

Application of Transformation Treatment to Commercial Low-Grade Electrical Steels under Different Processing Conditions
Abstract
:1. Introduction
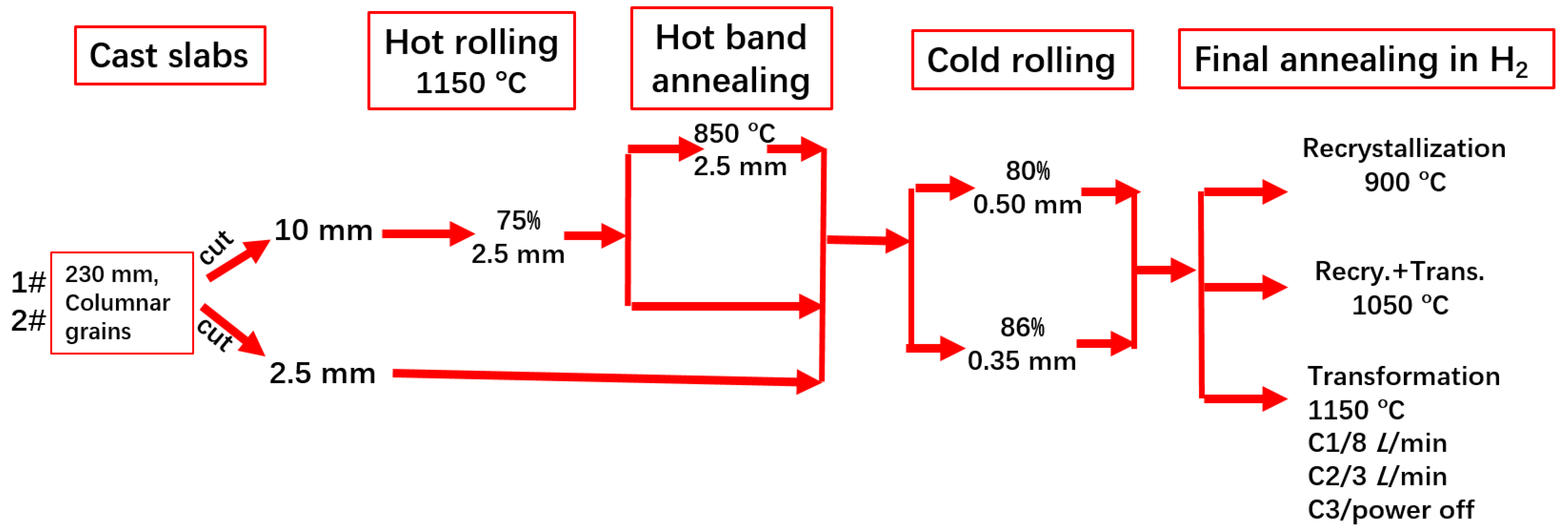
2. Materials and Methods
3. Results
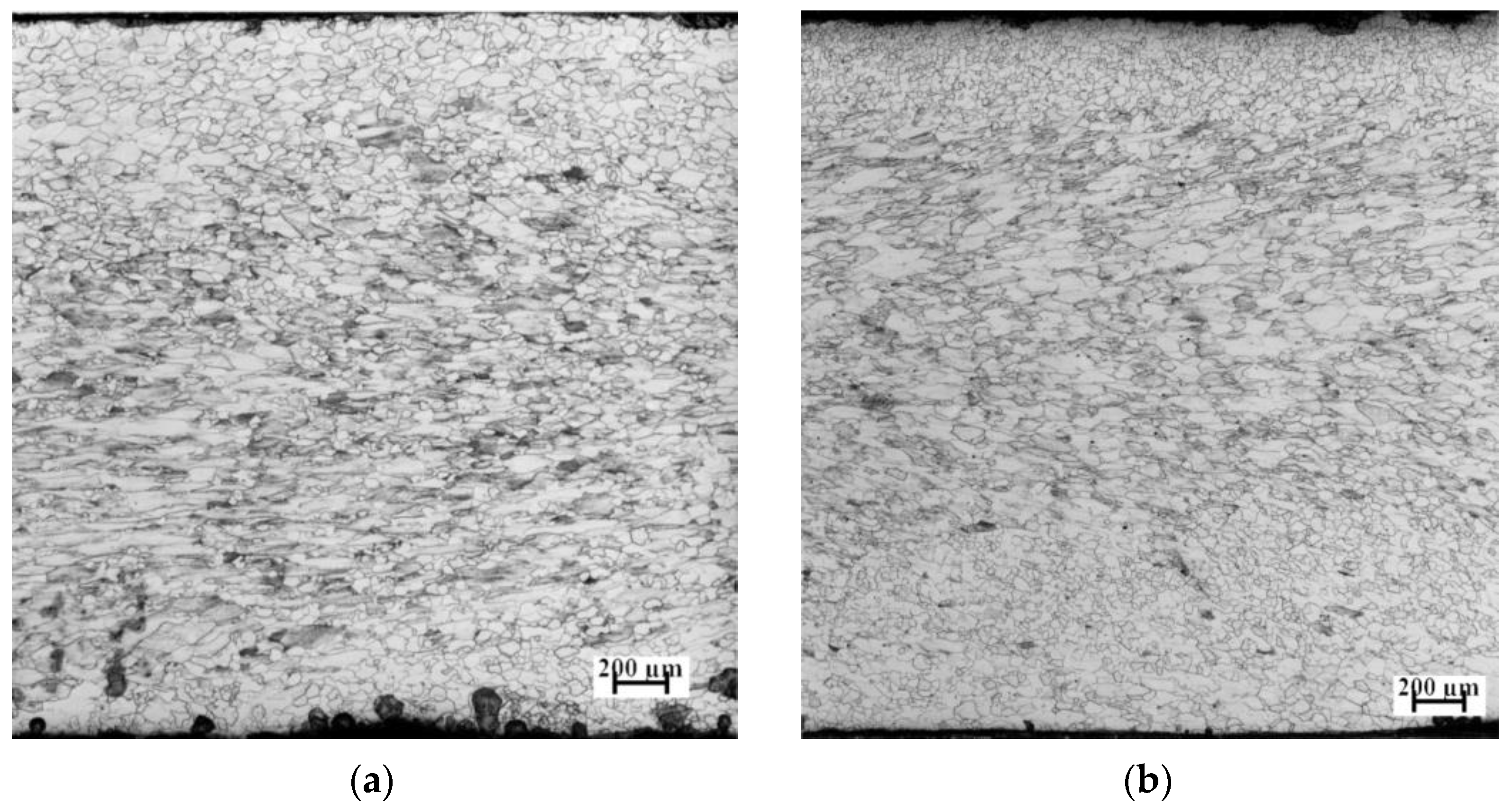
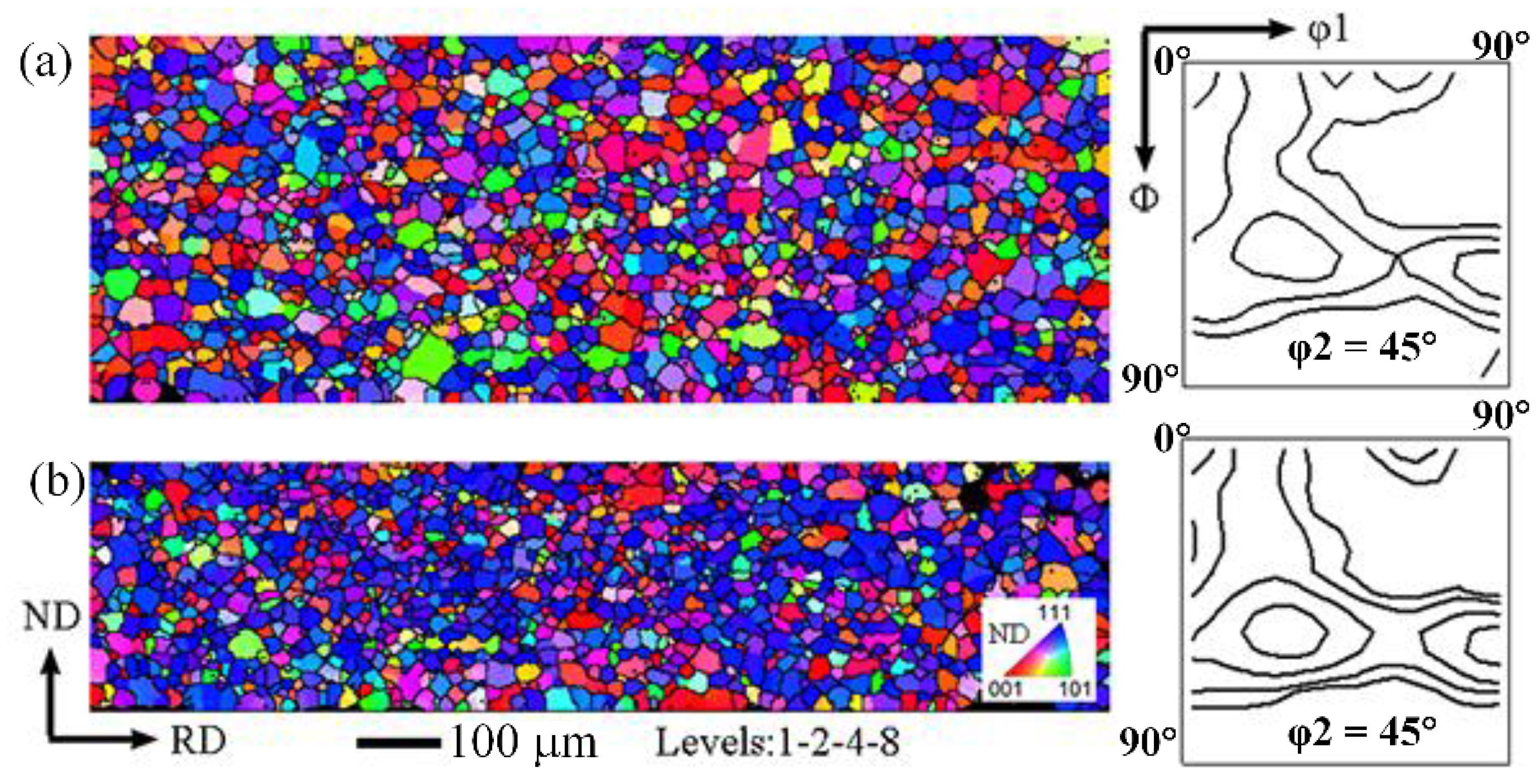
3.1. Initial Cast Slab Structures and Recrystallized Microstructures after Cold Rolling
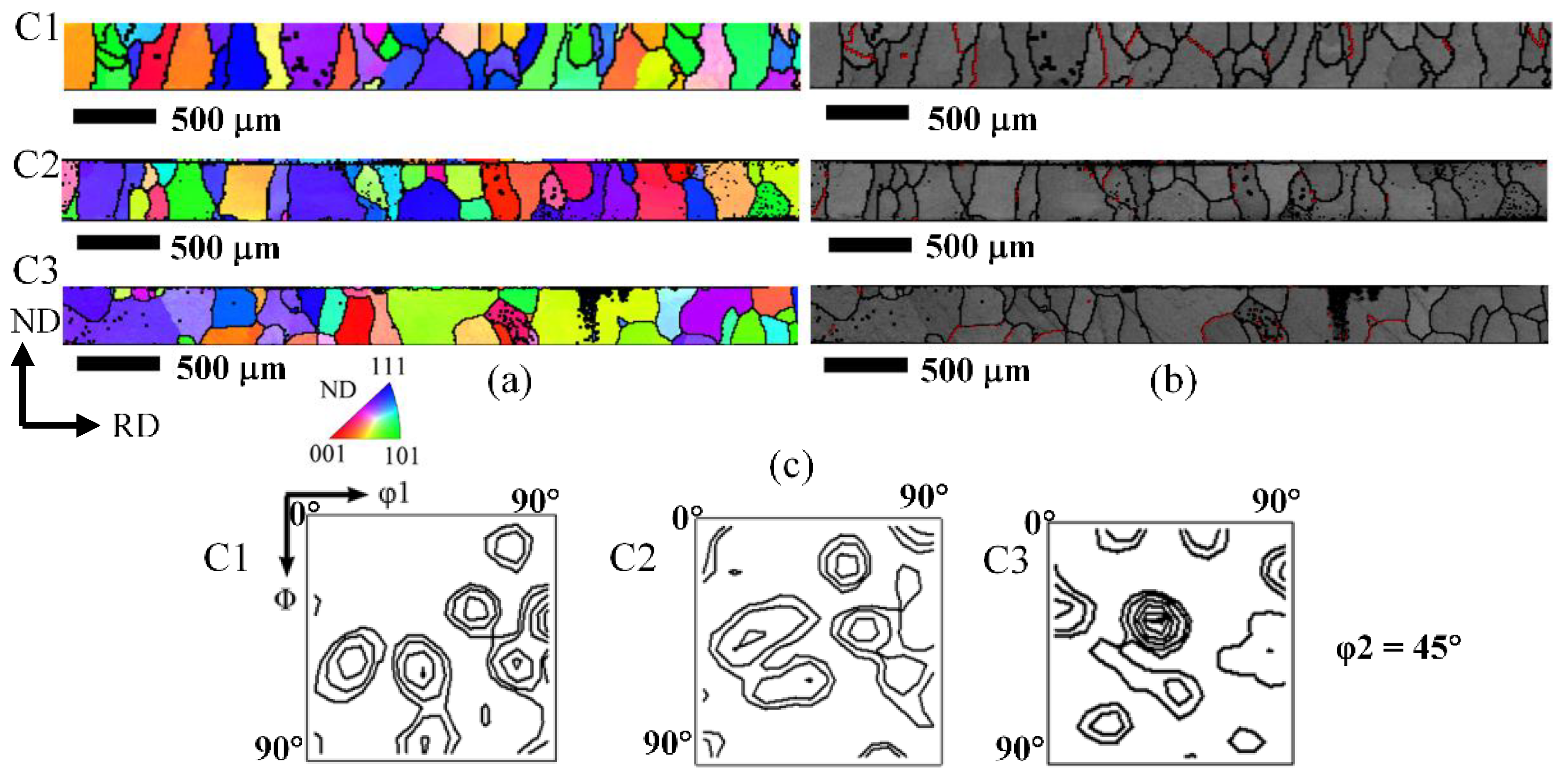
3.2. The Evolution of Microstructure and Texture during Transformation Treatment
3.3. Microstructure and Grain Orientations after Transformation Treatment on Directly Cold Rolled Columnar Grained Samples
3.4. Transformation Microstructure and Grain Orientations Prepared from Hot-Rolled Sheets
4. Discussion
4.1. The Reason Why the Effect of Transformation Treatment on Commercial Electrical Steels Is Less Pronounced Than the Laboratory-Prepared Electrical Steels
4.2. Assessment of the Suitability of Commercial Electrical Steels by Transformation Treatment
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gu, C.; Yang, P.; Mao, W.M. The influence of rolling process on the microstructure, texture and magnetic properties of low grades non-oriented electrical steel after phase transformation annealing. Acta Metall. Sin. 2019, 55, 181–190. [Google Scholar]
- Liu, H.T.; Li, H.L.; Schneider, J.; Liu, Y.; Wang, G.D. Effects of coiling temperature after hot rolling on microstructure, texture, and magnetic properties of non-oriented electrical steel in strip casting processing route. Steel Res. Int. 2016, 87, 1256–1263. [Google Scholar] [CrossRef]
- Wu, S.; Li, H.; Yue, C.X.; Li, H.L. Effect of finishing temperature on magnetic properties of medium and low grade non-oriented silicon steel. Trans. Mater. Heat Treat. 2021, 40, 89–94. [Google Scholar]
- An, L.Z.; Liu, H.T.; Wang, G.D. Effects of hot-rolled coiled temperature on microstructure, texture and magnetic properties of low silicon non-oriented electrical steels. Electr. Steel 2021, 3, 15–21. [Google Scholar]
- An, L.Z.; Wang, Y.P.; Wang, G.D.; Liu, H.T. Fabrication of high-performance low silicon non-oriented electrical steels by a new method: Low-finishing-temperature hot rolling combined with batch annealing. J. Magn. Magn. Mater. 2022, 546, 168907. [Google Scholar] [CrossRef]
- Yashiki, H.; Okamoto, A. Effect of hot-band grain size on magnetic properties of non-oriented electrical steels. IEEE Trans. Magn. 1987, 23, 3086–3088. [Google Scholar] [CrossRef]
- Wu, X.L.; Gu, C.; Yang, P.; Gu, X.F.; Pang, S.F. Transformation delay and texture memory effect of columnar grained cast slab in low grades non-oriented electrical steels. ISIJ Int. 2021, 61, 1669–1678. [Google Scholar] [CrossRef]
- Wu, X.L.; Yang, P.; Gu, X.F.; Cui, F.E. Effect of the initial columnar-grained inhomogeneity of electrical steels on the transformation temperature. Steel Res. Int. 2021, 92, 2100388. [Google Scholar] [CrossRef]
- Xie, L.; Yang, P.; Xia, D.S.; Mao, W.M. Microstructure and texture evolution in a non-oriented electrical steel during γ→α transformation under various atmosphere conditions. J. Magn. Magn. Mater. 2015, 374, 655–662. [Google Scholar] [CrossRef]
- Xie, L.; Yang, P.; Zhang, N.; Mao, W.M. Texture optimization for intermediate Si-containing non-oriented electrical steel. J. Mater. Eng. Perform. 2014, 23, 3849–3858. [Google Scholar] [CrossRef]
- Yang, P.; Xia, D.S.; Wang, J.H.; Mao, W.M. Influence of processing parameters on microstructures, textures and magnetic properties in a Fe-0.43Si-0.5Mn electrical steel subjected to phase transformation treatment. In Proceedings of the 11th annual Chinese Iron and Steel Congress, Beijing, China, 14 May 2017; pp. 6–12. [Google Scholar]
- Yang, P.; Zhang, L.W.; Wang, J.H.; Mao, W.M. Improvement of texture and magnetic properties by surface effect induced transformation in non-oriented Fe-0.82Si-1.37Mn steel sheets. Steel Res. Int. 2018, 89, 1800045. [Google Scholar] [CrossRef]
- Sung, J.K.; Lee, D.N.; Wang, D.H.; Koo, Y.M. Efficient generation of cube-on-face crystallographic texture in iron and its alloys. ISIJ Int. 2011, 51, 284. [Google Scholar] [CrossRef]
- Sung, J.K.; Koo, Y.M. Magnetic properties of Fe and Fe-Si alloys with {100} texture. J. Appl. Phys. 2013, 113, 17A338-1. [Google Scholar] [CrossRef] [Green Version]
- Sung, J.K.; Lee, D.N. Evolution of crystallographic texture in pure iron and commercial steels by γ to α transformation. Mater. Sci. Forum. 2012, 706–709, 2657–2662. [Google Scholar]
- Xie, L.; He, M.T.; Sun, L.Y.; Wang, J.T.; Lu, Y.L.; Yao, C.F. Columnar grain growth in non-oriented electrical steels via plastic deformation of an initial columnar-grained solidification microstructure. Mater. Lett. 2020, 258, 126797. [Google Scholar] [CrossRef]
- Xie, L.; Liu, S.J.; He, M.T.; Wang, J.T.; Wang, J.; Lu, Y.L.; Xu, W.T.; Yao, C.F. Growth and strain behavior of columnar grains in Fe-0.5%Mn alloy by hot-rolling. J. Alloys Compd. 2021, 877, 160257. [Google Scholar] [CrossRef]
- Yang, P.; Ma, D.D.; Gu, X.F.; Cui, F.E. On the transformation textures influenced by deformation in electrical steels, high manganese steels and pure titanium sheets. Front. Mater. Sci. 2022, 16, 220582. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Si | Mn | P | S | Al | Ac1 | Ac3 | Ar3 | Ar1 |
|---|---|---|---|---|---|---|---|---|---|
| 1# | 1 | 0.25 | 0.0095 | 0.0022 | 0.26 | 1000 | 1075 | 1000 | 960 |
| 2# | 0.72 | 0.21 | 0.082 | 0.0026 | 0.0004 | 970 | 1025 | 940 | 920 |
| Routine | Heating Temperature | H2 Flow Rate | Cooling Rate |
|---|---|---|---|
| C1 | 1150 °C + 5 min | 8 L/min | 5 °C/min |
| C2 | 1150 °C + 5 min | 3 L/min | 5 °C/min |
| C3 | 1150 °C + 5 min | 8 L/min | ~25 °C/min by Power off |
| No. | Composition (wt%) | Max Si% in Austenite | Mini Si% When Austenite Disappear | A1–A3 (°C) | Degree of Superheating (T-A3) (°C) |
|---|---|---|---|---|---|
| [9,11] | Fe-Si-0.5Mn | 2.2 (1185 °C) | 2.65 (1170 °C) | 855–890 (0%Si)/875–920 (0.45%Si) | 110/80 |
| [12] | Fe-Si-1.37Mn | 3.0 (1200 °C) | 3.77 (1185 °C) | 820–900 (0.82%Si) | 100 |
| 1# | 0.0020C-0.0095P-0.25Mn-0.26Al | 1.37 (1170 °C) | 1.8 (1165 °C) | 970–1050 (1%Si) | 100 |
| 2# | 0.0020C-0.082P-0.21Mn-0.0004Al | 1.5 (1170 °C) | 2.06 (1150 °C) | 925–995 (0.72%Si) | 155/55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, P.; Ma, D.; Wang, J.; Pang, S.; Gu, X. Application of Transformation Treatment to Commercial Low-Grade Electrical Steels under Different Processing Conditions. Metals 2022, 12, 1628. https://doi.org/10.3390/met12101628
Yang P, Ma D, Wang J, Pang S, Gu X. Application of Transformation Treatment to Commercial Low-Grade Electrical Steels under Different Processing Conditions. Metals. 2022; 12(10):1628. https://doi.org/10.3390/met12101628
Chicago/Turabian StyleYang, Ping, Dandan Ma, Jinhua Wang, Shufang Pang, and Xinfu Gu. 2022. "Application of Transformation Treatment to Commercial Low-Grade Electrical Steels under Different Processing Conditions" Metals 12, no. 10: 1628. https://doi.org/10.3390/met12101628