
Hydrogen Absorption during Case Hardening of Steels EN20MnCr5 (SAE5120) and EN18CrNiMo7-6 (SAE4820)

 , , and
, , and
Abstract
:1. Introduction
- HEDE (hydrogen-enhanced decohesion): The interstitially dissolved hydrogen atoms lead into a reduction in the cohesive forces between the iron atoms [4,16,17,18,19]. It is assumed that the hydrogen accumulates in the lattice widened by stresses at some distance from e.g., a crack tip. So far, according to Barnoush, there is no evidence that the necessary enrichment can occur as calculated or predicted in the simulations [4]. However, experiments show a clear influence.
- HELP (hydrogen-enhanced local plasticity): The stress/strain state in the region of the crack tip leads to an energetically favourable arrangement of the lattice defects for hydrogen incorporation, so that it accumulates in these regions [20]. The model assumes that dislocations can move more easily there and thus a locally very limited, increased plasticity occurs, the crack propagation rate increases and a brittle fracture forms as a result [4,5,21].
- fracture surfaces along the grain boundaries,
- pores on the grain boundaries and
- gaping grain boundaries.
2. Experimental Setup
2.1. Materials and Samples
2.2. Heat Treatment
2.3. Hydrogen Analysis
2.3.1. Total Hydrogen Content
2.3.2. Diffusible Hydrogen Content
2.3.3. Residual Hydrogen Content
2.4. Experiments to Determine the Factors Influencing Hydrogen Up-Take
2.4.1. Carburising Conditions
2.4.2. Tempering
2.4.3. Material and Degree of Purity
2.5. Mechanical Properties
3. Presentation and Discussion of the Results
3.1. Carburising Process
3.2. Carburising Atmosphere
3.3. Tempering
3.4. Influence of the Material and the Degree of Purity
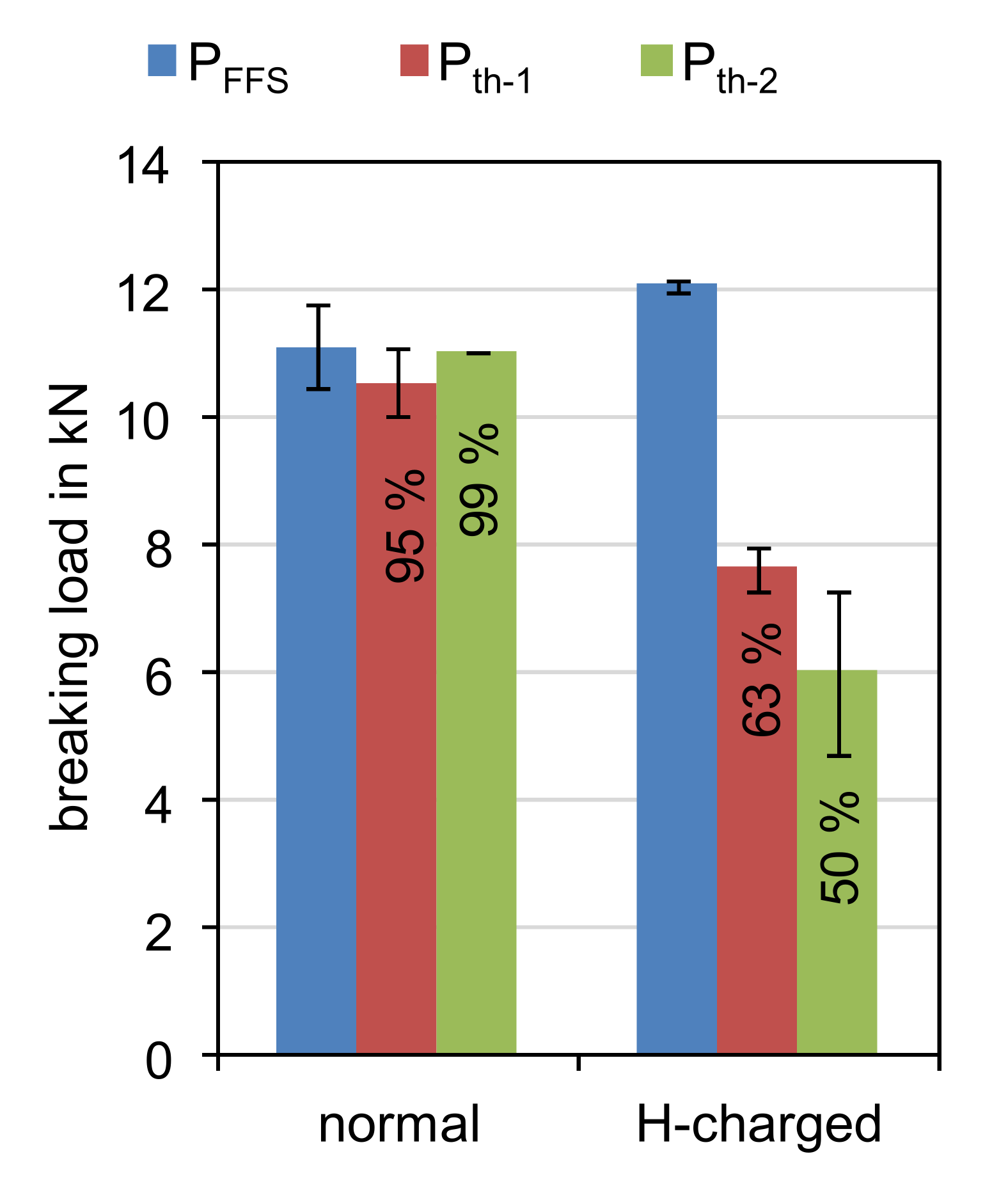
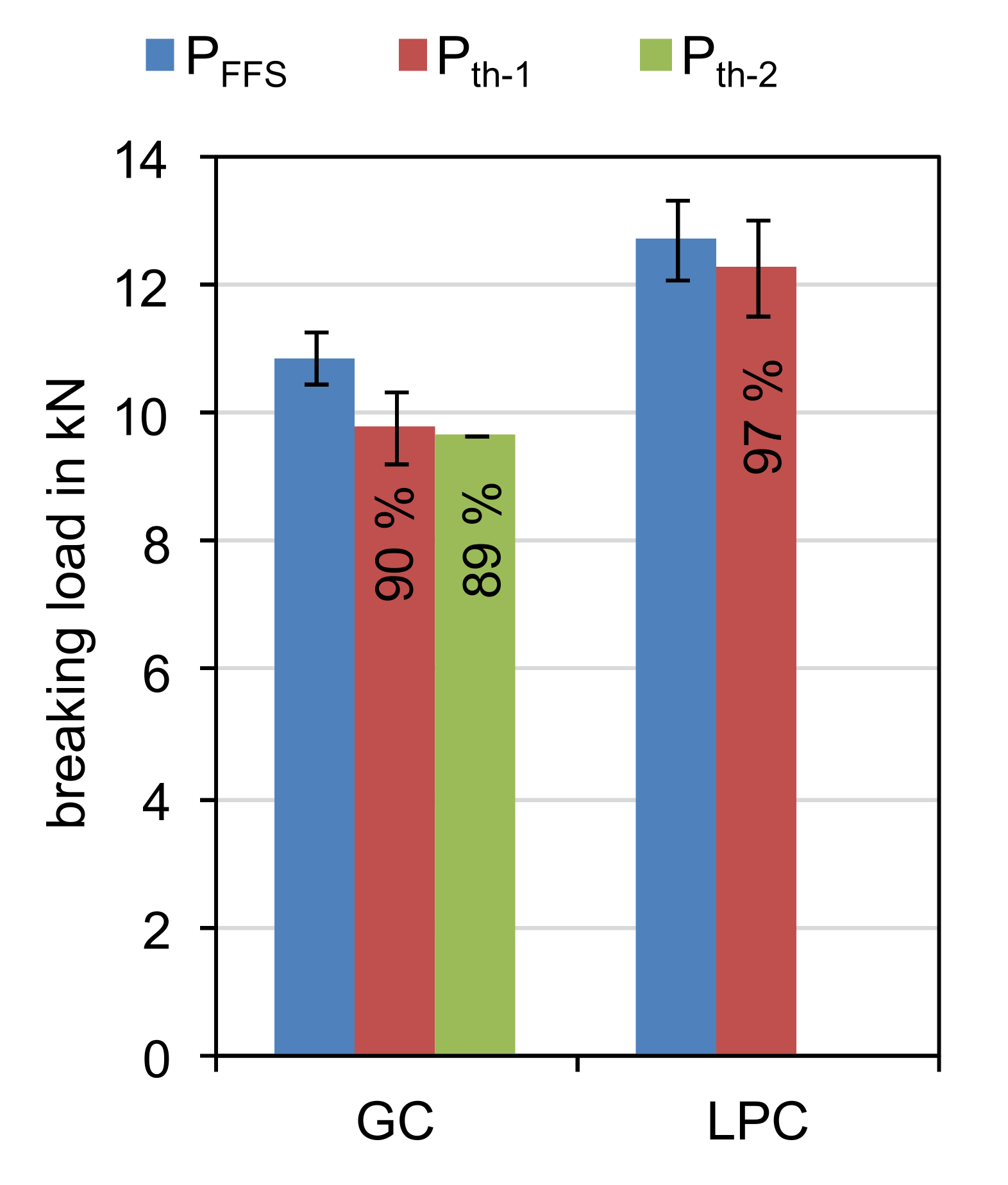
3.5. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Johnson, W.H. On some remarkable change produced in iron and steel by the action of hydrogen and acids. Proc. R. Soc. 1875, 23, 168–179. [Google Scholar] [CrossRef]
- Lange, G. Schäden durch Wasserstoff, Systematische Beurteilung technischer Schadensfälle; WILEY-VCH: Weinheim, Germany, 2001; pp. 255–276. [Google Scholar] [CrossRef]
- Gräfen, H. Korrosion durch metallphysikalische Reaktion. In Korrosion und Korrosionsschutz; WILEY-VCH: Weinheim, Germany, 2001; pp. 470–541. [Google Scholar] [CrossRef]
- Barnoush, A. Hydrogen Embrittlement, Revisited by In Situ Electrochemical Nanoindentation. Ph.D. Thesis, Saarland University, Saarbrücken, Germany, 2007. [Google Scholar] [CrossRef]
- Kühn, S. Einfluss von diffusiblem Wasserstoff auf die mechanischen Eigenschaften von hochfesten Mehrphasenstählen unter Berücksichtigung der Kaltverfestigung. Ph.D. Thesis, TU Bochum, Shaker Verlag, Aachen, Germany, 2011. [Google Scholar]
- Schmidt-Thomas, K.G. Meisel, Mathis: Spannungsrisskorrosion durch Wasserstoff—Literaturrecherche und -Auswertung, FVA T145 und T153, Research Report; FVA Forschungsheft Nr. 88 der Forschungsvereinigung Antriebstechnik e. V.: Frankfurt, Germany, 1980. [Google Scholar]
- Eckstein, H.J. Technologie der Wärmebehandlung von Stahl; Grundstoffindustrie: Leipzig, Germany, 1987. [Google Scholar]
- Streng, H.; Grosch, J.; Razim, C. Wasserstoffaufnahme und -abgabe beim Einsatzhärten. Härt.-Tech. Mitt. 1987, 42, 245–260. [Google Scholar] [CrossRef]
- Hoffmann, F.; Linkewitz, T.; Mayr, P. Wasserstoffaufnahme beim Einsatzhärten. HTM 1999, 53, 10–14. [Google Scholar] [CrossRef]
- Streng, H. Zähigkeitsoptimierung Einsatzgehärteter Gefüge. Ph.D. Thesis, TU Berlin, Berlin, Germany, 1986. [Google Scholar]
- Laumen, C.; Clausen, B.; Hoffmann, F. Hydrogen Pick-Up during Low Pressure Gas Carburizing compared with traditional Gas Carburizing Processes, Heat Treating 2007. In Proceedings of the 24th Conference (ASM International), Detroit, Michigan, MI, USA, 173–19 September 2007; pp. 369–375. [Google Scholar]
- Johnson, H.H.; Morlet, J.G.; Troiano, A.R. Hydrogen, Crack Initiation, and Delayed Failure in Steel; Wright Air Development Center Technical Report 57–262; Wright-Patterson Air Force Base: Dayton, OH, USA, 1957. [Google Scholar]
- Riecke, E. Wasserstoff in Eisen und Stahl. Arch. Für Das Eisenhüttenwesen 1978, 49, 509–520. [Google Scholar] [CrossRef]
- Hieber, H.; Erdmann-Jesnitzer, F. Das Verhalten von kohlenstoffarmem Stahl bei Wasserstoffbeladung und plastischer Verformung. Arch. Für Das Eisenhüttenwesen 1973, 44, 685. [Google Scholar] [CrossRef]
- Pöpperling, R.K.; Schwenk, W. Untersuchungen zur H-induzierten Rißkorrosion. Werkst. Korros. 1979, 30, 603–612. [Google Scholar] [CrossRef]
- Novak, P.; Yuan, R.; Somerday, B.P.; Sofornis, P.; Ritchie, R.O. A statistical, physical-based, micro-mechanical model of hydrogen-induced intergranular fracture in steel. J. Mech. Phys. Solids 2010, 58, 206–226. [Google Scholar] [CrossRef]
- Steigerwald, E.A.; Schaller, F.W.; Troiano, A.R. Discontinuous Crack Growth in Hydrogenated Steel. Trans. Metall. Soc. AIME 1959, 215, 1048–1052. [Google Scholar]
- Steigerwald, E.A.; Schaller, F.W.; Troiano, A.R. The role of Stress in Hydrogen Induced Delayed Failure. Trans. Metall. Soc. AIME 1960, 218, 832–841. [Google Scholar]
- Neumann, P. Grundlagen der Wirkung von Wasserstoff auf die Rißbildung in Stählen. Stahl Und Eisen 1987, 107, 37–43. [Google Scholar]
- Beachem, C.S. A new model for hydrogen-assisted cracking (hydrogen “embrittlement”). Metall. Trans. B 1972, 3, 441–455. [Google Scholar] [CrossRef]
- Myers, S.M.; Baskes, M.I.; Birnbaum, H.K.; Corbett, J.W.; DeLeo, G.G.; Estreicher, S.K.; Haller, E.E.; Jena, P.; Johnson, N.M.; Kirchheim, R.; et al. Hydrogen interactions with defects in crystalline solids. Rev. Mod. Phsys. 1992, 64, 559–617. [Google Scholar] [CrossRef]
- Castens, M.; Steinbacher, M. Wasserstoffaufnahme beim Einsatzhärten. Abschlussbericht FVA 712 I.; FVA-Forschungsheft Heft Nr. 1305: Frankfurt, Germany, 2018. [Google Scholar]
- Haumann, W.; Heller, W.; Jungblut, H.A.; Pircher, H.; Pöpperling, R.; Schwenk, W. Der Einfluß von Wasserstoff auf die Gebrauchseigenschaften von unlegierten und niedriglegierten Stählen. Stahl Und Eisen 1987, 107, 585–594. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | 20MnCr5 | 18CrNiMo7-6 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Edge Area | Core Area | Edge Area | Core Area | |||||||||
| Melt | S | O | ∑ | S | O | ∑ | S | O | ∑ | S | O | ∑ |
| I | 43 | 3 | 46 | 73 | 20 | 94 | 86 | 16 | 102 | 51 | 185 | 236 |
| II | 54 | 14 | 67 | 73 | 20 | 93 | 169 | 3 | 172 | 285 | 54 | 339 |
| III | 85 | 6 | 90 | 173 | 137 | 310 | 55 | 67 | 122 | 28 | 12 | 40 |
| IV | 357 | 7 | 363 | 244 | 50 | 293 | - | - | - | - | - | - |
| State | Process | Material |
|---|---|---|
| gas carburising (GC) | case-hardened in gas atmosphere | 20MnCr5 (I, II, III, IV) 18CrNiMo7 6 (I, II) |
| H-charged | case-hardened in gas atmosphere and electrolytic hydrogen charging | 20MnCr5 (III) |
| low-pressure carburising (LPC) | case-hardened in the low-pressure process | 20MnCr5 (II) |
| Case-Hardening Process | State | Diff. H Content in ppm | Resi. H Content in ppm | Total H Content in ppm |
|---|---|---|---|---|
| - | initial state | - | - | 1.4 ± 0.3 |
| conventional gas carburising | quenched | 2.07 ± 0.09 | 1.8 ± 0.3 | 3.9 ± 0.4 1 |
| tempered | 0.30 ± 0.01 | 1.2 ± 0.1 | 1.5 ± 0.2 1 | |
| low-pressure carburising | quenched | 0.01 ± 0.01 | 0.7 ± 0.2 | 0.7 ± 0.3 1 |
| tempered | 0.02 ± 0.02 | 0.5 ± 0.1 | 0.5 ± 0.2 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Castens, M.; Hoja, S.; Surm, H.; Hoffmann, F.; Fechte-Heinen, R.; Steinbacher, M. Hydrogen Absorption during Case Hardening of Steels EN20MnCr5 (SAE5120) and EN18CrNiMo7-6 (SAE4820). Metals 2022, 12, 6. https://doi.org/10.3390/met12010006
Castens M, Hoja S, Surm H, Hoffmann F, Fechte-Heinen R, Steinbacher M. Hydrogen Absorption during Case Hardening of Steels EN20MnCr5 (SAE5120) and EN18CrNiMo7-6 (SAE4820). Metals. 2022; 12(1):6. https://doi.org/10.3390/met12010006
Chicago/Turabian StyleCastens, Matthias, Stefanie Hoja, Holger Surm, Franz Hoffmann, Rainer Fechte-Heinen, and Matthias Steinbacher. 2022. "Hydrogen Absorption during Case Hardening of Steels EN20MnCr5 (SAE5120) and EN18CrNiMo7-6 (SAE4820)" Metals 12, no. 1: 6. https://doi.org/10.3390/met12010006