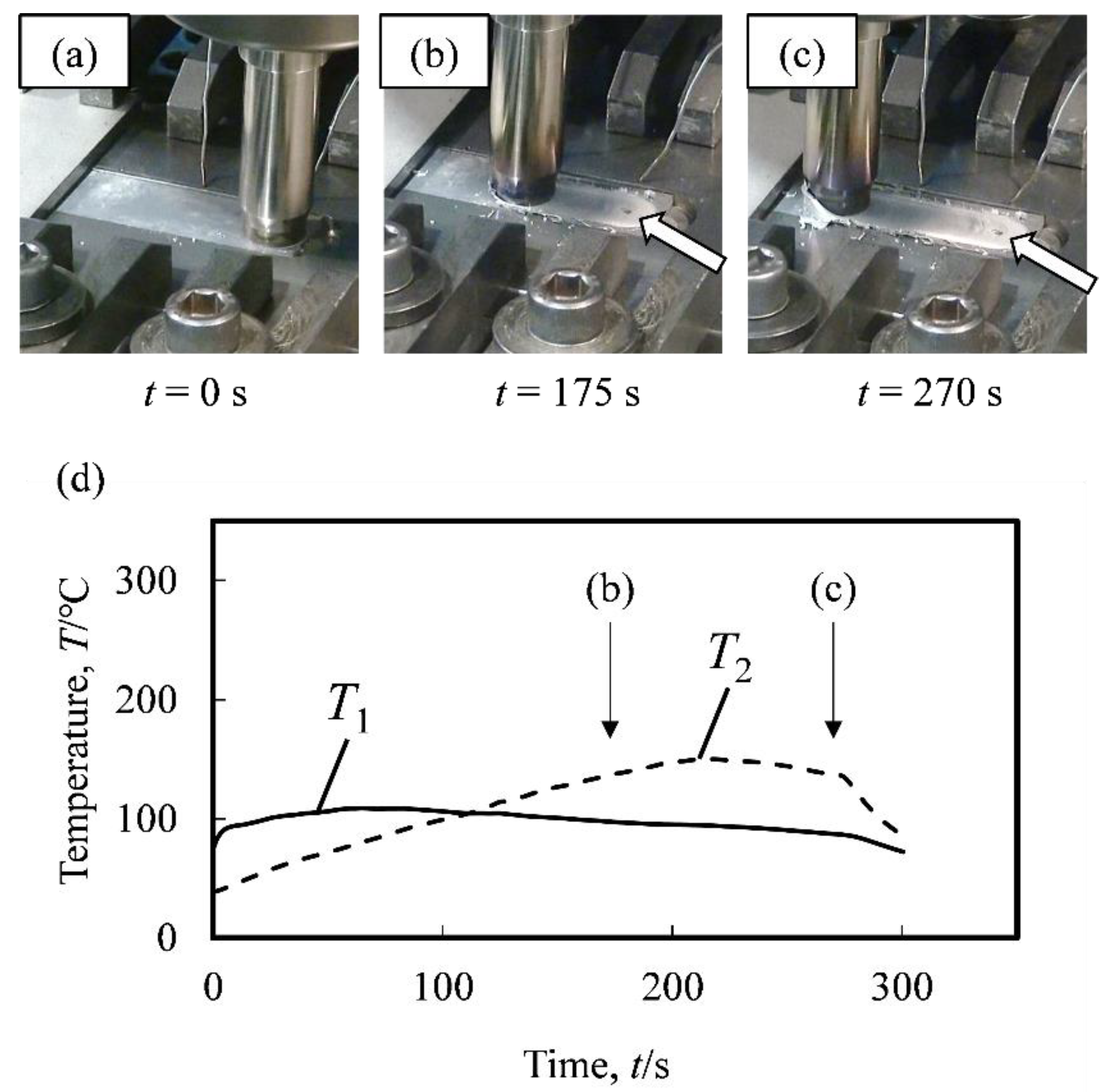
2.2. Foaming of Precursor by Optical Heating
3. Results and Discussion
3.1. Fabrication of Precursor
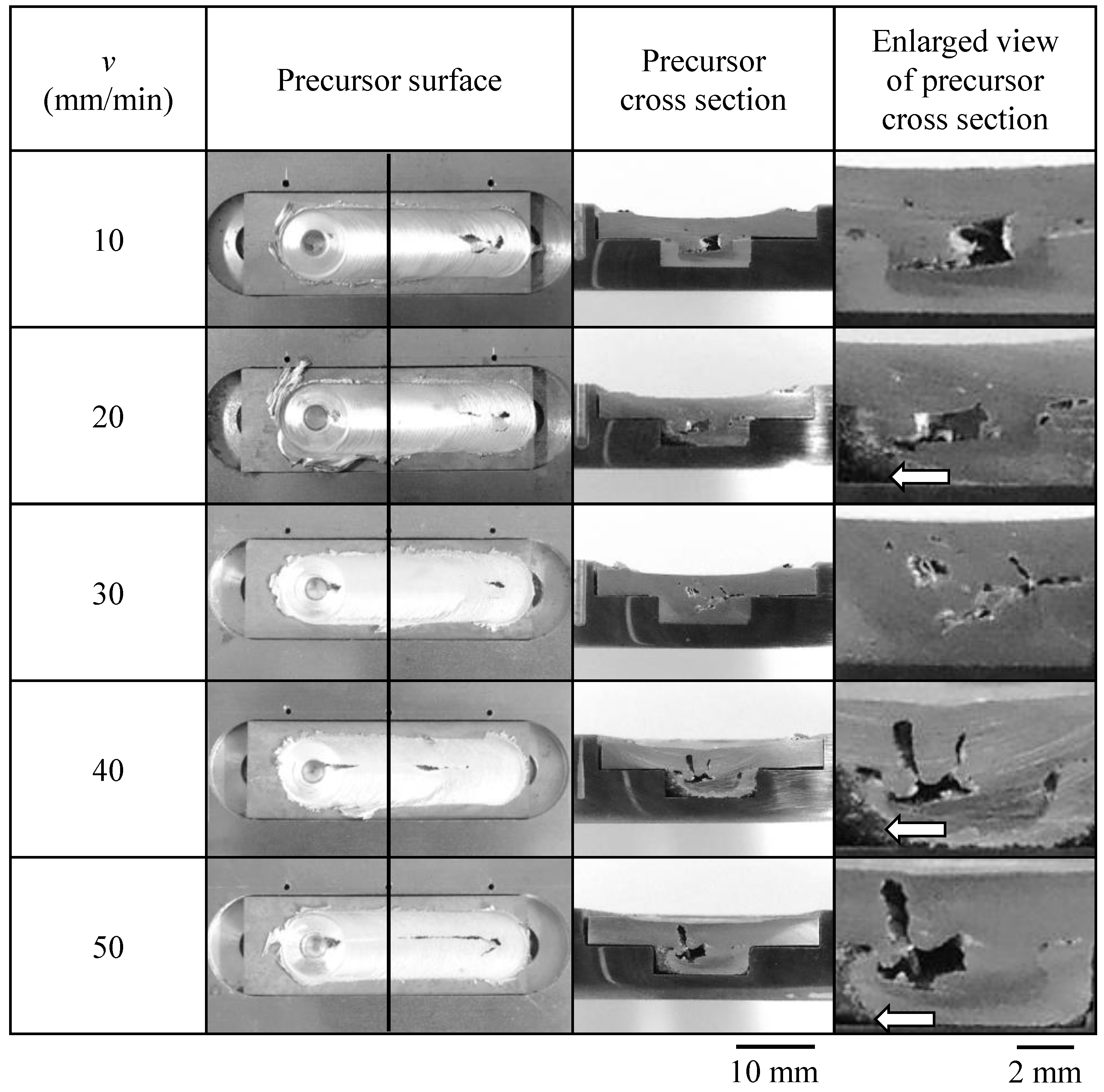
3.2. Observation of Surface and Cross Section of Precursor
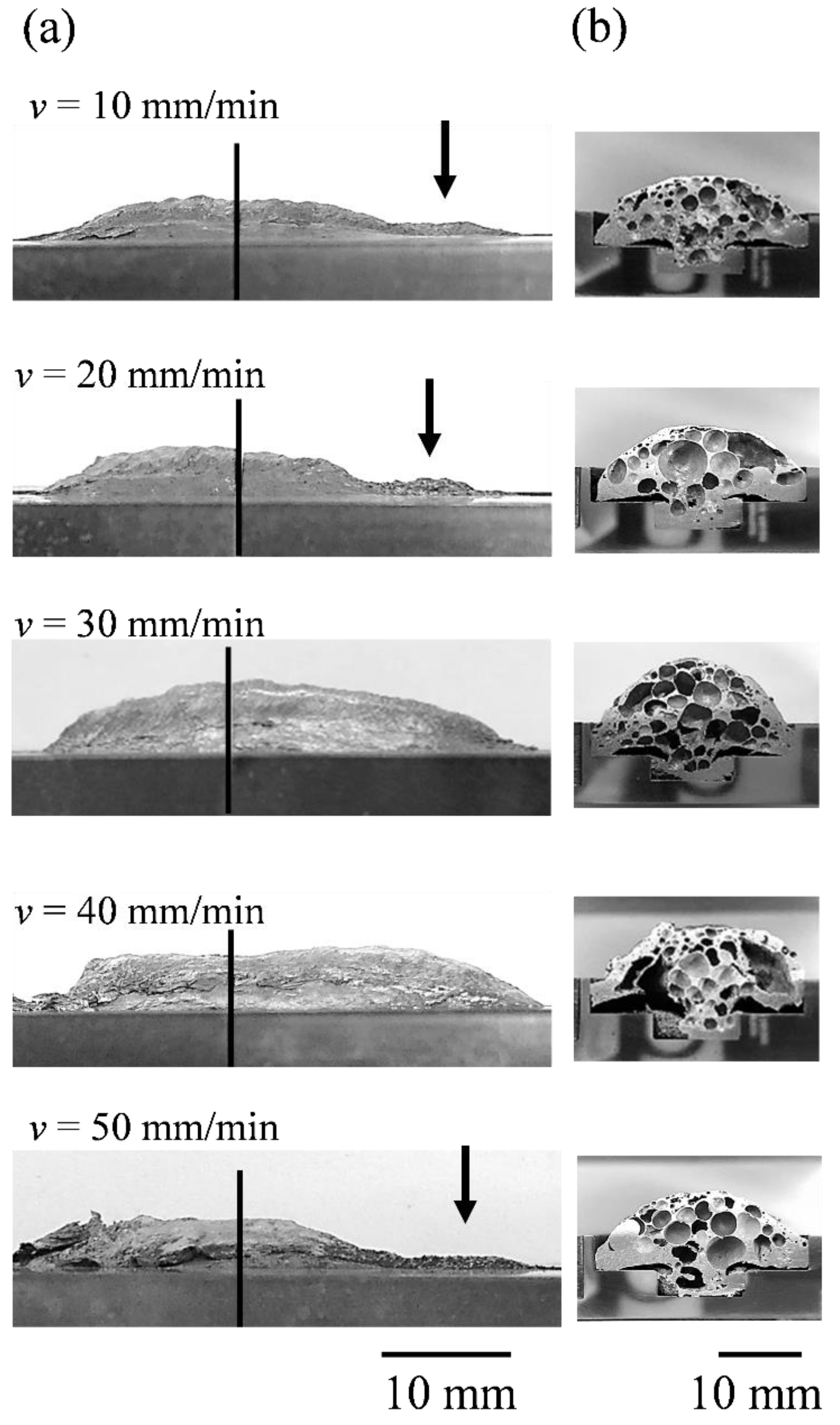
3.3. Foaming of Precursor by Optical Heating
4. Conclusions
- (1)
- The precursors can be fabricated by FSW at v = 10–50 mm/min;
- (2)
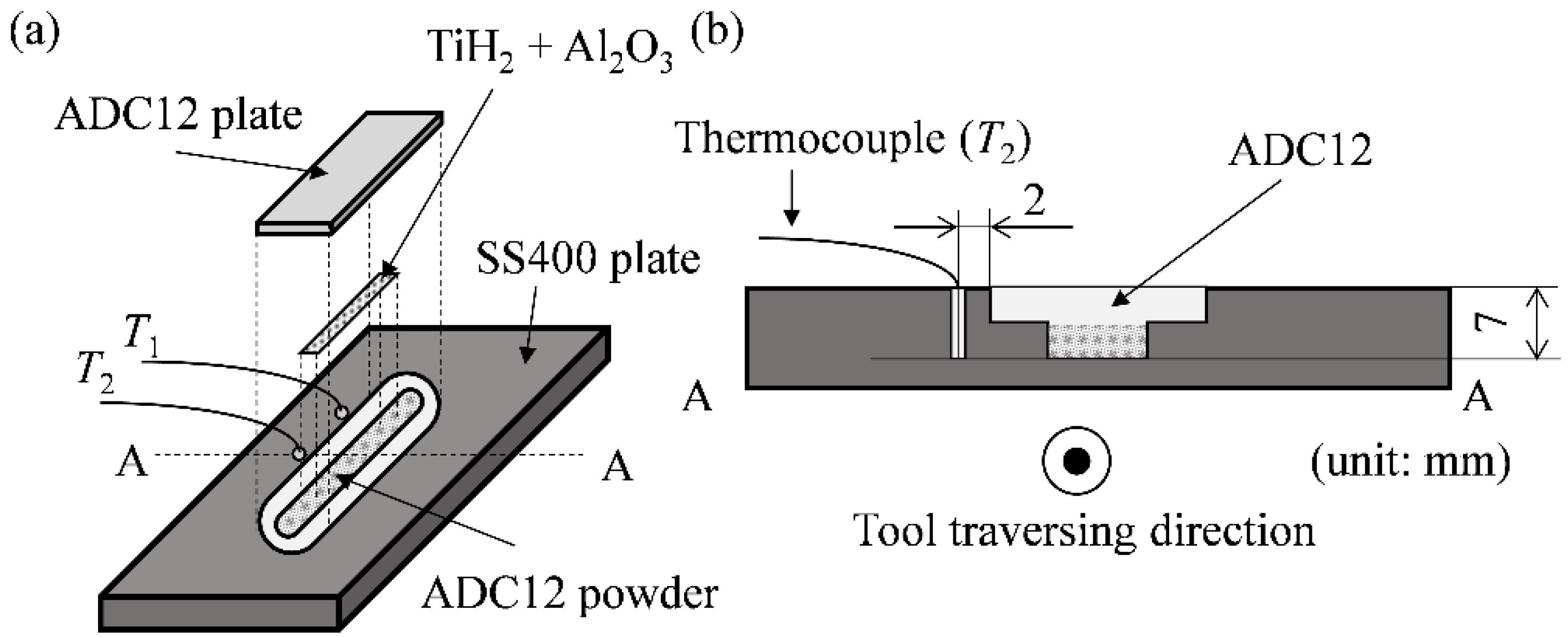
- It was found that the precursor made from ADC12 powder could be foamed by optical heating;
- (3)
- It was found that the precursors with fewer cracks and defects and porous Al with good pore structures could be fabricated at v = 10, 20, and 30 mm/min compare with those fabricated at v = 40 and 50 mm/min.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miyoshi, T.; Itoh, M.; Akiyama, S.; Kitahara, A. Alporas aluminum foam: Production process, properties, and applications. Adv. Eng. Mater. 2000, 2, 179–183. [Google Scholar] [CrossRef]
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- García-Moreno, F. Commercial applications of metal foams: Their properties and production. Materials 2016, 9, 85. [Google Scholar] [CrossRef] [PubMed]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Cam, G.; Mistikoglu, S. Recent developments in friction stir welding of al-alloys. J. Mater. Eng. Perform. 2014, 23, 1936–1953. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Janeczek, A.; Tomków, J.; Fydrych, D. The influence of tool shape and process parameters on the mechanical properties of aw-3004 aluminium alloy friction stir welded joints. Materials 2021, 14, 3244. [Google Scholar] [CrossRef] [PubMed]
- Hangai, Y.; Utsunomiya, T.; Hasegawa, M. Effect of tool rotating rate on foaming properties of porous aluminum fabricated by using friction stir processing. J. Mater. Process. Technol. 2010, 210, 288–292. [Google Scholar] [CrossRef]
- Hangai, Y.; Takahashi, K.; Yamaguchi, R.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Nondestructive observation of pore structure deformation behavior of functionally graded aluminum foam by x-ray computed tomography. Mater. Sci. Eng. A 2012, 556, 678–684. [Google Scholar] [CrossRef]
- Papantoniou, I.G.; Kyriakopoulou, H.P.; Pantelis, D.I.; Manolakos, D.E. Fabrication of mwcnt-reinforced al composite local foams using friction stir processing route. Int. J. Adv. Manuf. Technol. 2018, 97, 675–686. [Google Scholar] [CrossRef]
- Shandley, R.; Maheshwari, S.; Siddiquee, A.N.; Mohammed, S.; Chen, D.L. Foaming of friction stir processed al/mgco3 precursor via flame heating. Mater. Res. Express 2020, 7, 026515. [Google Scholar] [CrossRef]
- Rathore, S.; Singh, R.K.R.; Khan, K.L.A. Effect of process parameters on mechanical properties of aluminum composite foam developed by friction stir processing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1892–1903. [Google Scholar] [CrossRef]
- Hangai, Y.; Takada, K.; Endo, R.; Fujii, H.; Aoki, Y.; Utsunomiya, T. Foaming of aluminum foam precursor during friction stir welding. J. Mater. Process. Technol. 2018, 259, 109–115. [Google Scholar] [CrossRef]
- Morohashi, H.; Hangai, Y.; Mitsugi, H.; Fujii, H.; Aoki, Y. Observation of porous ADC12 foaming and generated interfacial reaction layer by heat during friction stirring process of steel. J. Rep. Jpn. Foundry Eng. Soc. Meet. 2021, 177, 10. [Google Scholar]
- Tsuda, S.; Kobashi, M.; Kanetake, N. Producing technology of aluminum foam from machined chip waste. Mater. Trans. 2006, 47, 2125–2130. [Google Scholar] [CrossRef] [Green Version]
- Kanetake, N.; Kobashi, M.; Tsuda, S. Foaming behavior of aluminum precursor produced from machined chip waste. Adv. Eng. Mater. 2008, 10, 840–844. [Google Scholar] [CrossRef]
- Hangai, Y.; Amagai, K.; Omachi, K.; Tsurumi, N.; Utsunomiya, T.; Yoshikawa, N. Forming of aluminum foam using steel mesh as die during foaming of precursor by optical heating. Opt. Laser Technol. 2018, 108, 496–501. [Google Scholar] [CrossRef]
- Hangai, Y.; Amagai, K.; Tsurumi, N.; Omachi, K.; Shimizu, K.; Akimoto, K.; Utsunomiya, T.; Yoshikawa, N. Forming of aluminum foam using light-transmitting material as die during foaming by optical heating. Mater. Trans. 2018, 59, 1854–1859. [Google Scholar] [CrossRef] [Green Version]
- Hangai, Y.; Kawato, D.; Ohashi, M.; Ando, M.; Ogura, T.; Morisada, Y.; Fujii, H.; Kamakoshi, Y.; Mitsugi, H.; Amagai, K. X-ray radiography inspection of pores of thin aluminum foam during press forming immediately after foaming. Metals 2021, 11, 1226. [Google Scholar] [CrossRef]
- The-Japan-Institute-of-Light-Metals. Structures and Properties of Aluminum; The Japan Institute of Light Metals: Tokyo, Japan, 1991. [Google Scholar]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hangai, Y.; Morohashi, H.; Mitsugi, H. Fabrication of Precursor by Consolidating Aluminum Alloy Powder Using Friction Stir Welding and Its Foaming. Metals 2022, 12, 338. https://doi.org/10.3390/met12020338
Hangai Y, Morohashi H, Mitsugi H. Fabrication of Precursor by Consolidating Aluminum Alloy Powder Using Friction Stir Welding and Its Foaming. Metals. 2022; 12(2):338. https://doi.org/10.3390/met12020338
Chicago/Turabian StyleHangai, Yoshihiko, Hiromi Morohashi, and Hironao Mitsugi. 2022. "Fabrication of Precursor by Consolidating Aluminum Alloy Powder Using Friction Stir Welding and Its Foaming" Metals 12, no. 2: 338. https://doi.org/10.3390/met12020338