
High-Temperature Oxidation of CrN/ZrN Multilayer Coatings

 , , , , , , and
, , , , , , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Mass Change of Coatings after Oxidation
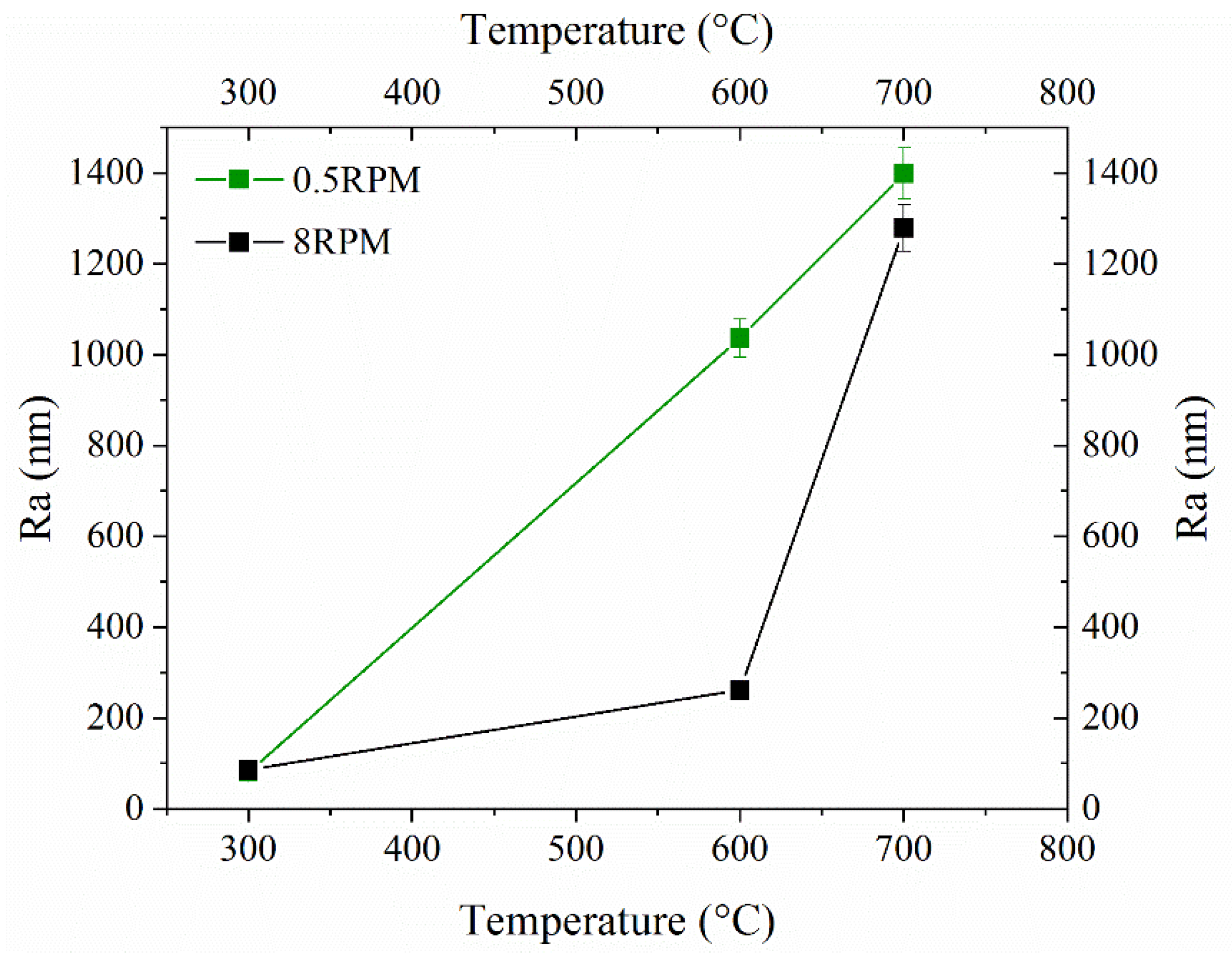
3.2. Surface Roughness of Coatings after Oxidation
3.3. Oxidized Surface Morphology
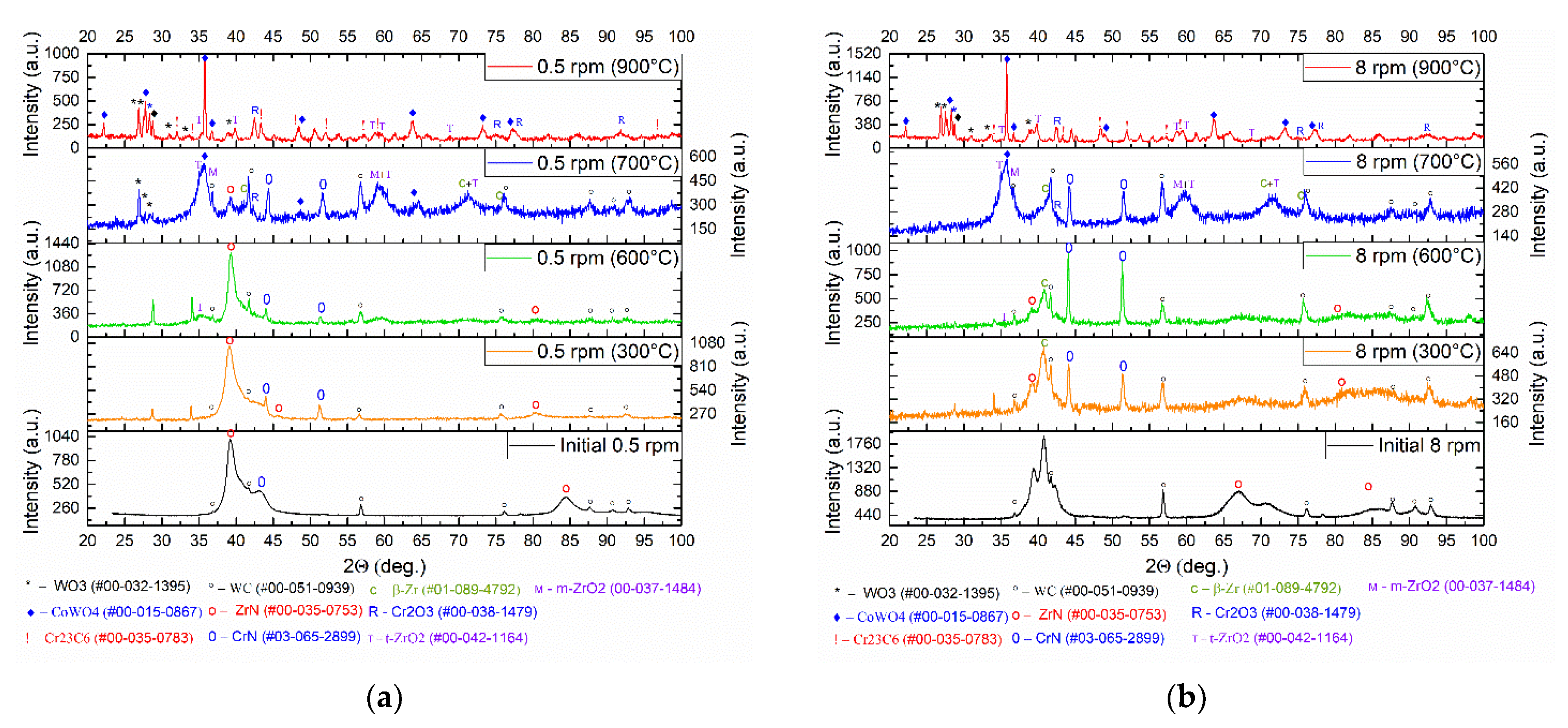
3.4. Phase Identification Using Synchrotrone XRD
4. Discussion
5. Conclusions
- -
- Oxidization at 300 °C resulted in formation of isolated oxide blisters oxides on both types of coatings characterized by minor mass gains irrespective of the constituting layer thicknesses. Starting from 700 °C there was sharp growth of the sample masses with intense deterioration of the oxidized surfaces.
- -
- The oxidation resistance of multilayer coatings depends on the number of constituent alternating CrN/ZrN layers which serve as barriers against oxygen diffusion inside the coating. From this point of view, the multilayer coating deposited using the fast sample rotation at 8 RPM proved to be more effective protection against oxidization at all temperatures used.
- -
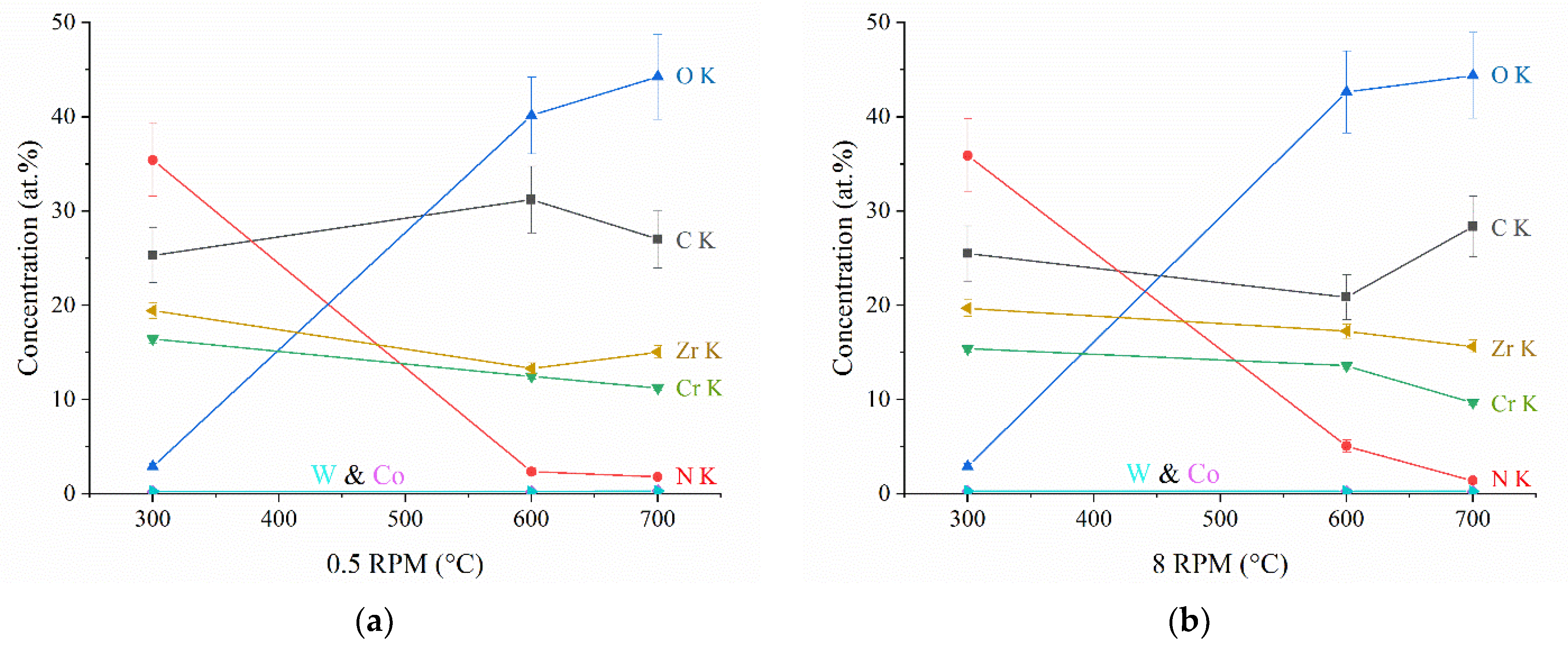
- High-temperature experiments showed that WC-Co substrate is subjected to oxidization by oxygen diffusion through the deteriorated coating with formation of tungsten trioxide and cobalt tungstate. The volatile product of WC oxidation is CO which may reduce the Cr2O3 to Cr and even form M23C6 carbides.
- -
- Temperature-induced transformation m-ZrO2 → t-ZrO2 was observed at 600 °C on the 0.5 RPM coating with thick layers while 8 RPM thin layered coating contained only the monoclinic m-ZrO2. Such a difference may be explained by stabilization of the t-ZrO2 by oxygen vacancies created in m-ZrO2 by interaction with CO.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, J.; Hao, Z.; Cui, Z.; Ma, D.; Lu, J.; Cui, Y.; Li, C.; Liu, W.; Xie, S.; Hu, P.; et al. Oxidation behavior, thermal stability, and the coating/substrate interface evolution of CrN-coated Zircaloy under high-temperature steam. Corros. Sci. 2021, 185, 109416. [Google Scholar] [CrossRef]
- Manaud, J.P.; Poulon, A.; Gomez, S.; Petitcorps, Y. Le A comparative study of CrN, ZrN, NbN and TaN layers as cobalt diffusion barriers for CVD diamond deposition on WC–Co tools. Surf. Coatings Technol. 2007, 202, 222–231. [Google Scholar] [CrossRef]
- Lee, D.B.; Lee, Y.C.; Kwon, S.C. High temperature oxidation of TiCrN coatings deposited on a steel substrate by ion plating. Surf. Coatings Technol. 2001, 141, 232–239. [Google Scholar] [CrossRef]
- Sidelev, D.V.; Syrtanov, M.S.; Ruchkin, S.E.; Pirozhkov, A.V.; Kashkarov, E.B. Protection of Zr Alloy under High-Temperature Air Oxidation: A Multilayer Coating Approach. Coatings 2021, 11, 227. [Google Scholar] [CrossRef]
- Gérard, B. Application of thermal spraying in the automobile industry. Surf. Coatings Technol. 2006, 201, 2028–2031. [Google Scholar] [CrossRef]
- Xia, F.; Xu, H.; Liu, C.; Wang, J.; Ding, J.; Ma, C. Microstructures of Ni–AlN composite coatings prepared by pulse electrodeposition technology. Appl. Surf. Sci. 2013, 271, 7–11. [Google Scholar] [CrossRef]
- Krysina, O.V.; Ivanov, Y.F.; Koval, N.N.; Prokopenko, N.A.; Shugurov, V.V.; Petrikova, E.A.; Tolkachev, O.S. Composition, structure and properties of Mo-N coatings formed by the method of vacuum-arc plasma-assisted deposition. Surf. Coatings Technol. 2021, 416, 127153. [Google Scholar] [CrossRef]
- Li, Z.; Liu, C.; Chen, Q.; Yang, J.; Liu, J.; Yang, H.; Zhang, W.; Zhang, R.; He, L.; Long, J.; et al. Microstructure, high-temperature corrosion and steam oxidation properties of Cr/CrN multilayer coatings prepared by magnetron sputtering. Corros. Sci. 2021, 191, 109755. [Google Scholar] [CrossRef]
- Khamseh, S.; Araghi, H. A study of the oxidation behavior of CrN and CrZrN ceramic thin films prepared in a magnetron sputtering system. Ceram. Int. 2016, 42, 9988–9994. [Google Scholar] [CrossRef] [Green Version]
- Spitz, S.; Stueber, M.; Leiste, H.; Ulrich, S.; Seifert, H.J. Phase formation and microstructure evolution of reactively r.f. magnetron sputtered Cr–Zr oxynitride thin films. Surf. Coatings Technol. 2013, 237, 149–157. [Google Scholar] [CrossRef]
- Landälv, L.; Lu, J.; Spitz, S.; Leiste, H.; Ulrich, S.; Johansson-Jõesaar, M.P.; Ahlgren, M.; Göthelid, E.; Alling, B.; Hultman, L.; et al. Structural evolution in reactive RF magnetron sputtered (Cr,Zr)2O3 coatings during annealing. Acta Mater. 2017, 131, 543–552. [Google Scholar] [CrossRef] [Green Version]
- Mohammadtaheri, M.; Li, Y.; Corona-Gomez, J.; Yang, Q. An investigation on synthesis and characterization of superhard Cr-Zr-O coatings. Surf. Coatings Technol. 2019, 375, 694–700. [Google Scholar] [CrossRef]
- Kohno, T.; Tanaka, K.; Usui, H.; Lori, O.; Gonen, S.; Elbaz, L.; Shugurov, V.V.; Koval, N.N.; Krysina, O.V.; Prokopenko, N.A. QUINTA equipment for ion-plasma modification of materials and products surface and vacuum arc plasma-assisted deposition of coatings. J. Phys. Conf. Ser. 2019, 1393, 012131. [Google Scholar] [CrossRef]
- Vorontsov, A.V.; Filippov, A.V.; Shamarin, N.N.; Moskvichev, E.N.; Novitskaya, O.S.; Knyazhev, E.O.; Denisova, Y.A.; Leonov, A.A.; Denisov, V. V Microstructure and residual stresses of ZrN/CrN multilayer coatings produced by the plasma-assisted vacuum-arc method. Met. Work. Mater. Sci. 2022, 24, 76–89. [Google Scholar] [CrossRef]
- Qi, Z.B.; Wu, Z.T.; Liang, H.F.; Zhang, D.F.; Wang, J.H.; Wang, Z.C. In situ and ex situ studies of microstructure evolution during high-temperature oxidation of ZrN hard coating. Scr. Mater. 2015, 97, 9–12. [Google Scholar] [CrossRef]
- Harrison, R.W.; Lee, W.E. Mechanism and Kinetics of Oxidation of ZrN Ceramics. J. Am. Ceram. Soc. 2015, 98, 2205–2213. [Google Scholar] [CrossRef] [Green Version]
- Pilloud, D.; Pierson, J.F.; De Lucas, M.C.M.; Alnot, M. Stabilisation of tetragonal zirconia in oxidised Zr-Si-N nanocomposite coatings. Appl. Surf. Sci. 2004, 229, 132–139. [Google Scholar] [CrossRef]
- Oettel, H.; Wiedemann, R. Residual stresses in PVD hard coatings. Surf. Coatings Technol. 1995, 76–77, 265–273. [Google Scholar] [CrossRef]
- David, J.; Trolliard, G.; Gendre, M.; Maître, A. TEM study of the reaction mechanisms involved in the carbothermal reduction of zirconia. J. Eur. Ceram. Soc. 2013, 33, 165–179. [Google Scholar] [CrossRef]
- Reddy, G.L.N.; Ramana, J.V.; Kumar, S.; Kumar, S.V.; Raju, V.S. Investigations on the oxidation of zirconium nitride films in air by nuclear reaction analysis and backscattering spectrometry. Appl. Surf. Sci. 2007, 253, 7230–7237. [Google Scholar] [CrossRef]
- Milošev, I.; Strehblow, H.H.; Navinšek, B. Comparison of TiN, ZrN and CrN hard nitride coatings: Electrochemical and thermal oxidation. Thin Solid Film. 1997, 303, 246–254. [Google Scholar] [CrossRef]
- Panjan, P.; Navinšek, B.; Cvelbar, A.; Zalar, A.; Milošev, I. Oxidation of TiN, ZrN, TiZrN, CrN, TiCrN and TiN/CrN multilayer hard coatings reactively sputtered at low temperature. Thin Solid Film. 1996, 281–282, 298–301. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vorontsov, A.; Filippov, A.; Shamarin, N.; Moskvichev, E.; Novitskaya, O.; Knyazhev, E.; Denisova, Y.; Leonov, A.; Denisov, V.; Tarasov, S. High-Temperature Oxidation of CrN/ZrN Multilayer Coatings. Metals 2022, 12, 1746. https://doi.org/10.3390/met12101746
Vorontsov A, Filippov A, Shamarin N, Moskvichev E, Novitskaya O, Knyazhev E, Denisova Y, Leonov A, Denisov V, Tarasov S. High-Temperature Oxidation of CrN/ZrN Multilayer Coatings. Metals. 2022; 12(10):1746. https://doi.org/10.3390/met12101746
Chicago/Turabian StyleVorontsov, Andrey, Andrey Filippov, Nickolay Shamarin, Evgeny Moskvichev, Olga Novitskaya, Evgenii Knyazhev, Yuliya Denisova, Andrei Leonov, Vladimir Denisov, and Sergei Tarasov. 2022. "High-Temperature Oxidation of CrN/ZrN Multilayer Coatings" Metals 12, no. 10: 1746. https://doi.org/10.3390/met12101746