
Research on Single Point Incremental Forming Characteristics of Perforated TA1 Sheet


Abstract
:1. Introduction
2. Construction of Finite Element Model
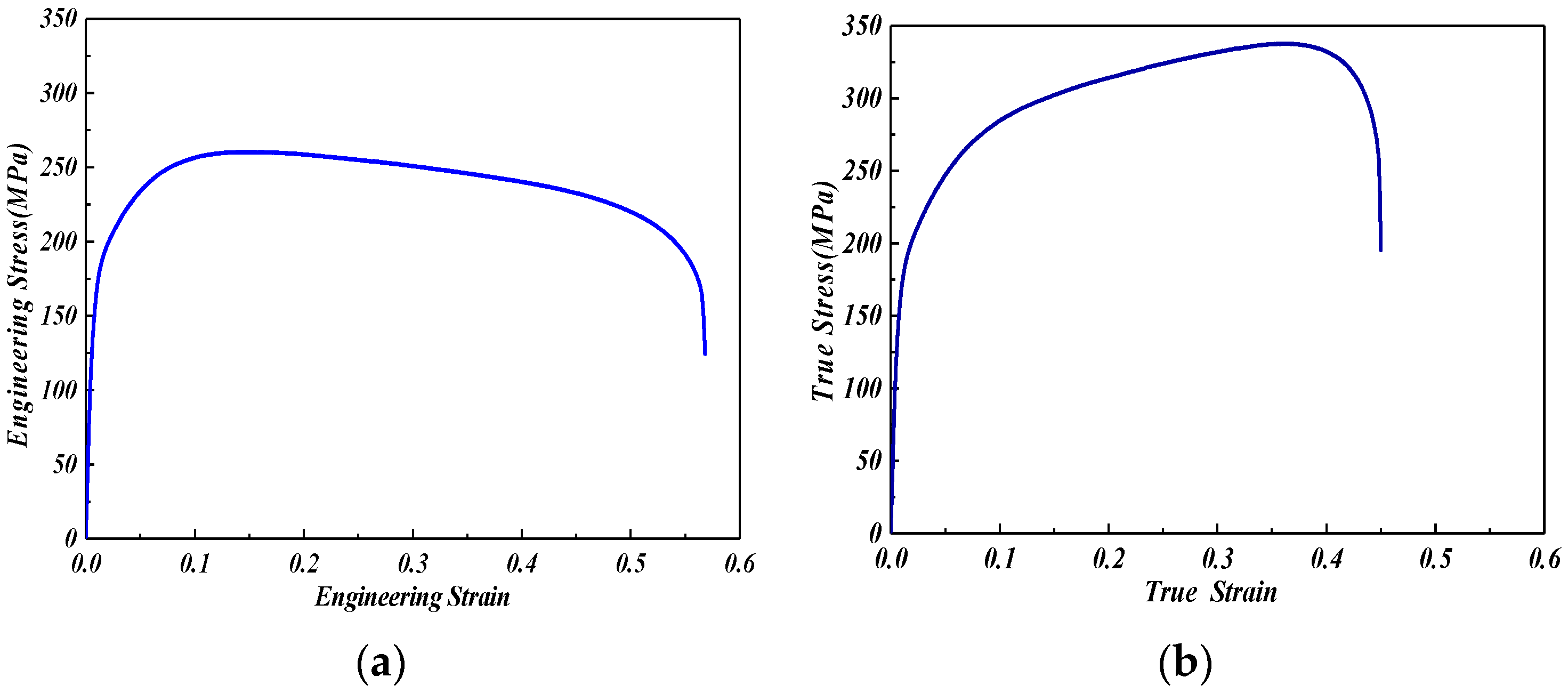
2.1. Construction of Material Constitutive Model
2.2. Finite Element Modal and the Setting of Forming Parameters
3. Results and Discussions
3.1. Strain Distribution Law of Perforated Titanium Sheet
- (1)
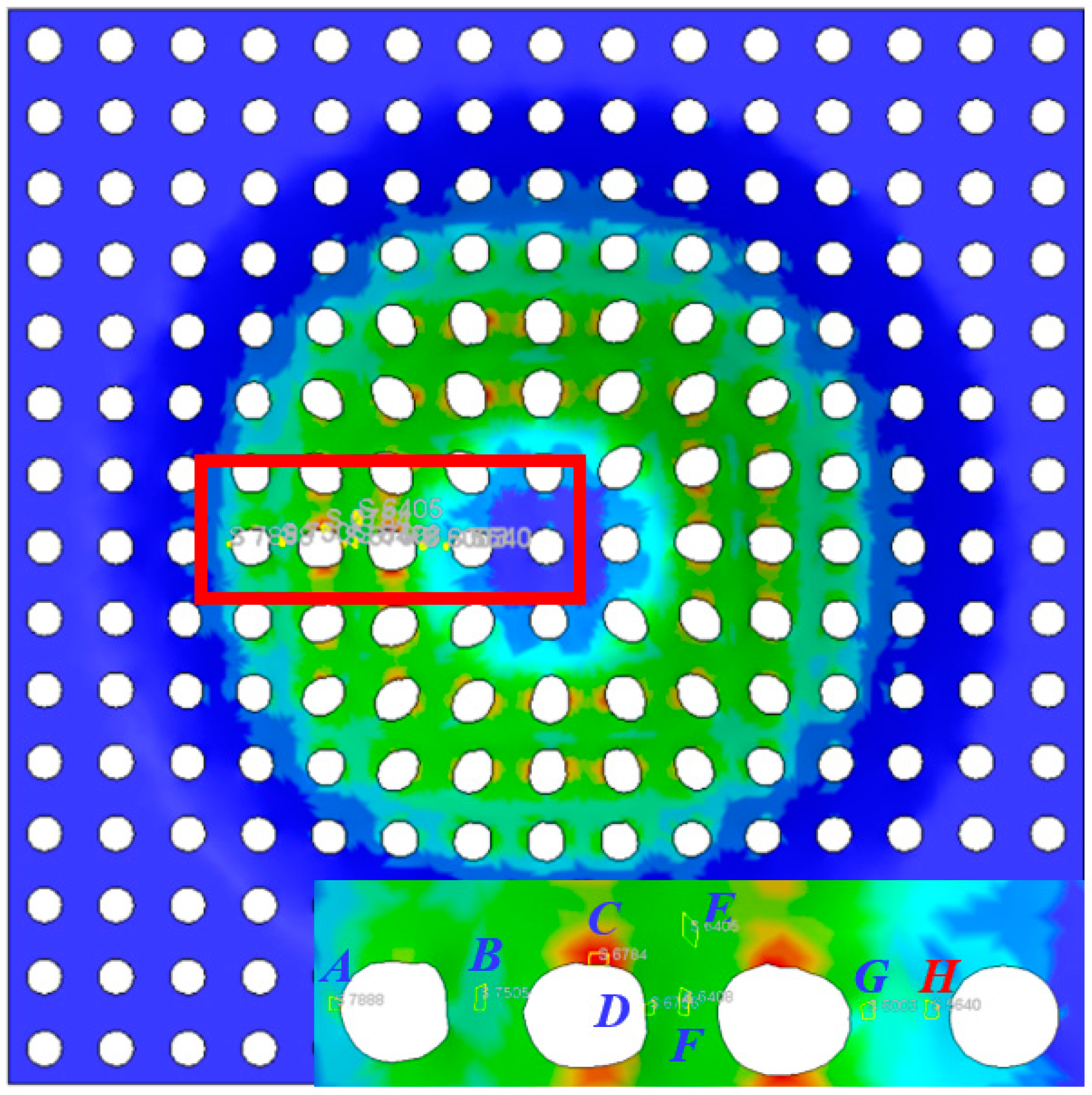
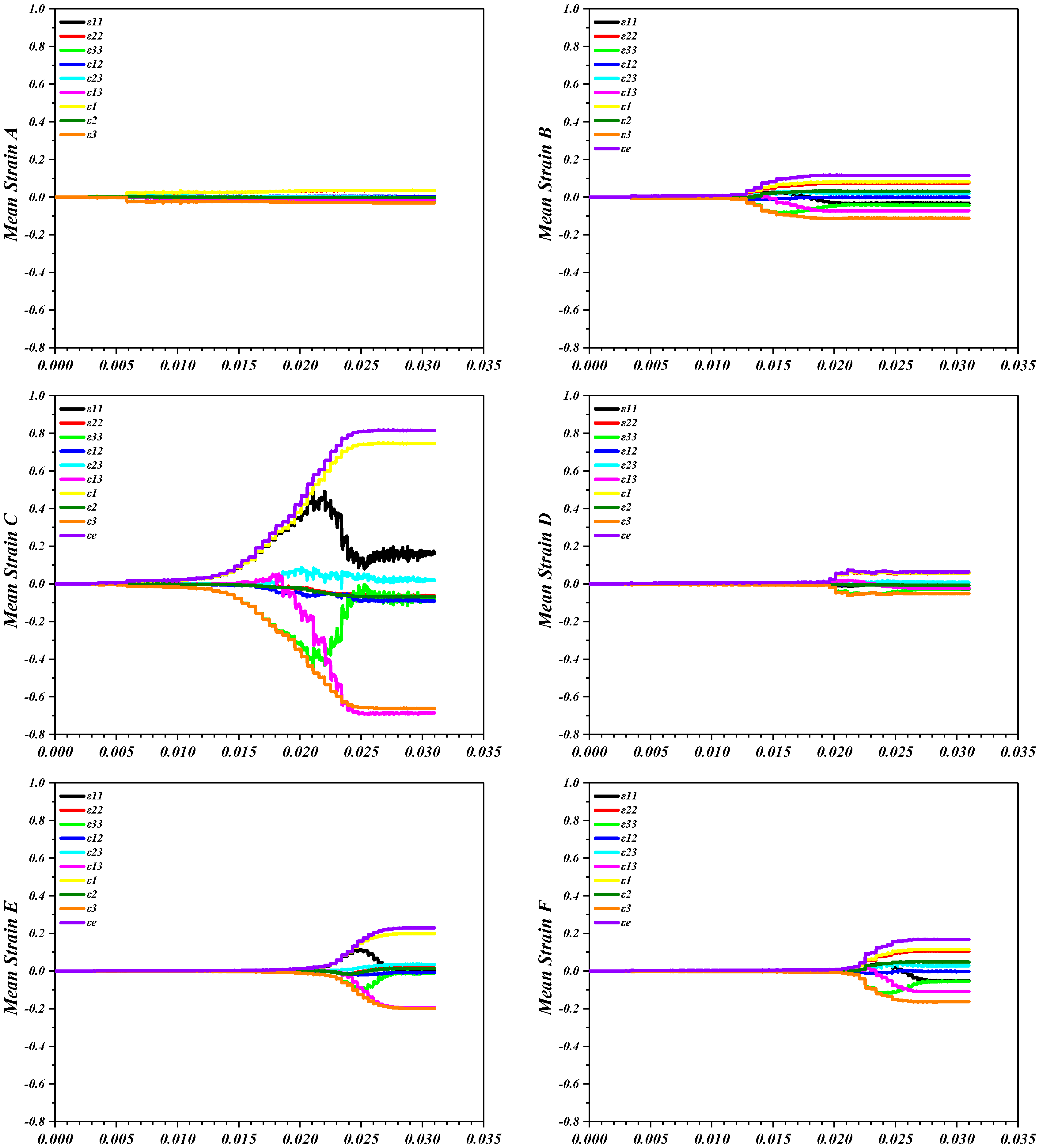
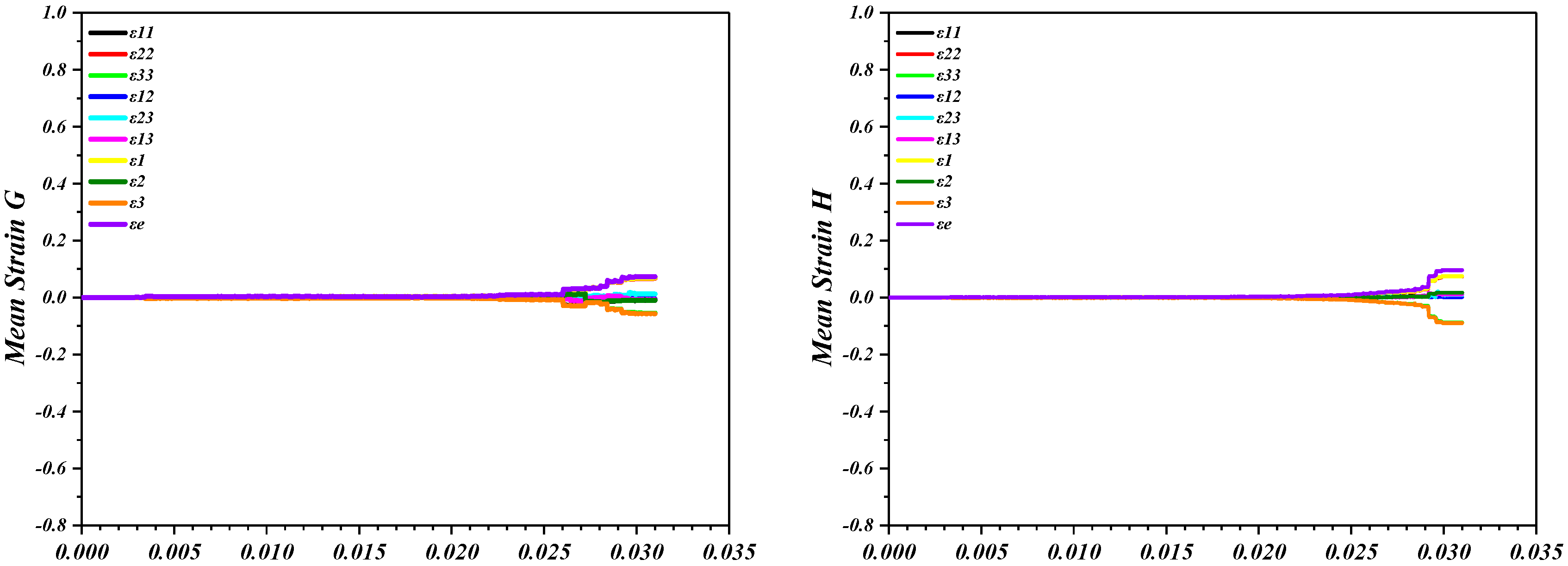
- The perforated titanium sheet is red on both sides of the circular aperture short axis (tool movement circumferential direction) area, as presented in the element C of Figure 6 ε11 and ε33 gradually decay after rapid increase, indicating that under the action of the tool head, it tends to stabilize after stretching along the wall direction, ε22 ≈ 0, ε33 first increases and then decreases, indicating that under the action of the tool head, the trend is stable after compression along the thick direction, and the shear strain ε13 tends to stabilize after rapid increase, indicating that the elements on both sides of the short shaft are plasticly sheared (through thickness shear).
- (2)
- In the area of the long axis side (wall direction) of the circular aperture, as presented in Figure 5, of element B, element D, element F, and element G, the metal flows along the long axis direction and gradually accumulates, and the thickening phenomenon occurs. Moreover, ε11 is slightly increased to a negative value after a positive value, indicating that it is compressed along the wall direction, and ε22 tends to stabilize after rapid increase, indicating that it is stretched along the forming direction. Additionally, ε33 first increases and then decreases, indicating that it is compressed along the thick direction, and the shear strain ε13 tends to stabilize after rapid increase. Indicates that the elements on both sides of the short shaft are plasticly sheared (by thickness) in thickness.
- (3)
- At the bottom of the circular truncated cone, the cloud map can also shows that the thickness of the material plate is slightly increased, and the thickness of the sheet metal on the right wall is slightly larger than that of the side wall of other main deformation areas. This indicates that the sheet material in this area produce a one-way sheet accumulation phenomenon in the forming process, as presented in element H of Figure 6, where ε11 is slightly increased. This indicates that it is compressed along the wall direction. The values ε22 and ε33 are larger, and tend to stabilize after rapid increase, indicating that it is stretched along the forming direction, compressed along the thick direction, and the shear strain ε13 and ε23 are slightly increased. It is plasticly sheared (through the thickness) in a thickness in the opposite direction to the main deformation zone.
3.2. Geometrical Comparisons
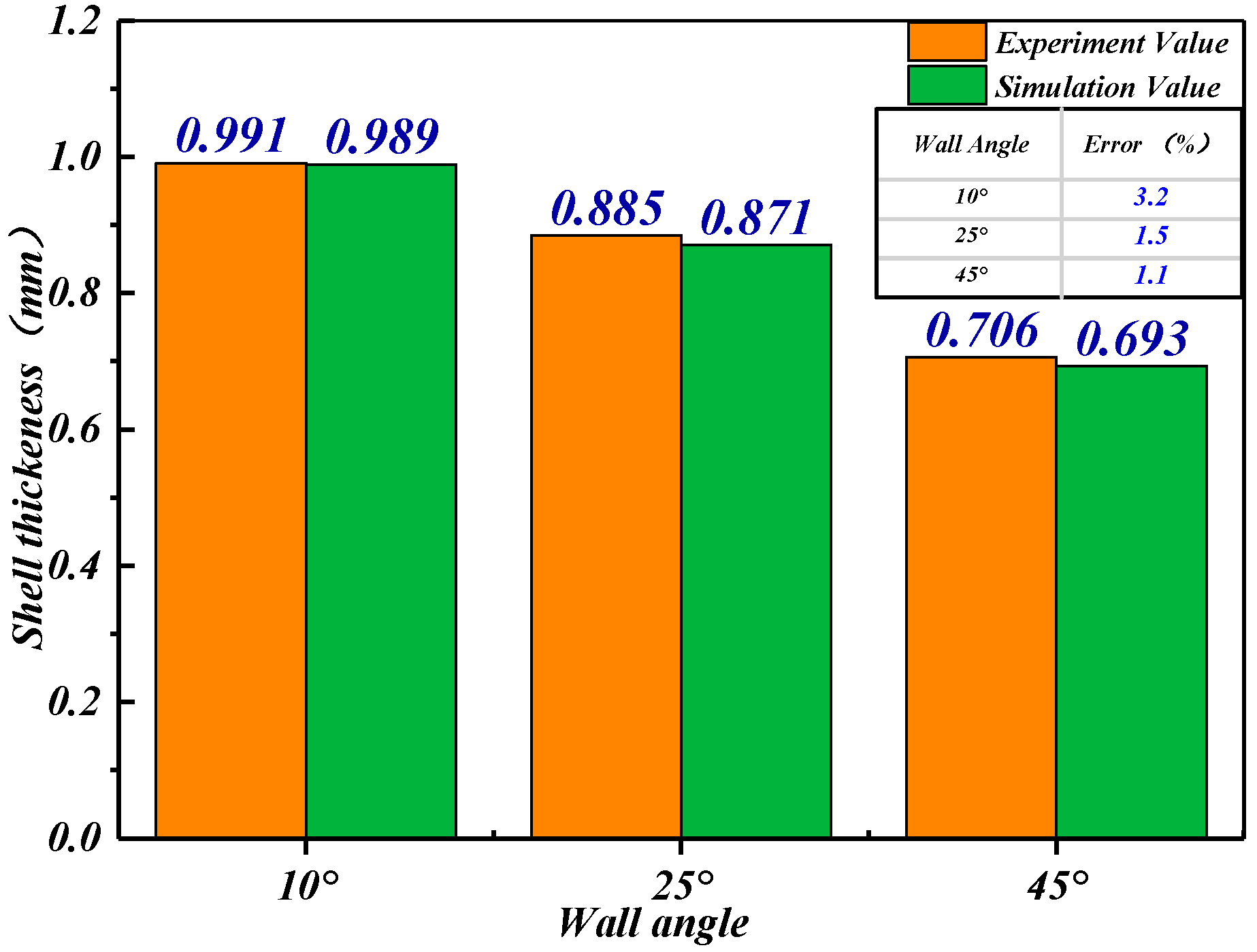
3.3. Wall Thickness Evolution
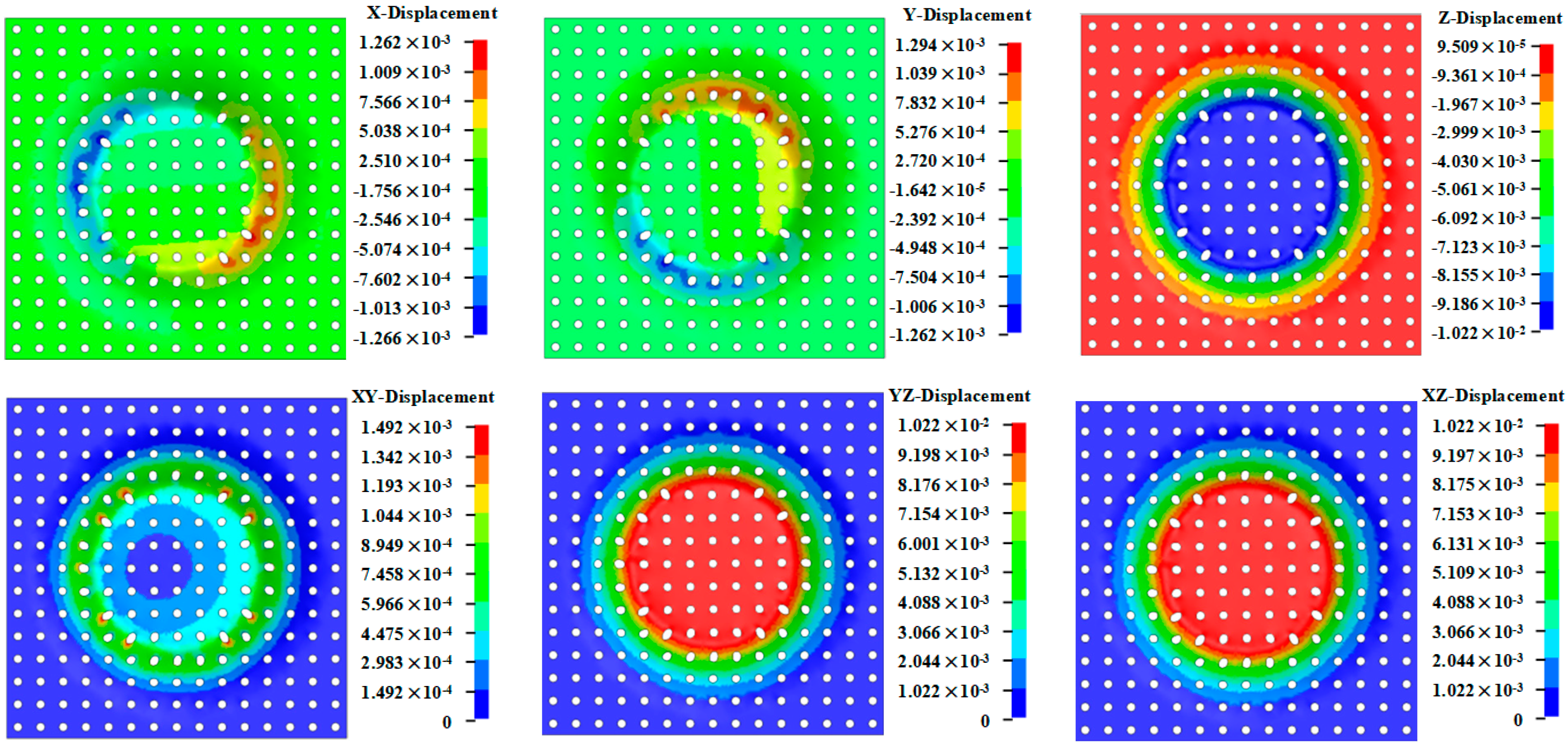
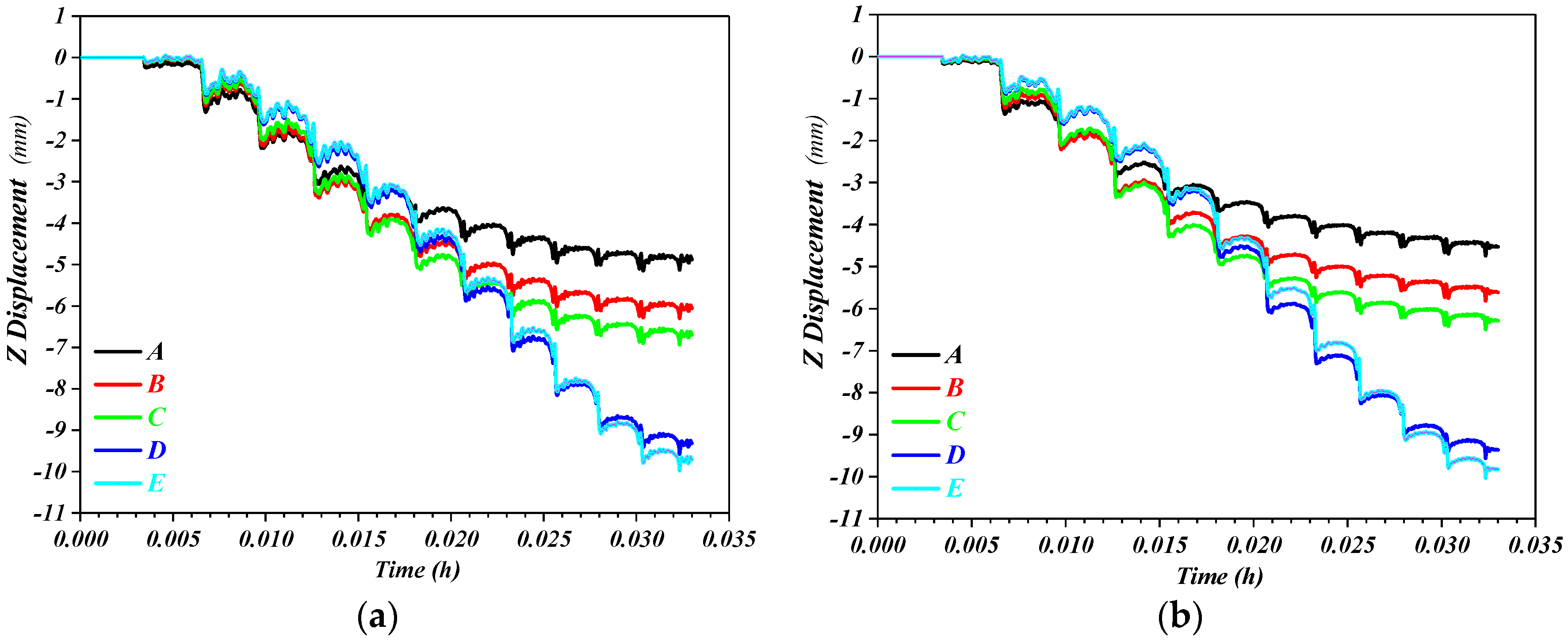
3.4. Displacement Field
4. Conclusions
- (1)
- In the bending deflection area, both sides of the short axis of the circular aperture in the main deformation area as well as in the side element of mesh aperture away from the main deformation area, the strain is , , which can be regarded as being subject to shearing action and the state of plane stress. At the bottom of the truncated cone piece and in the side element of the long axis of the circular aperture in the main deformation area, the strain is , , which is considered to be in a mechanical state of typical biaxial tension coupled with uniaxial compression.
- (2)
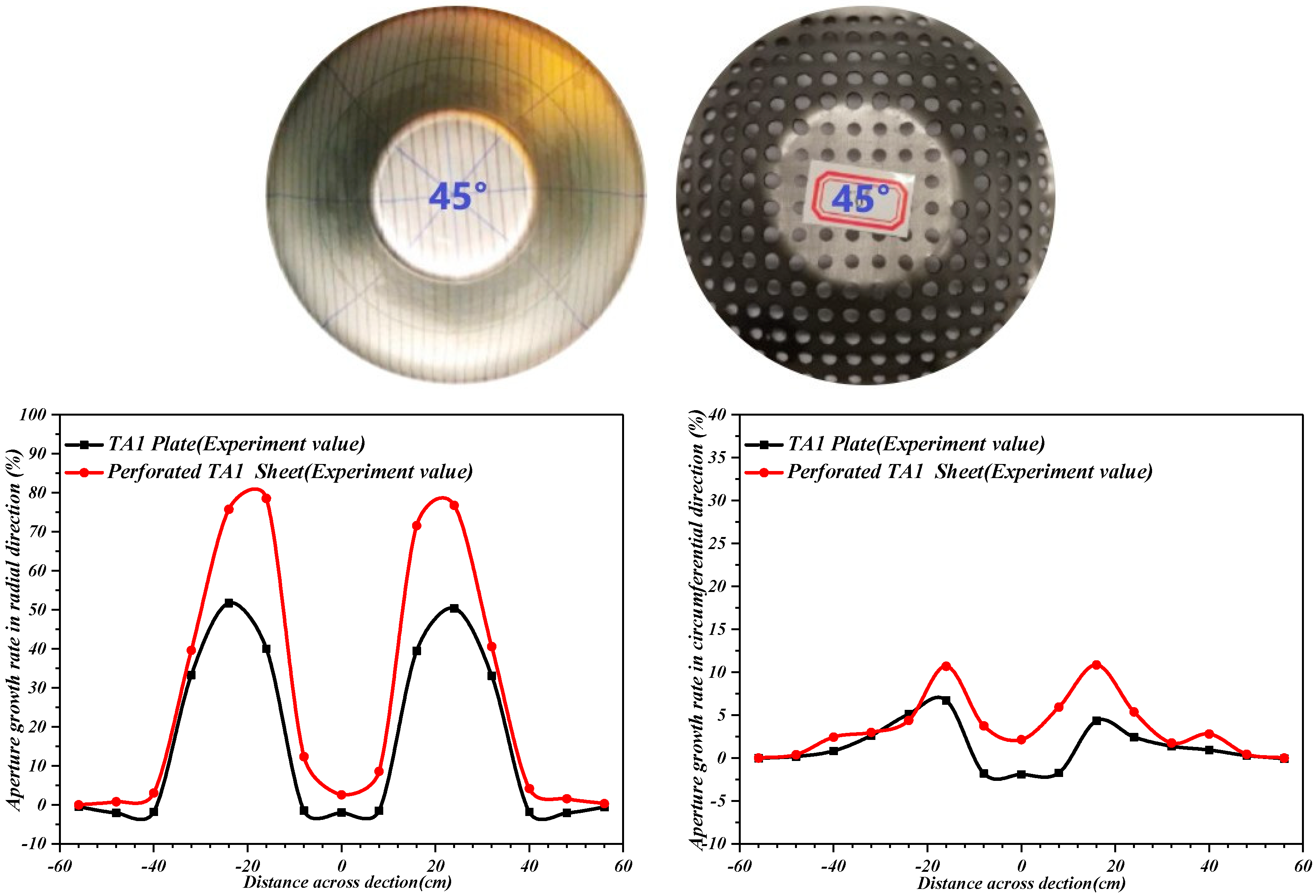
- The strain rate and radial aperture growth rate of perforated titanium sheet are relatively larger than that of the titanium plate. The aperture diameter of perforated titanium sheet gives priority to radial growth, the maximum radial aperture growth rate value is as high as 78.53 percent, the maximum circumferential aperture growth rate value is only 10.84 percent, and the circumferential aperture growth rate is much smaller than the radial growth rate.
- (3)
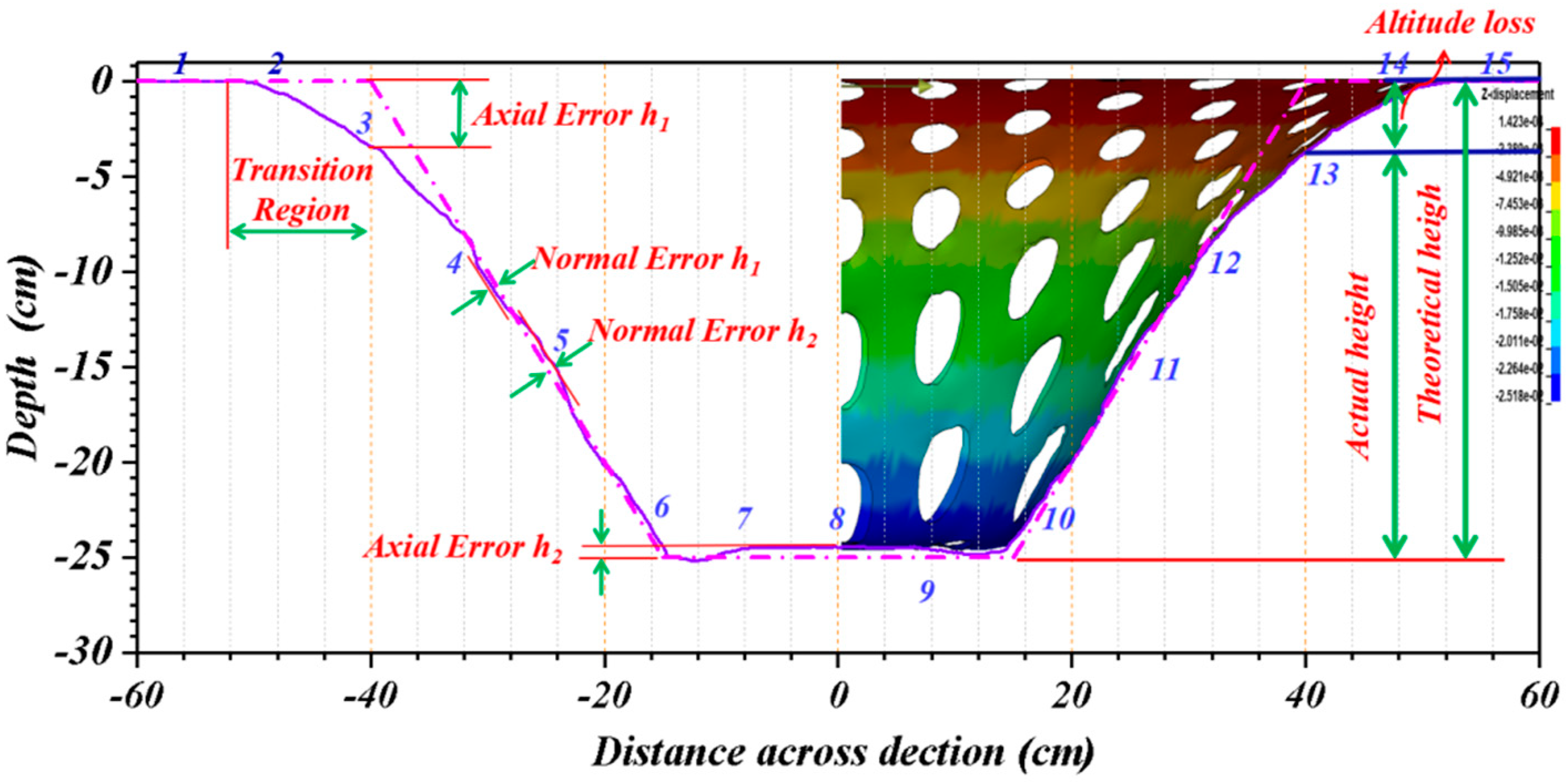
- The titanium plate undergoes out-of-plane deformation during the incremental forming process, and the aperture structure of the perforated titanium sheet allows the element to deform on the surface where the aperture area is located, and the out-of-plane deformation generated is much smaller than that of the titanium plate, which effectively enhances the contour accuracy. The element in the same position undergoes the deformation earlier in comparison with the formed area of titanium plate, and the accumulated secondary deformation is also larger, indicating that the extension-thinning for the formed area of perforated titanium sheet is larger than that of titanium plate.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rack, H.J.; Qazi, J.I. Titanium Alloys for Biomedical Applications. Mater. Sci. Eng. C 2006, 26, 1269–1277. [Google Scholar] [CrossRef]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti Based Biomaterials, the Ultimate Choice for Orthopaedic Implants—A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Aydin, S.; Kucukyuruk, B.; Abuzayed, B.; Aydin, S.; Sanus, G.Z. Cranioplasty: Review of Materials and Techniques. J. Neurosci. Rural Pract. 2011, 2, 162–167. [Google Scholar] [CrossRef] [PubMed]
- Servadei, F.; Iaccarino, C. The Therapeutic Cranioplasty Still Needs an Ideal Material and Surgical Timing. World Neurosurg. 2015, 83, 133–135. [Google Scholar] [CrossRef] [PubMed]
- Xia, D.L.; Fu, G.X.; Ma, Z. CAD/CAM Prefabricated Individualized Titanium Alloy Prosthesis Skull Defect. Chin. J. Tissue Eng. Res. Clin. Rehabil. 2010, 14, 5–9. [Google Scholar]
- Trzepieciński, T.; Oleksik, V.; Pepelnjak, T. Emerging trends in single point incremental sheet forming of lightweight metals. Metals 2021, 11, 1188. [Google Scholar] [CrossRef]
- Micari, F.; Ambrogio, G.; Filice, L. Shape and Dimensional Accuracy in Single Point Incremental Forming: State of the Art and Future Trends. J. Mater. Process. Technol. 2007, 191, 390–395. [Google Scholar] [CrossRef]
- Duflou, J.R.; Habraken, A.M.; Cao, J. Single point incremental forming: State-of-the-art and prospects. Int. J. Mater. Form. 2018, 11, 743–773. [Google Scholar] [CrossRef]
- Hirt, G.; Ames, J.; Bambach, M.; Kopp, R. Forming Strategies and Process Modelling for CNC Incremental Plate Forming. CIRP Ann. Manuf. Technol. 2004, 53, 203–206. [Google Scholar] [CrossRef]
- Duflou, J.R.; Vanhove, H.; Verbert, J. Twist Revisited: Twist Phenomena in Single Point Incremental Forming. CIRP Ann. Manuf. Technol. 2010, 59, 307–310. [Google Scholar] [CrossRef]
- Malhotra, R.; Bhattacharya, A.; Kumar, A.; Reddy, N.V.; Cao, J. A New Methodology for Multi-Pass Single Point Incremental Forming with Mixed Toolpaths. CIRP Ann. Manuf. Technol. 2011, 60, 323–326. [Google Scholar] [CrossRef]
- Hussain, G.; Gao, L.; Hayat, N.; Ziran, X. A New Formability Indicator in Single Point Incremental Forming. J. Mater. Process. Technol. 2009, 209, 4237–4242. [Google Scholar] [CrossRef]
- Duflou, J.R.; Verbert, J.; Tunckol, Y.; Gelaude, F.; Lauwers, B. Customised medical implant production by means of single point incremental forming. In Proceedings of the 2nd International Conference on Manufacturing Engineering and EUREKA Brokerage Event, Kassandra-Chalkidiki, Greece, 20–22 March 2005; Volume 2, pp. 217–225. [Google Scholar]
- Duflou, J.R.; Callebaut, B.; Verbert, J.; Baerdemaeker, H.D. Improved SPIF Performance Through Dynamic Local Heating. Int. J. Mach. Tools Manuf. 2008, 48, 543–549. [Google Scholar] [CrossRef]
- Duflou, J.R.; Verbert, J.; Belkassem, B.; Gu, J.; Sol, H.; Henrard, C.; Habraken, A.M. Process Window Enhancement for Single Point Incremental Forming through Multi-Step Toolpaths. CIRP Ann. 2008, 57, 253–256. [Google Scholar] [CrossRef] [Green Version]
- Fiorentino, A.; Marzi, R.; Ceretti, E. Preliminary results on Ti incremental sheet forming (ISF) of biomedical devices: Biocompatibility, surface finishing and treatment. Int. J. Mechatron. Manuf. Syst. 2012, 5, 36–45. [Google Scholar] [CrossRef]
- Ambrogio, G.; Napoli, L.D.; Filice, L.; Gagliardi, F.; Muzzupappa, M. Application of Incremental Forming Process for High Customized Medical Product Manufacturing. J. Mater. Process. Technol. 2015, 162, 156–162. [Google Scholar]
- Göttmann, A.; Korinth, M.; Schäfer, V.; Araghi, B.T.; Bambach, M.; Hirt, G. Manufacturing of Individualized Cranial Implants Using Two Point Incremental Sheet Metal Forming; Springer: Berlin/Heidelberg, Germany, 2012; pp. 287–295. [Google Scholar]
- Oleksik, V.; Pascu, A.; Deac, C.; Fleaca, R.; Roman, M. The Influence of Geometrical Parameters on the Incremental Forming Process for Knee Implants Analyzed by Numerical Simulation. Am. Inst. Phys. 2012, 1252, 1208–1215. [Google Scholar]
- Eksteen, P.D.; Merwe, A. Incremental sheet forming (ISF) in the manufacturing of titanium based plate implants in the bio-medical sector. CIE & SAIIE 2012, 131, 1–7. [Google Scholar]
- Racz, S.; Breaz, R.; Tera, M.; Gîrjob, C.; Biriș, C.; Chicea, A.; Bologa, O. Incremental Forming of Titanium Ti6Al4V Alloy for Cranioplasty Plates—Decision-Making Process and Technological Approaches. Metals 2018, 8, 626. [Google Scholar] [CrossRef] [Green Version]
- Bouzidi, S.; Ayadi, M.; Boulila, A. Feasibility Study of the SPIF Process Applied to Perforated Sheet Metals. Arab. J. Sci. Eng. 2022, 1–28. [Google Scholar] [CrossRef]
- Baik, S.C.; Han, H.N.; Lee, S.H.; Oh, K.H.; Lee, D.N. Plastic behaviour of perforated sheets under biaxial stress state. Int. J. Mech. Sci. 1997, 39, 781–793. [Google Scholar] [CrossRef]
- Elangovan, K.; Narayanan, C. Application of Taguchi approach on investigation of formability for perforated Al 8011 sheets. Int. J. Eng. Sci. Technol. 2010, 2, 300–309. [Google Scholar] [CrossRef]
- Milutinović, M.; Lendjel, R.; Baloš, S. Characterisation of geometrical and physical properties of a stainless steel denture framework manufactured by single-point incremental forming. J. Mater. Res. Technol. 2021, 10, 605–623. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Cutting Angle | 0° | 45° | 90° |
|---|---|---|---|
| Modulus of elasticity E/GPa | 109.59 | 109.32 | 110.18 |
| Hardening coefficient n | 0.1175 | 0.1325 | 0.138 |
| Resistance coefficient K/Pa | 520.72 | 525.66 | 513.95 |
| Thick anisotropy index r | 0.796 | 2.661 | 0.669 |
| Parameter Name | Initial Wall Thickness t0/mm | Tool Diameter dp/mm | Wall Angle θ/° | Feed Velocity v2/(mm/min) | Step Down s/mm | Forming Depth h/mm | Aperture Diameter/mm | Hole Spacing /mm |
|---|---|---|---|---|---|---|---|---|
| Numeric value | 1 | 10 | 45 | 1000 | 1 | 25 | 4 | 8 |
| Element | Ideal Displacement (mm) | Simulation Displacement (mm) | Deviation Displacement (mm) | Deviation Rate | |||
|---|---|---|---|---|---|---|---|
| Titanium Plate | Perforated Titanium Sheet | Titanium Plate | Perforated Titanium Sheet | Titanium Plate | Perforated Titanium Sheet | ||
| A | 3 | 4.88 | 4.53 | 1.88 | 1.53 | 38.52% | 33.77% |
| B | 5 | 6.05 | 5.61 | 1.05 | 0.61 | 17.36% | 10.87% |
| C | 6 | 6.69 | 6.29 | 0.69 | 0.29 | 10.31% | 4.61% |
| D | 10 | 9.32 | 9.36 | −0.68 | −0.64 | −7.3% | −6.84% |
| E | 10 | 9.71 | 9.82 | −0.29 | −0.18 | −2.99% | −1.83% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Wang, T. Research on Single Point Incremental Forming Characteristics of Perforated TA1 Sheet. Metals 2022, 12, 1944. https://doi.org/10.3390/met12111944
Li R, Wang T. Research on Single Point Incremental Forming Characteristics of Perforated TA1 Sheet. Metals. 2022; 12(11):1944. https://doi.org/10.3390/met12111944
Chicago/Turabian StyleLi, Ruxiong, and Tao Wang. 2022. "Research on Single Point Incremental Forming Characteristics of Perforated TA1 Sheet" Metals 12, no. 11: 1944. https://doi.org/10.3390/met12111944