
Heat Dissipation Behavior of a Low-Strength-Steel Welded Joint in Ultrasonic Fatigue

Abstract
:1. Introduction
2. Materials and Experiments
2.1. Materials
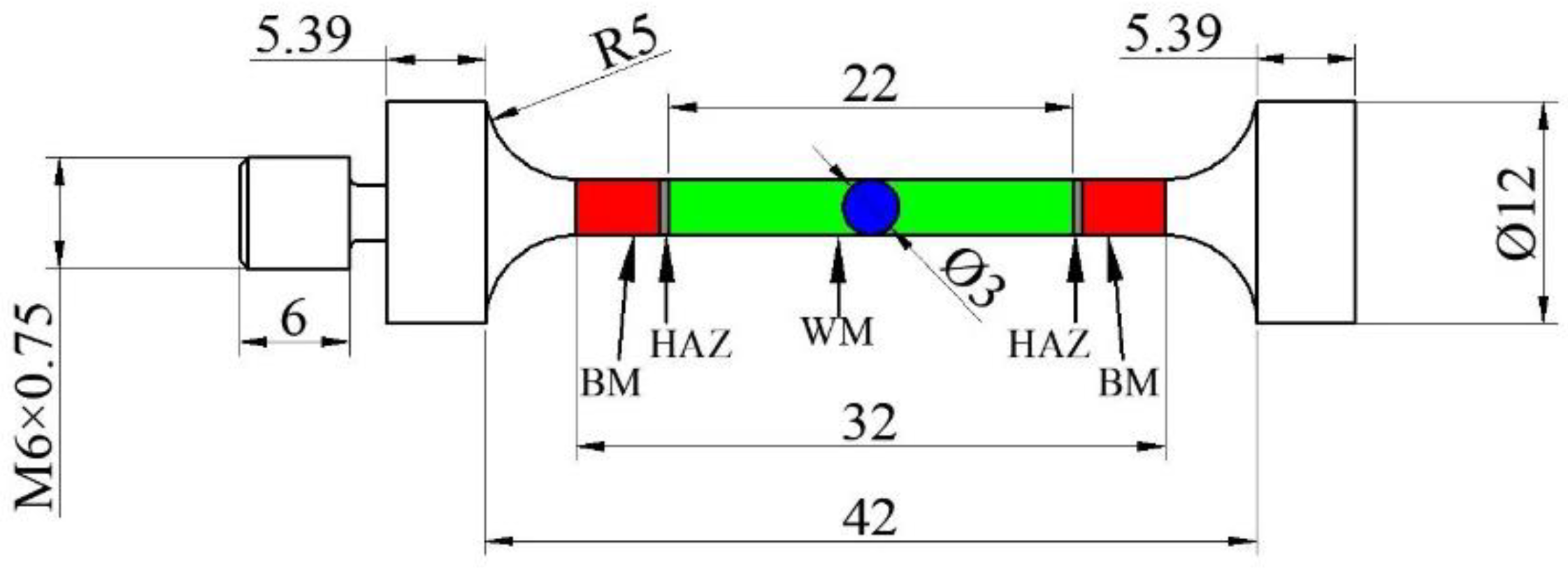
2.2. Experiments
3. Results
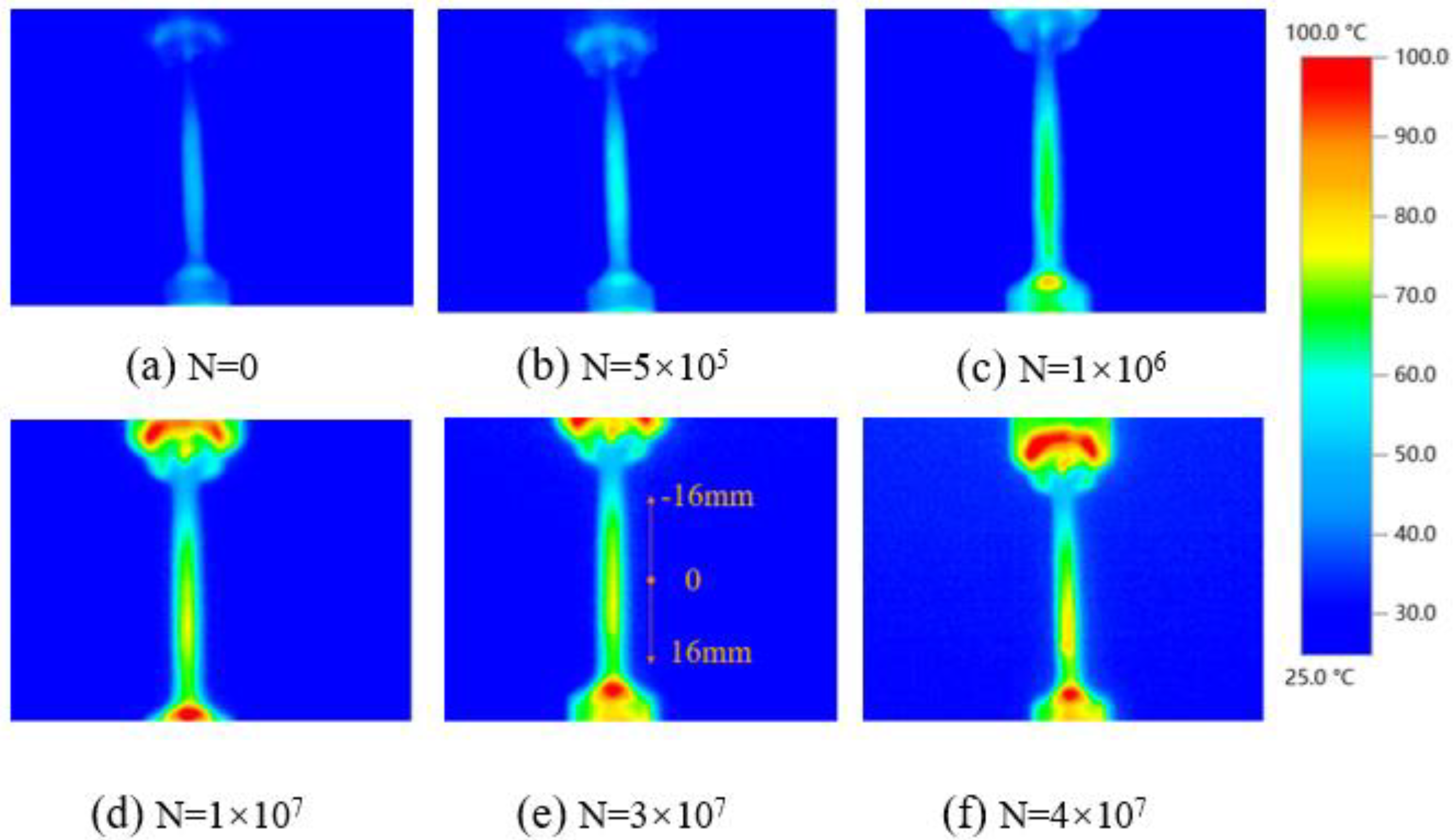
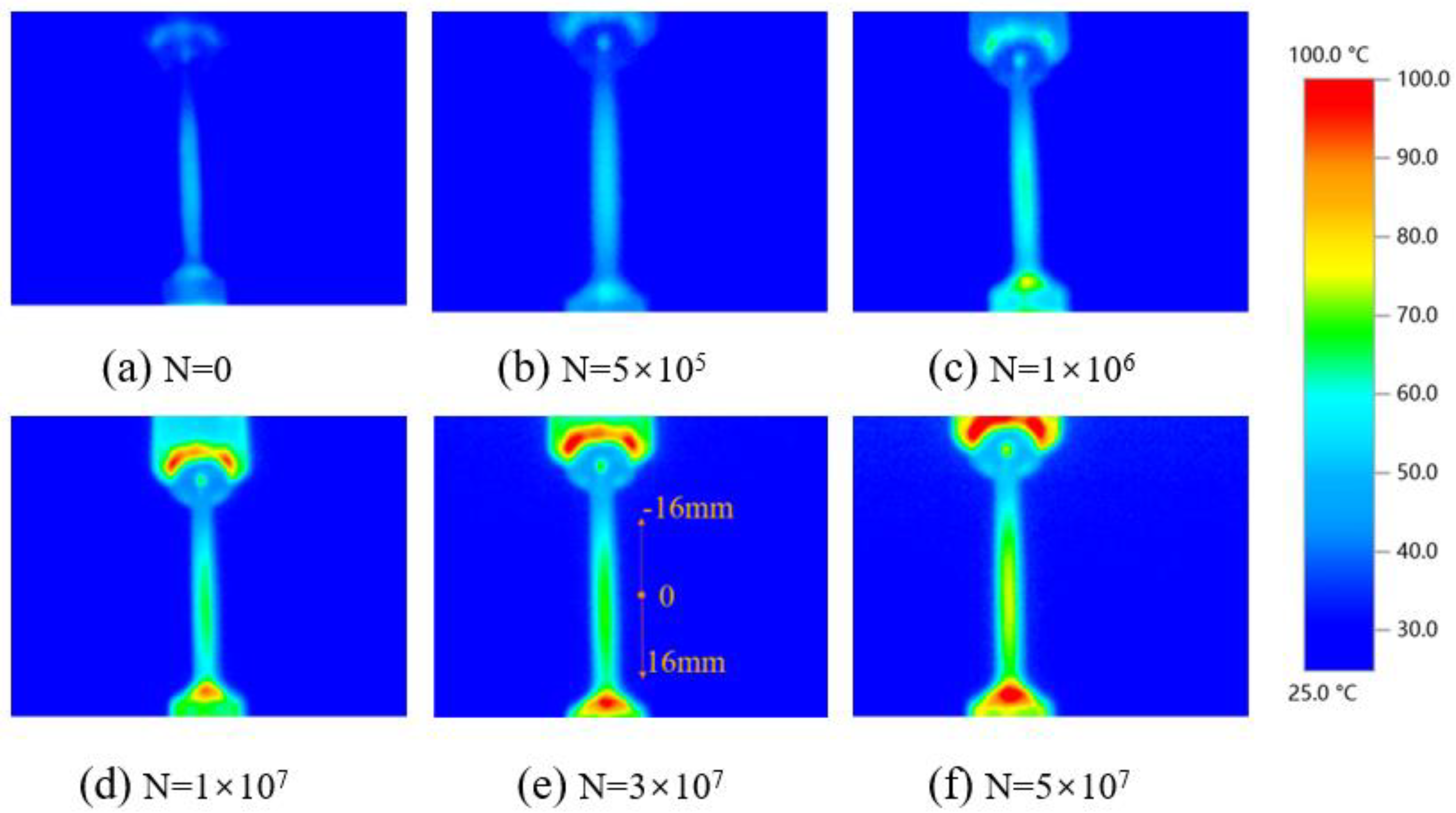
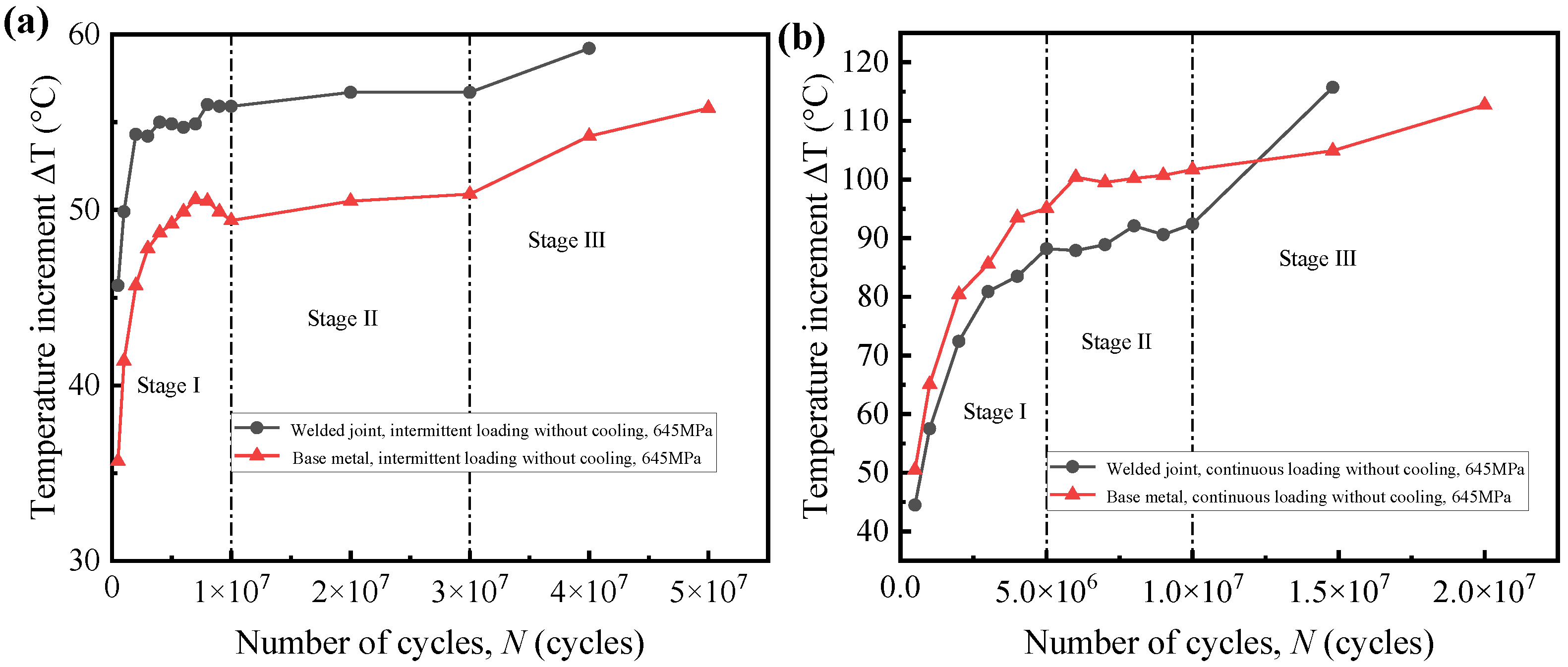
3.1. Surface Temperature Measurement
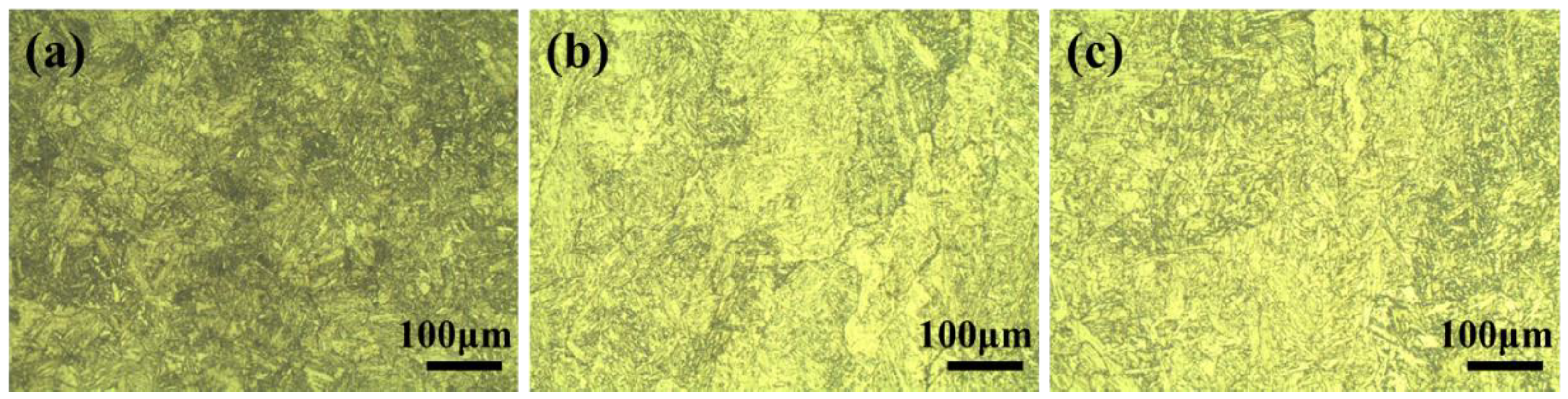
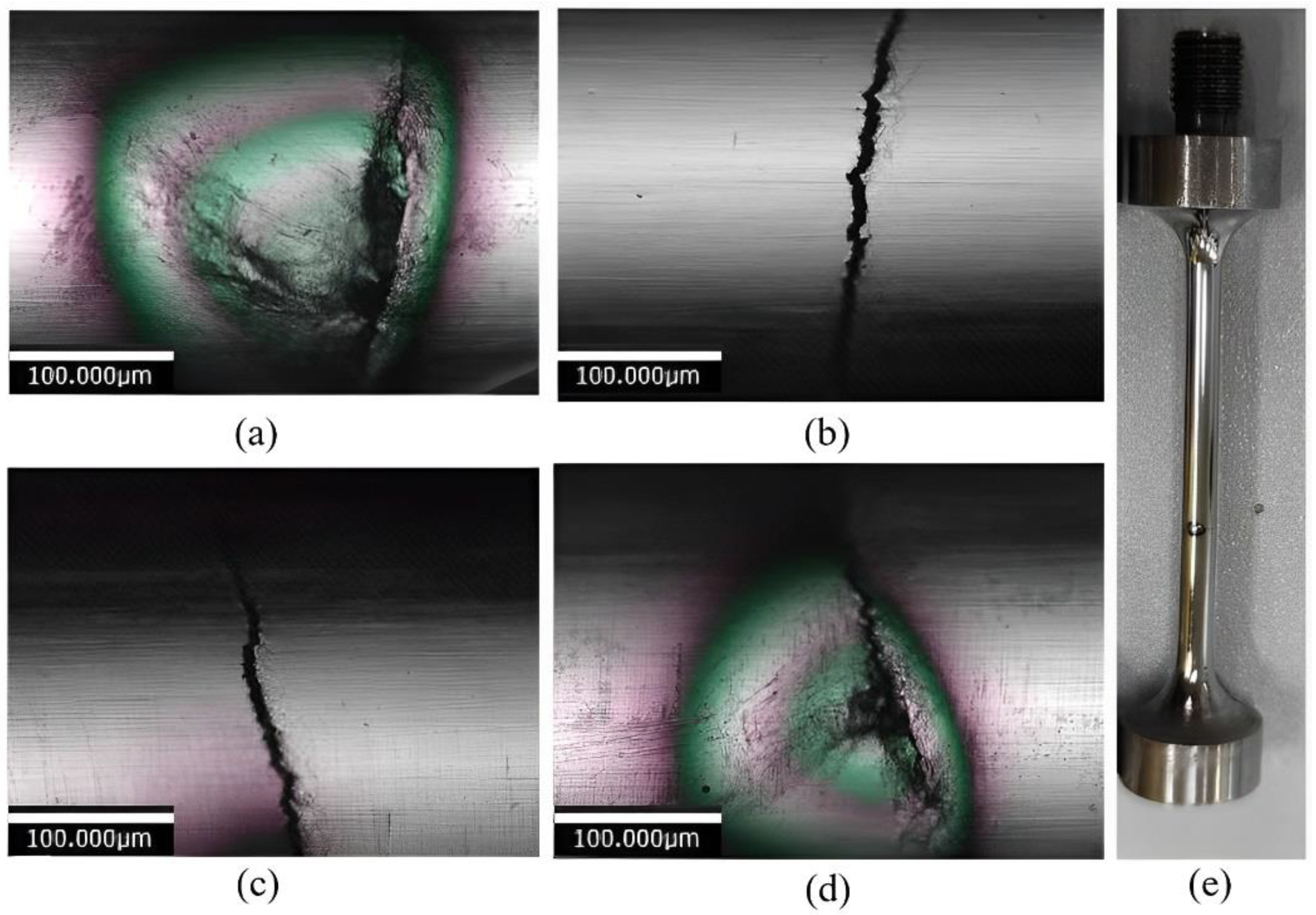
3.2. Surface Fractographies
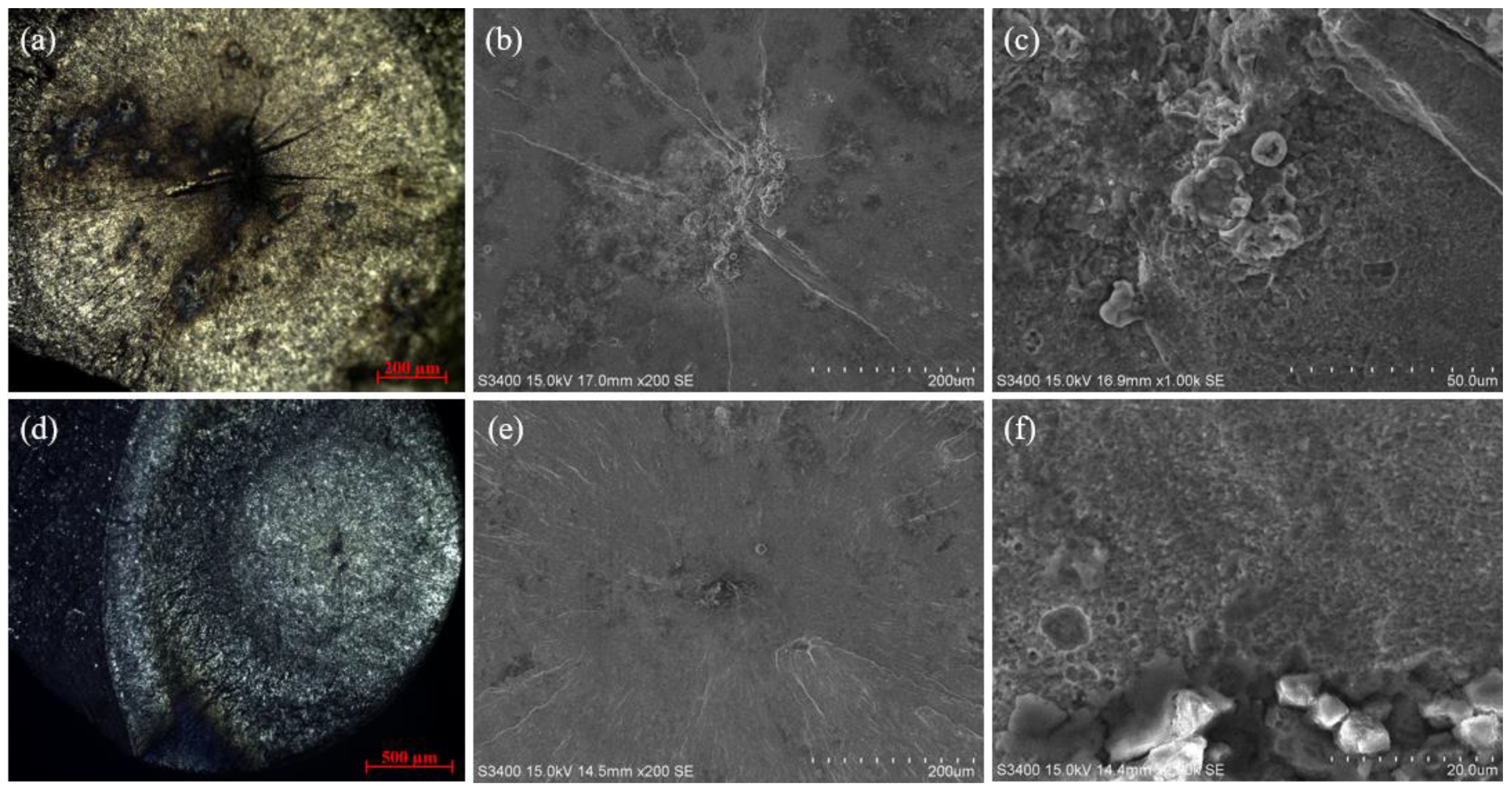
3.3. Fracture Morphologies
4. Discussion
4.1. Surface Temperature Evolution
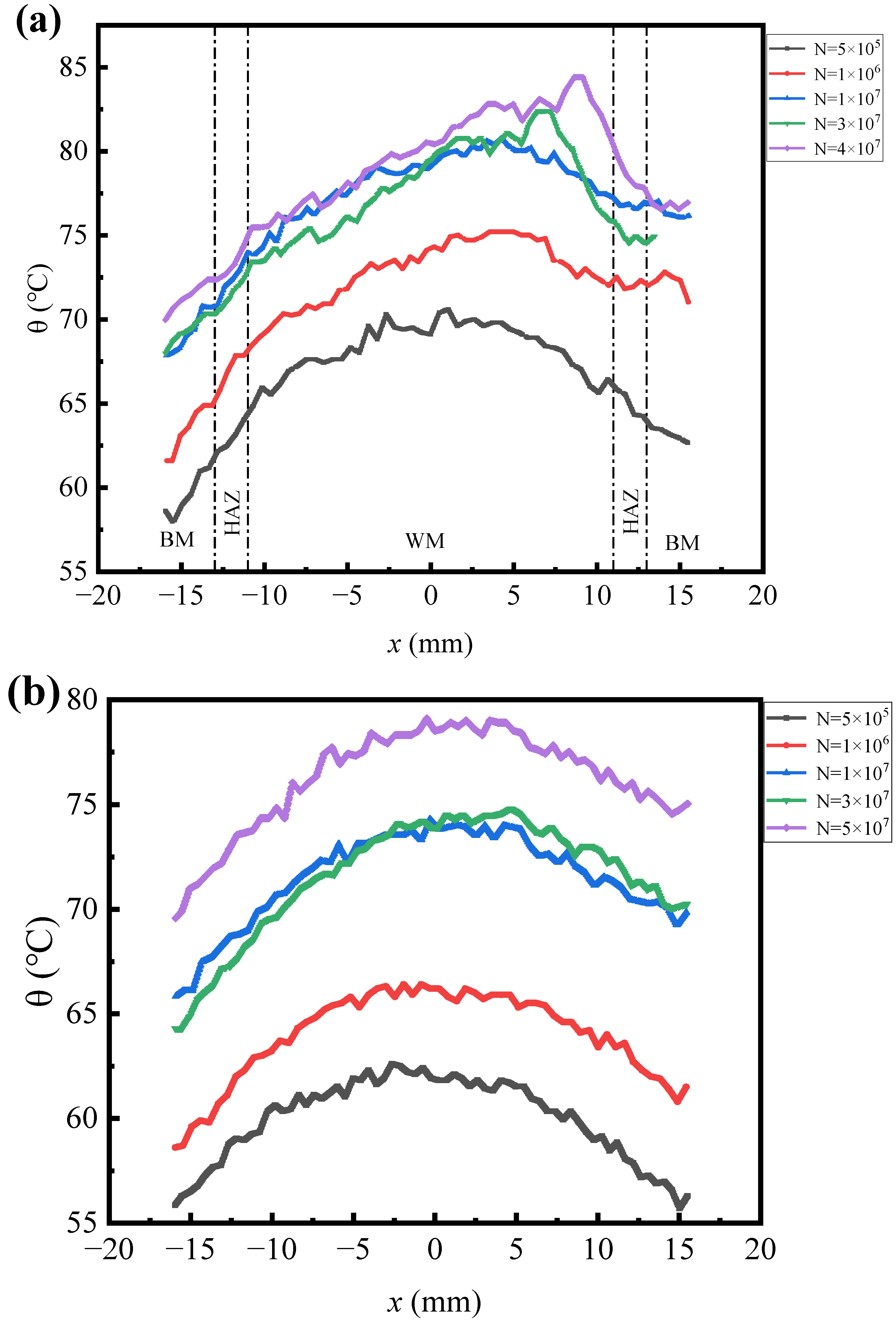
4.2. Surface Temperature Distribution along Axial Direction
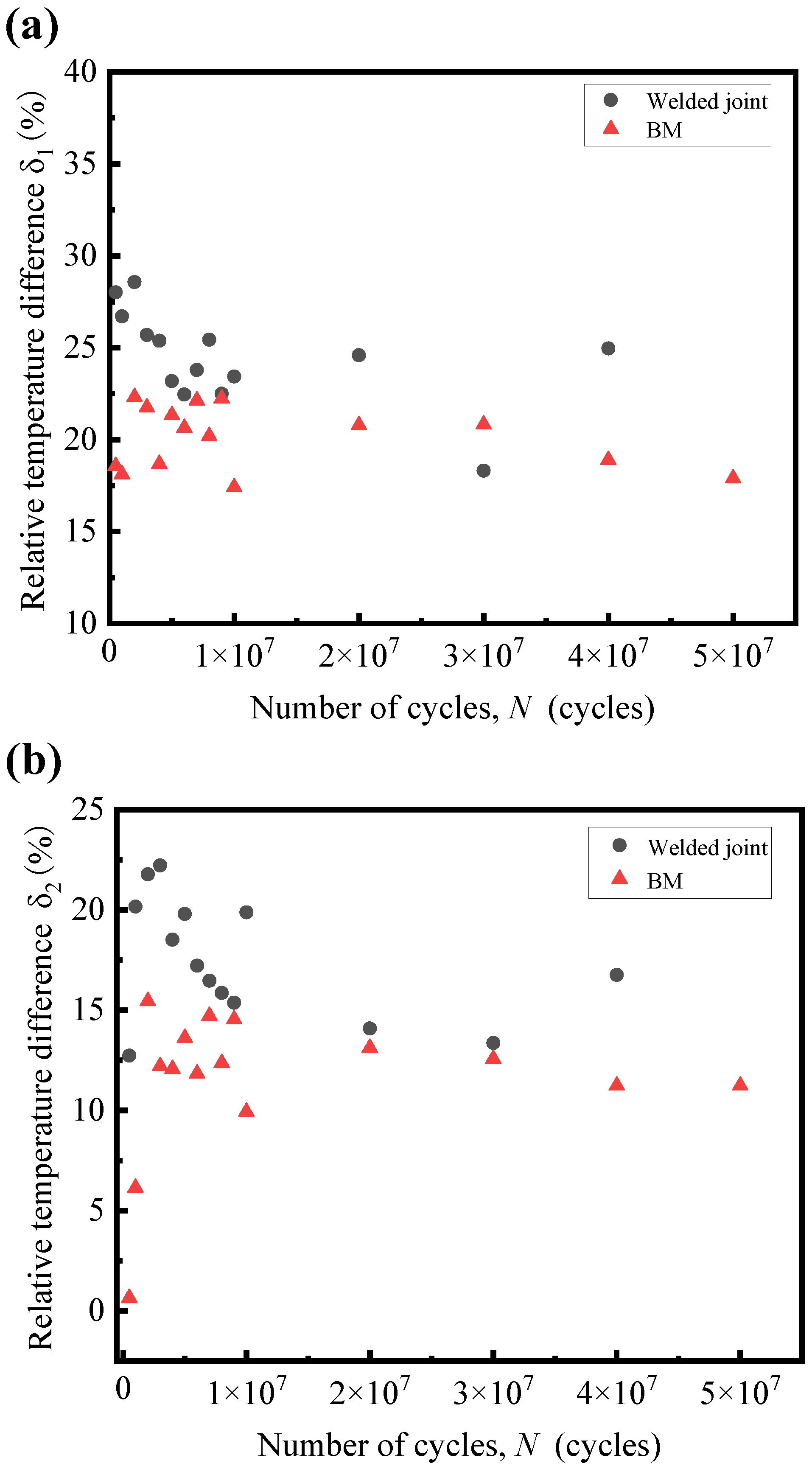
4.3. Relative Temperature Difference
4.4. Ultrasonic Fatigue Testing Consideration
5. Conclusions
- (1)
- The influence of specimen type on heat dissipation behavior was insignificant due to similar temperature rise stages and distribution curve shape.
- (2)
- The position of ΔTmax on the welded joint was variable but remained in the WM, while that on BM was in the center. The ΔTmax position correlated well with fatigue failure location.
- (3)
- The inhomogeneity and asymmetry of temperature distribution could be well described by δ1 and δ2, implying a dominant role of heat transfer mode and insignificant influence of microstructure heterogeneity.
- (4)
- The standardization of ultrasonic fatigue testing should consider the thermal–mechanical coupling effect of low-strength materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| R | stress ratio |
| σa | stress amplitude |
| ΔT | temperature rise |
| ΔTmax | maximum temperature rise |
| TC | maximum surface temperature of the specimen |
| T0 | room temperature |
| θ | one-dimensional temperature |
| A1, A2, A3 | fitting parameters |
| Tmax | highest surface temperature |
| Tmin | lowest surface temperature |
| δ1 | relative temperature difference |
| T1 | surface temperature at the clamping side of the specimen |
| T2 | surface temperature at the free side of the specimen |
| δ2 | relative temperature difference at both sides of the specimen |
| SAW | submerged arc welding |
| BM | base metal |
| WM | welded metal |
| PHWT | post-weld heat treatment |
| HAZ | heat-affected zone |
| YS | yield strength |
| UTS | ultimate tensile strength |
References
- Pyttel, B.; Schwerdt, D.; Berger, C. Very high cycle fatigue—Is there a fatigue limit? Int. J. Fatigue 2011, 33, 49–58. [Google Scholar] [CrossRef]
- Stanzl-Tschegg, S. Very high cycle fatigue measuring techniques. Int. J. Fatigue 2014, 60, 2–17. [Google Scholar] [CrossRef]
- You, X.; Liu, Y.; Cui, S.; Wang, R.; Wang, Q. Low Cycle Fatigue Behaviors of Q345B Steel and Welded Joint. J. Sichuan Univ. 2015, 47, 112–117. [Google Scholar]
- Liu, W.C.; Dong, J.; Zhang, P.; Zhai, C.Q.; Ding, W.J. Influence of shot peening on high cycle fatigue properties of ZK60 magnesium alloy. Chin. J. Nonferrous Met. 2009, 19, 1733–1740. [Google Scholar]
- Zuo, J.H.; Wang, Z.G.; Han, E.H. Effect of microstructure on ultra-high cycle fatigue behavior of Ti-6Al-4V. Mater. Sci. Eng. A 2008, 473, 147–152. [Google Scholar] [CrossRef]
- Zhao, X.; Ru, D.; Wang, P.; Gan, L.; Wu, H.; Zhong, Z. Fatigue life prediction of a supercritical steam turbine rotor based on neural networks. Eng. Fail. Anal. 2021, 127, 105435. [Google Scholar]
- Liu, F.; Chen, Y.; He, C.; Li, L.; Liu, Y. Tensile and very high cycle fatigue behaviors of a compressor blade titanium alloy at room and high temperatures. Mater. Sci. Eng. A 2021, 811, 141049. [Google Scholar] [CrossRef]
- Liu, C.; Zhao, M.C.; Zhao, Y.C.; Zhang, L.; Yin, D.F.; Tian, Y.; Shan, Y.Y.; Yang, K.; Atrens, A. Ultra-high cycle fatigue behavior of a novel 1.9 GPa grade super-high-strength maraging stainless steel. Mater. Sci. Eng. A 2019, 755, 50–56. [Google Scholar] [CrossRef]
- Sun, C.; Lei, Z.; Hong, Y. Effects of stress ratio on crack growth rate and fatigue strength for high cycle and very-high-cycle fatigue of metallic materials. Mech. Mater. 2014, 69, 227–236. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.B.; Yang, Z.G.; Li, Y.D.; Chen, S.M.; Li, S.X.; Hui, W.J.; Weng, Y.Q. Dependence of fatigue strength on inclusion size for high-strength steels in very high cycle fatigue regime. Mater. Sci. Eng. A 2009, 517, 180–184. [Google Scholar] [CrossRef]
- Jarv, A.; Gmda, B.; Masm, C. Ultrasonic Fatigue Endurance of the Maraging 300 Steel. Procedia Struct. Integr. 2021, 33, 658–664. [Google Scholar]
- Almaraz, G.; Tapia, M.G.; Dominguez, A. Ultrasonic Fatigue Tests on the Inconel Alloy 718. Procedia Struct. Integr. 2020, 26, 20–27. [Google Scholar] [CrossRef]
- Shi, Q.; Hsiel, S.A.; Jones, J.W.; Allison, J.E. Effects of alloying and processing on ultrasonic fatigue behavior in binary Ti-Al alloys. Mater. Sci. Eng. 2019, 756, 564–577. [Google Scholar] [CrossRef]
- Mayer, H. Recent developments in ultrasonic fatigue. Fatigue Fract. Eng. Mater. Struct. 2016, 39, 3–29. [Google Scholar] [CrossRef]
- Furuya, Y.; Torizuka, S.; Takeuchi, E.; Bacher-Hoechst, M.; Kuntz, M. Ultrasonic fatigue testing on notched and smooth specimens of ultrafine-grained steel. Mater. Des. 2012, 37, 515–520. [Google Scholar] [CrossRef]
- Wagner, V.; Starke, P.; Kerscher, E.; Eifler, D. Cyclic deformation behaviour of railway wheel steels in the very high cycle fatigue (VHCF) regime. Int. J. Fatigue 2011, 33, 69–74. [Google Scholar] [CrossRef]
- Zhu, M.L.; Liu, L.L.; Xuan, F.Z. Effect of frequency on very high cycle fatigue behavior of a low strength Cr–Ni–Mo–V steel welded joint. Int. J. Fatigue 2015, 77, 166–173. [Google Scholar] [CrossRef]
- Zhang, J.; Song, Q.; Ning, Z.; Lu, L.; Zhang, M.; Cui, G. Very high cycle fatigue property of high-strength austempered ductile iron at conventional and ultrasonic frequency loading. Int. J. Fatigue 2015, 70, 235–240. [Google Scholar] [CrossRef]
- Zhao, A.; Xie, J.; Sun, C.; Lei, Z.; Hong, Y. Effects of strength level and loading frequency on very-high-cycle fatigue behavior for a bearing steel. Int. J. Fatigue 2012, 38, 46–56. [Google Scholar] [CrossRef] [Green Version]
- Ranc, N.; Favier, V.; Munier, B.; Vales, F.; Thoquenne, G.; Lefebvre, F. Thermal Response of C45 Steel in High and Very High Cycle Fatigue. Procedia Eng. 2015, 133, 265–271. [Google Scholar] [CrossRef] [Green Version]
- Krewerth, D.; Lippmann, T.; Weidner, A.; Biermann, H. Application of full-surface view in situ thermography measurements during ultrasonic fatigue of cast steel G42CrMo4. Int. J. Fatigue 2015, 80, 459–467. [Google Scholar] [CrossRef]
- Huang, Z.Y.; Liu, H.Q.; Wang, C.; Wang, Q.Y. Fatigue life dispersion and thermal dissipation investigations for titanium alloy TC17 in very high cycle regime. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1285–1293. [Google Scholar] [CrossRef]
- Nassiraei, H.; Rezadoost, P. Stress concentration factors in tubular T/Y-joints strengthened with FRP subjected to compressive load in offshore structures. Int. J. Fatigue 2020, 140, 105719. [Google Scholar] [CrossRef]
- Nassiraei, H. Static strength of tubular T/Y-joints reinforced with collar plates at fire induced elevated temperature. Mar. Struct. 2019, 67, 102635. [Google Scholar] [CrossRef]
- Lu, F.; Liu, X.; Wang, P.; Wu, Q.; Cui, H.; Huo, X. Microstructural characterization and wide temperature range mechanical properties of NiCrMoV steel welded joint with heavy section. J. Mater. Res. 2015, 30, 2108–2116. [Google Scholar] [CrossRef]
- Guo, S.-J.; Wang, R.-Z.; Chen, H.; Xuan, F.-Z. A comparative study on the cyclic plasticity and fatigue failure behavior of different subzones in CrNiMoV steel welded joint. Int. J. Mech. Sci. 2019, 150, 66–78. [Google Scholar] [CrossRef] [Green Version]
- Zhu, M.L.; Xuan, F.Z. Effect of microstructure on strain hardening and strength distributions along a Cr–Ni–Mo–V steel welded joint. Mater. Des. 2015, 65, 707–715. [Google Scholar] [CrossRef]
- Zhu, G.; Wu, Y.C.; Zhu, M.L.; Xuan, F.Z. Towards a general damage law for interior micro-defect induced fatigue cracking in martensitic steels. Int. J. Fatigue 2021, 153, 106501. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Mo | Ni | C | Mn | Si |
|---|---|---|---|---|---|
| 0.69 | 0.71 | 2.62 | 0.20 | 1.63 | 0.35 |
| C | Si | Mn | P | S | Ni | Cr | Mo | V | Cu |
|---|---|---|---|---|---|---|---|---|---|
| 0.18–0.27 | 0.12 | 0.12–0.28 | 0.015 | 0.015 | 2.05–2.35 | 2.15–2.45 | 0.62–0.82 | 0.12 | 0.17 |
| Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Modulus of Elasticity (GPa) | Elongation (%) | Reduction of Area (%) |
|---|---|---|---|---|
| 634 | 722 | 193 | 13.2 | 78.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, J.-T.; Chen, R.; Zhu, G.; Wang, C.; Zhu, M.-L.; Xuan, F.-Z. Heat Dissipation Behavior of a Low-Strength-Steel Welded Joint in Ultrasonic Fatigue. Metals 2022, 12, 1857. https://doi.org/10.3390/met12111857
Hu J-T, Chen R, Zhu G, Wang C, Zhu M-L, Xuan F-Z. Heat Dissipation Behavior of a Low-Strength-Steel Welded Joint in Ultrasonic Fatigue. Metals. 2022; 12(11):1857. https://doi.org/10.3390/met12111857
Chicago/Turabian StyleHu, Jiang-Tao, Rong Chen, Gang Zhu, Chong Wang, Ming-Liang Zhu, and Fu-Zhen Xuan. 2022. "Heat Dissipation Behavior of a Low-Strength-Steel Welded Joint in Ultrasonic Fatigue" Metals 12, no. 11: 1857. https://doi.org/10.3390/met12111857