
Investigation of the Effect of Copper Addition on Physical and Mechanical Properties of TiNi-Cu Porous Alloy
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Macrostructure of the Pore Space
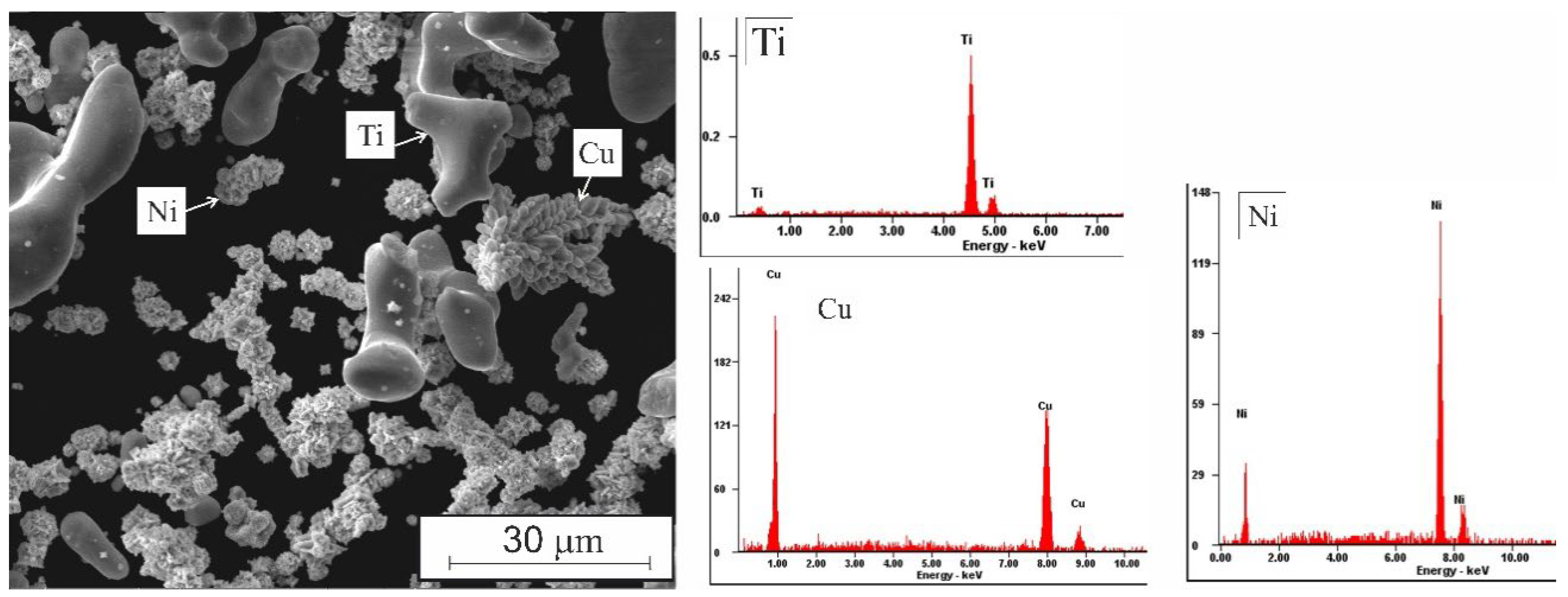
3.2. Phase Composition of the TiNi Alloys with Various Additions of Cu
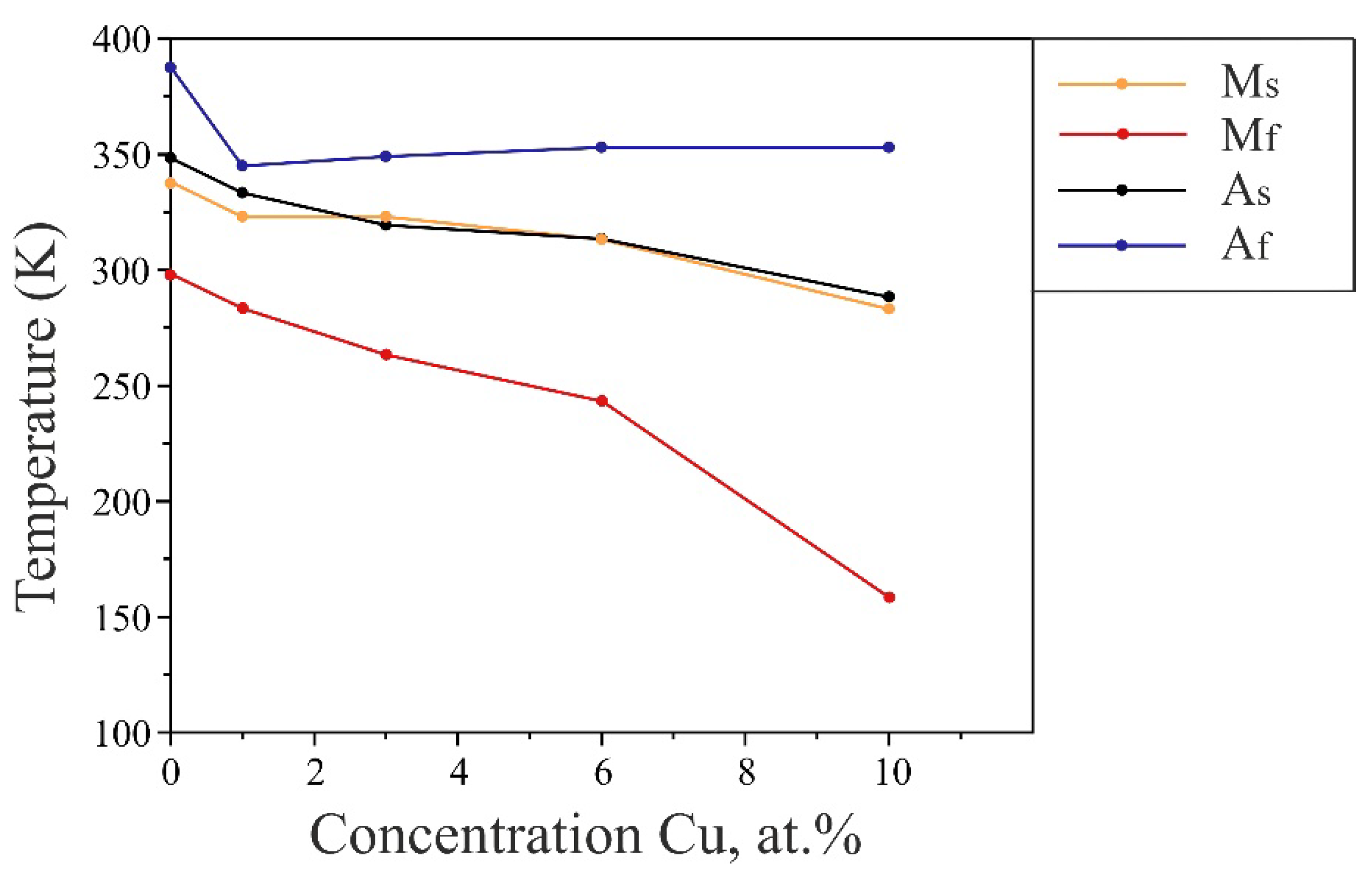
3.3. Temperature Dependence of Electrical Resistivity R(T) and Critical Martensitic Transformation Stresses τ(T)
3.4. Deformation Dependence σ(ε)
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gunther, V.E.; Khodorenko, V.N.; Chekalkin, T.L. Medical Materials with Shape Memory. In Medical Materials and Shape Memory Implants, 1st ed.; NPP «MIC»: Tomsk, Russia, 2011; p. 534. (In Russian) [Google Scholar]
- Resnina, N.; Belayev, S.; Voronkov, A. Influence of chemical composition and pre-heating temperature on the structure and martensitic transformation in porous TiNi-based shape memory alloys, produced by self-propagating high-temperature synthesis. Intermetallics 2013, 32, 81–89. [Google Scholar] [CrossRef]
- Marchenko, E.S.; Yasenchuk, F.; Gyunter, S.V.; Baigonakova, G.A.; Gunther, V.; Chekalkin, T.; Weiss, S.; Obrosov, A.; Dubovikov, K. Structural-phase surface composition of porous TiNi produced by SHS. Mater. Res. Express 2019, 6, 1165–1175. [Google Scholar] [CrossRef]
- Kokorev, O.V.; Khodorenko, V.N.; Baigonakova, G.A.; Marchenko, E.S.; Yasenchuk, Y.F.; Gunther, V.É.; Anikeev, S.G.; Barashkova, G.A. Metal-Glass-Ceramic Phases on the Surface of Porous TiNi-Based SHS-Material for Carriers of Cells. Russ. Phys. J. 2019, 61, 1734–1738. [Google Scholar] [CrossRef]
- Yadav, S.; Ganswar, S. An overview on recent progresses and future perspective of biomaterials. Mater. Sci. Eng. 2018, 404, 012013. [Google Scholar] [CrossRef]
- Guo, Z.; Xie, H.; Dai, F.; Qiang, H.; Rong, L.; Chen, P.; Huang, F. Compressive behavior of 64% porosity NiTi alloy: An experimental study. Mater. Sci. Eng. A 2009, 515, 117–130. [Google Scholar] [CrossRef]
- Bansiddhi, A.; Sargeant, T.D.; Stupp, S.I.; Dunand, D.C. Porous NiTi for bone implants: A review. Acta Biomater. 2008, 4, 773–782. [Google Scholar] [CrossRef] [Green Version]
- Elahinia, M.H.; Hashemi, M.; Tabesh, M.; Bhaduri, S.B. Manufacturing and Processing of NiTi Implants: A Review. Prog. Mater. Sci. 2012, 57, 911–946. [Google Scholar] [CrossRef]
- Black, J.; Hastings, G. Handbook of Biomaterial Properties; Springer: Boston, MA, USA, 1998; p. 590. [Google Scholar]
- Ayers, R.; Burkes, D.; Gottoli, G.; Yi, H.C.; Moore, J.J. The Application of Self-Propagating High-Temperature Synthesis of Engineered Porous Composite Biomedical Materials. Mater. Manuf. Process. 2007, 22, 481–488. [Google Scholar] [CrossRef]
- Deng, C.; Jiang, M.; Wang, D.; Yang, Y.; Trofimov, V.; Hu, L.; Han, C. Microstructure and Superior Corrosion Resistance of an In-Situ Synthesized NiTi-Based Intermetallic Coating via Laser Melting Deposition. Nanomaterials 2022, 12, 705. [Google Scholar] [CrossRef]
- Zhoua, N.; Shen, C.; Wagner, M.F.-X.; Eggelerd, G.; Mills, M.J.; Wanga, Y. Effect of Ni4Ti3 precipitation on martensitic transformation in Ti–Ni. Acta Mater. 2010, 58, 6685–6694. [Google Scholar] [CrossRef]
- Li, P. Microstructure and mechanical properties of as-cast Ti–Ni–Fe alloys. Mater. Res. Express 2019, 6, 126580. [Google Scholar] [CrossRef]
- Artyukhova, N.V.; Kaftanarova, M.I.; Anikeev, S.G.; Khodorenko, V.N.; Garin, A.S.; Monogenov, A.N.; Gunther, V.E. The Influence of Activating Co and Ni Additions on the Mechanisms of Reaction and Diffusion Interaction During Sintering of PV-N55T45 TiNi-Based Powders. Russ. Phys. J. 2019, 62, 527–533. [Google Scholar] [CrossRef]
- Liu, F.; Ding, Z.; Li, Y.; Xu, H. Phase transformation behaviors and mechanical properties of TiNiMo shape memory alloys. Intermetallics 2005, 13, 357–360. [Google Scholar] [CrossRef]
- Jhou, W.T.; Wang, C.; Ii, S.; Chiang, H.-S.; Hsueh, C.-H. TiNiCuAg shape memory alloy films for biomedical applications. J. Alloys Compd. 2018, 738, 336–344. [Google Scholar] [CrossRef]
- Zamponi, C.; Wuttig, M.; Quandt, E. Ni–Ti–Ag shape memory thin films. Scr. Mater. 2007, 56, 1075–1077. [Google Scholar] [CrossRef]
- Oh, K.-T.; Joo, U.-H.; Park, G.-H.; Hwang, C.-J.; Kim, K.-N. Effect of Silver Addition on the Properties of Nickel–Titanium Alloys for Dental Application. J. Biomed. Mater. Res. 2006, 76B, 306–314. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Zhang, B.B.; Wang, B.L.; Wang, Y.B.; Li, L.; Yang, Q.B.; Cui, L.S. Introduction of antibacterial function into biomedical TiNi shape memory alloy by the addition of element Ag. Acta Biomater. 2011, 7, 2758–2767. [Google Scholar] [CrossRef]
- Meng, X.L.; Cai, W.; Fu, Y.D.; Li, Q.F.; Zhang, J.X.; Zhao, L.C. Shape-memory behaviors in an aged Ni-rich TiNiHf high temperature shape-memory alloy. Intermetallics 2008, 16, 698–705. [Google Scholar] [CrossRef]
- Rusinov, P.O.; Blednova, Z.M.; Borovets, O.I. Structure and functional properties of TiNiZr surface layers obtained by high-velocity oxygen fuel spraying. J. Phys. Conf. Ser. 2017, 857, 012035. [Google Scholar] [CrossRef] [Green Version]
- Sergienko, K.V.; Morozova, Y.A.; Tsareva, A.M. Conducting heat treatment of the TiNiTa alloy and studying the mechanical properties depending on the heat treatment. J. Phys. Conf. Ser. 2019, 1431, 012004. [Google Scholar] [CrossRef]
- Kockar, B. Shape Memory Behavior of Ultrafine Grained NiTi and TiNiPd Shape Memory Alloys. Ph.D. Thesis, Texas A&M University, College Station, TX, USA, 2007. [Google Scholar]
- He, X.M.; Rong, L.J.; Yan, D.S.; Li, Y.Y. TiNiNb wide hysteresis shape memory alloy with low niobium content. Mater. Sci. Eng. A 2004, 371, 193–197. [Google Scholar] [CrossRef]
- Otsuka, K.; Ren, X. Physical Metallurgy of Ti-Ni-based Shape Memory Alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Belyaev, S.; Resnina, N.; Slesarenko, V. Mechanical and functional properties of amorphous-crystalline thin ribbons of Ti50Ni25Cu25 and Ti40.7Hf9.5Ni44.8Cu5 shape memory alloys. Smart Mater. Struct. 2011, 20, 082003. [Google Scholar] [CrossRef]
- Miller, D.A.; Lagoudas, D.C. Thermomechanical Characterization of NiTiCu and NiTi SMA Actuators: Influence of Plastic Strains. Smart Mater. Struct. 2000, 9, 640–652. [Google Scholar] [CrossRef]
- Zain, N.M.; Stapley, A.G.; Shama, G. Green synthesis of silver and copper nanoparticles using ascorbic acid and chitosan for antimicrobial applications. Carbohydr. Polym. 2014, 112, 195–202. [Google Scholar] [CrossRef] [Green Version]
- Goryczka, T.; Van Humbeeck, J. Characterization of a NiTiCu shape memory alloy produced by powder technology. J. Achiev. Mater. Manuf. Eng. 2006, 17, 65–68. [Google Scholar]
- Wan, Y.Z.; Raman, S.; He, F.; Huang, Y. Surface modification of medical metals by ion implantation of silver and copper. Vacuum 2007, 81, 1114–1118. [Google Scholar] [CrossRef]
- Khodorenko, V.N.; Kaftaranova, M.I.; Gunther, V.E. The effect of copper doping on martensite shear stress in porous TiNi(Mo,Fe,Cu) alloys. Tech. Phys. Lett. 2015, 41, 294–297. [Google Scholar] [CrossRef]
- Jiang, H.J.; Ke, C.B.; Cao, S.S.; Xiao, M.; Zhang, X.P. Phase transformation and damping behavior of lightweight porous TiNiCu alloys fabricated by powder metallurgy process. Trans. Nonferrous Met. Soc. China 2013, 23, 2029–2036. [Google Scholar] [CrossRef]
- Atiyah, A.A.; Ali, A.R.K.A.; Dawood, N.M. Characterization of NiTi and NiTiCu Porous Shape Memory Alloys Prepared by Powder Metallurgy (Part I). Arab. J. Sci. Eng. 2015, 40, 901–913. [Google Scholar] [CrossRef]
- Sharma, N.; Singh, G.; Hegab, H.; Mia, M.; Batra, N.K. Tribo-corrosion characterization of NiTiCu alloy for bio-implant applications. Mater. Res. Express 2019, 6, 096526. [Google Scholar] [CrossRef]
- Li, H.F.; Qiu, K.J.; Zhou, F.Y.; Li, L.; Zheng, Y.F. Design and development of novel antibacterial Ti-Ni-Cu shape memory alloys for biomedical application. Sci. Rep. 2016, 6, 37475. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abbas, D.F.; Resan, K.K.; Takhakh, A.M. Microstructure, mechanical and corrosion properties of the 50%Ni-47%Ti-3%Cu shape memory alloy. IOP Conf. Ser. Mater. Sci. Eng. 2020, 671, 012142. [Google Scholar] [CrossRef]
- Nam, T.H.; Saburi, T.; Shimizu, K. Cu-content dependence of shape memory characteristics in Ti-Ni-Cu alloys. Mater. Trans. JIM 1990, 31, 959–967. [Google Scholar] [CrossRef]
- Ashby, M.F. Materials Selection in Mechanical Design, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2011; p. 513. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Composition in at.% | |||
|---|---|---|---|---|
| Matrix | Dendrite Body | Interdendritic Layer | ||
| TiNi | Ti | 49.6 ± 0.9 | - | - |
| Ni | 51.4 ± 0.9 | - | - | |
| Cu | - | - | - | |
| TiNiCu1 | Ti | 49.7 ± 0.6 | 49.9 ± 0.6 | 63.9 ± 0.6 |
| Ni | 48.4 ± 0.6 | 48.7 ± 0.6 | 34.5 ± 0.6 | |
| Cu | 1.9 ± 0.6 | 1.4 ± 0.6 | 1.6 ± 0.6 | |
| TiNiCu3 | Ti | 48.7 ± 0.6 | 49.1 ± 0.6 | 59.9 ± 0.6 |
| Ni | 49.4 ± 0.6 | 47.6 ± 0.6 | 37.8 ± 0.6 | |
| Cu | 1.9 ± 0.6 | 3.3 ± 0.6 | 2.3 ± 0.6 | |
| TiNiCu6 | Ti | 48.5 ± 0.8 | 49.6 ± 0.8 | 63.2 ± 0.8 |
| Ni | 49.0 ± 0.8 | 45.4 ± 0.8 | 31.3 ± 0.8 | |
| Cu | 2.5 ± 0.8 | 5.0 ± 0.8 | 5.5 ± 0.8 | |
| TiNiCu10 | Ti | 48.3 ± 0.7 | 49.0 ± 0.7 | 64.6 ± 0.7 |
| Ni | 49.2 ± 0.7 | 43.1 ± 0.7 | 30.5 ± 0.7 | |
| Cu | 2.5 ± 0.7 | 7.9 ± 0.7 | 4.9 ± 0.7 | |
| Alloy | Temperature, K | ||||
|---|---|---|---|---|---|
| Ms | Mf | As | Af | ∆T | |
| TiNi | 338 | 298 | 348 | 388 | 25 |
| TiNiCu1 | 323 | 283 | 333 | 345 | 36 |
| TiNiCu3 | 323 | 263 | 319 | 349 | 41 |
| TiNiCu6 | 313 | 243 | 313 | 353 | 55 |
| TiNiCu10 | 283 | 158 | 288 | 353 | 100 |
| Alloy | Temperature, K | ||
|---|---|---|---|
| TiNi | 37 | 44 | 7 |
| TiNiCu1 | 29 | 35 | 6 |
| TiNiCu3 | 28 | 45 | 17 |
| TiNiCu6 | 27 | 47 | 20 |
| TiNiCu10 | 17 | 45 | 28 |
| Temperature, K | 77 | 299 | 423 | |||
|---|---|---|---|---|---|---|
| TiNi | 48 | 5.5 | 53 | 5.5 | 52 | 3.2 |
| TiNiCu1 | 33 | 5.3 | 39 | 5.5 | 42 | 3.1 |
| TiNiCu3 | 58 | 5.3 | 52 | 5 | 65 | 3.7 |
| TiNiCu6 | 45 | 3.5 | 44 | 4.1 | 52 | 2.4 |
| TiNiCu10 | 49 | 2.6 | 49 | 4 | 44 | 1.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaftaranova, M.; Hodorenko, V.; Anikeev, S.; Artyukhova, N.; Shabalina, A.V.; Gunther, V. Investigation of the Effect of Copper Addition on Physical and Mechanical Properties of TiNi-Cu Porous Alloy. Metals 2022, 12, 1696. https://doi.org/10.3390/met12101696
Kaftaranova M, Hodorenko V, Anikeev S, Artyukhova N, Shabalina AV, Gunther V. Investigation of the Effect of Copper Addition on Physical and Mechanical Properties of TiNi-Cu Porous Alloy. Metals. 2022; 12(10):1696. https://doi.org/10.3390/met12101696
Chicago/Turabian StyleKaftaranova, Maria, Valentina Hodorenko, Sergey Anikeev, Nadezhda Artyukhova, Anastasiia V. Shabalina, and Victor Gunther. 2022. "Investigation of the Effect of Copper Addition on Physical and Mechanical Properties of TiNi-Cu Porous Alloy" Metals 12, no. 10: 1696. https://doi.org/10.3390/met12101696