1. Introduction
High-strength low-alloyed (HSLA) steels have been used in a wide range of applications [
1,
2,
3,
4]. The mechanical properties of HSLA steels can be enhanced by precipitation strengthening and grain refinement through the addition of micro-alloying elements and the use of appropriate processes. Therefore, high strength can be achieved while maintaining toughness, weldability, and formability [
2,
5,
6,
7,
8,
9,
10,
11]. Common micro-alloying elements include niobium, titanium, and vanadium, which can form small carbide precipitates with carbon and nitrogen. In addition to precipitation strengthening, precipitates occurring at defects such as dislocations or grain boundaries are presumed to have a significant effect on delaying recrystallization and impeding grain growth [
12,
13,
14,
15,
16,
17].
In the machinery and automotive industries, carburizing technology is widely used on gears, bearings, and other workpieces after machining. The surfaces are hardened by carburizing but the softer structure inside the steel is retained, thereby maintaining toughness, and also improving the wear resistance and fatigue strength [
18,
19,
20]. The carburizing process requires high temperature treatment and increasing the temperature can effectively reduce the carburizing time and improve the efficiency of the process. However, the degree of grain growth is significant at high temperatures [
21,
22,
23], and coarse grains may degrade the fatigue and impact properties of steels. It is worth noting that excessively coarse grains will cause anisotropic properties, affecting the accuracy of workpieces. To improve performance, it is necessary to develop a method that can suppress austenite grain coarsening at high temperatures. It is clear that precipitates can pin the grain boundaries of austenite [
24,
25,
26,
27,
28], and the favorable factors that can prevent abnormal grain coarsening are illustrated as follows. When the volume fraction of precipitates is large and the precipitate’s size is small, the precipitates have a better pinning effect on grain boundaries [
29]. Second-phase ultra-fine particles, such as aluminum nitride or niobium, titanium, and vanadium carbon–nitrogen compounds, can be used to prevent grain boundary movement due to their pinning force on the grain boundary [
18,
23,
30,
31,
32,
33,
34]. Modeling is an important auxiliary tool to support the analysis of carbonitride precipitation processes in HSLA steels. Some models of thermodynamics and kinetics of precipitation in micro-alloyed steels have been reported [
35,
36]. The key to the pinning force of the second phase particles is whether they are sufficiently small and well dispersed in the matrix. It is critical to establish a proper precipitation process to achieve these characteristics. As a result, when the steel is re-austenitized for high-temperature carburization, the existing precipitates in the matrix will hinder the movement of austenite grain boundaries and prevent abnormal grain coarsening. In view of the above, careful consideration should be given to the composition of the steel and the thermomechanical treatment, both of which are relevant to the control of carbide precipitation.
The thermo-mechanical controlled process (TMCP) is an advanced process for producing micro-alloyed steel plates. The plastic deformation of steel at high temperatures introduces a large number of defects and induces the early precipitation of particles at high-energy defect positions, a phenomenon known as strain-induced precipitation. Since the precipitates delay recrystallization, the deformed grains with a high strain energy can be stored at the subsequent phase transformation temperature of the ferrite phase, leading to the grain refinement of the produced ferrite [
14,
15,
37,
38,
39]. Besides the effect of delaying recrystallization at high temperatures, the fine and dispersed precipitates can also be maintained at room temperature to provide precipitation strengthening, which together with the refinement of grains enhances the mechanical properties of steels.
Strain-induced precipitation involves the application of strain to the steel before precipitation, as mentioned in the previous paragraph. The strain introduces a considerable number of defects, and the type of the defect that affects precipitation behavior the most is dislocation. Many investigations have reported that niobium carbides nucleate preferably at dislocations instead of homogeneously throughout the matrix [
40]. B. Dutta et al. [
13,
41,
42] have proposed a model of strain-induced precipitation in which the precipitate characteristics can be properly illustrated as follows. When the steel is subjected to plastic deformation, many dislocations are generated, and the dislocations become entangled with one another, forming many dislocation nodes. Precipitation at dislocation nodes further lowers the energy barrier of precipitation by eliminating dislocation cores; thus, precipitates prefer to form at these high energy locations. Moreover, since precipitates form preferably at dislocation nodes, they are connected to one another by dislocations and dispersed widely. The solute atoms can diffuse faster along dislocations owing to the higher diffusion coefficient than that in bulk, i.e., pipe diffusion; therefore, precipitates will rapidly coarsen through dislocations after strain-induced precipitation. The precipitation reaction can be divided into three stages: nucleation, growth, and coarsening. However, these three evolution stages of strain-induced precipitation cannot be individually distinguished. The growth and coarsening of precipitates can occur simultaneously in strain-induced precipitation.
The present work was an attempt to explore the optimum conditions for Nb-containing steels to avoid abnormal grain coarsening during carbonization. Two different amounts of Nb additions (0.02 and 0.03 wt%) in the Fe-0.19C-0.82Mn-1.16Cr (wt%) base alloy were investigated. Previous works [
38,
43] have examined the effects of adding niobium on strain-induced precipitation and the recrystallization of austenite. One work compared no niobium content to 0.16 wt% niobium content in 0.02C-1.5Mn (wt%) steels [
36], and another varied the carbon/manganese contents, comparing 0.1C-1.4Mn (wt%) steels to 0.04C-1.8Mn (wt%) steels with the same 0.08 wt% niobium content [
43]. However, the influence of the niobium content remains to be further studied. Therefore, the objective of the present work was to study the recrystallization and precipitation conditions of steels to elucidate the influences of different amounts of niobium content.
2. Materials and Methods
Two experimental steels used in this work were fabricated by melting pure metals and alloying elements in appropriate proportions in a vacuum induction furnace. The molten alloyed metal was cast in copper molds and hot-forged to rods of about 32 mm in diameter. Their chemical compositions are listed in
Table 1. Nitrogen content of these two steels were analyzed to be about 0.006 wt%. The stable phases and their detailed compositions at 900 °C in the two steels had been preliminarily studied via their calculation through Thermo-calc. The results show that in austenite, the content (mole fraction) of the N is less than 1/10 of that of the C or Nb content. It is clear that at 900 °C, the equilibrium precipitate phase, NbC, contains a very small level of N in these two steels. The main difference in the compositions of the two steels was the amount of niobium. The one labeled Steel 2N contained 0.02 wt% Nb, and the other, Steel 3N, had 0.03 wt% Nb. The dilatometer specimens were prepared axially from the half-radius regions of the rods, and finally machined into cylindrical specimens with a diameter of 5 mm and a length of 10 mm for heat treatments, which were conducted in a deformation-dilatometer (DIL805A/D, TA instrument, New Castle, DE, USA). Nitrogen content of two steels were analyzed to be about 0.006 wt%. The stable phases and their detailed compositions at 900 °C in the two steels studied had been preliminarily studied via the calculation using Thermo-calc. The results showed that N content (mole fraction) is less than 1/10 of C or Nb contents (mole fractions) in austenite. It is clear that at 900 °C, the equilibrium precipitate phase, NbC, contains a very small level of N in these two steels.
The thermomechanical procedure performed by a deformation-dilatometer involved double compressive deformation processes, as presented in
Figure 1a. In the first process, the specimens were austenitized at 1300 °C for 6 min; each cooled to 900, 925, 950, and 1000 °C; immediately deformed with a strain of 25% at a strain rate of 0.25 s
−1; and then held at that temperature for periods ranging from 1 to 800 s. After the isothermal holding, the second process was subsequently carried out with the same strain (25%) and at the same strain rate (0.25 s
−1) and temperature as the first process.
After double compressive deformations, two corresponding stress–strain curves were obtained from the dilatometry data, as illustrated in
Figure 1b. The offset yield stresses (S
I,2% and S
II,2%) were determined in the first and second curves, respectively, by using a plastic strain of 2%, and
was the maximum stress of the first curve. According to a previous work [
44], the 2% offset method is one of the best methods to describe the static recrystallization kinetics of the Nb-containing steels under investigation, and the softening ratio (X) is determined by using the 2% offset method from these three stresses: X = (
) / (
).
The softening ratio reflects the competition between recrystallization and precipitation at the holding temperature for a holding time. If the steel completely recrystallizes, the second stress–strain curve will be approximately the same as the first one, i.e., the value of SII,2% will be close to that of , and the value of the softening ratio will reach 1. If the steel does not recrystallize, the second stress–strain curve will continuously follow the first stress–strain curve, i.e., the value of will be close to that of , and the softening ratio will reach 0. Since, in this study, the precipitates could delay recrystallization or prevent new grains from growing, the precipitation time could be evaluated by analyzing the evolution of the softening ratio for different holding times at each deformation temperature. After the acquisition of the softening ratio curve and determination of the precipitation time for each holding temperature, the samples treated with the most favorable precipitation temperature for softening resistance were selected for subsequent metallography and transmission electron microscopy (TEM) analyses. Here, the samples used in the analyses were taken from steels treated with the first process, held at that temperature for different periods ranging from 1 to 800 s, and quenched directly to room temperature.
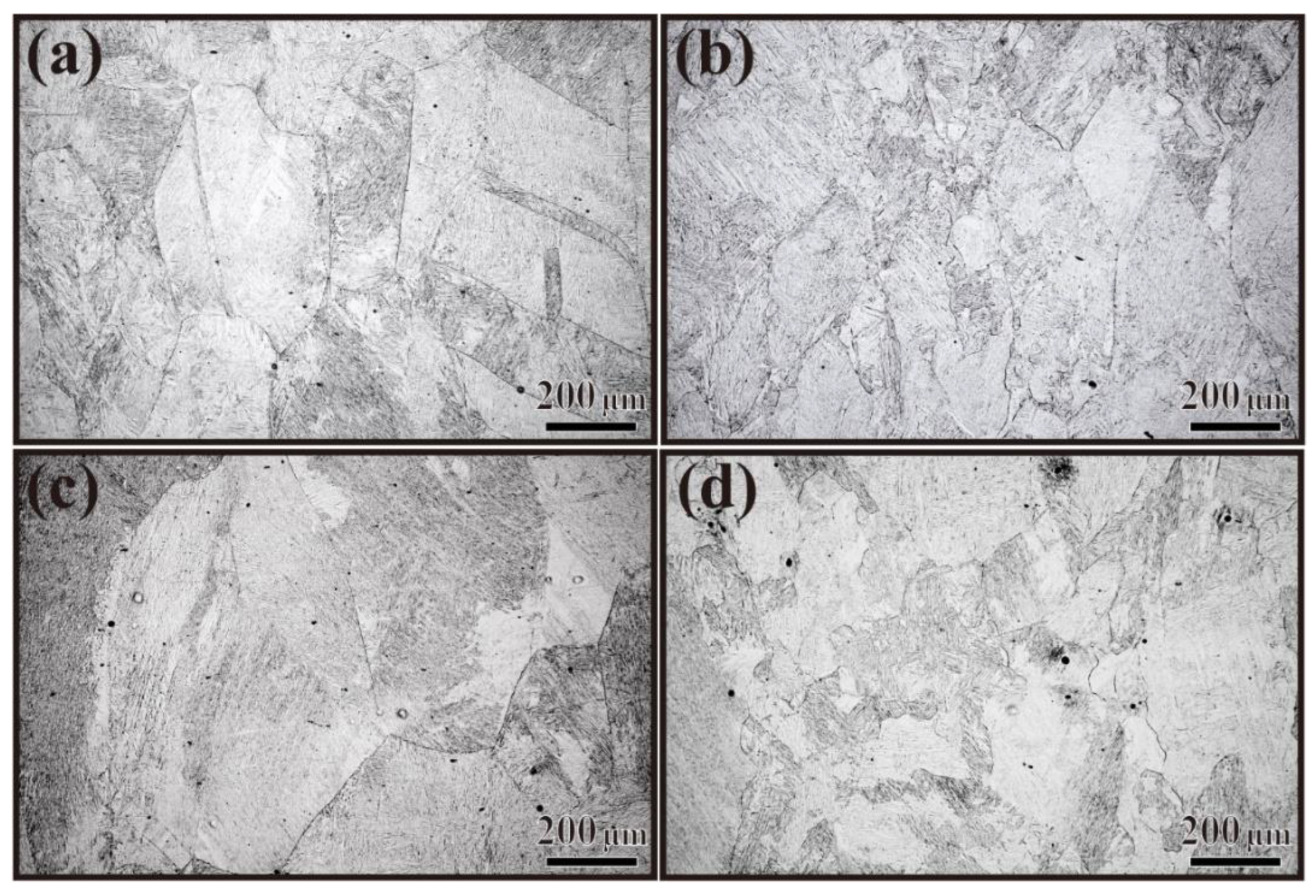
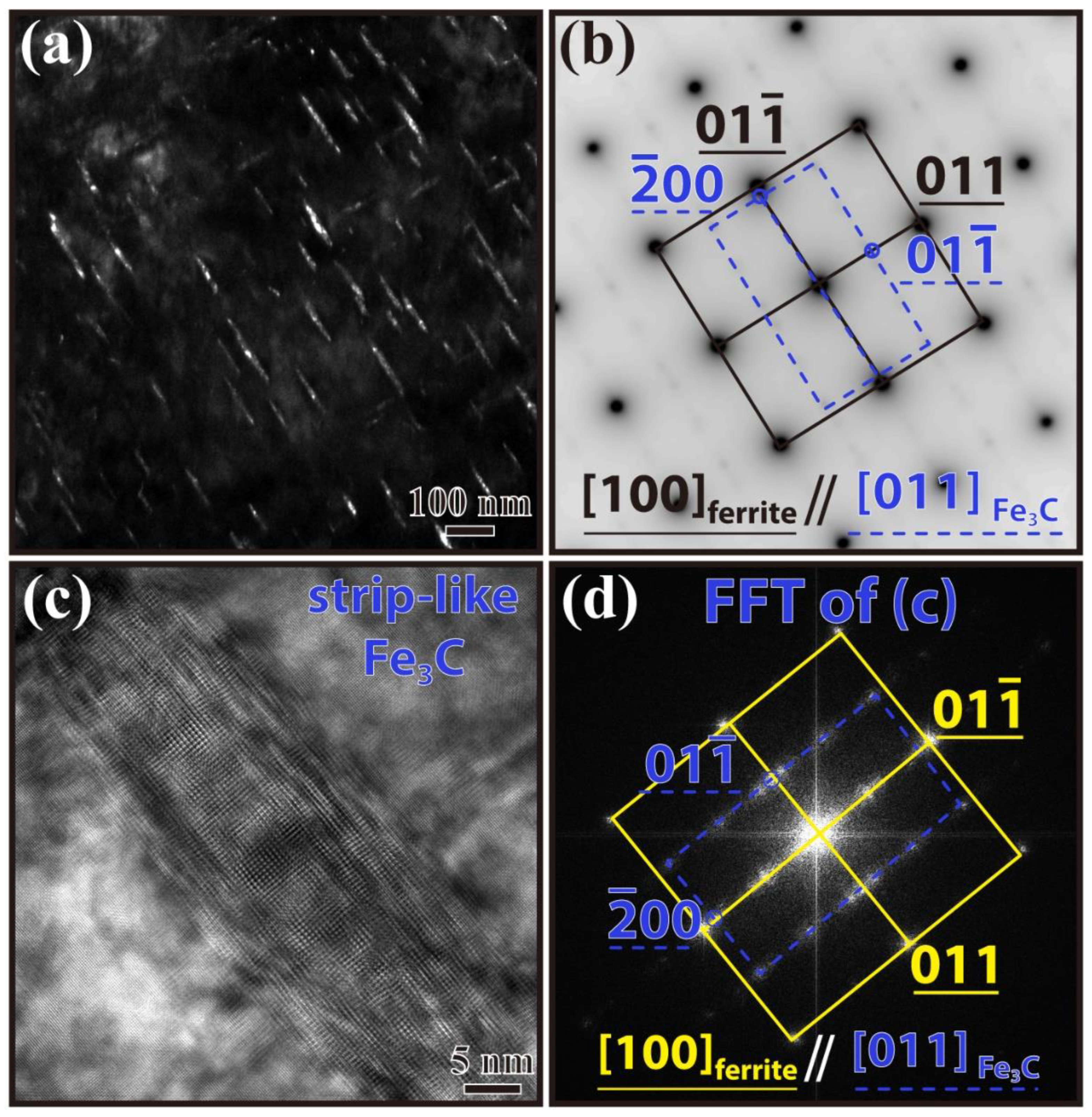
Samples for optical metallography (OM) were prepared from the corresponding dilatometer specimens, and the observation area was at least 1 mm away from the rod surface to exclude the influence of decarbonization. The picric acid powder was dissolved in batches in 70 °C hot water in a beaker container, until some picric acid particles precipitated at the bottom of the beaker, whereby a supersaturated picric acid solution was obtained. The polished OM samples were immersed in the supersaturated picric acid solution at 70 °C for 100 s and then rinsed with clean water. Newly formed grain boundaries and prior austenite grain boundaries were revealed. Samples for TEM were prepared by twin-jet electro-polishing in an electrolyte solution containing 5% perchloric acid, 15% glycerol, and 80% ethanol at −5 °C with a working current of 20 mA. Afterward, the TEM samples were observed with a thermal-emission-gun TEM (FEI Tecnai G2 T20, Thermo Fisher Scientific, Waltham, MA, USA) and a field-emission-gun TEM (FEI Tecnai G2 F20, Thermo Fisher Scientific, Waltham, MA, USA), both operated at 200kV.
Author Contributions
Conceptualization, T.-C.T. and J.-R.Y.; investigation, P.-H.C., C.-Y.T., C.-L.T., H.-R.C., T.-F.C., C.-Y.C. and S.-H.W.; resources, Y.-T.T.; supervision, J.-R.Y.; writing—original draft, T.-C.T.; writing—review and editing, J.-R.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by National Science and Technology Council (Taiwan) under the contract NSTC 110-2221-E-002-039.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors would like to thank China Steel Corporation (Taiwan) for providing the materials.
Conflicts of Interest
The authors declare no conflict of interest. The authors declare that they have no known competing financial interest or personal relationship that could have appeared to influence the work reported in this paper.
References
- Funakawa, Y.; Shiozaki, T.; Tomita, K.; Yamamoto, T.; Maeda, E. Development of High Strength Hot-rolled Sheet Steel Consisting of Ferrite and Nanometer-sized Carbides. ISIJ Int. 2004, 44, 1945–1951. [Google Scholar] [CrossRef]
- Weng, Y. (Ed.) Ultra-Fine Grained Steels; Springer Science & Business Media: New York, NY, USA, 2009. [Google Scholar]
- Jha, G.; Das, S.; Sinha, S.; Lodh, A.; Haldar, A. Design and development of precipitate strengthened advanced high strength steel for automotive application. Mater. Sci. Eng. A 2013, 561, 394–402. [Google Scholar] [CrossRef]
- Garcia, C.I. High strength low alloyed (HSLA) steels. In Automotive Steels; Woodhead Publishing: Duxford, UK, 2017; pp. 145–167. [Google Scholar]
- Luton, M.J.; Dorvel, R.; Petkovic, R.A. Interaction between deformation, recrystallization and precipitation in niobium steels. Met. Mater. Trans. A 1980, 11, 411–420. [Google Scholar] [CrossRef]
- Bakkaloğlu, A. Effect of processing parameters on the microstructure and properties of an Nb microalloyed steel. Mater. Lett. 2002, 56, 200–209. [Google Scholar] [CrossRef]
- Morrison, W.B. Microalloy steels—The beginning. Mater. Sci. Technol. 2009, 25, 1066–1073. [Google Scholar] [CrossRef]
- DeArdo, A.J.; Hua, M.J.; Cho, K.G.; Garcia, C.I. On strength of microalloyed steels: An interpretive review. Mater. Sci. Technol. 2009, 25, 1074–1082. [Google Scholar] [CrossRef]
- Patel, J.; Wilshire, B. The challenge to produce consistent mechanical properties in Nb-HSLA strip steels. J. Mater. Process. Technol. 2002, 120, 316–321. [Google Scholar] [CrossRef]
- Cochrane, R. Phase transformations in microalloyed high strength low alloy (HSLA) steels. In Phase Transformations in Steels; Woodhead Publishing: Duxford, UK, 2012; pp. 153–212. [Google Scholar] [CrossRef]
- Shao, Y.; Liu, C.; Yan, Z.; Li, H.; Liu, Y. Formation mechanism and control methods of acicular ferrite in HSLA steels: A review. J. Mater. Sci. Technol. 2018, 34, 737–744. [Google Scholar] [CrossRef]
- Dutta, B.; Sellars, C.M. Strengthening of austenite by niobium during hot rolling of microalloyed steel. Mater. Sci. Technol. 1986, 2, 146–153. [Google Scholar] [CrossRef]
- Dutta, B.; Palmiere, E.; Sellars, C. Modelling the kinetics of strain induced precipitation in Nb microalloyed steels. Acta Mater. 2001, 49, 785–794. [Google Scholar] [CrossRef]
- Charleux, M.; Poole, W.J.; Militzer, M.; Deschamps, A. Precipitation behavior and its effect on strengthening of an HSLA-Nb/Ti steel. Met. Mater. Trans. A 2001, 32, 1635–1647. [Google Scholar] [CrossRef]
- Hong, S.; Kang, K.; Park, C. Strain-induced precipitation of NbC in Nb and Nb–Ti microalloyed HSLA steels. Scr. Mater. 2002, 46, 163–168. [Google Scholar] [CrossRef]
- Hin, C.; Bréchet, Y.; Maugis, P.; Soisson, F. Kinetics of heterogeneous dislocation precipitation of NbC in alpha-iron. Acta Mater. 2008, 56, 5535–5543. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, H.; Guo, C.; Liu, W.; Yang, Z.; Sun, X.; Zhang, Z.; Jiang, F. Effect of molybdenum addition on the precipitation of carbides in the austenite matrix of titanium micro-alloyed steels. J. Mater. Sci. 2016, 51, 4996–5007. [Google Scholar] [CrossRef]
- Kubota, M.; Ochi, T. Development of anti-coarsening extra-fine steel for carburizing. Nippon Steel Technical Report No. 88. Shinnittetsu Giho 2003, 72–76. [Google Scholar]
- Qiu, Z.-K.; Zhang, P.; Wei, D.-B.; Wei, X.-F.; Chen, X.-H. A study on tribological behavior of double-glow plasma surface alloying W-Mo coating on gear steel. Surf. Coat. Technol. 2015, 278, 92–98. [Google Scholar] [CrossRef]
- Zhang, J.; Li, W.; Wang, H.; Song, Q.; Lu, L.; Wang, W.; Liu, Z. A comparison of the effects of traditional shot peening and micro-shot peening on the scuffing resistance of carburized and quenched gear steel. Wear 2016, 368–369, 253–257. [Google Scholar] [CrossRef]
- AlOgab, K.A.; Matlock, D.K.; Speer, J.G.; Kleebe, H.J. The Effects of Heating Rate on Austenite Grain Growth in a Ti-modified SAE 8620 Steel with Controlled Niobium Additions. ISIJ Int. 2007, 47, 1034–1041. [Google Scholar] [CrossRef]
- Mohrbacher, H. Metallurgical concepts for optimized processing and properties of carburizing steel. Adv. Manuf. 2016, 4, 105–114. [Google Scholar] [CrossRef]
- An, X.; Tian, Y.; Wang, H.; Shen, Y.; Wang, Z. Suppression of Austenite Grain Coarsening by Using Nb–Ti Microalloying in High Temperature Carburizing of a Gear Steel. Adv. Eng. Mater. 2019, 21, 1900132. [Google Scholar] [CrossRef]
- Hillert, M. Inhibition of grain growth by second-phase particles. Acta Met. 1988, 36, 3177–3181. [Google Scholar] [CrossRef]
- Andersen, I.; Grong, Ø. Analytical modelling of grain growth in metals and alloys in the presence of growing and dissolving precipitates—I. Normal grain growth. Acta Metall. Mater. 1995, 43, 2673–2688. [Google Scholar] [CrossRef]
- Manohar, P.A.; Ferry, M.; Chandra, T. Five Decades of the Zener Equation. ISIJ Int. 1998, 38, 913–924. [Google Scholar] [CrossRef]
- Maalekian, M.; Radis, R.; Militzer, M.; Moreau, A.; Poole, W. In situ measurement and modelling of austenite grain growth in a Ti/Nb microalloyed steel. Acta Mater. 2012, 60, 1015–1026. [Google Scholar] [CrossRef]
- Razzak, M.A.; Perez, M.; Sourmail, T.; Cazottes, S.; Frotey, M. Preventing Abnormal Grain Growth of Austenite in Low Alloy Steels. ISIJ Int. 2014, 54, 1927–1934. [Google Scholar] [CrossRef]
- Gladman, T. On the theory of the effect of precipitate particles on grain growth in metals. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1966, 294, 298–309. [Google Scholar] [CrossRef]
- Fernández, J.; Illescas, S.; Guilemany, J. Effect of microalloying elements on the austenitic grain growth in a low carbon HSLA steel. Mater. Lett. 2007, 61, 2389–2392. [Google Scholar] [CrossRef]
- Alogab, K.A.; Matlock, D.K.; Speer, J.G.; Kleebe, H.J. The Influence of Niobium Microalloying on Austenite Grain Coarsening Behavior of Ti-modified SAE 8620 Steel. ISIJ Int. 2007, 47, 307–316. [Google Scholar] [CrossRef]
- Palmiere, E.J.; Garcia, C.I.; De Ardo, A.J. Compositional and microstructural changes which attend reheating and grain coarsening in steels containing niobium. Met. Mater. Trans. A 1994, 25, 277–286. [Google Scholar] [CrossRef]
- Enloe, C.M.; Findley, K.O.; Speer, J.G. Austenite Grain Growth and Precipitate Evolution in a Carburizing Steel with Combined Niobium and Molybdenum Additions. Met. Mater. Trans. A 2015, 46, 5308–5328. [Google Scholar] [CrossRef]
- Saito, G.; Sakaguchi, N.; Ohno, M.; Matsuura, K.; Takeuchi, M.; Sano, T.; Minoguchi, K.; Yamaoka, T. Effects of Fine Precipitates on Austenite Grain Refinement of Micro-alloyed Steel during Cyclic Heat Treatment. ISIJ Int. 2019, 59, 2098–2104. [Google Scholar] [CrossRef]
- Marynowski, P.; Adrian, H.; Głowacki, M. Modeling of the Kinetics of Carbonitride Precipitation Process in High-Strength Low-Alloy Steels Using Cellular Automata Method. J. Mater. Eng. Perform. 2019, 28, 4018–4025. [Google Scholar] [CrossRef]
- Maugis, P.; Gouné, M. Kinetics of vanadium carbonitride precipitation in steel: A computer model. Acta Mater. 2005, 53, 3359–3367. [Google Scholar] [CrossRef]
- Show, B.; Veerababu, R.; Balamuralikrishnan, R.; Malakondaiah, G. Effect of vanadium and titanium modification on the microstructure and mechanical properties of a microalloyed HSLA steel. Mater. Sci. Eng. A 2010, 527, 1595–1604. [Google Scholar] [CrossRef]
- Vervynckt, S.; Verbeken, K.; Thibaux, P.; Houbaert, Y. Recrystallization–precipitation interaction during austenite hot deformation of a Nb microalloyed steel. Mater. Sci. Eng. A 2011, 528, 5519–5528. [Google Scholar] [CrossRef]
- Gong, P.; Palmiere, E.; Rainforth, W. Dissolution and precipitation behaviour in steels microalloyed with niobium during thermomechanical processing. Acta Mater. 2015, 97, 392–403. [Google Scholar] [CrossRef]
- Courtois, E.; Epicier, T.; Scott, C. EELS study of niobium carbo-nitride nano-precipitates in ferrite. Micron 2006, 37, 492–502. [Google Scholar] [CrossRef] [PubMed]
- Dutta, B.; Sellars, C.M. Effect of composition and process variables on Nb (C, N) precipitation in niobium microalloyed austenite. Mater. Sci. Technol. 1987, 3, 197–206. [Google Scholar] [CrossRef]
- Dutta, B.; Valdes, E.; Sellars, C.M. Mechanism and kinetics of strain induced precipitation of Nb (C, N) in austenite. Acta Metall. Mater. 1992, 40, 653–662. [Google Scholar] [CrossRef]
- Karmakar, A.; Biswas, S.; Mukherjee, S.; Chakrabarti, D.; Kumar, V. Effect of composition and thermo-mechanical processing schedule on the microstructure, precipitation and strengthening of Nb-microalloyed steel. Mater. Sci. Eng. A 2017, 690, 158–169. [Google Scholar] [CrossRef]
- Fernández, A.; López, B.; Rodríguez-Ibabe, J. Relationship between the austenite recrystallized fraction and the softening measured from the interrupted torsion test technique. Scr. Mater. 1999, 40, 543–549. [Google Scholar] [CrossRef]
- Miyamoto, G.; Oh, J.C.; Hono, K.; Furuhara, T.; Maki, T. Effect of partitioning of Mn and Si on the growth kinetics of cementite in tempered Fe–0.6 mass% C martensite. Acta Mater. 2007, 55, 5027–5038. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).

 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}