
The Effect of Thickness on Strength of Single Lap Orbital Riveted Aluminum/Composite Joints Used in Marine Environments



Abstract
:
1. Introduction
- Less stress on the joined components;
- A smooth surface of the finished components;
- The elimination of cracks caused by impact rivets;
- No bending or swelling of the fastener shank due to cold-head forming;
- Fewer rigid fixtures and longer lasting tools;
- The use of smaller presses and therefore reduced sizes (dimensions) and costs.
2. Experimental Setup
2.1. Material properties
- -
- Mat 700 g/m2 + woven 500 g/m2 for 2.5 mm thickness,
- -
- Mat 900 g/m2 + woven 500 g/m2 for 3 mm thickness,
- -
- Mat 1300 g/m2 + woven 500 g/m2 for 4 mm thickness.
2.2. Geometry
2.3. The Orbital Forming Joining Process
2.4. Test Setup
3. Results and Discussion
4. Statistical Analysis
5. Conclusions
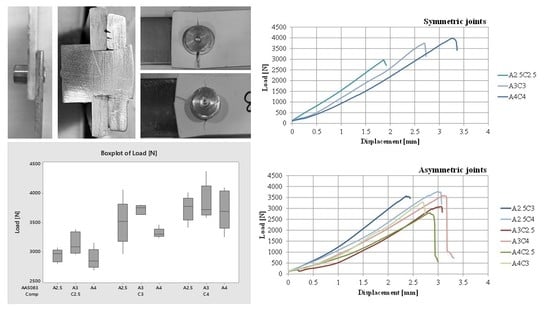
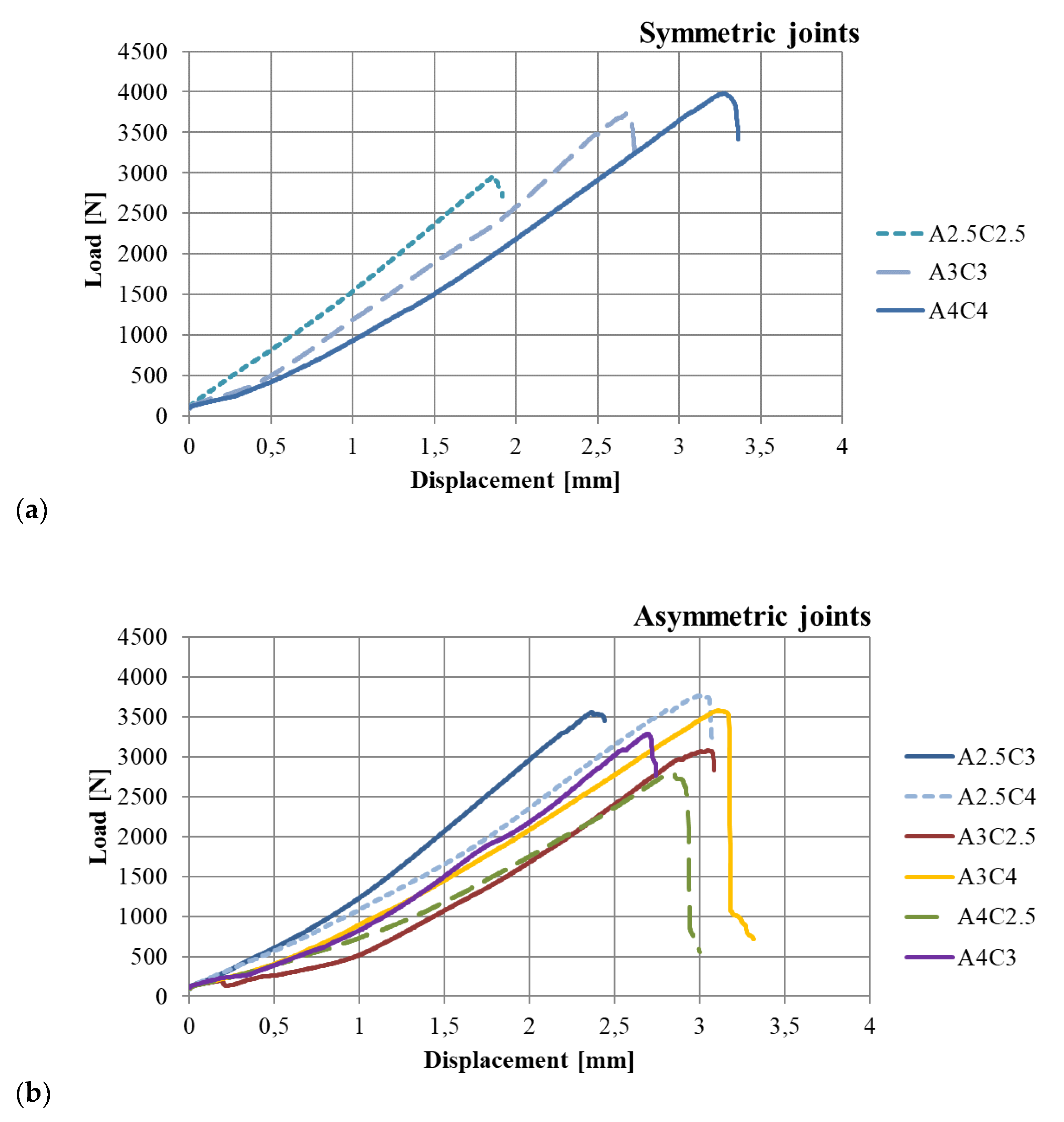
- In regards to the symmetrical joints, both the maximum load and displacement increase with an increase of the total thickness (i.e., loads: 2932.6, 3772.9, and 3376.9 N; displacements: 2.18, 2.77 and 3.41 mm for A2.5-C2.5, A3-C3 and A4-C4 samples, respectively).
- For asymmetrical joints, this effect of the thickness is less evident.
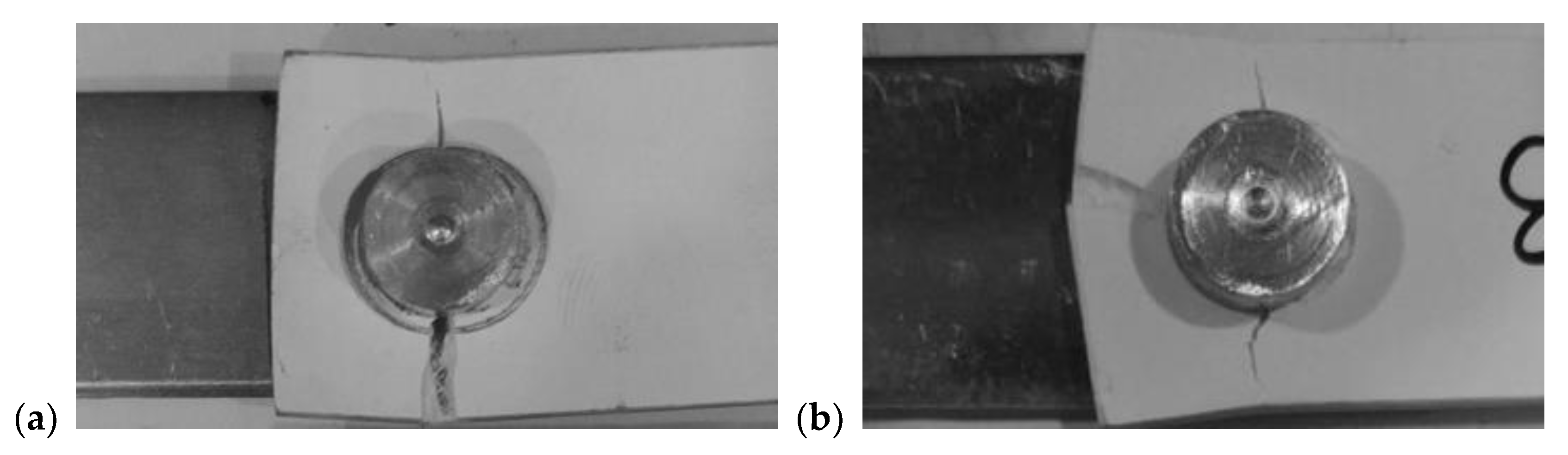
- The failure always occurs on the composite substrate, by net tension or net tension/cleavage, showing the critical issue of the laminate cross-section and the influence of the fiber orientation along the tensile direction.
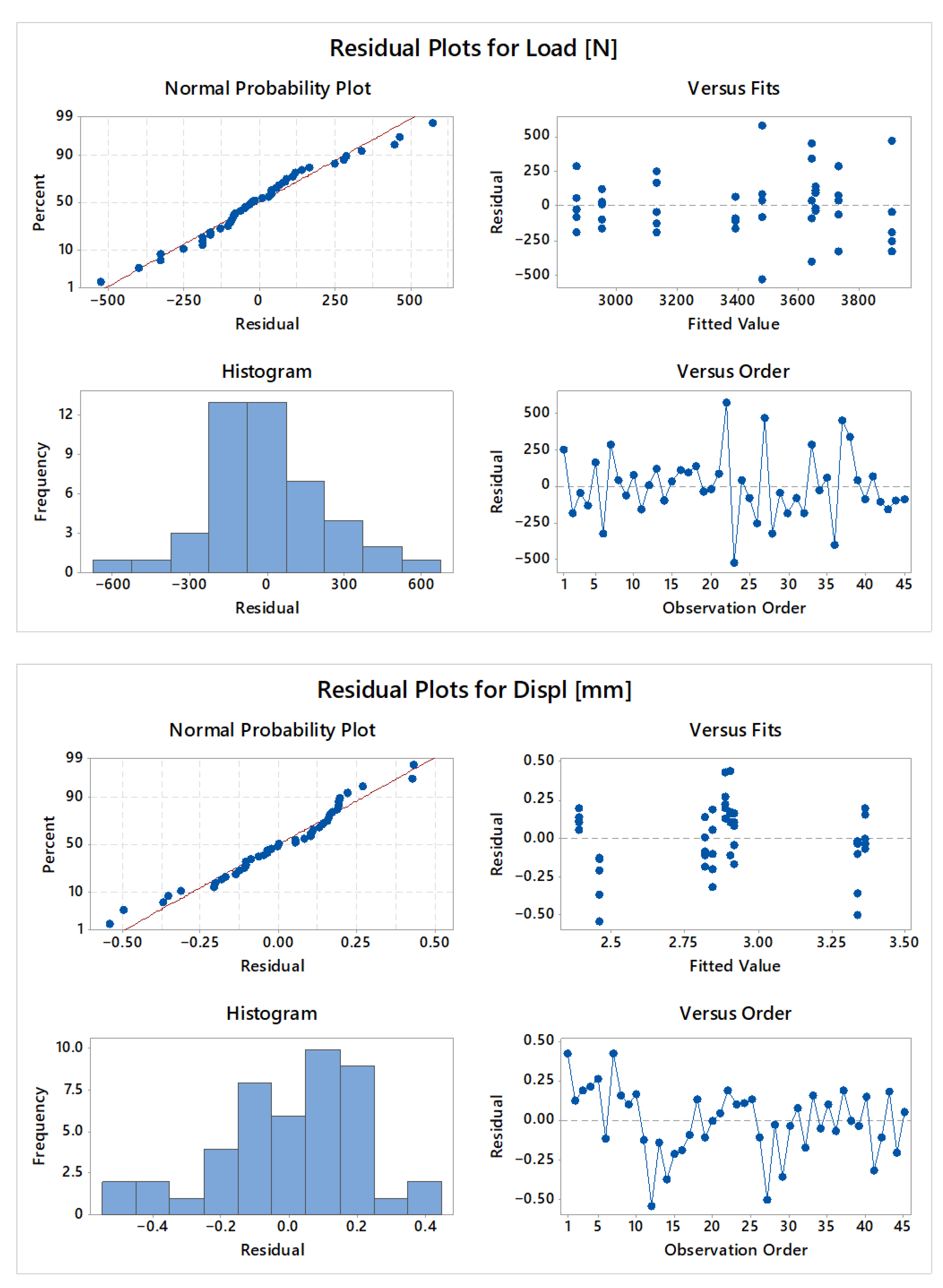
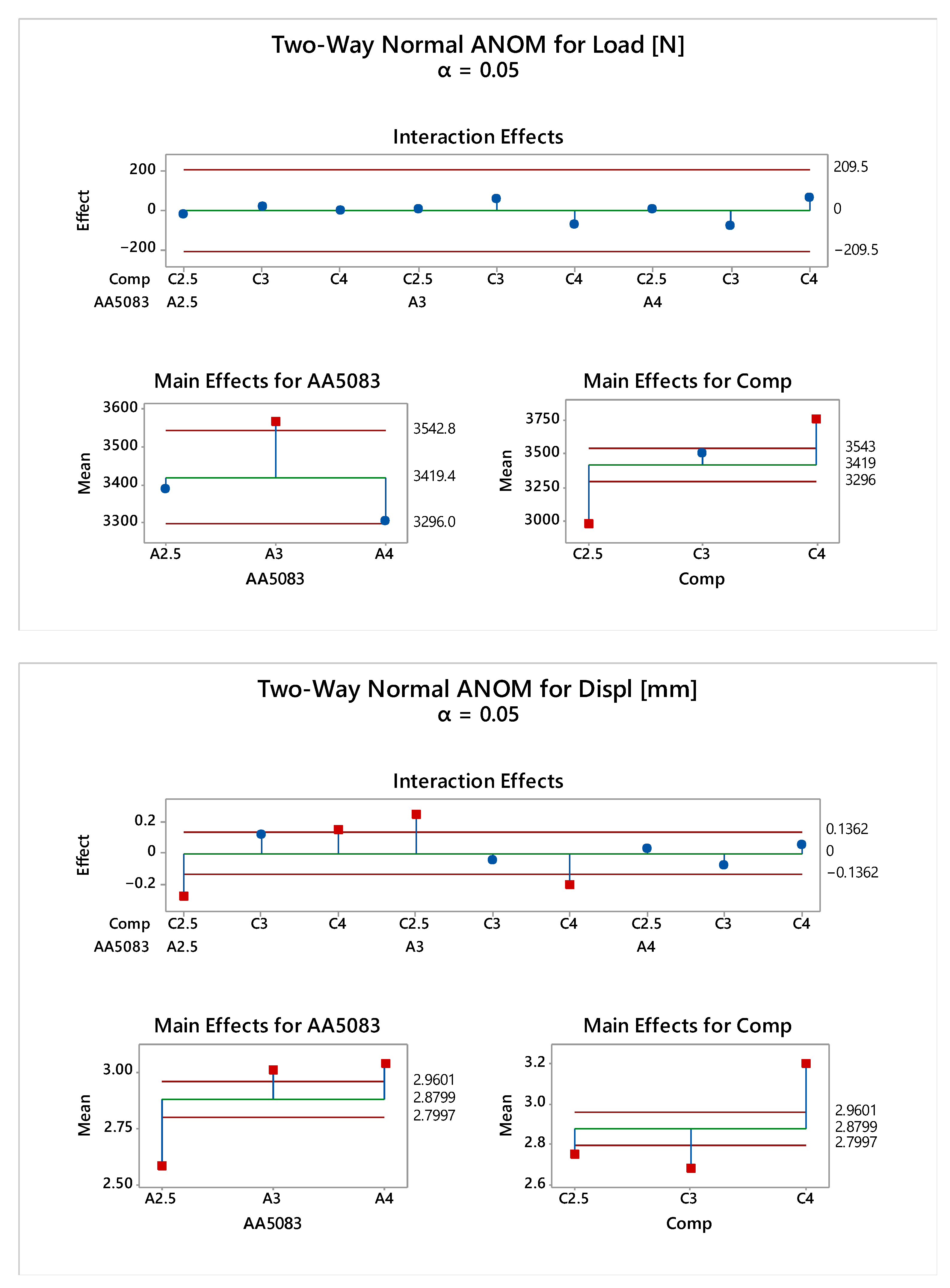
- The ANOVA performed on the experimental data demonstrates a clear effect of the two substrates’ thicknesses on the final load, mainly due to the composite one—that is, the one directly affected by the fracture.
- The Two-Way ANOM for maximum loading indicates that there is no interaction between the two factors (aluminum and composite substrates). Furthermore, when the main effects of the two factors are analyzed separately, we found that only the composite thicknesses significantly affected the maximum load data (in particular, the load increases with thickness, whether the joint is symmetrical or not). This confirms the critical importance of the laminate thickness, which is a key element in the design of this kind of joint configuration.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Le Lay, F.; Gutierrez, J. Improvement of the fire behaviour of composite materials for naval application. Polym. Degrad. Stab. 1999, 64, 397–401. [Google Scholar] [CrossRef]
- Hassoon, O.H.; Tarfaoui, M.; El Moumen, A. Progressive damage modeling in laminate composites under slamming impact water for naval applications. Compos. Struct. 2017, 167, 178–190. [Google Scholar] [CrossRef] [Green Version]
- Gaiotti, M.; Ravina, E.; Rizzo, C.M.; Ungaro, A. Testing and simulation of a bolted and bonded joint between steel deck and composite side shell plating of a naval vessel. Eng. Struct. 2018, 172, 228–238. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Gellert, E.; Burchill, P.; Challis, K. Review of advanced composite structures for naval ships and submarines. Compos. Struct. 2001, 53, 21–41. [Google Scholar] [CrossRef]
- Gupta, S.; Singh, D.; Yadav, A.; Jain, S.; Pratap, B. A comparative study of 5083 aluminium alloy and 316L stainless steel for shipbuilding material. Mater. Today Proc. 2020, 28, 2358–2363. [Google Scholar] [CrossRef]
- Green, E. Design Guide for Marine Applications of Composites; Ship Structure Committee: Washington, DC, USA, 1997. [Google Scholar]
- Pramanik, A.; Basak, A.K.; Dong, Y.; Sarker, P.K.; Uddin, M.S.; Littlefair, G.; Dixit, A.R.; Chattopadhyaya, S. Joining of carbon fibre reinforced polymer (CFRP) composites and aluminium alloys—A review. Compos. Part A 2017, 101, 1–29. [Google Scholar] [CrossRef] [Green Version]
- Shan, M.; Zhao, L.; Liu, F.; Qi, D.; Zhang, J. Revealing the competitive fatigue failure behaviour of CFRP-aluminum twobolt, double-lap joints. Compos. Struct. 2020, 244, 112166. [Google Scholar] [CrossRef]
- Montagne, B.; Lachaud, F.; Paroissien, E.; Martini, D.; Congourdeau, F. Failure analysis of single lap composite laminate bolted joints: Comparison of experimental and numerical tests. Compos. Struct. 2020, 238, 111949. [Google Scholar] [CrossRef]
- Liu, Y.; Zhuang, W.; Luo, Y.; Xie, D.; Mu, W. Joining mechanism and damage of self-piercing riveted joints in carbon fibre reinforced polymer composites and aluminium alloy. Thin-Walled Struct. 2023, 182, 110233. [Google Scholar] [CrossRef]
- Cui, J.; Dong, D.; Zhang, X.; Huang, X.; Lu, G.; Jiang, H.; Li, G. Influence of thickness of composite layers on failure behaviors of carbon fiber reinforced plastics/aluminum alloy electromagnetic riveted lap joints under high-speed loading. Int. J. Impact Eng. 2018, 115, 1–9. [Google Scholar] [CrossRef]
- Galińska, A.; Galiński, C. Mechanical Joining of Fibre Reinforced Polymer Composites to Metals—A Review. Part II: Riveting, Clinching, Non-Adhesive Form-Locked Joints, Pin and Loop Joining. Polymers 2020, 12, 1681. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Zhuang, W. Self-piercing riveted-bonded hybrid joining of carbon fibre reinforced polymers and aluminium alloy sheets. Thin-Walled Struct. 2019, 144, 106340. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, G.; Zheng, X.; Li, J.; Li, X.; Zhu, W.; Yanagim, J. A self-piercing riveting method for joining of continuous carbon fiber reinforced composite and aluminum alloy sheets. Compos. Struct. 2021, 259, 113219. [Google Scholar] [CrossRef]
- Menghari, H.G.; Babalo, V.; Fazli, A.; Soltanpour, M.; Ziaeipoor, H. A study on the electro-hydraulic clinching of aluminum and carbon fiber reinforced plastic sheets. Int. J. Lightweight Mater. Manuf. 2020, 3, 239–249. [Google Scholar] [CrossRef]
- Wang, J.; Yu, Y.; Fu, C.; Xiao, H.; Wang, H.; Zheng, X. Experimental investigation of clinching CFRP/aluminum alloy sheet with prepreg sandwich structure. J. Mater. Process. Technol. 2020, 277, 116422. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, L.; Liu, Z.; Qi, S.; Zhu, Y.; Zhu, P. Numerical analysis of hybrid (bonded/bolted) FRP composite joints: A review. Compos. Struct. 2021, 262, 113606. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, L.; Liu, Z.; Zhu, P. Research in failure behaviors of hybrid single lap aluminum-CFRP (plain woven) joints. Thin-Walled Struct. 2021, 161, 107488. [Google Scholar] [CrossRef]
- Patel, V.; Rathod, H.; Lalit, V.; Pratik, P.; Vipul, P. Design and manufacturing of orbital riveting machine (ORM). Int. J. Adv. Res. Eng. Sci. Technol. 2017, 4, 136–142. [Google Scholar]
- Jagtap, S.; Kavade, M. Orbital Riveting—A design and development of new machine. Int. J. Mech. Prod. Eng. Res. Dev. 2014, 2, 6–10. [Google Scholar]
- Di Bella, G.; Borsellino, C.; Calabrese, L.; Proverbio, E. Durability of orbital riveted steel/aluminium joints in salt spray environment. J. Manuf. Process. 2018, 35, 254–260. [Google Scholar] [CrossRef]
- Di Bella, G.; Calabrese, L.; Borsellino, C.; Alderucci, T. Effect of Sheets’ Thickness and Rivet Geometry on Mechanical Properties of Orbital Riveted Aluminium Joints: Experimental and Numerical Analysis. J. Manuf. Mater. Process. 2021, 5, 102. [Google Scholar] [CrossRef]
- ASTM D5961/D5961M-17; Standard Test Method for Bearing Response of Polymer Matrix Composite Laminates. American Society for Testing and Materials (ASTM): West Conshocken, PA, USA, 2017.
- Taumel Homepage. Available online: https://www.taumel.com (accessed on 3 March 2021).
- ISO 12996:2013; Mechanical Joining—Destructive Testing of Joints—Specimen Dimensions and Test Procedure for Tensile Shear Testing of Single Joints. ISO: Geneva, Switzerland, 2013.
- Di Bella, G.; Palomba, G. Cork/aluminium double-layer sandwich panels under impact loading for lightweight ship structures. Int. J. Crashworthiness 2022. [Google Scholar] [CrossRef]
- Satheesh, C.; Sevvel, P.; Kumar, R.S. Experimental Identification of Optimized Process Parameters for FSW of AZ91C Mg Alloy Using Quadratic Regression Models. Stroj. Vestn.-J. Mech. Eng. 2020, 66, 736–751. [Google Scholar]
- Chicco, D.; Warrens, J.; Jurman, G. The coefficient of determination R-squared is more informative than SMAPE, MAE, MAPE, MSE and RMSE in regression analysis evaluation. Peer. J. Comput. Sci. 2021, 7, 623. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Young’s Modulus [GPa] | Ultimate Tensile Strength [MPa] | Elongation at Break [%] | Density [g/cm3] |
|---|---|---|---|---|
| Aluminum | 71 | 250 | 22.0 | 2.7 |
| Mechanical Properties | Unit | Mean |
|---|---|---|
| Glass contents | % | 31 |
| Barcol Hardness ASTM D 2583 | °Barcol | 37 |
| Tensile Strength ISO 527-4 | Mpa | 93 |
| Elastic Modulus ISO 527-4 | Gpa | 7.4 |
| Elongation at Break ISO 527-4 | % | 1.4 |
| Weight | kg/m² | 4.1 |
| Density | g/cm3 | 1.3 |
| Thermal Expansion Coefficient | 10–5/°K | 2.6 |
| Joint ID | Top Sheet (AA5083) [mm] | Bottom Sheet (Composite) [mm] | Rivet Total Height [mm] |
|---|---|---|---|
| A2.5-C2.5 | 2.5 | 2.5 | 6.5 |
| A2.5-C3 | 2.5 | 3.0 | 7.0 |
| A2.5-C4 | 2.5 | 4.0 | 8.0 |
| A3-C2.5 | 3.0 | 2.5 | 7.0 |
| A3-C3 | 3.0 | 3.0 | 7.5 |
| A3-C4 | 3.0 | 4.0 | 8.5 |
| A4-C2.5 | 4.0 | 2.5 | 8.0 |
| A4-C3 | 4.0 | 3.0 | 8.5 |
| A4-C4 | 4.0 | 4.0 | 9.5 |
| Joint ID | Fmax [N] | dL [mm] | Failure Mode (Fiberglass Composite) | ||
|---|---|---|---|---|---|
| Mean | St.dev. | Mean | St.dev. | ||
| A2.5-C2.5 | 2932.6 | 110.929 | 2.18 | 0.1773 | Net-tension/Cleavage |
| A2.5-C3 | 3588.5 | 167.211 | 2.51 | 0.0537 | Net-tension |
| A2.5-C4 | 3735.5 | 221.609 | 3.06 | 0.1939 | Net-tension |
| A3-C2.5 | 3140.6 | 189.534 | 3.14 | 0.1131 | Net-tension |
| A3-C3 | 3772.9 | 180.692 | 2.77 | 0.1239 | Net-tension |
| A3-C4 | 3623.7 | 215.893 | 3.13 | 0.2129 | Net-tension/Cleavage |
| A4-C2.5 | 2876.2 | 177.474 | 2.94 | 0.1332 | Cleavage/Net-tension |
| A4-C3 | 3326.0 | 101.200 | 2.77 | 0.2008 | Net-tension |
| A4-C4 | 3776.6 | 205.023 | 3.41 | 0.1174 | Cleavage/ Net-tension |
| Factor | Type | Levels | Values |
|---|---|---|---|
| AA5083 | Fixed | 3 | A2.5; A3; A4 |
| Composite | Fixed | 3 | C2.5; C3; C4 |
| Source | DF | SS | MS | F | P |
|---|---|---|---|---|---|
| AA5083 | 2 | 545,256 | 272,628 | 5.07 | 0.011 |
| Comp | 2 | 4,758,720 | 2,379,360 | 44.22 | 0.000 |
| Error | 40 | 53,813 | 53,813 | - | - |
| Total | 44 | 7,456,508 | - | - | - |
| S = 232.0 | R-Sq = 71.13% | R-Sq (adj) = 68.25% | |||
| Source | DF | SS | MS | F | P |
|---|---|---|---|---|---|
| AA5083 | 2 | 1.9708 | 0.9854 | 19.53 | 0.000 |
| Comp | 2 | 2.3721 | 1.1861 | 23.51 | 0.000 |
| Error | 40 | 2.0183 | 0.0505 | - | - |
| Total | 44 | 6.3613 | - | - | - |
| S = 0.225 | R-Sq = 68.27% | R-Sq (adj) = 65.10% | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di Bella, G.; Alderucci, T.; Favaloro, F.; Borsellino, C. The Effect of Thickness on Strength of Single Lap Orbital Riveted Aluminum/Composite Joints Used in Marine Environments. Metals 2022, 12, 2068. https://doi.org/10.3390/met12122068
Di Bella G, Alderucci T, Favaloro F, Borsellino C. The Effect of Thickness on Strength of Single Lap Orbital Riveted Aluminum/Composite Joints Used in Marine Environments. Metals. 2022; 12(12):2068. https://doi.org/10.3390/met12122068
Chicago/Turabian StyleDi Bella, Guido, Tiziana Alderucci, Federica Favaloro, and Chiara Borsellino. 2022. "The Effect of Thickness on Strength of Single Lap Orbital Riveted Aluminum/Composite Joints Used in Marine Environments" Metals 12, no. 12: 2068. https://doi.org/10.3390/met12122068