
Study of Alloy Hot Flow and Hardening Behavior Using a New Correction Method for Hot Uniaxial Tests

Abstract
:1. Introduction
2. Experimentation
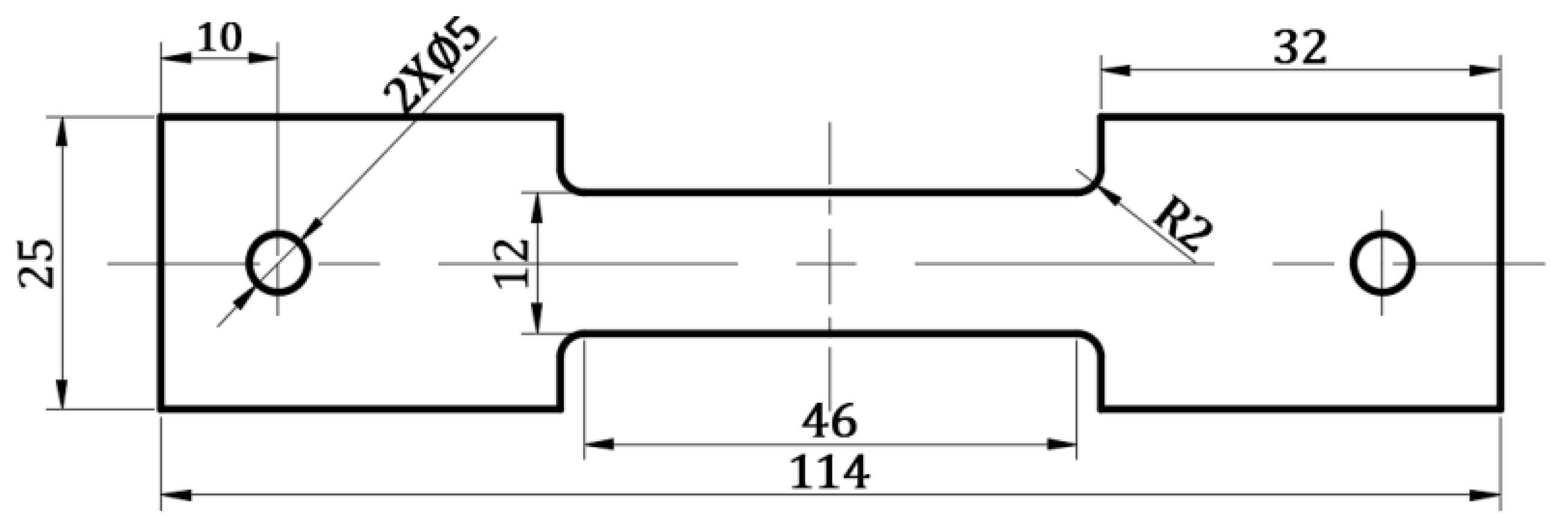
2.1. Material and Sample Geometry
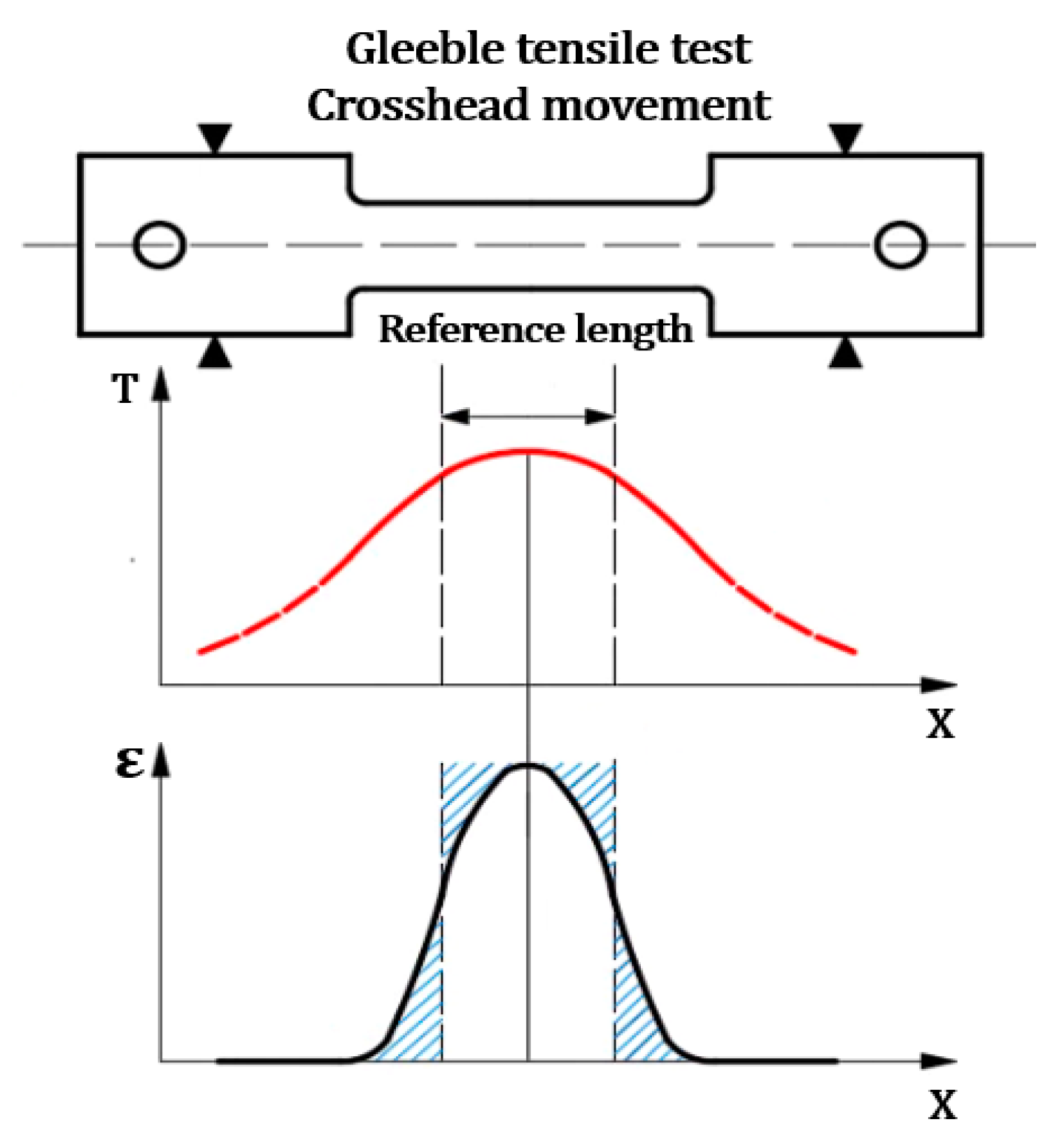
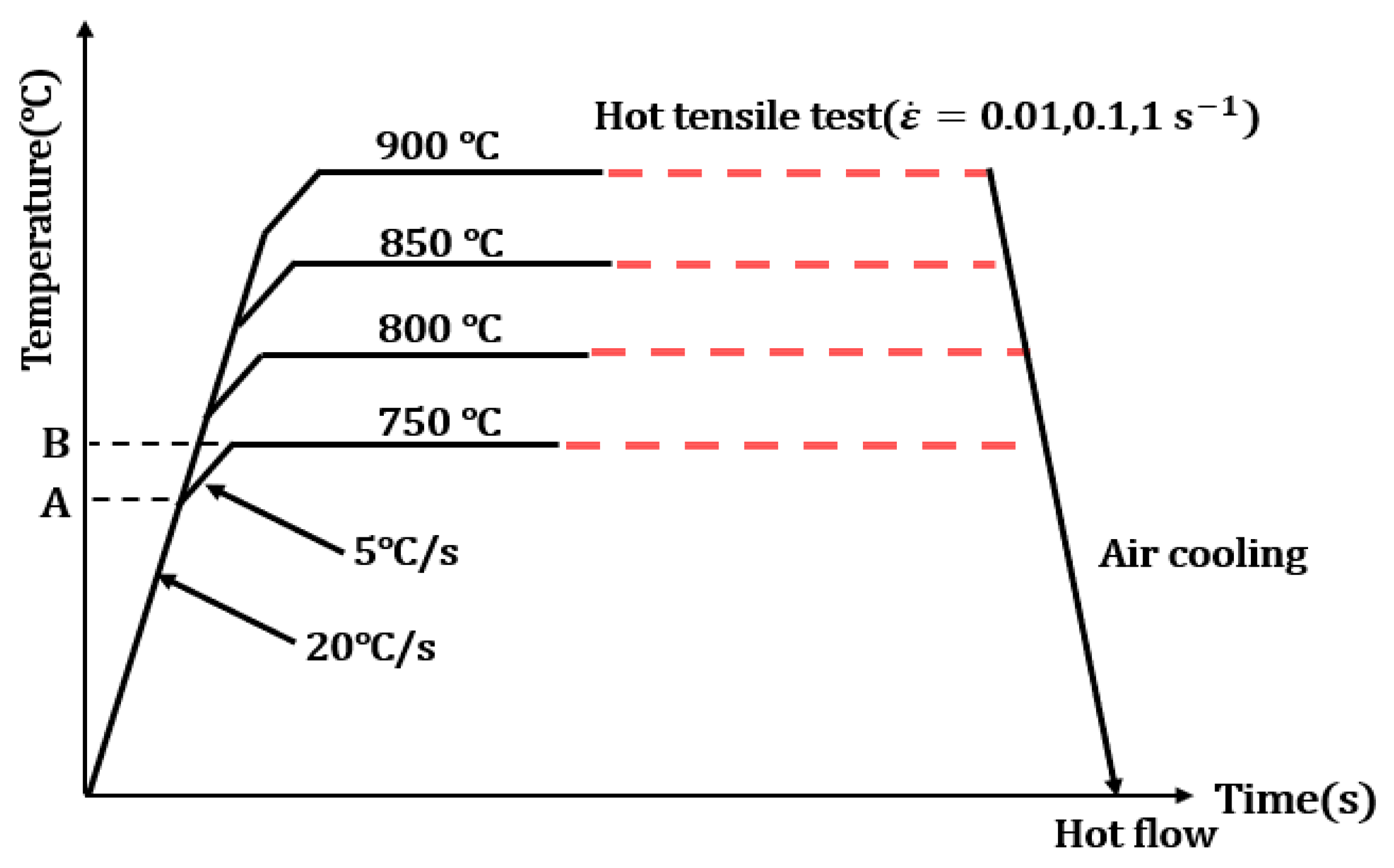
2.2. Gleeble Uniaxial Tensile Test
3. Strain-Based Correction Model of the Hot Uniaxial Tensile Tests
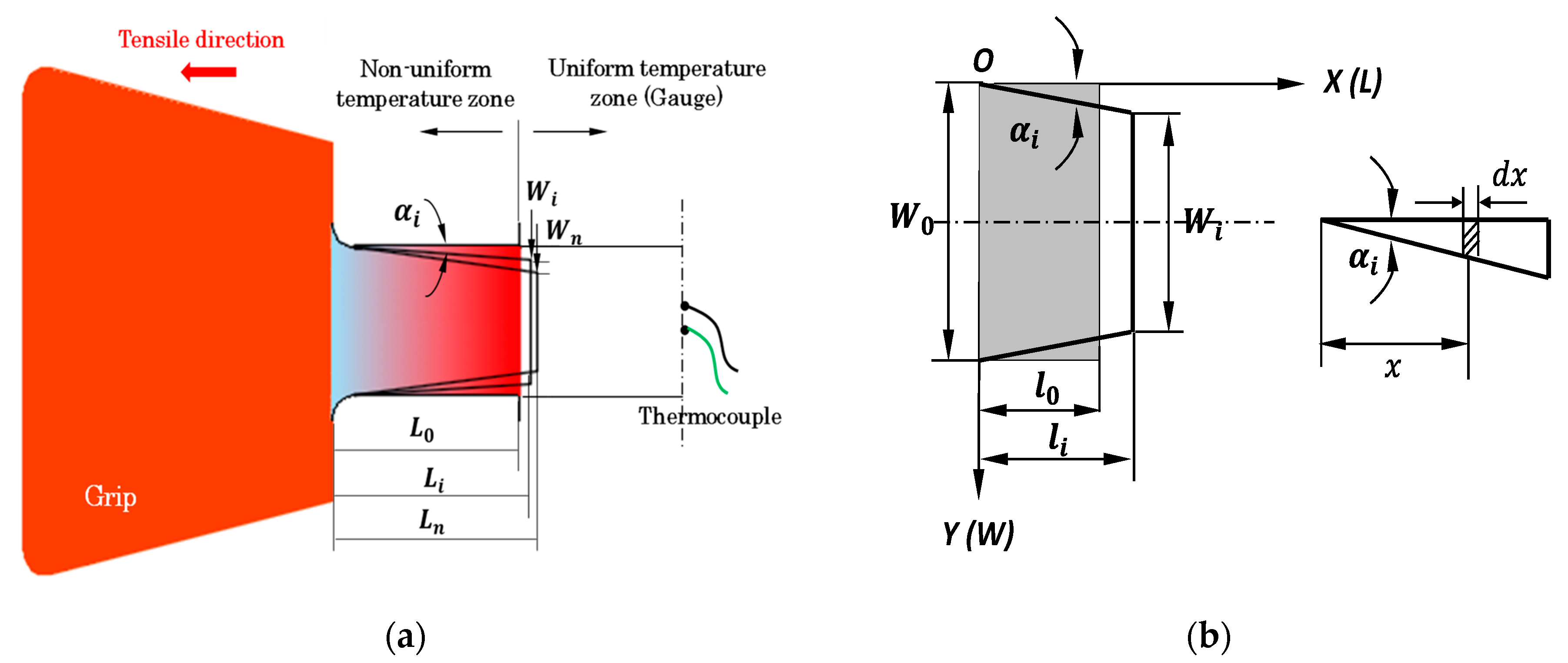
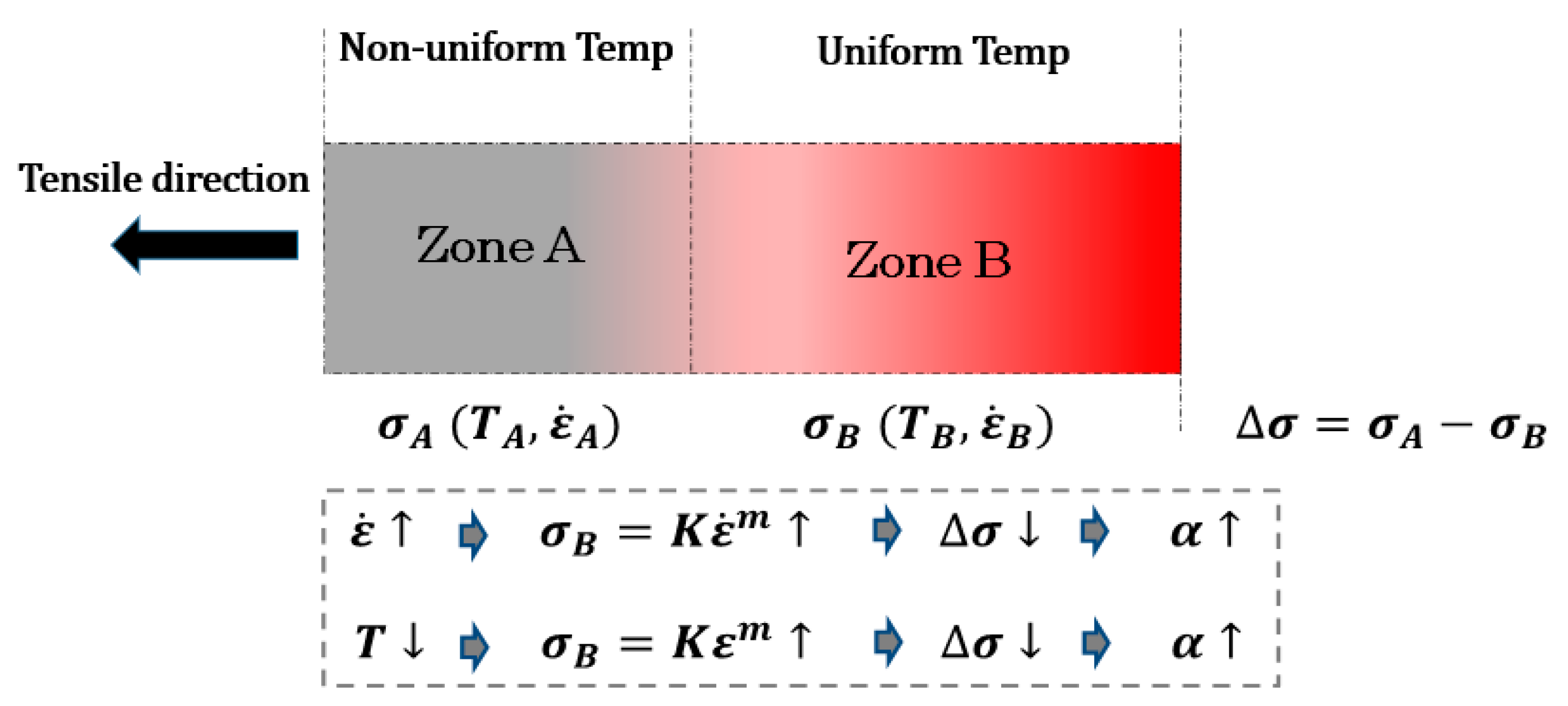
3.1. Geometrical Model
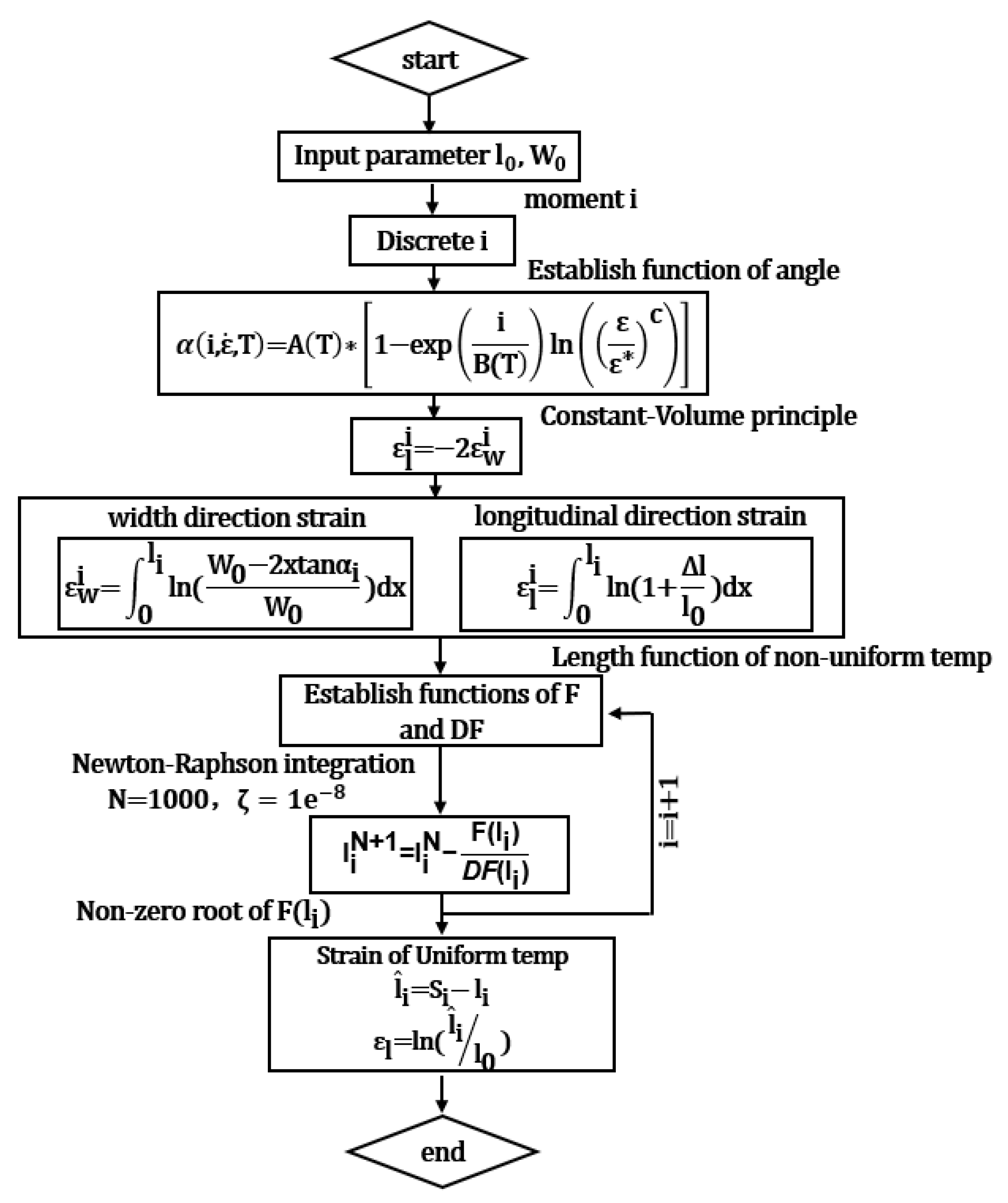
3.2. Model Calculation
4. Results and Discussion
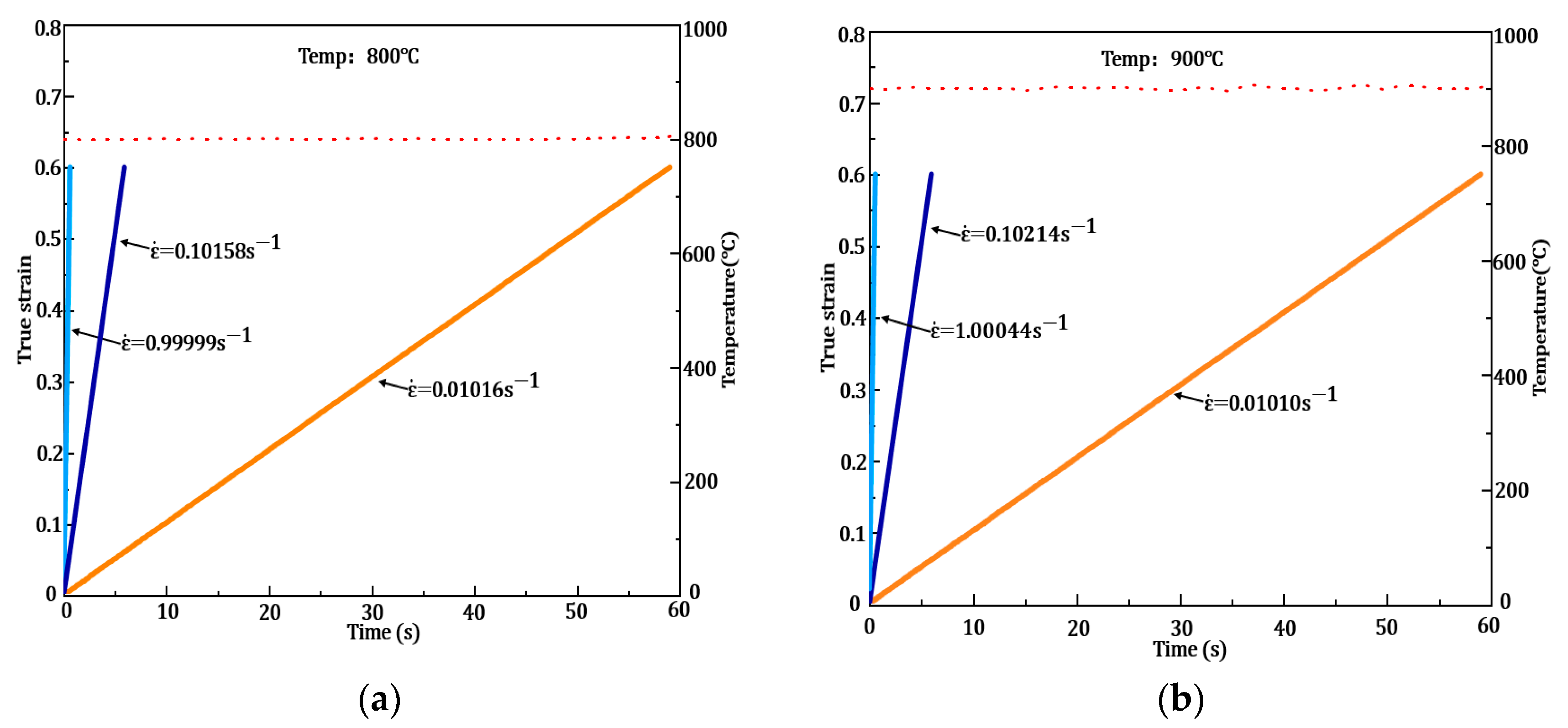
4.1. Verification of Deformation Conditions
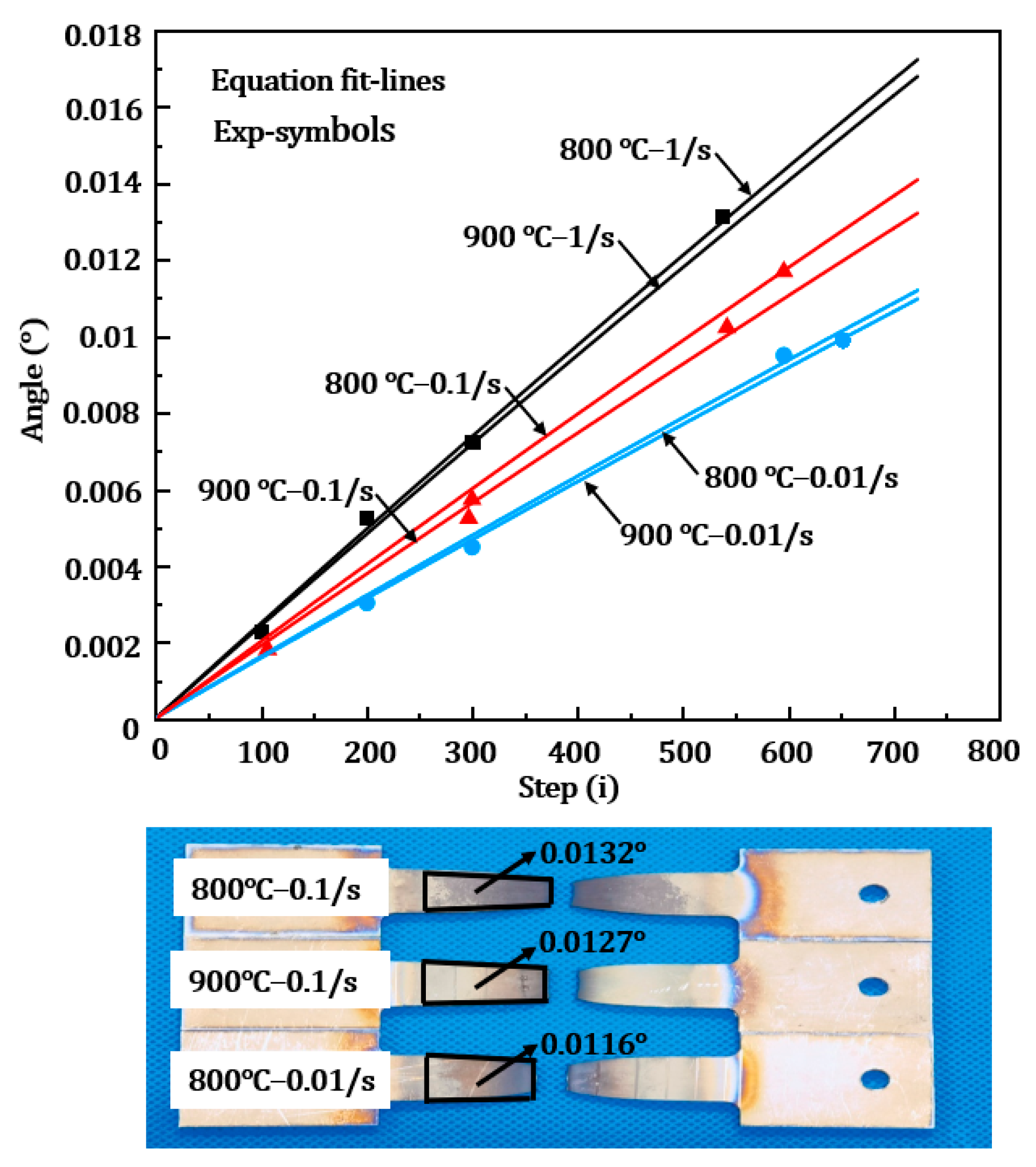
4.2. Calibration of the Angle, , Evolution in the Non-Uniformity Zone
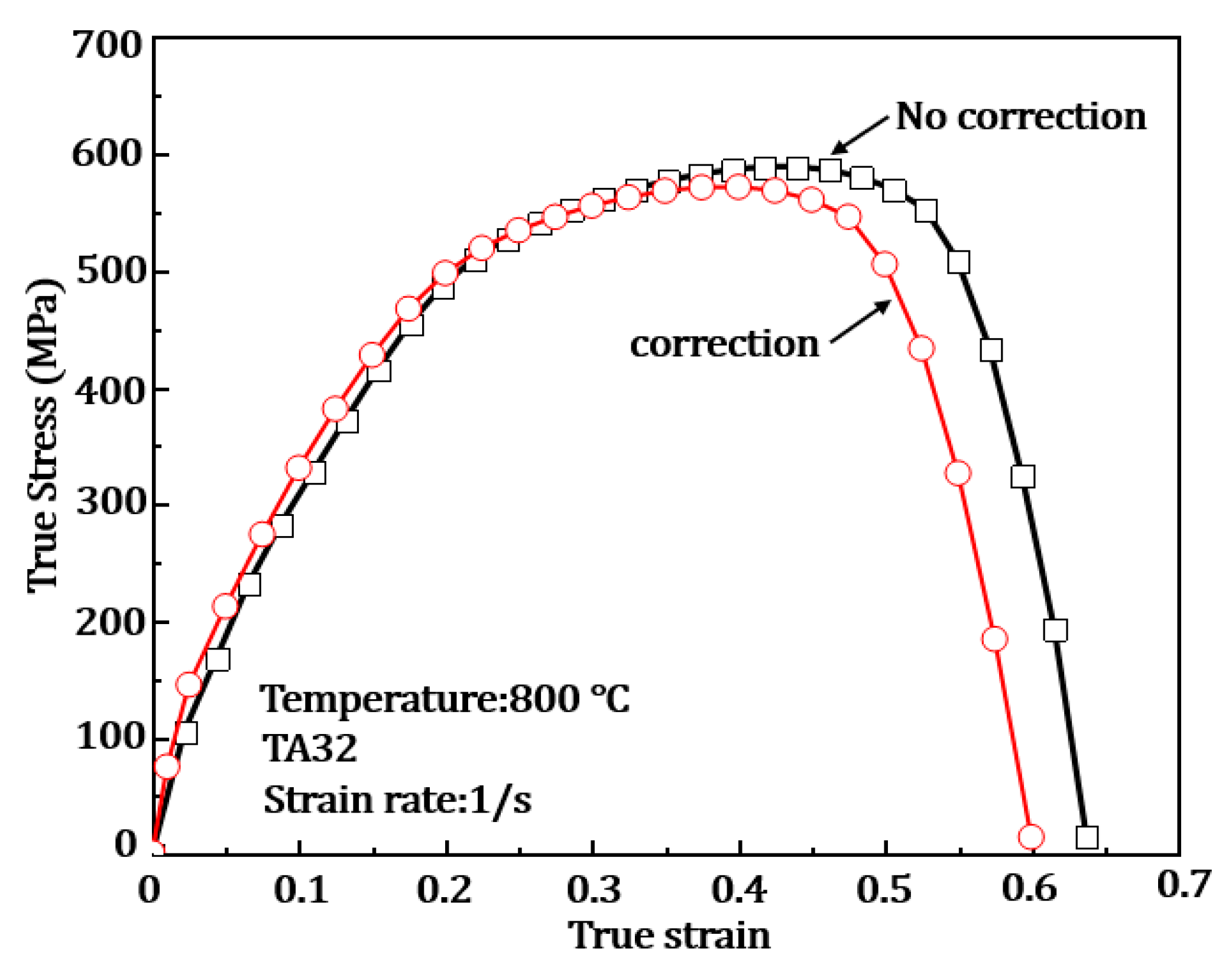
4.3. Corrected Stress-Strain Correlations
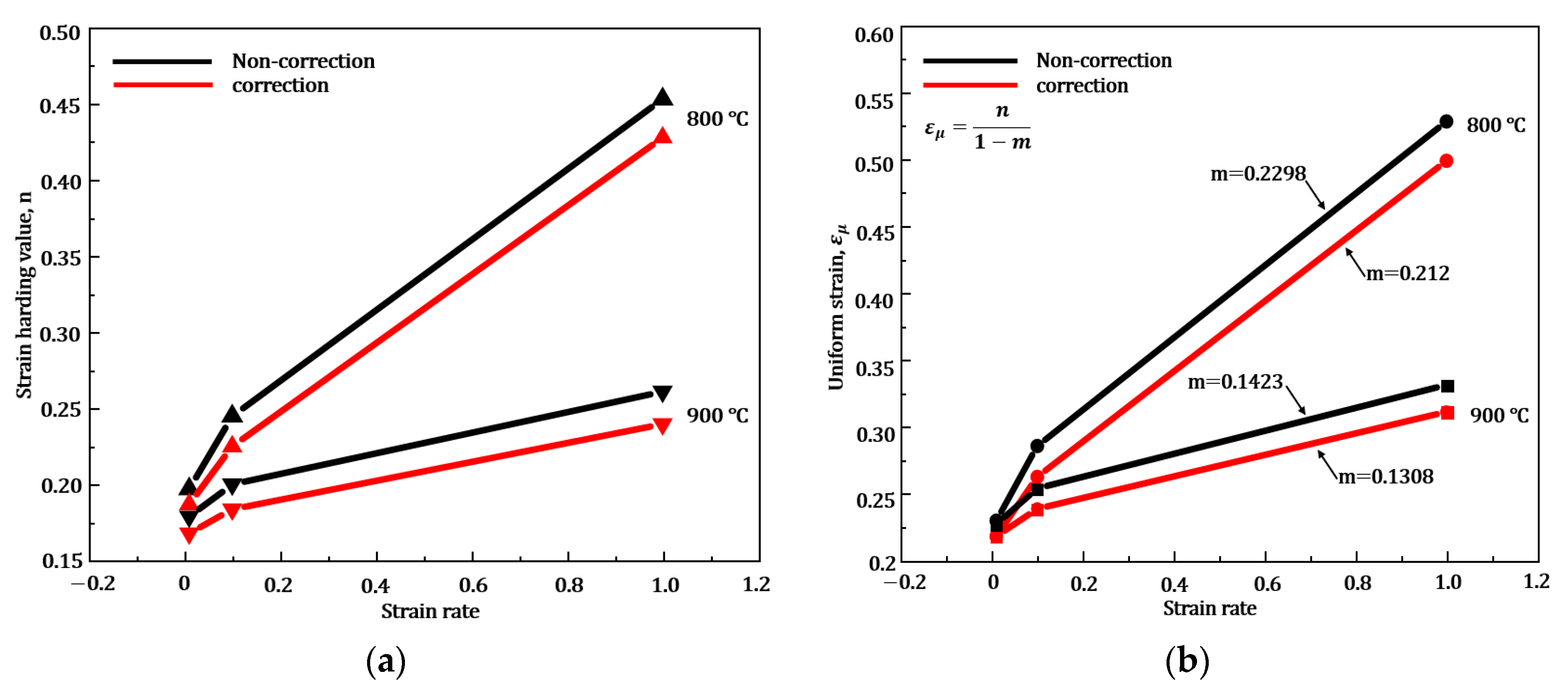
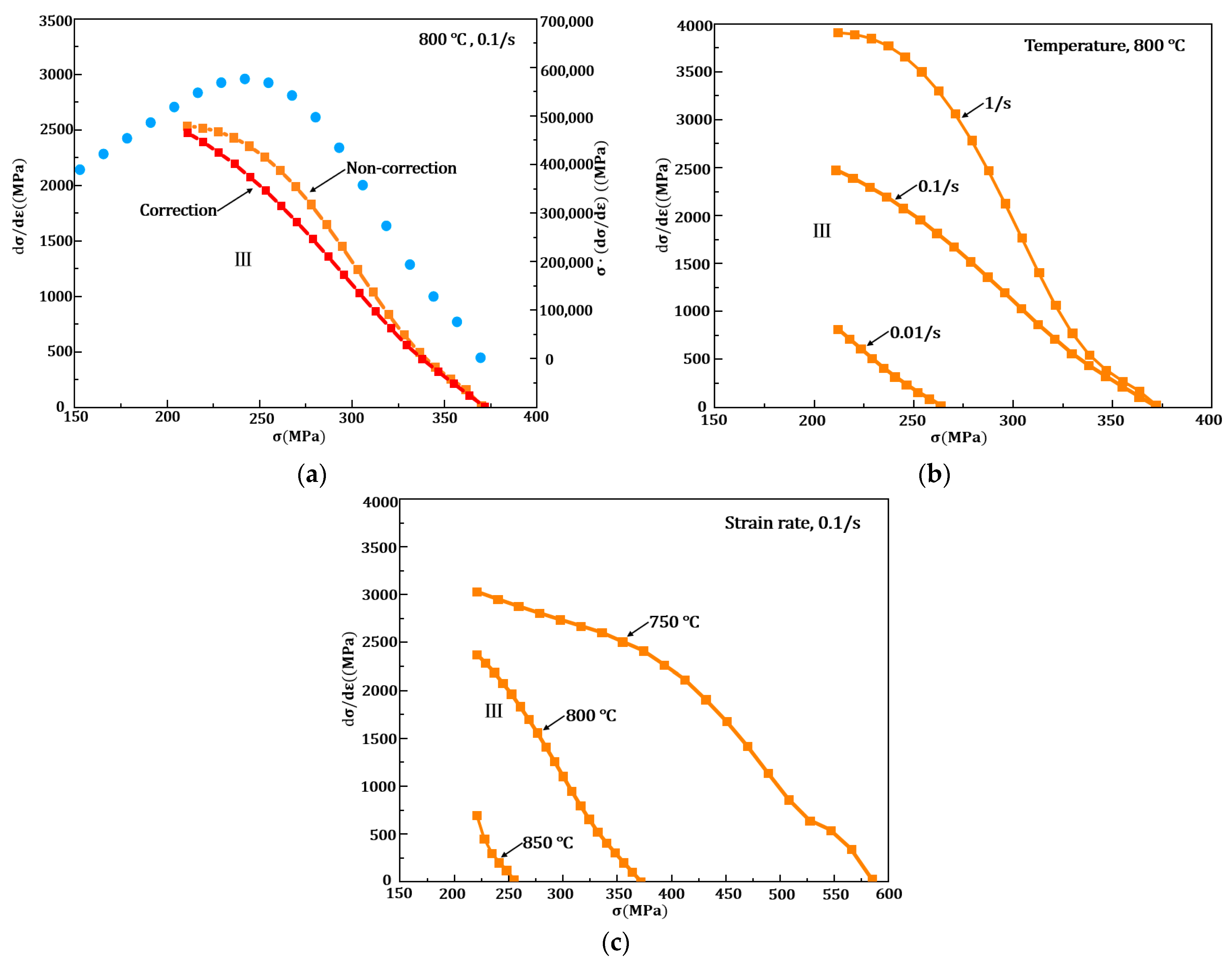
4.4. Hardening Behavior
5. Conclusions
- The proposed correction method, for the first time, successfully excludes the influence of temperature non-uniformity in Gleeble hot tensile tests for the whole deformation process. It considers the length variation of the uniform temperature zone and calculates the true strain values in the entire uniform deformation region.
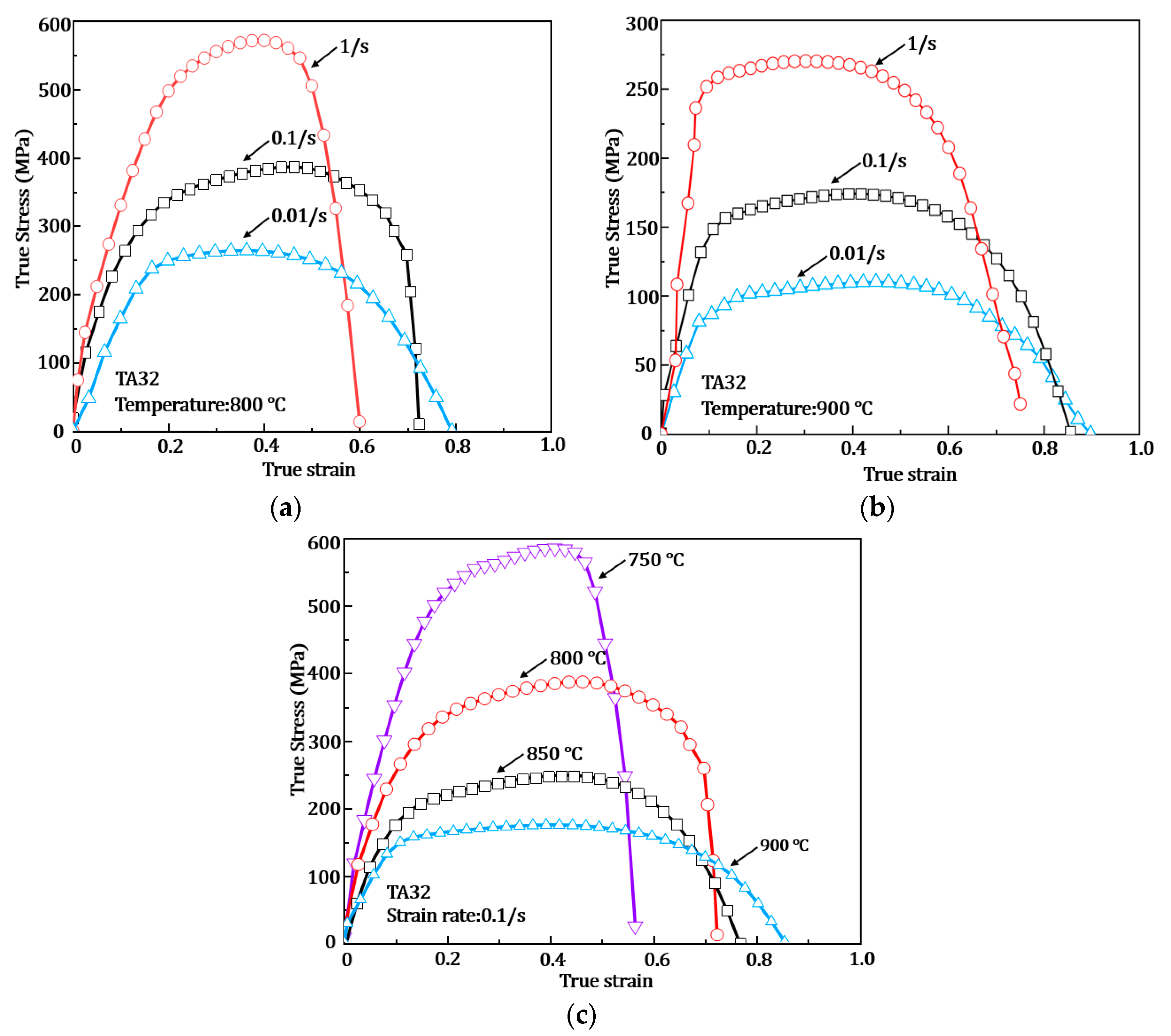
- The flow behavior of TA32 titanium alloy at different temperatures (750 °C~900 °C) and strain rates (0.01/s~1/s) was successfully determined using this correction method and compared with the non-correct ones. Results showed that the conventional Gleeble data processing method may overestimate the true strain values and lead to a ~7% overestimation of the strain-to-failure level.
- The hardening component, n, and hardening rate component, m, increases with higher strain rates and lower temperatures. A 5~8% overestimation was observed for the n value, 7~8% for the m value and 4~8% for the uniform strain, , values.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Boyer, R.R. An Overview on the Use of Titanium in the Aerospace Industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Fan, R.; Chen, M.; Wu, Y.; Xie, L. Prediction and Experiment of Fracture Behavior in Hot Press Forming of a TA32 Titanium Alloy Rolled Sheet. Metals 2018, 8, 985. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.; Chen, M.; Xie, L.; Gong, Z.; Ye, J. Numerical and Experimental Investigations of the Hot Stamping Process for Complex Aircraft Skin Parts Composed of TA32 High-Temperature Titanium Alloy Using an Arrhenius-Type Constitutive Model. Int. J. Adv. Manuf. Technol. 2019, 103, 807–817. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Kotov, A.D.; Mestre-Rinn, P.; Mikhaylovskaya, A.V. Superplastic Forming of Ti-4Al-3Mo-1V Alloy: Flow Behavior Modelling and Finite Element Simulation. Procedia Manuf. 2019, 37, 239–246. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, B.; Wang, Y.; Li, S.; Zhang, Y. Fast Solution Heat Treatment of High Strength Aluminum Alloy Sheets in Radiant Heating Furnace during Hot Stamping. Int. J. Lightweight Mater. Manuf. 2020, 3, 20–25. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, G.; Wang, K.; Liu, Z.; Yuan, S. The Deformation and Microstructure of Ti-3Al-2.5V Tubular Component for Non-Uniform Temperature Hot Gas Forming. Int. J. Adv. Manuf. Technol. 2017, 88, 2143–2152. [Google Scholar] [CrossRef]
- Wu, Y.; Fan, R.-l.; Qin, Z.-h.; Chen, M.-h. Shape Controlling and Property Optimization of TA32 Titanium Alloy Thin-Walled Part Prepared by Hot Forming. Trans. Nonferrous Met. Soc. China 2021, 31, 2336–2357. [Google Scholar] [CrossRef]
- Ko, Y.G.; Shin, D.H.; Park, K.T.; Lee, C.S. An Analysis of the Strain Hardening Behavior of Ultra-Fine Grain Pure Titanium. Scr. Mater. 2006, 54, 1785–1789. [Google Scholar] [CrossRef]
- Pang, X.; Xiong, Z.; Yao, C.; Sun, J.; Misra, R.D.K.; Li, Z. Strength and Ductility Optimization of Laser Additive Manufactured Metastable β Titanium Alloy by Tuning α Phase by Post Heat Treatment. Mater. Sci. Eng. A 2022, 831, 142265. [Google Scholar] [CrossRef]
- Lin, J.; Dean, T.A. Modelling of Microstructure Evolution in Hot Forming Using Unified Constitutive Equations. J. Mater. Process. Technol. 2005, 167, 354–362. [Google Scholar] [CrossRef]
- He, D.; Zhu, J.C.; Lai, Z.H.; Liu, Y.; Yang, X.W. An Experimental Study of Deformation Mechanism and Microstructure Evolution during Hot Deformation of Ti-6Al-2Zr-1Mo-1V Alloy. Mater. Des. 2013, 46, 38–48. [Google Scholar] [CrossRef] [Green Version]
- Yu, D.J.; Xu, D.S.; Wang, H.; Zhao, Z.B.; Wei, G.Z.; Yang, R. Refining Constitutive Relation by Integration of Finite Element Simulations and Gleeble Experiments. J. Mater. Sci. Technol. 2019, 35, 1039–1043. [Google Scholar] [CrossRef]
- Bennett, C.J.; Leen, S.B.; Williams, E.J.; Shipway, P.H.; Hyde, T.H. A Critical Analysis of Plastic Flow Behaviour in Axisymmetric Isothermal and Gleeble Compression Testing. Comput. Mater. Sci. 2010, 50, 125–137. [Google Scholar] [CrossRef] [Green Version]
- Xiao, H.; Fan, X.G.; Zhan, M.; Liu, B.C.; Zhang, Z.Q. Flow Stress Correction for Hot Compression of Titanium Alloys Considering Temperature Gradient Induced Heterogeneous Deformation. J. Mater. Process. Technol. 2021, 288, 116868. [Google Scholar] [CrossRef]
- Li, N.; Sun, C.; Guo, N.; Mohamed, M.; Lin, J.; Matsumoto, T.; Liu, C. Experimental Investigation of Boron Steel at Hot Stamping Conditions. J. Mater. Process. Technol. 2016, 228, 2–10. [Google Scholar] [CrossRef] [Green Version]
- Kong, X. Characterisation of Advanced Aluminium Alloys for the HFQ® Technology. Ph.D. Thesis, Mechanical Engineering, The University of Nottingham, Nottingham, UK, 2016. [Google Scholar]
- Zheng, K.; Li, Y.; Yang, S.; Fu, K.; Zheng, J.; He, Z.; Yuan, S. Investigation and Modeling of the Preheating Effects on Precipitation and Hot Flow Behavior for Forming High Strength AA7075 at Elevated Temperatures. J. Manuf. Mater. Process. 2020, 4, 76. [Google Scholar] [CrossRef]
- El-Shenawy, E.H. Physical Simulation Technology for Thermo-Mechanical Processing of Metallic Alloys Using Gleeble System. Mater. Today Proc. 2019, 28, 998–1004. [Google Scholar] [CrossRef]
- Lee, R.S.; Lin, Y.K.; Chien, T.W. Experimental and Theoretical Studies on Formability of 22MnB5 at Elevated Temperatures by Gleeble Simulator. Procedia Eng. 2014, 81, 1682–1688. [Google Scholar] [CrossRef] [Green Version]
- Fields, D.S.; Backofen, W.A. Determination of Strain Hardening Characteristics by Torsion Testing. Proc. ASTM 1957, 57, 1259–1272. [Google Scholar]
- Jiang, J.; Britton, T.B.; Wilkinson, A.J. Evolution of Dislocation Density Distributions in Copper during Tensile Deformation. Acta Mater. 2013, 61, 1239–1263. [Google Scholar] [CrossRef]
- Lin, J.; Liu, Y. A Set of Unified Constitutive Equations for Modelling Microstructure Evolution in Hot Deformation. J. Mater. Process. Technol. 2003, 143, 281–285. [Google Scholar] [CrossRef]
- Hart, E.W. Theory of the Tensile Test. Acta Metall. 1967, 15, 351–355. [Google Scholar] [CrossRef]
- Zehetbauer, M.; Seumer, V. Cold Work Hardening in Stages IV and V of F.C.C. Metals-I. Experiments and Interpretation. Acta Metall. Mater. 1993, 41, 577–588. [Google Scholar] [CrossRef]
- Argon, A.S.; Haasen, P. A New Mechanism of Work Hardening in the Late Stages of Large Strain Plastic Flow in F.C.C. and Diamond Cubic Crystals. Acta Metall. Mater. 1993, 41, 3289–3306. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Sn | Zr | Mo | Nb | Ta | Si | Ti |
|---|---|---|---|---|---|---|---|
| 5.5 | 3.5 | 3.0 | 0.9 | 0.5 | 0.7 | 0.3 | Remain |
| Temperature | Parameters | Values |
|---|---|---|
| 800 °C | a1 | 3.002 × 10−5 |
| a2 | 0.1311 | |
| c | 0 | |
| 900 °C | b1 | −7.01 |
| b2 | −1974 | |
| c | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, S.; Peng, H.; He, Z.; Zheng, K.; Zheng, J. Study of Alloy Hot Flow and Hardening Behavior Using a New Correction Method for Hot Uniaxial Tests. Metals 2022, 12, 42. https://doi.org/10.3390/met12010042
Qu S, Peng H, He Z, Zheng K, Zheng J. Study of Alloy Hot Flow and Hardening Behavior Using a New Correction Method for Hot Uniaxial Tests. Metals. 2022; 12(1):42. https://doi.org/10.3390/met12010042
Chicago/Turabian StyleQu, Shuguang, Heli Peng, Zhubin He, Kailun Zheng, and Jinghua Zheng. 2022. "Study of Alloy Hot Flow and Hardening Behavior Using a New Correction Method for Hot Uniaxial Tests" Metals 12, no. 1: 42. https://doi.org/10.3390/met12010042