1. Introduction
Sandwich panels are promising composite materials, which combine advantages of the used mono-materials. For this reason, these possess improved properties that each mono-material alone would not deliver, such as low density, high bending resistance, energy absorption, high load carrying capacity in combination with a low specific weight [
1,
2,
3]. Separately, metal-polymer-metal multilayer composite systems (MPM) can compete with conventional sheet materials in the construction, naval, automotive and aerospace industries [
4,
5]. The lower weight of sandwich panels compared to mono-metallic sheets leads to fuel savings in automotive and aerospace equipment. This contributes towards achieving economic and ecological objectives. Moreover, they also ensure the damping of vibrations, as well as with their low thermal conductivity due to the polymer material between the metal layers, thermal insulation effects. By combining these materials with reinforcing elements while designing different components, it is possible to compensate for the lack of rigidity and strength of the sandwich panels [
6,
7].
In the production of polymer-based multilayer composite parts, e.g., for automotive applications, the possibilities of thermal joining are limited due to the instability of the polymer core at elevated temperatures. When processed at higher temperatures, the polymer can evaporate and even corrode the metal [
8,
9]. Therefore, such materials require a special approach to their welding. One way to overcome this problem is by improving existing and applying new technologies, such as power beam welding techniques, which are used to manufacture parts and assemblies for various machines and systems in a cost-effective way. Sufficiently broad technological possibilities are determined by the following properties of the power beam: flexible control of energy and time characteristics, and possibility of parameters optimization in a wide range.
Laser welding is a progressive non-contact technological process. It offers the possibility to process hard-accessible or local areas of parts in the absence of vibrations and other negative influences on the material. Compared to conventional metal joining methods, laser welding is a more attractive processing method due to the high processing speed and the high accuracy of the energy input [
10,
11]. This welding method ensures the possibility to reduce the heat affected zone and to avoid the appearance of defects. The physical processes occurring in the heat affected zone are localized in depth and area. The original material properties are retained in the remaining volume and there is no significant deformation in the parts undergoing laser treatment. These are very important factors during the processing of MPM systems.
The advantages of a laser heating source for welding of thin metals, using the mechanism of thermal conduction, are related to the fact that due to the absence of mechanical impact on the melt pool, burns and undercuts, even in local areas of the trajectory, may be excluded [
12,
13]. This is primarily determined by the fact that the laser beam exerts no pressure on the surface of the melt, whereas, for example, the electric arc possesses considerable pressure, several orders of magnitude higher than the pressure during laser melting [
14]. Laser welding should be recommended when it is necessary to obtain a high precision construction, for which the shape and dimensions should not change much after welding. The preferred joint is the butt joint [
15]. Lap and butt joints generally have high sensitivity to stress concentrators.
The polymer core of the composite material tends to break down under high temperature exposure and its properties can considerably deteriorate. Therefore, investigations on the subject of forming a strong welded joint by locally welding the metal layers to each other without considerable degradation of the polymer layer are necessary [
16,
17]. Two different types of laser welding of multilayer material are presented in [
18,
19]—one-sided and two-sided welding. It is stated that the two-sided welding, which involves the welding of the sheet material on both sides, can be used to reduce the impact of the process on the core and result in the absence of evaporation of the viscoelastic core. The main problem is controlling the welding depth by correctly selecting the process parameters without raising the core temperature above the melting temperature. However, studies have only been performed for a one-sided welding [
19]. During such processing, the polymer core begins to deteriorate in the processing zone due to excessive heating, which leads to a degradation of the damping characteristics of multilayer composites. The sandwich material comprised two 0.55 mm steel sheets of IF260 separated by a viscoelastic polymer core 45 μm thick; the outer surfaces of the steel blanks were coated with HDG+Z140. Considering the results of these studies, it was reported in [
20] that the laser welding used to join metallic materials cannot be applied to sandwich materials without degradation of the central polymer layer. According to [
21], pulsed laser welding was applied to obtain a butt joint of a steel polypropylene material. Degradation of the polymer core was avoided, but only the upper sheet was joined. Pulsed laser welding was also applied to an aluminum-polypropylene multilayer material. However, after joining, such weld defects as central cracking, porosity, and undercut were observed [
22]. Cracks were observed in the joint due to the high cooling rate that was maintained to prevent degradation of the polymer layer. Nevertheless, it has been noted that the elimination of cracks, as well as an increase in the thickness of the welded sandwich materials, are possible. More studies are needed for this, and the research in this area looks promising.
As with most other sheet materials, MPM triple-layer sandwich materials are cut into strips or blanks to the required dimensions for further processing. Strip cutting is a preparatory operation that is carried out with various types of shears, such as guillotine, circular, lever or vibratory shears [
23]. During the cutting process, the sheet material passes through three successive stages: elastic, plastic and shearing [
24]. As a result, the quality of the cut edges may not meet the requirements of the subsequent laser welding process. The presence of even a minimal gap between the edges to be welded is a challenge and can introduce defects in the geometry of the weld and leave a window for direct irradiation on the polymer core. Alignment of the edges of the materials to be welded can contribute to the minimization of the gap during their joining [
25].
The appropriate regimes for laser welding of steels provide a combination of such parameters as qualitative weld formation, sufficient operating strength, and acceptable mechanical properties of the welded joint. The quality and reliability of laser-beam welded joints is largely determined by the accuracy of the assembly of the elements to be welded. This type of assembly must ensure the possibility for tight fitting of the edges along the entire length of the weld with a minimum gap and edge misalignment. The offset height of one edge in relation to the other must not exceed a certain value from the thickness of the parts to be welded. The necessary precision of the assembly is achieved by machining the edges to be welded [
26,
27]. When assembling for welding, tack welds are not recommended. If necessary, tack welds should be also executed by laser irradiation.
The purpose of this study is to investigate the possibility of the laser welding of metal-polymer-metal sandwich composites without significant degradation of the polymer core layer.
2. Experimental Investigations
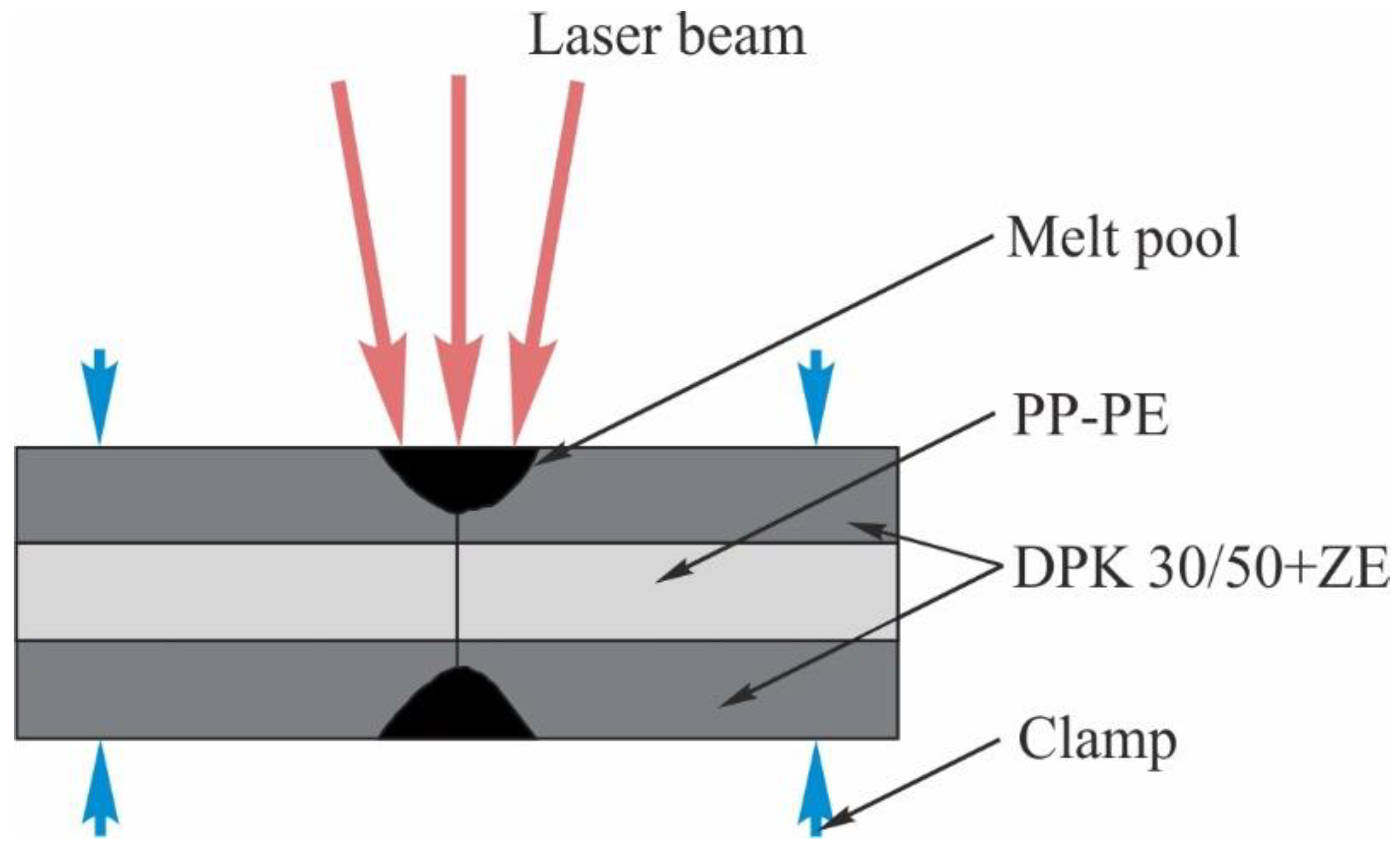
To perform the welding on both sides, the three-layered MPM samples were made of DPK 30/50+ZE dual-phase steel (HCT500X, Thyssenkrupp Steel Europe AG, Duisburg, Germany, grade number: 1.0939, DIN EN 10346:2009-07 [
28]) as cover sheets that were electrolytic galvanized and a polypropylene-polyethylene (PP-PE)—foil as core material [
29,
30] with thicknesses of 0.48/0.3/0.48 mm. A VEGA\\SB, Tescan scanning electron microscope (Tescan, a.s., Brno, Czech Republic) having a tungsten cathode with thermionic emission and a voltage range of 0.2–30 kV was used to examine the weld joint obtained by pulsed-periodic laser irradiation.
Figure 1 shows a schematic diagram of the laser welding principle and the cross-sectional drawing with marked materials.
Figure 2 shows the initial condition of the sample layers in the cross-section: the thickness of the edge of the upper metal layer is smaller than that of the lower layer. The edge of the polymer material is uneven after the cut. The middle part of the polymer edge extends and tears slightly during the cutting process. This protruding material appears as a bright irregular line between the upper and lower dark gray areas. During imaging with secondary electrons, the contrast is dominated by the so-called edge effect: more secondary electrons can leave the sample through the edges in comparison with the transition through the flat areas. This leads to an increased brightness in these areas [
31,
32]. On the slice of the lower layer, only a zone of plastic deformation is observed. On the slice of the upper layer of the material shown in
Figure 3, the area corresponding to plastic deformation (below) and the shear zone (above) are clearly identified. In addition, on the slice of the upper layer there are noticeable fractures, which are formed when the material is being cut by scissors.
The MPM samples were welded using a 1.06 µm Nd:YAG ROFIN StarWeld Manual Performance laser (Rofin-Baasel Lasertech GmbH & Co. KG, Headquarters Laser Micro, Gilching, Germany). The main technical characteristics of the ROFIN StarWeld laser were as follows: maximum average power of the laser beam per pulse 50 W; maximum energy per pulse 100 J; pulse duration 0.5–50 ms; pulse frequency 0.5–50 Hz. The pulse configuration of the laser was chosen with an increased pulse leading edge. Satisfactory results were achieved by laser welding with a pulse energy of 5 J at a pulse duration of 3.5 ms and a pulse frequency of 4.8 Hz. The laser spot size on the material surface was 0.35 mm. The focal plane was positioned on the blank surface, the optical system had a focal length of 7.5 inches. During the welding, the processing depth amounted more than 40% of the thickness of the edges in the absence of deep cracks and without significant degradation of the polymer layer. The traverse speed of the laser spot was 250 mm/min.
Figure 4 shows the top view of the welded joint of the upper metallic layer. On the surface in the vicinity of the melt pool, there are visible damaged areas of the zinc coating due to its high-temperature heating. The presence of zinc in the melt pool itself led to the formation of small surface cracks.
The appropriate parameters were chosen, in such a way that the PP-PE structure remained almost unchanged. The three-layered MPM samples with a width of 25 mm were prepared for tensile testing of the welded joint. Tensile tests were performed on a Zwick Z50 kN Testing Machine (ZwickRoell GmbH & Co. KG, Ulm, Germany). The maximum tensile force was 0.8 kN, the maximum elongation was about 0.6 mm. A fractographic study of the fracture surface was performed to assess the quality of the welded joint (
Figure 5 and
Figure 6). The fracture surface was studied at various magnifications with a scanning electron microscope, and it was established that its structure was homogeneous. The surface area of the fracture was characterized by fibrousness, absence of metallic luster, absence of defects in form of pores and nonmetallic inclusions. This fine-grained fibrous fracture without glossiness indicates a potentially sufficiently good ductility and high impact strength of the metallic material. An image of the fracture surface in the central part of the welded joint is shown in
Figure 5. The steel and polymer layers of the sample are clearly visible. The weld thickness varied from 50 µm to 100 µm.
Therefore, it can be stated that two-sided joint welding of metal-polymer-metal composite sandwich panels, without significant degradation of the polymer core layer, is feasible. As this process of laser welding of sandwich panels is feasible, the question of improving the quality and strength of the welded joint arises.
Edge pre-treatment was carried out to improve the quality of the welded joint. The edges were machined by grinding and the zinc coating was removed from the near-joint area by mechanical grinding.
Figure 7 illustrates the top view of the welded joint, created by welding the three-layered MPM samples alternately on both sides. The results for two-sided laser treatment were achieved using such laser welding parameters as the pulse energy of 8 J at a pulse duration of 5 ms and a pulse frequency of 2 Hz. The focal plane was positioned on the blank surface. The beam spot size on the material surface had also the value of 0.35 mm. The traverse speed of the laser spot was 100 mm/min. The weld thickness reached about 40% of the thickness of the each steel layer.
The structure of the welded joints was examined on prepared samples after laser butt welding, which was carried out alternately on both sides. The samples were examined visually and using a Neophot-30 microscope (Carl Zeiss Jena GmbH, Jena, Germany). After the microsections were made, the surface was chemically etched.
Figure 8 shows the etched macrosection of the weld and the microsection of the welded joint in the upper layer of the MPM sample. Oblique lighting was used to enhance a contrast. No coarse-grained cast structure was detected in the weld metal. The presence of microscopic cavities with foreign inclusions as well as very small single gas pores was also noted. No other weld defects were found in the examined samples. Welded joint samples in terms of geometric dimensions, grain size and localization of the weld joint line generally meet the requirements for ensuring the equal strength of the weld metal and the base metal.
Macroscopic and microscopic examinations of the cross sections of all samples also showed that the weld pool morphology was practically symmetrical in relation to the laser beam axis. The hemispherical weld was formed in a similar way to conventional fusion welding processes. This symmetry was observed in all joints irrespective of the pulse energy, indicating a stable fluid flow in the weld pool. The dual phase steel microstructure of the base metal consisted of martensitic islands in ferrite matrix and is typical for this kind of steel. The microstructure of the heat affected zone was created under the effect of thermal weld cycle and represented martensite, bainite and retained austenite which were created by rapid cooling (
Figure 9). In the region of the heat affected zone adjacent to the weld, the microstructure is finer in comparison to the microstructure of the melt pool, which is coarser. The analysis of weld microstructure showed directional orientation of dendrites with localization of opposite fronts of metal crystallization to the weld center. In the weld, isolated pores not exceeding 0.01 mm in size were observed. It is obvious that the detected micro defects based on size, shape and localization will not have a significant effect on the reduction of the mechanical characteristics of the welded joints.
All samples were laser welded in the heat conduction mode: direct heating and energy transfer. The direct heating mechanism involves the absorption of the beam energy by the surface and the subsequent transfer of energy to the surrounding material through thermal conduction. No significant amount of material was removed from the surface of the joint, meaning that the laser irradiation did not cause the material to reach the evaporation temperature. Characteristic welds were obtained by pulsed laser welding. By analyzing the surface, no welding cracks were detected in any of the welds. Practically no imperfections were observed in the weld metal. This can also demonstrate the effectiveness of the argon shielding gas used in preventing potential oxidation, large porosity and gas inclusions.
Author Contributions
Conceptualization, S.P.M. and H.P.; Methodology, S.P.M. and H.P.; Software, A.A.M. and M.V.B.; Validation, A.A.M.; Formal analysis, S.P.M. and A.A.M.; Investigation, A.A.M. and M.V.B.; Resources, S.P.M., H.P. and A.A.M.; Data curation, A.A.M.; Writing—original draft preparation, S.P.M.; Writing—review and editing, S.P.M. and H.P.; Visualization, A.A.M. and M.V.B.; Supervision, S.P.M.; Project administration, S.P.M. and H.P.; Funding acquisition, S.P.M. and H.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data is contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Trzepiecinski, T.; Najm, S.M.; Sbayti, M.; Belhadjsalah, H.; Szpunar, M.; Lemu, H.G. New advances and future possibilities in forming technology of hybrid metal–polymer composites used in aerospace applications. J. Compos. Sci. 2021, 5, 217. [Google Scholar] [CrossRef]
- Harhash, M.; Gilbert, R.R.; Hartmann, S.; Palkowski, H. Experimental characterization, analytical and numerical investigations of metal/polymer/metal sandwich composites—Part 2: Free bending. Compos. Struct. 2020, 232, 111421. [Google Scholar] [CrossRef]
- Vijaya Ramnath, B.; Alagarraja, K.; Elanchezhian, C. Review on sandwich composite and their applications. Mater. Today Proc. 2019, 16, 859–864. [Google Scholar] [CrossRef]
- Esmailian, M.; Khalili, K. Two-point incremental forming of metal–polymer three-layer sheets. Iran. J. Sci. Technol.-Trans. Mech. Eng. 2021, 45, 181–196. [Google Scholar] [CrossRef]
- Forcellese, A.; Simoncini, M. Mechanical properties and formability of metal–polymer–metal sandwich composites. Int. J. Adv. Manuf. Syst. 2020, 107, 3333–33491. [Google Scholar] [CrossRef]
- Selvaraj, R.; Ramamoorthy, M.; Arumugam, A.B. Experimental and numerical studies on dynamic performance of the rotating composite sandwich panel with CNT reinforced MR elastomer core. Compos. Struct. 2021, 2771, 114560. [Google Scholar] [CrossRef]
- Deepak, S.; Vigneshwaran, K.; Vinoth Babu, N. Vibration analysis of metal-polymer sandwich structure incorporated in car bonnet. IOP Conf. Ser. Mater. Sci. Eng. 2020, 912, 0220363. [Google Scholar] [CrossRef]
- Palkowski, H.; Giese, P.; Wesling, V.; Lange, G.; Spieler, S.; Göllner, J. Neuartige Sandwichverbunde—Herstellung, Umformverhalten, Fügen und Korrosionsverhalten. Mater. Werkst. 2006, 37, 605–612. [Google Scholar] [CrossRef]
- Khalili, S.; Farsani, R.E.; Mahajan, P. Flexural properties of sandwich composite panels with glass laminate aluminum reinforced epoxy facesheets strengthened by SMA wires. Polym. Test. 2020, 89, 106641. [Google Scholar] [CrossRef]
- Acanfora, V.; Saputo, S.; Russo, A.; Riccio, A. A feasibility study on additive manufactured hybrid metal/composite shock absorbers. Compos. Struct. 2021, 26815, 113958. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; Dos Santos, J.F. Joining of polymers and polymer—metal hybrid structures: Recent developments and trends. Polym. Eng. Sci. 2009, 49, 1461–1476. [Google Scholar] [CrossRef]
- Katayama, S. Fundamentals and Details of Laser Welding, 1st ed.; Springer: Singapore, 2020; 207p. [Google Scholar]
- Steen, W.M.; Mazumder, J. Laser Material Processing, 4th ed.; Springer: London, UK, 2010; 558p. [Google Scholar]
- Dai, H.; Shen, X.; Wang, H. Study on the arc pressure of TIG welding under the condition of Ar-Ar and Ar-He supply alternately. Results Phys. 2018, 10, 917–922. [Google Scholar] [CrossRef]
- Katayama, S. (Ed.) Handbook of Laser Welding Technologies, 1st ed.; Woodhead Publishing: Oxford, UK, 2013; 654p. [Google Scholar]
- Romli, N.K.; Xiaoxia, J.; Sofie, S.M.; Rejab, M.R.M. Three-point bending response of Laser-Welded Sandwich Structure with varying number of core and span length. IOP Conf. Ser. Mater. Sci. Eng. 2020, 788, 0120115. [Google Scholar] [CrossRef]
- Romli, N.K.; Rejab, M.R.M.; Xiaoxia, J.; Merzuki, N.M.N. Numerical modelling response of laser welded sandwich panel under three-point bending test. IOP Conf. Ser. Mater. Sci. Eng. 2019, 469, 0120601. [Google Scholar] [CrossRef]
- Salonitis, K.; Drougas, D.; Chryssolouris, G. Finite element modeling of penetration laser welding of Sandwich materials. Phys. Procedia 2010, 5, 327–335. [Google Scholar] [CrossRef] [Green Version]
- Salonitis, K.; Stavropoulos, P.; Fysikopoulos, A.; Chryssolouris, G. CO2 laser butt-welding of steel sandwich sheet composites. Int. J. Adv. Manuf. Syst. 2013, 69, 245–256. [Google Scholar] [CrossRef]
- Buffa, G.; Campanella, D.; Forcellese, A.; Fratini, L.; Simoncini, M. Solid state joining of thin hybrid sandwiches made of steel and polymer: A feasibility study. Procedia Manuf. 2020, 47, 400–405. [Google Scholar] [CrossRef]
- Gower, H.L.; Richardson, I.M.; Pieters, R.R.G.M. Pulsed laser welding of Steelite, a steel polypropylene laminate. Sci. Technol. Weld Join. 2006, 11, 593–599. [Google Scholar] [CrossRef]
- Gower, H.L.; Pieters, R.R.G.M.; Richardson, I.M. Pulsed laser welding of metal-polymer sandwich materials using pulse shaping. J. Laser Appl. 2006, 18, 35–41. [Google Scholar] [CrossRef]
- Campbell, F.C. (Ed.) Metals Fabrication: Understanding the Basics; ASM International: Materials Park, OH, USA, 2013; 500p. [Google Scholar]
- Waters, T.F. Fundamentals of Manufacturing for Engineers, 1st ed.; CRC Press: London, UK, 1996; 334p. [Google Scholar]
- Timings, R. Fabrication and Welding Engineering, 1st ed.; Routledge: London, UK, 2008; 925p. [Google Scholar]
- Spöttl, M.; Mohrbacher, H. Laser-based manufacturing concepts for efficient production of tailor welded sheet metals. Adv. Manuf. 2014, 2, 193–202. [Google Scholar] [CrossRef] [Green Version]
- Groche, P.; Bruder, E.; Gramlich, S. (Eds.) Manufacturing Integrated Design: Sheet Metal Product and Process Innovation, 1st ed.; Springer International Publishing AG: Cham, Switzerland, 2017; 354p. [Google Scholar]
- DIN EN 10346:2009-07; Continuously Hot-Dip Coated Steel Flat Products-Technical Delivery Conditions; German Version. Beuth Verlag GmbH: Berlin/Heidelberg, Germany, 2009.
- Richter, J.; Kuhtz, M.; Hornig, A.; Harhash, M.; Palkowski, H.; Gude, M. A mixed numerical-experimental method to characterize metal-polymer interfaces for crash applications. Metals 2021, 11, 818. [Google Scholar] [CrossRef]
- Harhash, M.; Palkowski, H. Incremental sheet forming of steel/polymer/steel sandwich composites. J. Mater. Res. Technol. 2021, 13, 417–430. [Google Scholar] [CrossRef]
- Vernon-Parry, K.D. Scanning electron microscopy: An introduction. III-Vs Rev. 2000, 13, 40–44. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Cen, X.; Ravichandran, R.; Hughes, L.A.; Van Benthem, K. Simultaneous scanning electron microscope imaging of topographical and chemical contrast using in-lens, in-column, and everhart-thornley detector systems. Microsc. Microanal 2016, 22, 565–575. [Google Scholar] [CrossRef]
- Kuryntsev, S.V.; Gilmutdinov, A.K. Welding of stainless steel using defocused laser beam. J. Constr. Steel Res. 2015, 114, 305–313. [Google Scholar] [CrossRef]
- Murzin, S.P.; Kazanskiy, N.L.; Stiglbrunner, C. Analysis of the advantages of laser processing of aerospace materials using diffractive optics. Metals 2021, 11, 963. [Google Scholar] [CrossRef]
- Murzin, S.P.; Blokhin, M.V. Selective modification of dual phase steel DP 1000 by laser action using diffractive optical element. Comput. Opt. 2019, 43, 773–779. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








