
Hydrometallurgical Recycling of Copper Anode Furnace Dust for a Complete Recovery of Metal Values

 ,
,  ,
, 
 , ,
, ,
Abstract
:1. Introduction
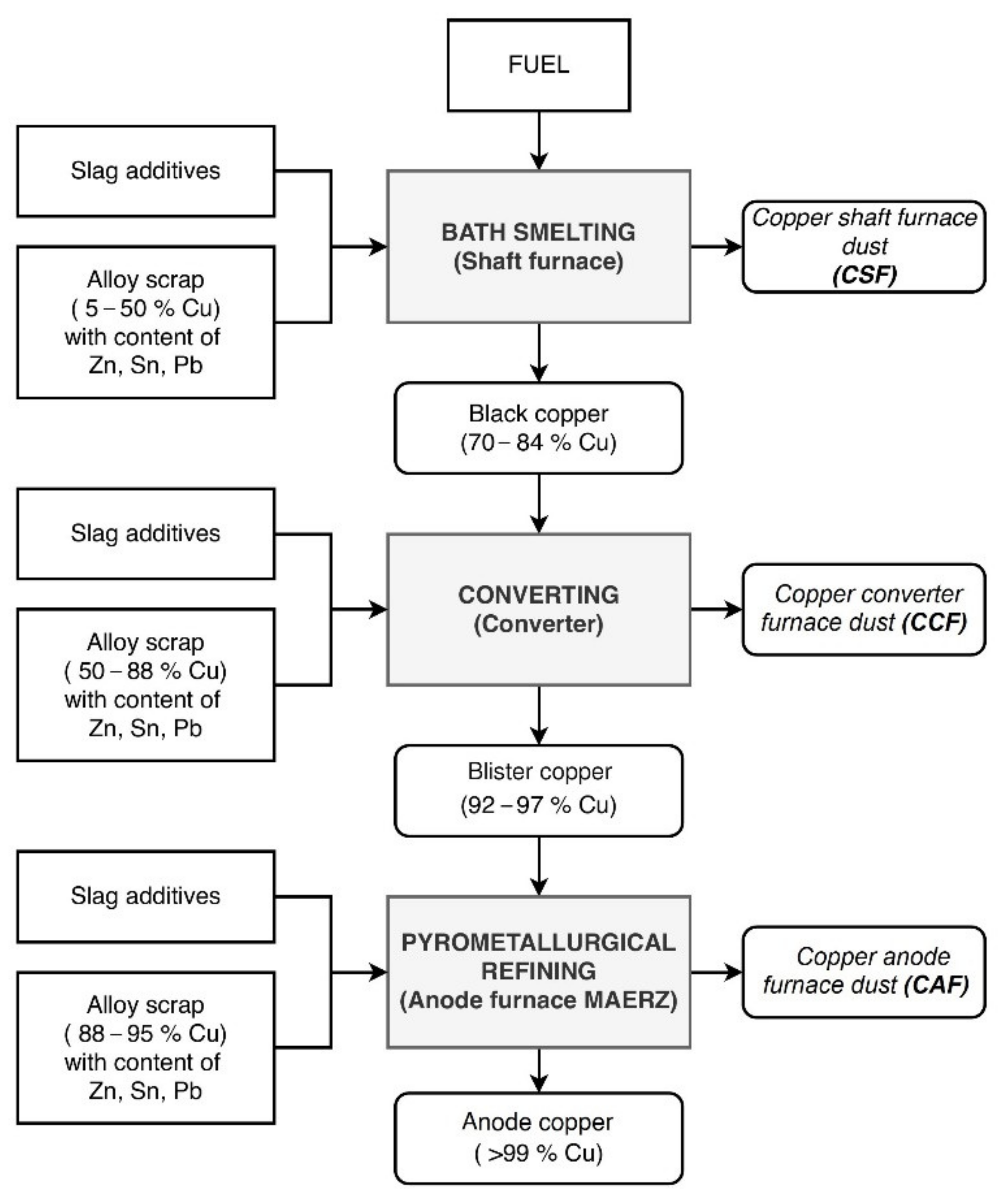
- The reduction of Cu, Sn and Pb oxides and separation of these components from the rest of the batch, with most of the batch composed of Cu in metallic form;
- Zn separated into the off-gases and captured in the oxidized form in the filtration station;
- Transfer of unwanted components into slag;
- Converting of black copper and removal of Ni, Sn and Sb;
- Pyrometallurgical refining;
- Electrolytical refining [10];
2. Materials and Methods
2.1. Used Materials
2.2. Material Characterization
2.3. Methodology
3. Results and Discussion
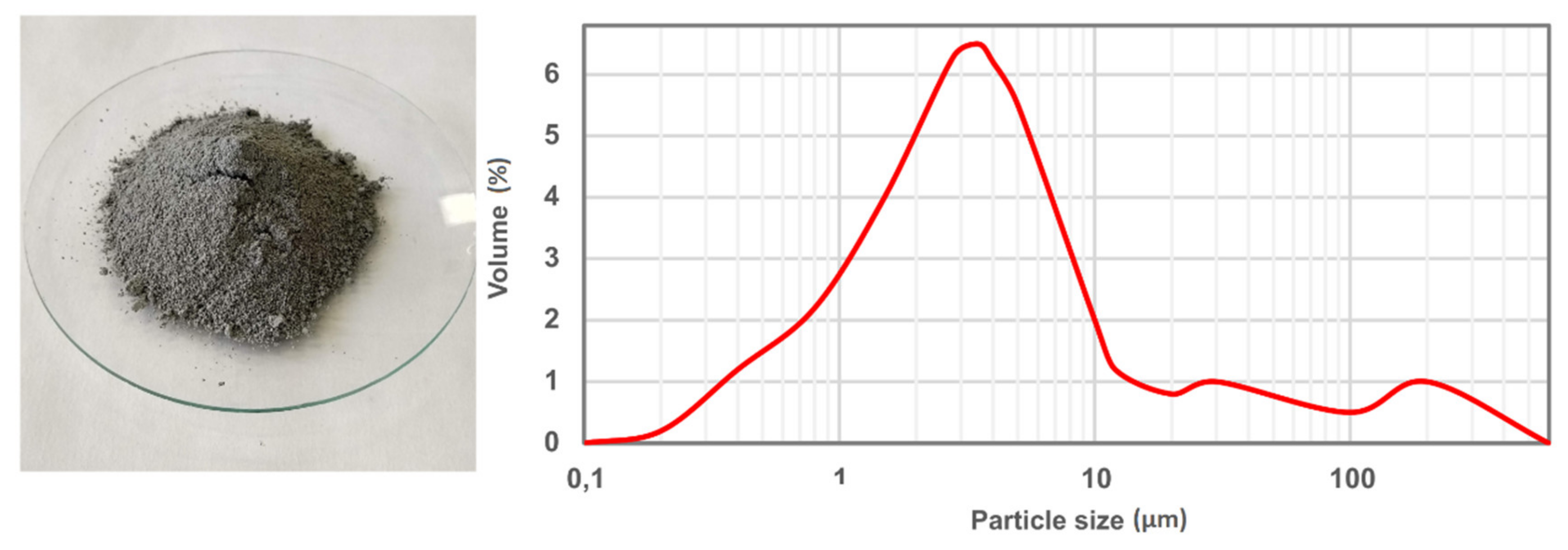
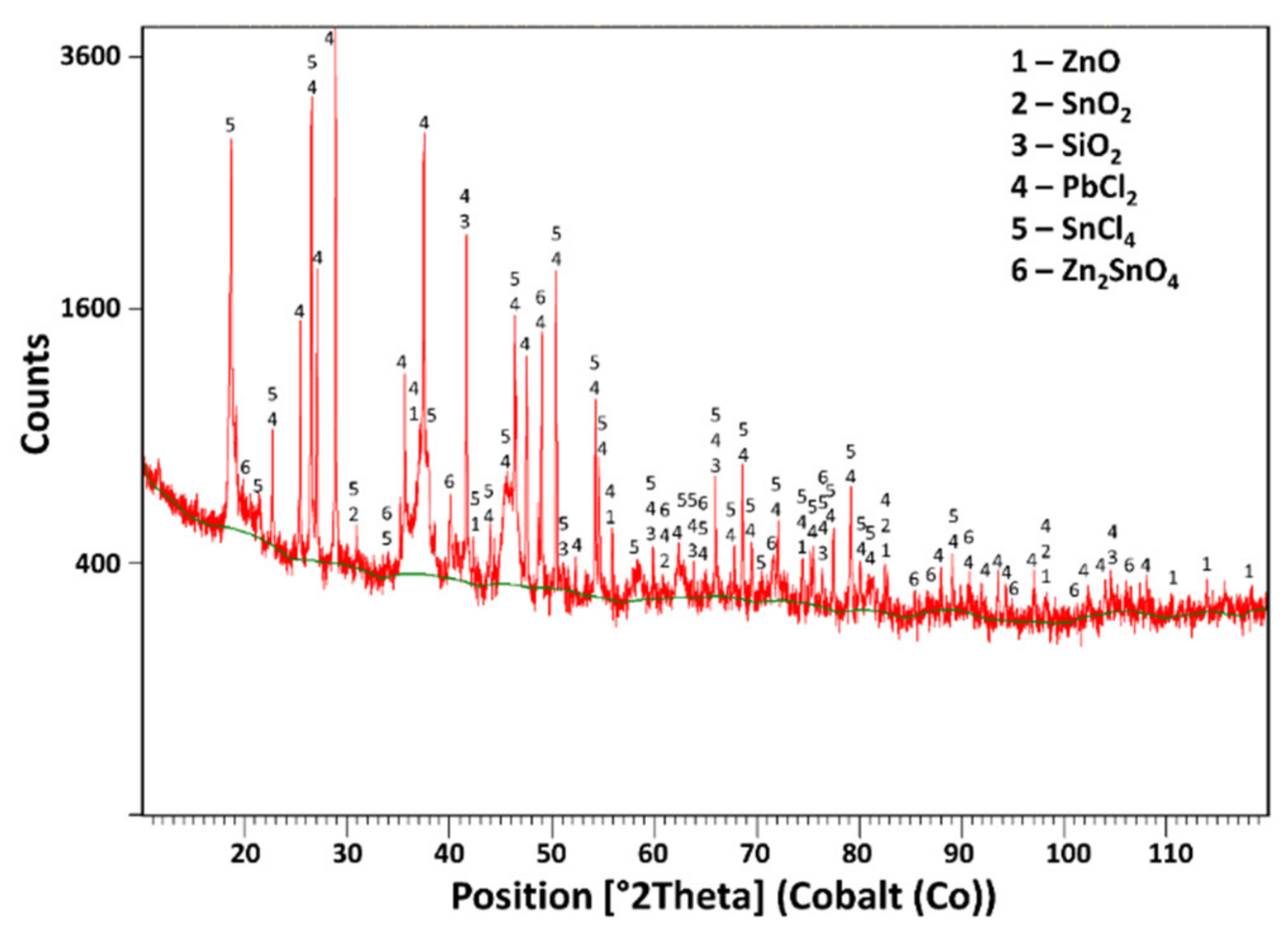
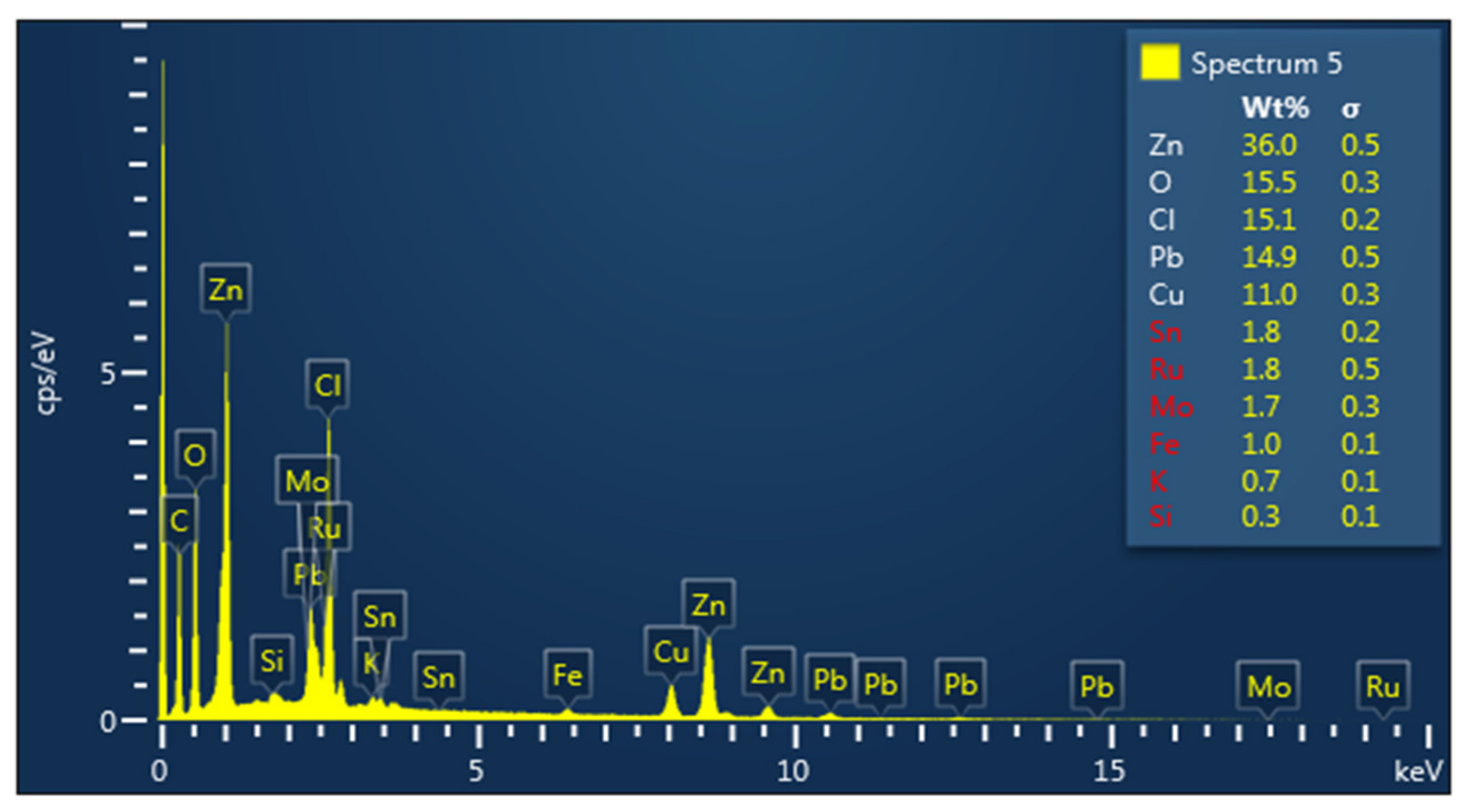
3.1. Material Characterization
3.2. Leaching
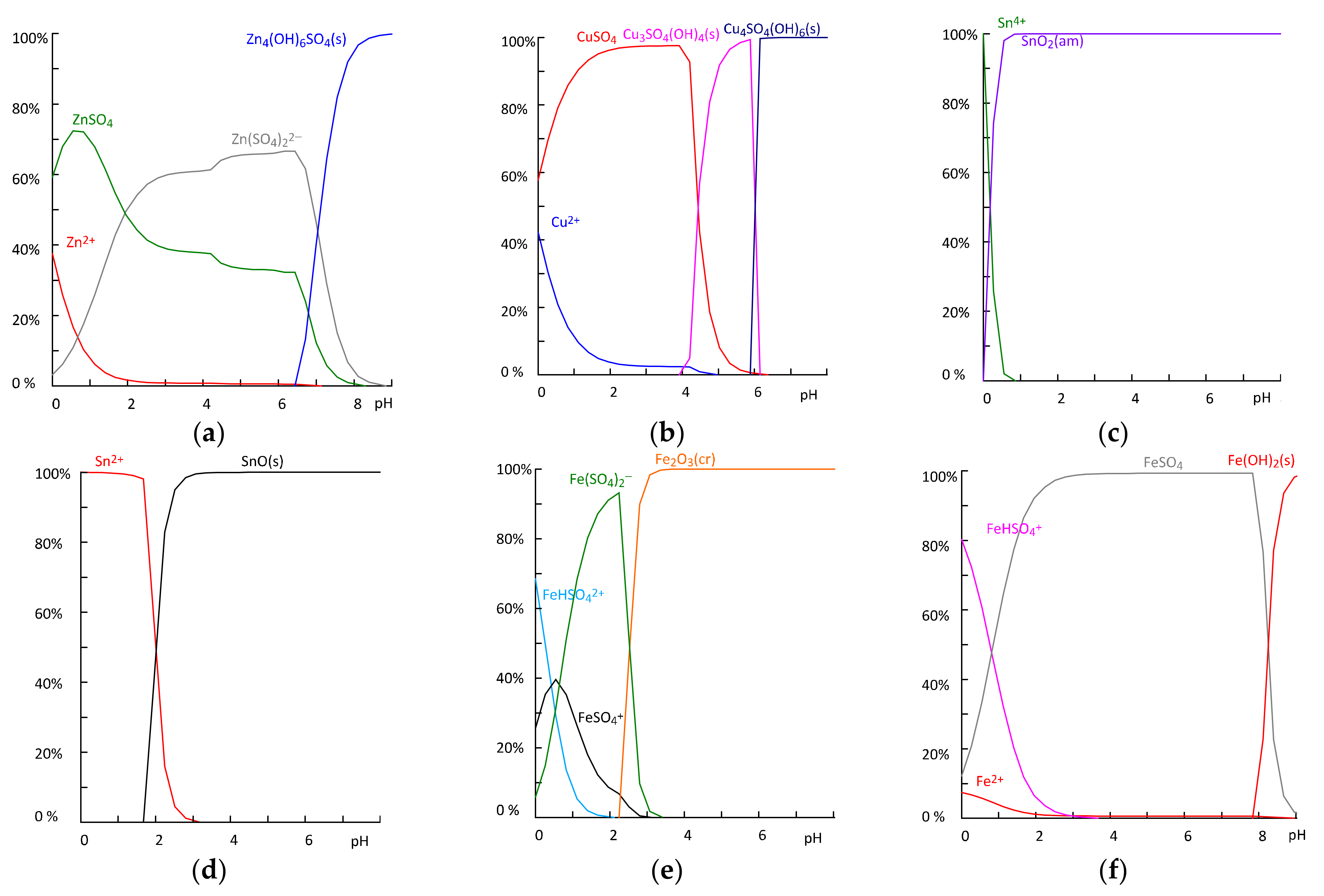
3.2.1. Thermodynamic Analysis
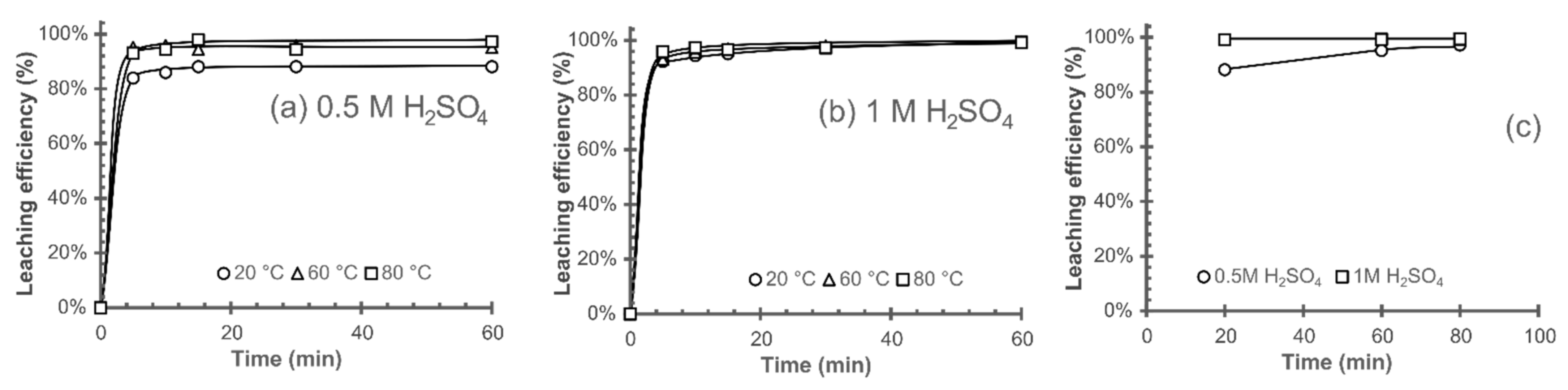
3.2.2. Effect of Temperature on the Leaching Efficiency
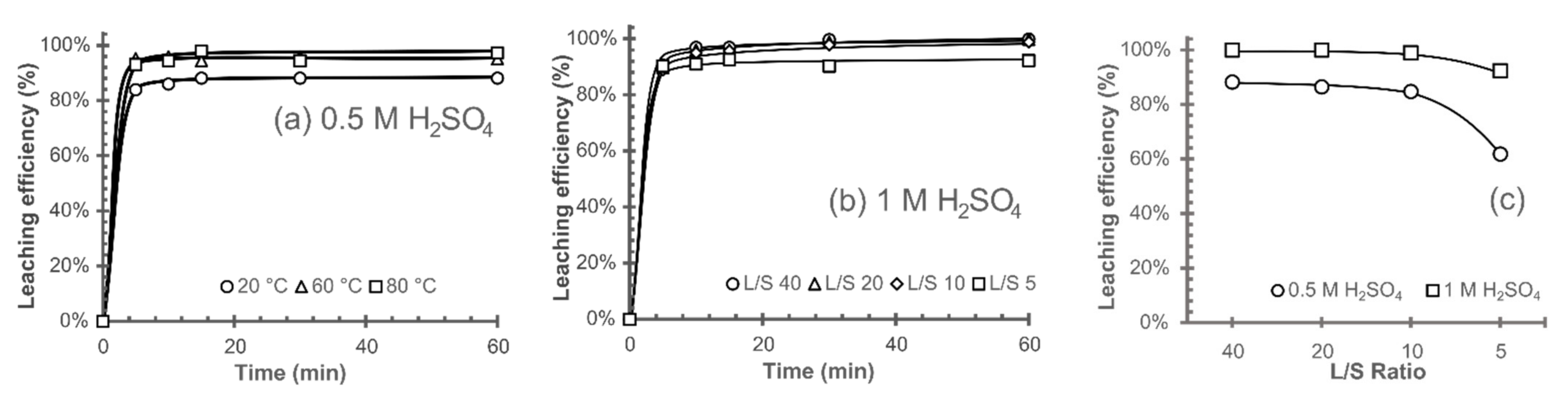
3.2.3. Effect of Liquid–Solid Ratio on the Leaching Efficiency
3.3. Solution Refining
3.3.1. Adjustment of pH and Precipitation
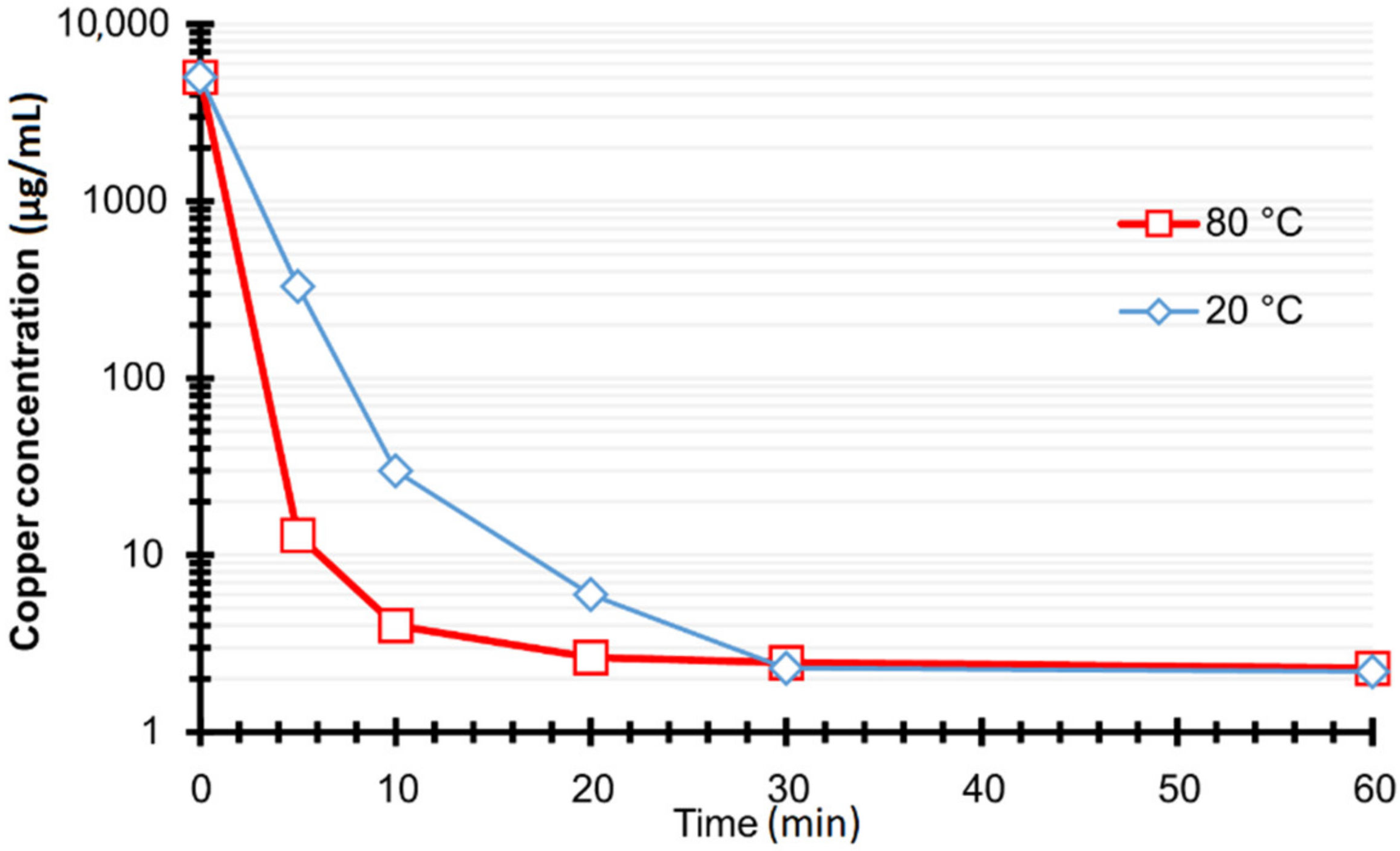
3.3.2. Cementation
3.4. Zinc Recovery
3.4.1. Zinc Carbonate Precipitation
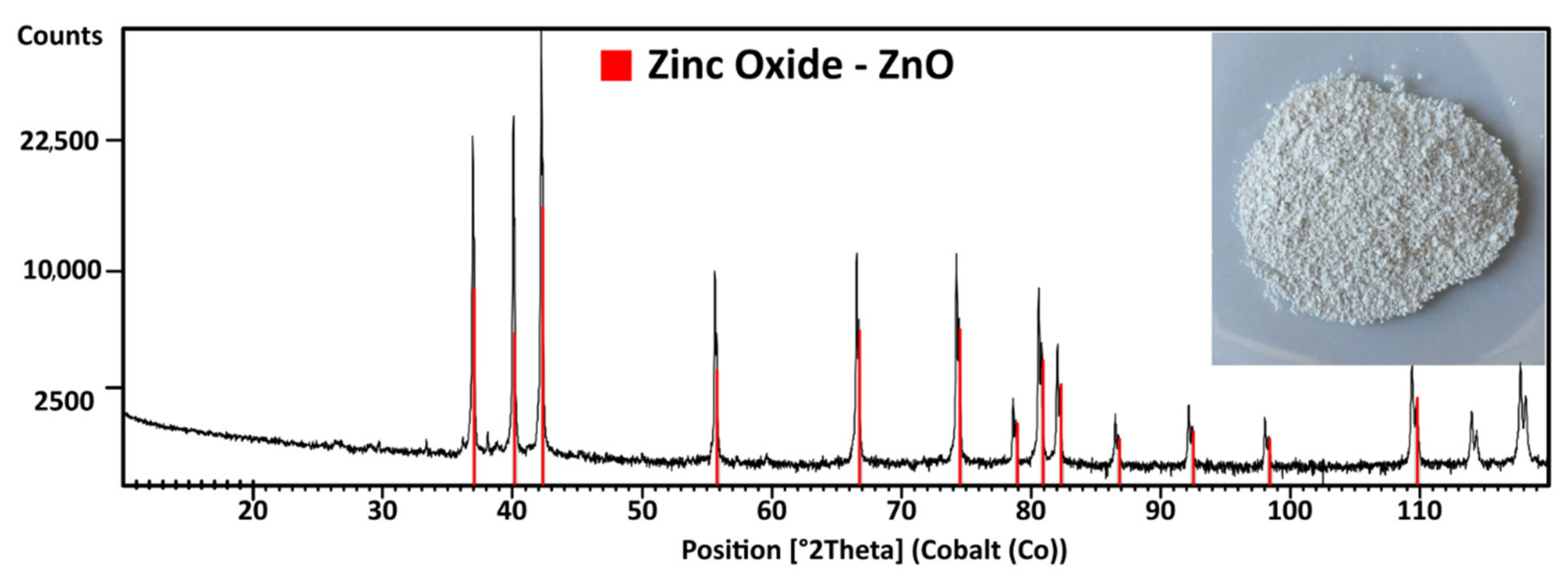
3.4.2. Zinc Carbonate Calcination
3.5. Process Flow Sheet
4. Conclusions
- Dust phases present in the sample reacts with H2SO4 and forms sulphates of these elements;
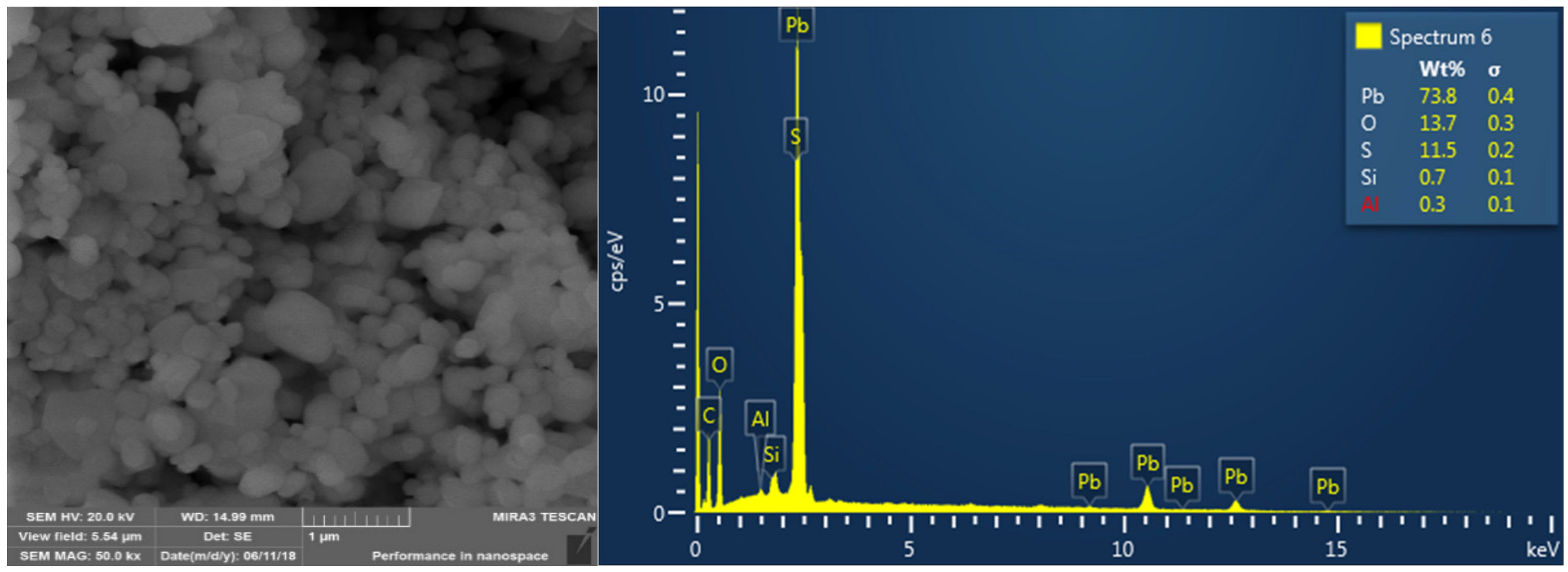
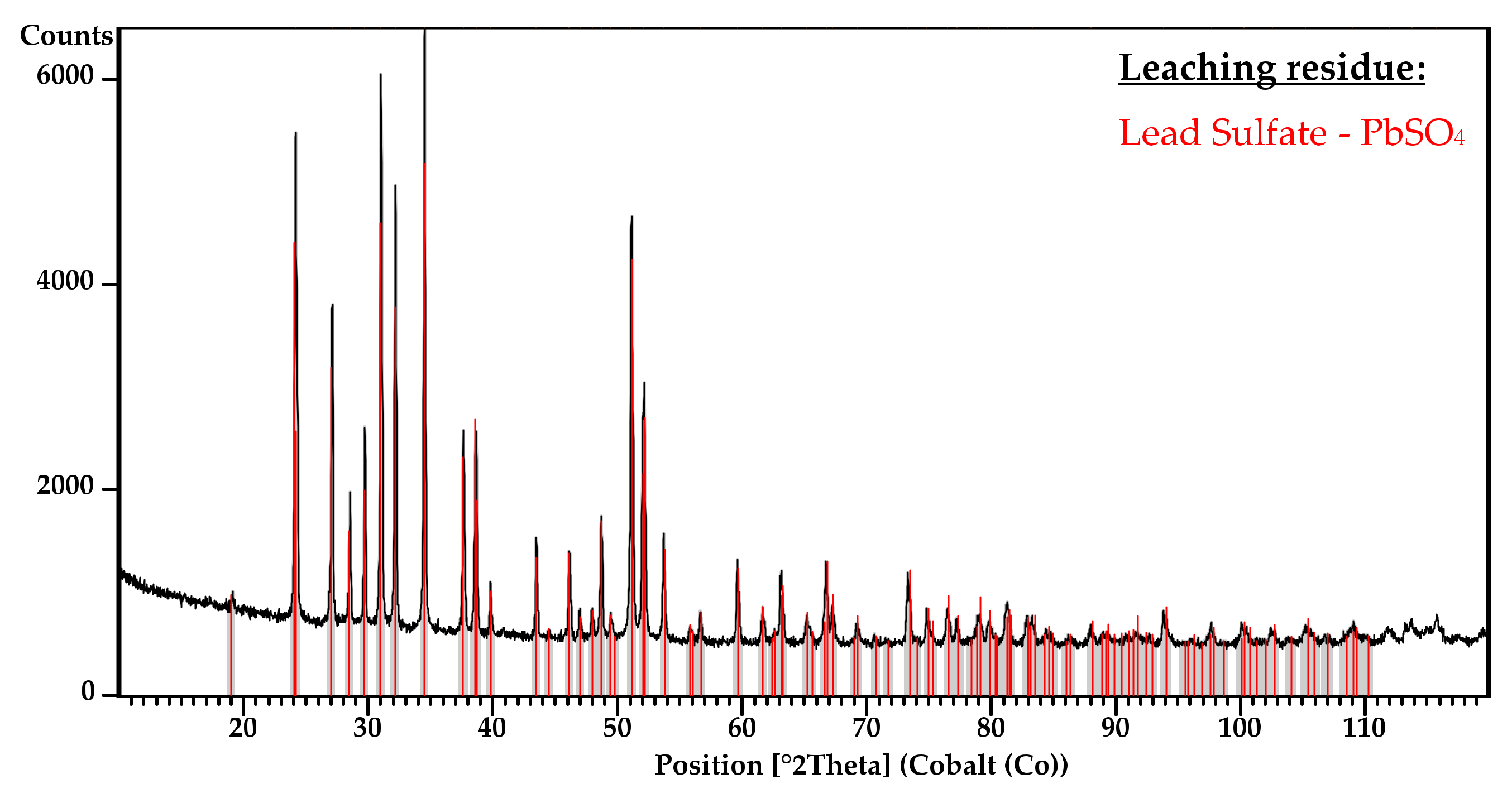
- Sulphates of present elements are well soluble except for the lead, which forms insoluble PbSO4;
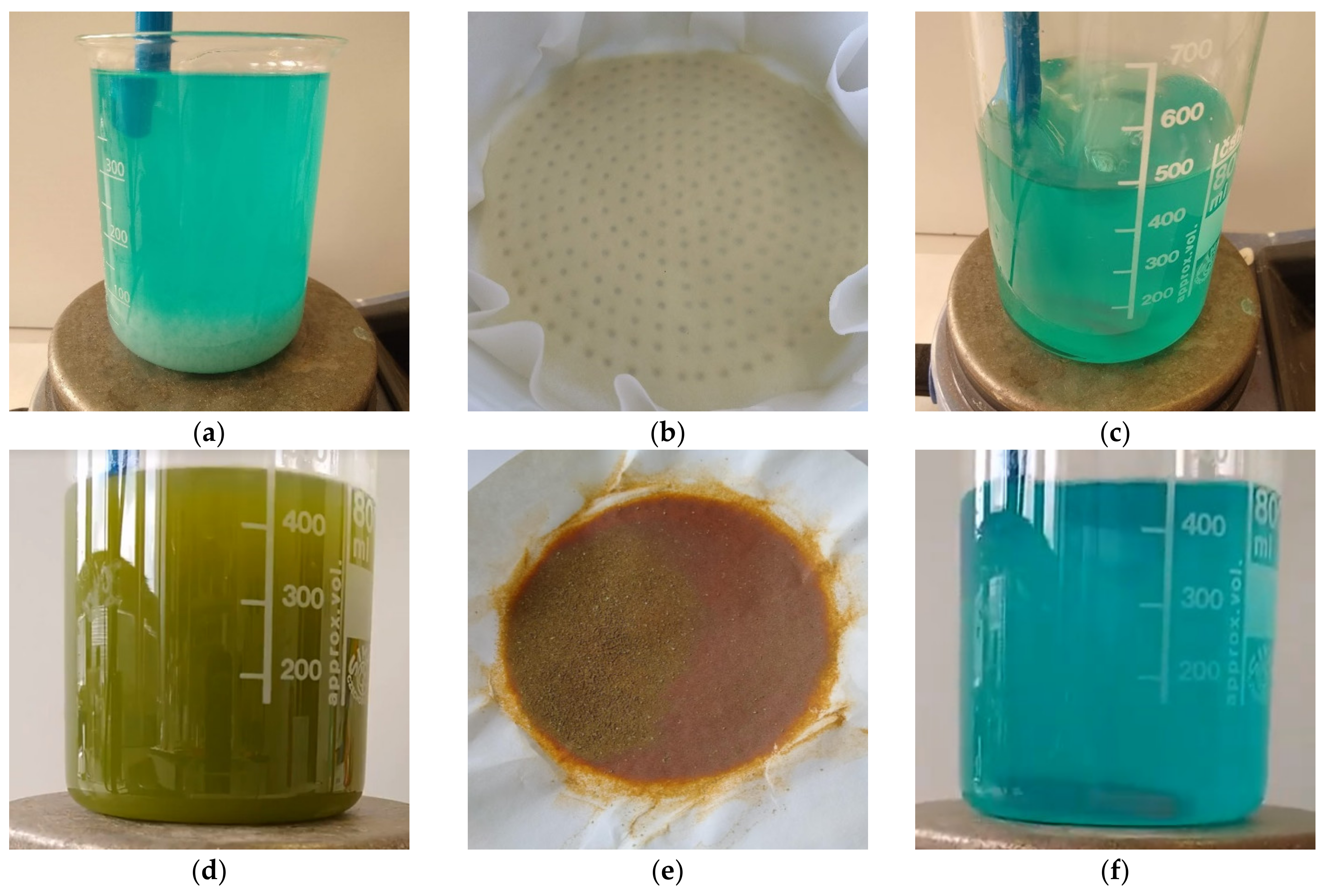
- Lead sulphate is selectively removed from the zinc, copper, tin, iron and others dissolved elements by filtration;
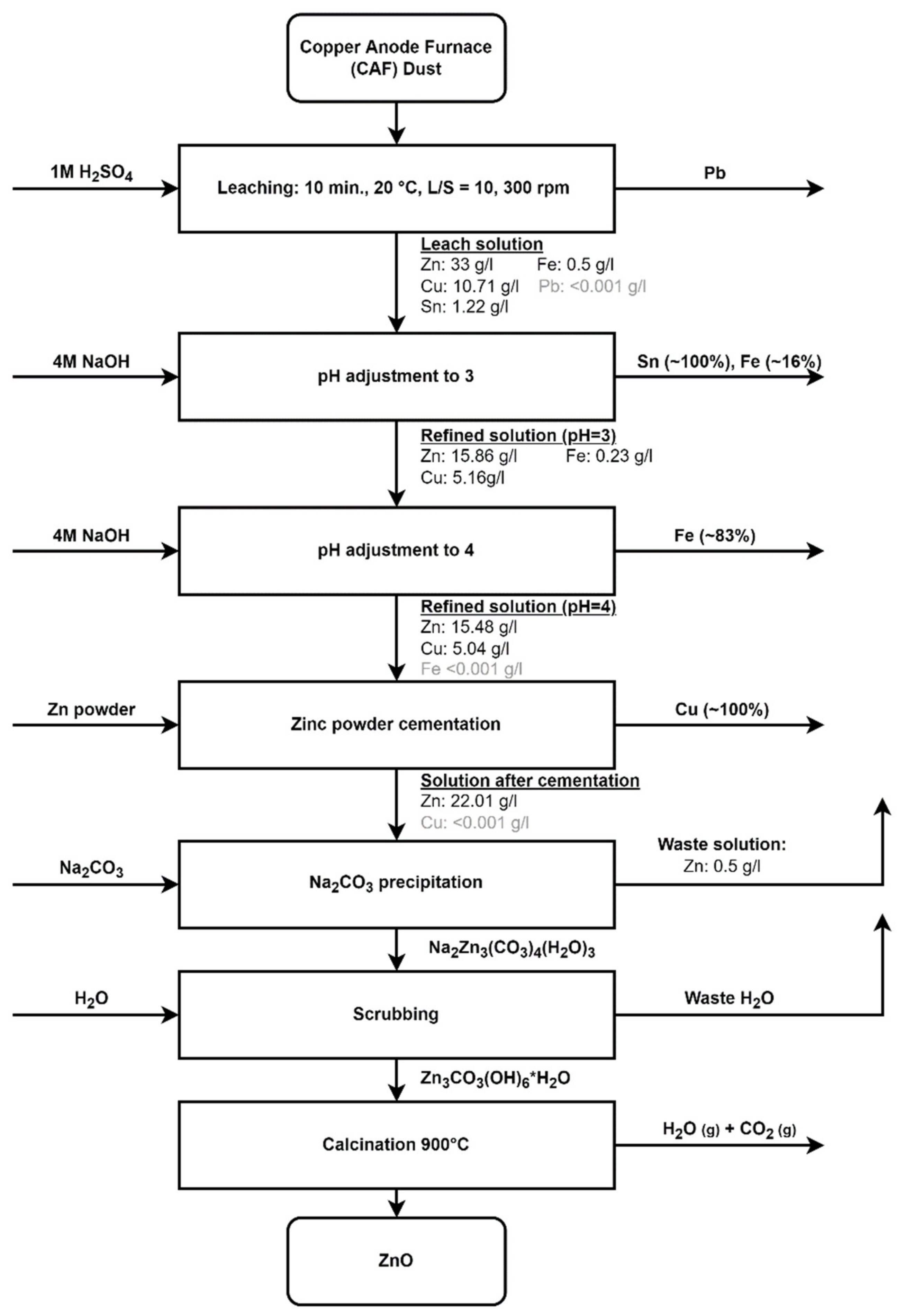
- Optimum conditions for zinc leaching were determined as liquid to solid ratio of 10, ambient leaching temperature, leaching time of 1 h and 1M H2SO4;
- Zinc leaching efficiency of 98.85% was achieved at these conditions;
- Refining of the leach solution consisted of adjusting the pH to value 3, to value 4 and by cementation;
- pH increase to 3 resulted in quantitative precipitation of the tin from the solution with 15.79% co-precipitation of iron;
- Further pH increase to 4 led to precipitation of iron remaining 82.75% of iron;
- No copper or zinc were precipitated during followed pH adjustments;
- Zinc powder cementation was used in order to remove the copper from the solution;
- Copper concentration decreased from 5038 to 2.22 mg/L which represent 99.96% removal efficiency of cementation, while zinc concentration was increased from 15,478 to 21,021 mg/L;
- The increased cementation temperature has no positive effect on the efficiency after 30 min of the experiment;
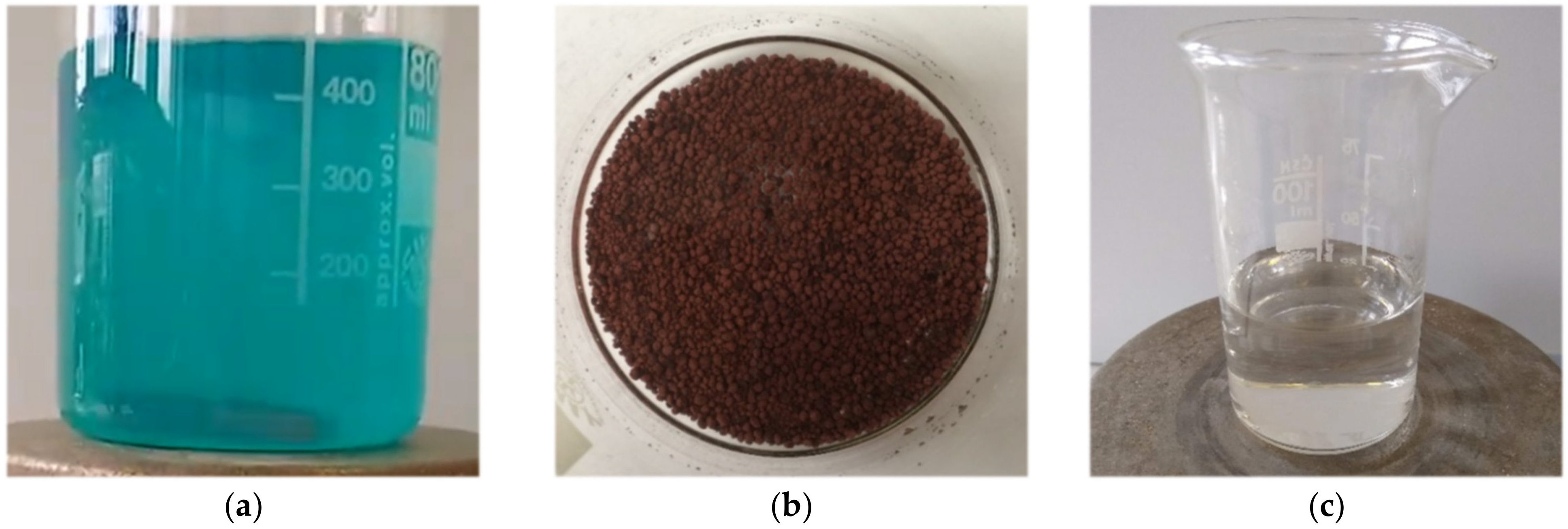
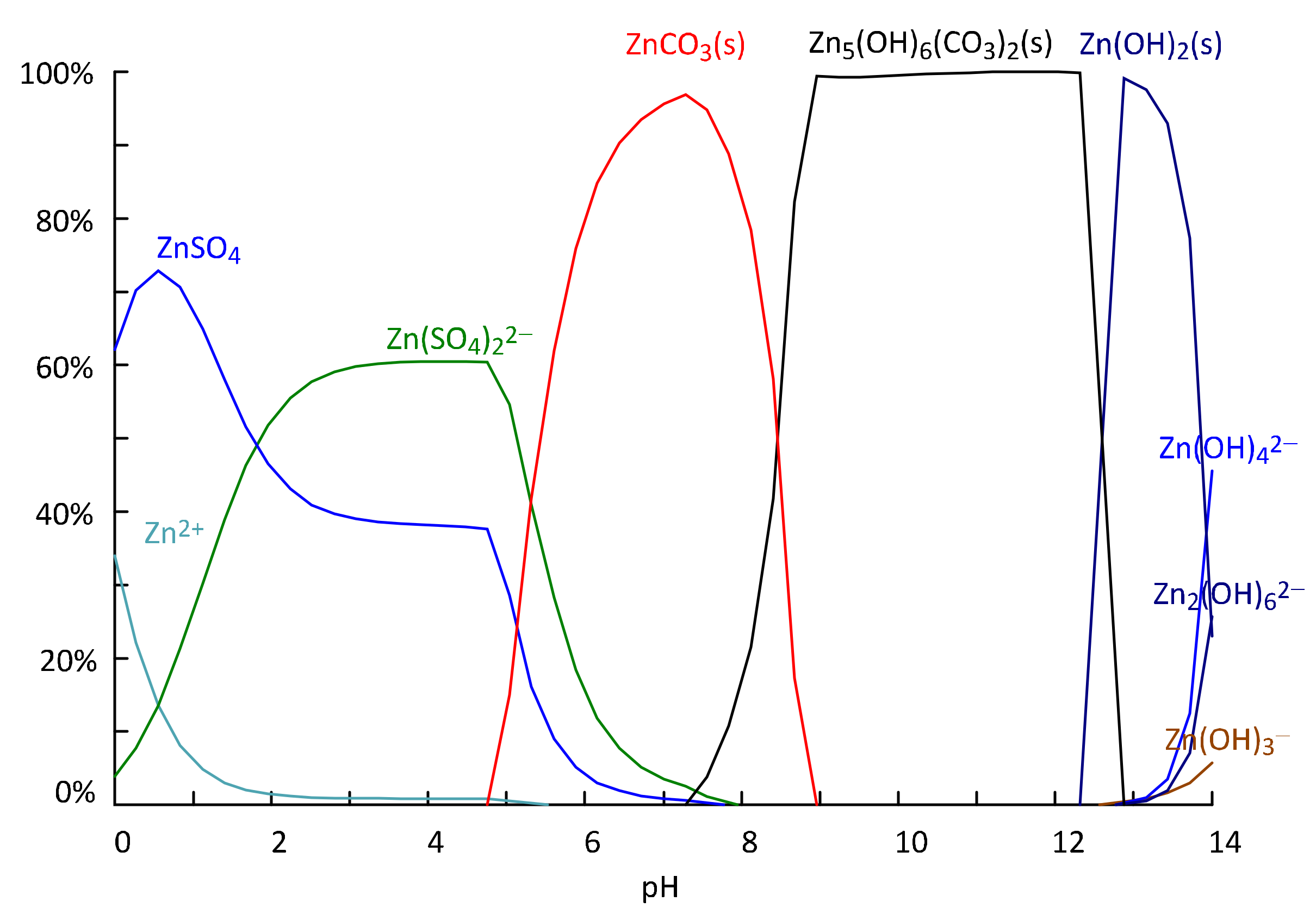
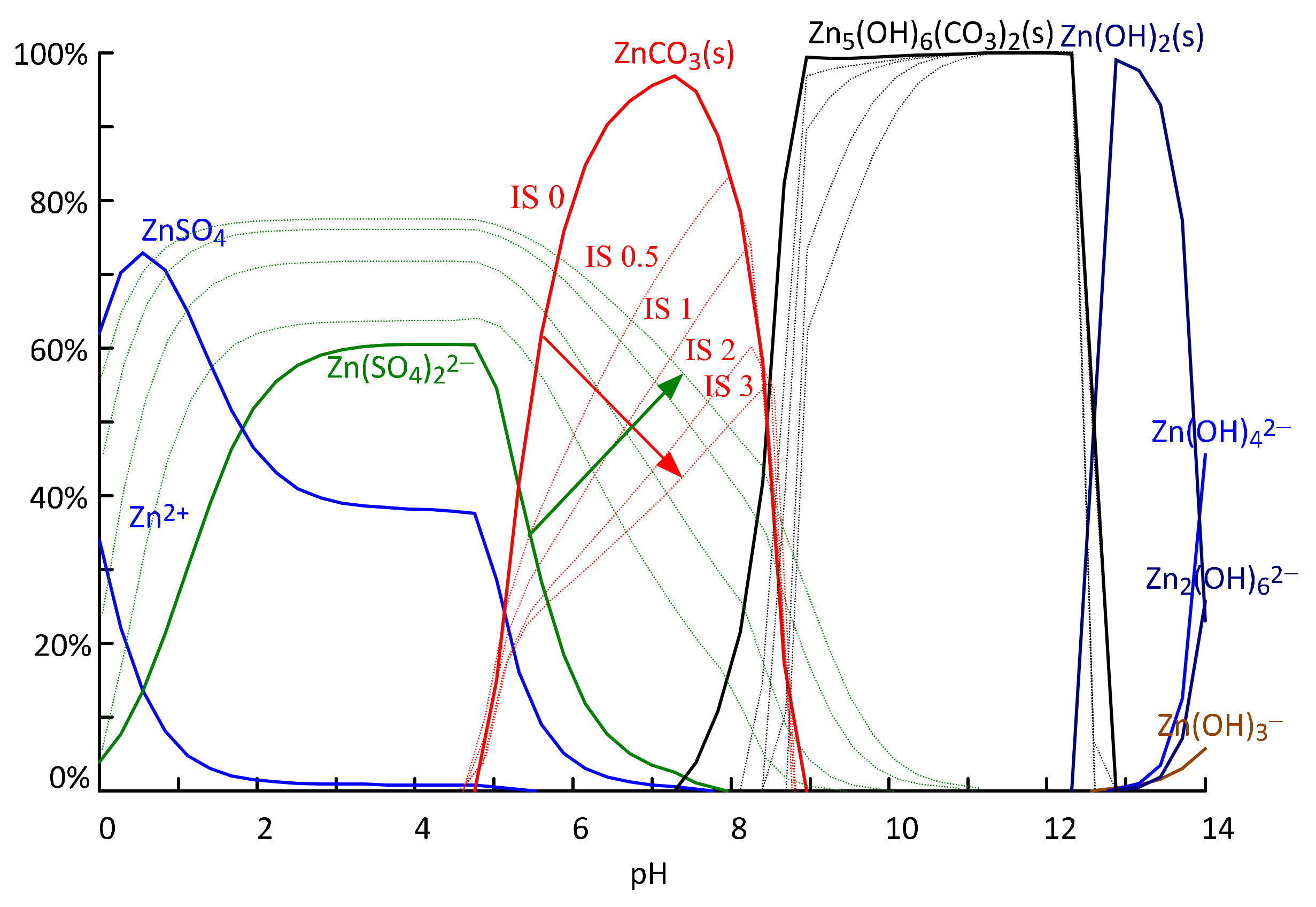
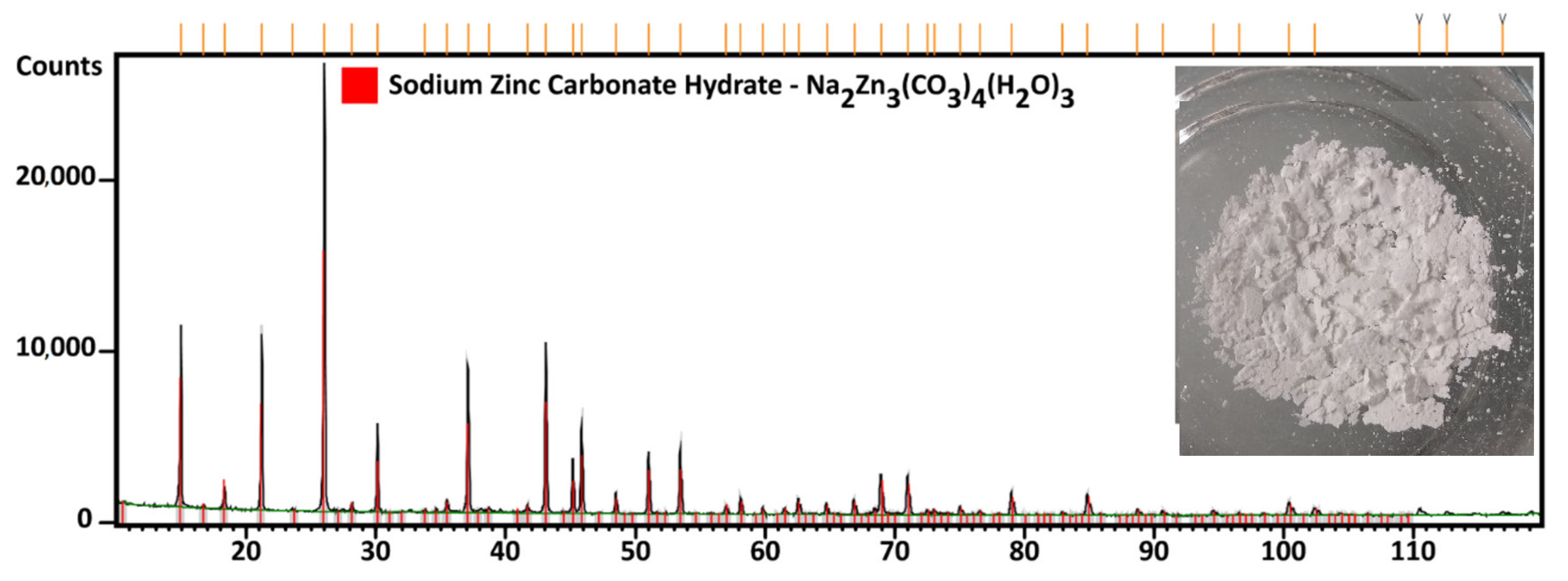
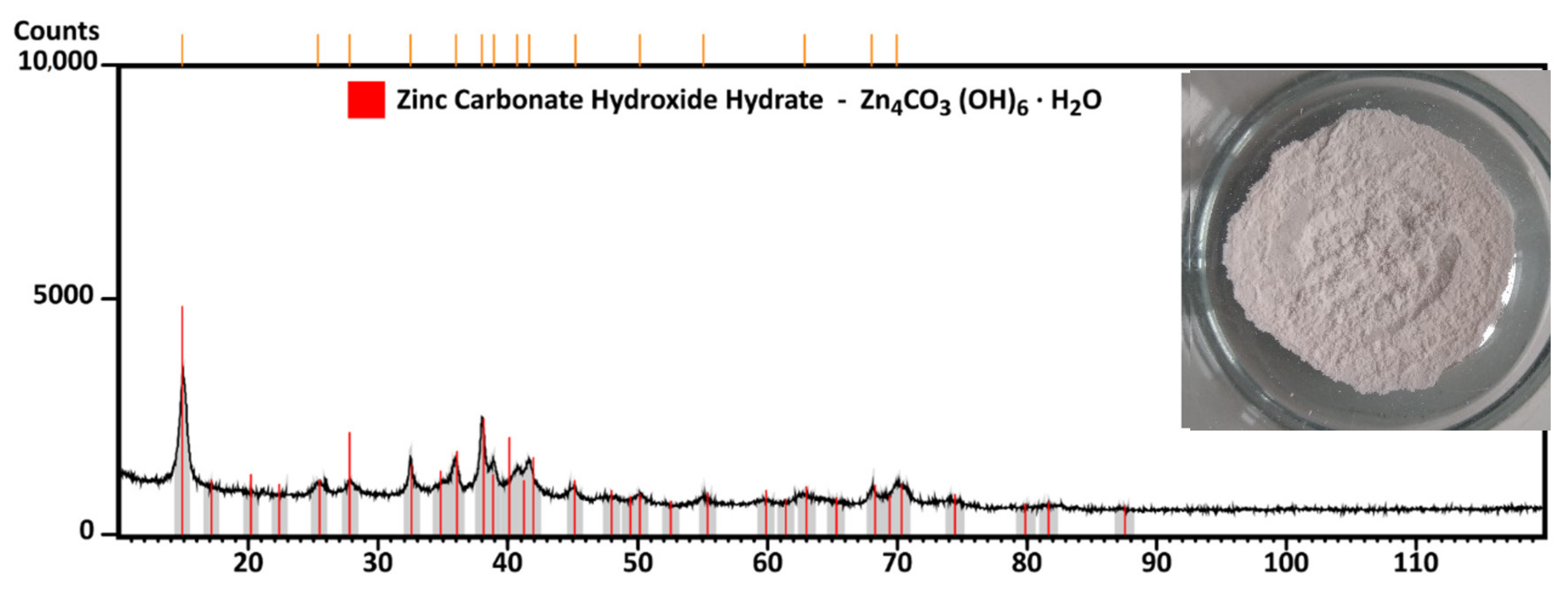
- Zinc was then precipitated from refined solution by the addition of Na2CO3, which caused further pH increase;
- Theoretical increase to pH of 6 was not sufficient for quantitative recovery of the zinc from solution due to zinc complexation and therefore the addition of Na2CO3 was increased to 3 g per 50 mL until pH 9 was reached;
- The concentration of zinc in solution decreased from 21,021 mg/L to 566 mg/L, which represents 97.31% precipitation efficiency;
- The solid residue scrubbing removes sodium and calcination at 900 °C decompose ZnCO3 into ZnO and CO2;
- A total of 96.16% of the zinc in the form of ZnO was recovered from the CAF dust waste by proposed method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- International Copper Study Group, Lisbon, Portugal. Available online: https://www.icsg.org/index.php/111-icsg-releases-latest-copper-market-forecast-2021-2022 (accessed on 26 July 2021).
- Garside, M. Copper Refinery Production Worldwide 2000–2019. Available online: https://www.statista.com/statistics/254917/total-global-copper-production-since-2006/ (accessed on 26 July 2021).
- All the Metals We’ve Mined in One Visualization. Available online: https://elements.visualcapitalist.com/wp-content/uploads/2021/09/all-of-the-metals-one-visualization.html (accessed on 22 November 2021).
- Nagyová, I.; Melichová, Z.; Komadelová, T.; Boháč, P.; Andráš, P. Environmental Assessment Of Impacts By Old Copper Mining Activities—A Case Study at Špania Dolina Starohorskémts, Slovakia. Carpathian J. Earth Environ. Sci. 2013, 8, 101–108. [Google Scholar]
- Dong, D.; van Oers, L.; Tukker, A.; van der Voet, E. Assessing the Future Environmental Impacts of Copper Production in China: Implications of the Energy Transition. J. Clean. Prod. 2020, 274, 122825. [Google Scholar] [CrossRef]
- Europe’s Demand for Copper Is Increasingly Met by Recycling. Available online: https://copperalliance.eu/benefits-of-copper/recycling/ (accessed on 22 November 2021).
- Ilyas, S.; Srivastava, R.R.; Kim, H.; Das, S.; Singh, V.K. Circular Bioeconomy and Environmental Benignness through Microbial Recycling of E-Waste: A Case Study on Copper and Gold Restoration. Waste Manag. 2021, 121, 175–185. [Google Scholar] [CrossRef] [PubMed]
- You, J.; Solongo, S.K.; Gomez-Flores, A.; Choi, S.; Zhao, H.; Urík, M.; Ilyas, S.; Kim, H. Intensified Bioleaching of Chalcopyrite Concentrate Using Adapted Mesophilic Culture in Continuous Stirred Tank Reactors. Bioresour. Technol. 2020, 307, 123181. [Google Scholar] [CrossRef]
- European Commission, Joint Research Centre. Towards Recycling Indicators Based on EU Flows and Raw Materials System Analysis Data: Supporting the EU 28 Raw Materials and Circular Economy Policies through RMIS; Publications Office: Luxembourg, 2018; Available online: https://data.europa.eu/doi/10.2760/092885 (accessed on 22 November 2021).
- Orac, D.; Laubertova, M.; Piroskova, J.; Klein, D.; Bures, R.; Klimko, J. Characterization of Dusts from Secondary Copper Production. J. Min. Metall. B Metall. 2020, 56, 221–228. [Google Scholar] [CrossRef]
- Li, Q.; Pinto, I.S.S.; Zhao, Y. Sequential Stepwise Recovery of Selected Metals from Flue Dusts of Secondary Copper Smelting. J. Clean. Prod. 2014, 84, 663–670. [Google Scholar] [CrossRef]
- Gabler, R. Metal Recovery from Secondary Copper Converter Dust by Ammoniacal Carbonate Leaching; Bureau of Mines, U.S. Department of the Interior: Washington, DC, USA, 1988. [Google Scholar]
- Mukongo, T.; Maweja, K.; wa Ngalu, B.; Mutombo, I.; Tshilombo, K. Zinc Recovery from the Water-Jacket Furnace Flue Dusts by Leaching and Electrowinning in a SEC-CCS Cell. Hydrometallurgy 2009, 97, 53–60. [Google Scholar] [CrossRef]
- Liu, W.-F.; Fu, X.-C.; Yang, T.-Z.; Zhang, D.-C.; Chen, L. Oxidation leaching of copper smelting dust by controlling potential. Trans. Nonferrous Met. Soc. China 2018, 28, 1854–1861. [Google Scholar] [CrossRef]
- Lucheva, B.; Iliev, P.; Kolev, D. Hydro—Pyrometallurgical Treatment of Copper Converter Flue Dust. J. Chem. Technol. Metall. 2017, 52, 320–325. [Google Scholar]
- Jose Alguacil, F.; Regel-Rosocka, M. Hydrometallurgical Treatment of Hazardous Copper Cottrell Dusts to Recover Copper. Physicochem. Probl. Miner. Process. 2018, 54, 771–780. [Google Scholar] [CrossRef]
- Morales, A.; Cruells, M.; Roca, A.; Bergó, R. Treatment of Copper Flash Smelter Flue Dusts for Copper and Zinc Extraction and Arsenic Stabilization. Hydrometallurgy 2010, 105, 148–154. [Google Scholar] [CrossRef]
- Helbig, T.; Gilbricht, S.; Lehmann, F.; Daus, B.; Kelly, N.; Haseneder, R.; Scharf, C. Oxidative leaching of a sulfidic flue dust of former copper shale processingwith focus on rhenium. Miner. Eng. 2018, 128, 168–178. [Google Scholar] [CrossRef]
- Klein, D.; Oráč, D. Treatment of anode furnace dust in sulfuric acid. In Metallurgy Junior 2018; Technical University of Košice: Košice, Slovakia, 2018; ISBN 978-80-553-2971-0. [Google Scholar]
- Klein, D.; Oráč, D. Cementation of leach solution from copper dust leaching. In Metalurgia Junior 2019; Technická Univerzita v Košiciach: Košice, Slovakia, 2019; ISBN 978-80-553-3315-1. [Google Scholar]
- Zhang, Y.; Man, R.-L.; Ni, W.-D.; Wang, H. Selective leaching of base metals from copper smelter slag. Hydrometallurgy 2010, 103, 25–29. [Google Scholar]
- Khalid, M.K.; Hamuyuni, J.; Agarwal, V.; Pihlasalo, J.; Haapalainen, M.; Lundström, M. Sulfuric acid leaching for capturing value from copper rich converterslag. J. Clean. Prod. 2019, 215, 1005–1013. [Google Scholar] [CrossRef]
- Gargul, K.; Boryczko, B.; Bukowska, A.; Jarosz, P.; Malecki, S. Leaching of lead and copper from flash smelting slag by citric acid. Arch. Civ. Mech. Eng. 2019, 19, 648–656. [Google Scholar] [CrossRef]
- Dimitrijević, M.; Urošević, D.; Milić, S.; Sokić, M.; Marković, R. Dissolution of copper from smelting slag by leaching in chloride media. J. Min. Metall. Sect. B Metall. 2017, 53, 407–412. [Google Scholar] [CrossRef] [Green Version]
- Palimąka, P.; Pietrzyk, S.; Stępień, M.; Ciećko, K.; Nejman, I. Zinc Recovery from Steelmaking Dust by Hydrometallurgical Methods. Metals 2018, 8, 547. [Google Scholar] [CrossRef] [Green Version]
- Piroskova, J.; Laubertova, M.; Miskufova, A.; Orac, D. Hydrometallurgical Treatment of Copper Shaft Furnace Dust for Lead Recovery. World Metall.—Erzmetall 2018, 71, 37–42. [Google Scholar]
- Laubertova, M.; Havlik, T.; Parilak, L.; Derin, B.; Trpčevská, J. The Effects Of Microwave-Assisted Leaching On The Treatment Of Electric Arc Furnace Dusts (Eafd). Arch. Metall. Mater. 2020, 1, 321–328. [Google Scholar] [CrossRef]
- Caplan, M.; Trouba, J.; Anderson, C.; Wang, S. Hydrometallurgical Leaching of Copper Flash Furnace Electrostatic Precipitator Dust for the Separation of Copper from Bismuth and Arsenic. Metals 2021, 11, 371. [Google Scholar] [CrossRef]
- Darezereshki, E.; Bakhtiari, F. Synthesis and characterization of tenorite (CuO) nanoparticles from smelting furnace dust (SFD). J. Min. Metall. Sect. B Metall. 2013, 49, 21–26. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, X.; Yang, T.; Rao, S.; Hu, W.; Liu, W.; Chen, L. Selective leaching of zinc from blast furnace dust with mono-ligand andmixed-ligand complex leaching systems. Hydrometallurgy 2017, 169, 219–228. [Google Scholar] [CrossRef]
- Laubertová, M.; Kollová, A.; Trpčevská, J.; Plešingerová, B.; Briančin, J. Hydrometallurgical Treatment of Converter Dust from Secondary Copper Production: A Study of the Lead Cementation from Acetate Solution. Minerals 2021, 11, 1326. [Google Scholar] [CrossRef]
- Mičková, V.; Ružičková, S.; Remeteiová, D.; Laubertová, M.; Dorková, M. Sampling and Digestion of Waste Mobile Phones Printed Circuit Boards for Cu, Pb, Ni, and Zn Determination. Chem. Pap. 2018, 72, 1231–1238. [Google Scholar]
- Jiři, G.K.; Laubertová, M.; Leber, P.; Král, P. Sampling IV, Industry, 1st ed.; 2Theta: Český Těšin, Czech Republic, 2017; 228p, ISBN 978-80-86380-87-2. (In Slovak) [Google Scholar]
- Dean, J.A. Lange’s handbook of chemistry. Mater. Manuf. Process. 1990, 5, 687–688. [Google Scholar] [CrossRef]
- Ma, Y.; Stopic, S.; Wang, X.; Forsberg, K.; Friedrich, B. Basic Sulfate Precipitation of Zirconium from Sulfuric Acid Leach Solution. Metals 2020, 10, 1099. [Google Scholar] [CrossRef]
- Nelson, A.; Wang, W.; Demopoulos, G.P.; Houlachi, G. Removal of cobalt from zinc electrolyte by cementation: A critical review. Miner. Process. Extr. Metall. Rev. 2000, 20, 325–356. [Google Scholar] [CrossRef]
- Demirkran, N.; Künkül, A. Recovering of copper with metallic aluminum. Trans. Nonferrous Met. Soc. China 2011, 21, 2778–2782. [Google Scholar] [CrossRef]
- Silwamba, M.; Ito, M.; Hiroyoshi, N.; Tabelin, C.B. Recovery of Lead and Zinc from Zinc Plant Leach Residues by Concurrent Dissolution-Cementation. Metals 2020, 10, 531. [Google Scholar] [CrossRef] [Green Version]
- Choi, S.; Yoo, K.; Alorro, R.D.; Tabelin, C.B. Cementation of Co ion in leach solution using Zn powder followed by magnetic separation of cementation-precipitate for recovery of unreacted Zn powder. Miner. Eng. 2020, 145, 106061. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zn | Pb | Cu | Sn | Fe | Ca | As | Si | Ni | Cl- |
|---|---|---|---|---|---|---|---|---|---|---|
| Content (% w/w) | 28.35 | 10.28 | 7.51 | 1.50 | 0.67 | 0.22 | 0.08 | 0.09 | 0.02 | 13.71 |
| Temp. (°C) | ∆G° (kJ) | ||||||
|---|---|---|---|---|---|---|---|
| (1) | (2) | (3) | (4) | (5) | (6) | (7) | |
| 0 | −118.33 | −62.92 | −199.69 | −66.99 | −23.95 | −24 | 44.17 |
| 20 | −111.86 | −50.26 | −182.74 | −64.26 | −22.08 | −24.35 | 47.08 |
| 40 | −105.08 | −37.35 | −165.18 | −61.32 | −20.3 | −24.9 | 49.75 |
| 60 | −97.98 | −24.2 | −147.02 | −58.18 | −18.61 | −25.64 | 52.2 |
| 80 | −90.58 | −10.81 | −128.28 | −54.84 | −17.03 | −26.57 | 54.43 |
| 100 | −82.86 | 2.81 | −108.99 | −51.32 | −23.95 | −27.66 | 56.45 |
| 1 M H2SO4, 80 °C, L/S = 40 | Zn | Cu | Sn | Fe | Pb |
|---|---|---|---|---|---|
| Concentration (mg/L) | 8620 | 2089 | 407 | 168 | 6.91 |
| Analyte | Zn | Cu | Pb | Sn | Fe |
|---|---|---|---|---|---|
| Concentration (mg/L) | 33,000 | 10,712 | 31.98 | 1221 | 585.2 |
| Leaching efficiency (%) | 98.85% | 94.86% | 0.30% | 79.37% | 78.16% |
| Solution Description | Analyte | Zn | Cu | Pb | Sn | Fe |
|---|---|---|---|---|---|---|
| pH 0.33 200 mL | Concentration (mg/L) | 33,000 | 10,712 | 31.98 | 1221 | 585.2 |
| Absolute amount (g) | 6.6 | 2.142 | 0.006 | 0.244 | 0.118 | |
| pH 3 415 mL | Concentration (mg/L) | 15,860 | 5 162 | 14.76 | <LOD | 237.5 |
| Absolute Me amount (g) | 6.582 | 2.142 | 0.006 | 0 | 0.099 | |
| Me precipitation efficiency (%) | 0.274% | 0.008% | 4.231% | 100% | 15.787% | |
| pH 4 425 mL | Concentration (mg/L) | 15,478 | 5,038 | 10.51 | <LOD | 4.03 |
| Absolute Me amount (g) | 6.578 | 2.141 | 0.004 | 0 | 0.002 | |
| Me precipitation efficiency (%) | 0.331% | 0.058% | 30.163% | 100% | 98.537% |
| Mex+ | ⇌ | Me(s) | E° |
|---|---|---|---|
| Zn2+ + 2 e− | Zn(s) | −0.7618 | |
| Fe2+ + 2 e− | Fe(s) | −0.44 | |
| Ni2+ + 2 e− | Ni(s) | −0.25 | |
| Sn2+ + 2 e− | Sn(s) | −0.13 | |
| Pb2+ + 2 e− | Pb(s) | −0.126 | |
| Cu2+ + 2 e− | Cu(s) | 0.34 |
| Solution Description | Analyte | Zn | Cu | Pb | Sn | Fe |
|---|---|---|---|---|---|---|
| Leachate after pH adjustment | Concentration (mg/mL) | 15,478 | 5038 | 10.51 | <LOD | 4.03 |
| Absolute amount (g) | 6.578 | 2.141 | 0.004 | 0 | 0.002 | |
| Leachate after cementation at 20 °C | Concentration (mg/mL) | 21,021 | 2.22 | 0.65 | <LOD | 2.01 |
| Absolute amount (g) | 8.4084 | 0.000888 | 0.00026 | 0 | 0.000804 | |
| Cementation efficiency (%) | - | 99.96% | 93.50% | - | 59.80% | |
| Temperature (°C) | ∆G° (kJ) | ||
|---|---|---|---|
| (10) | (11) | (12) | |
| 0 | −85.067 | −60.782 | −392.710 |
| 20 | −84.738 | −63.351 | −458.227 |
| 40 | −84.387 | −65.837 | −527.329 |
| 60 | −84.015 | −68.245 | −590.405 |
| 80 | −83.627 | −70.579 | −648.151 |
| 100 | −83.225 | −72.843 | −691.628 |
| Solution Description | Analyte | Zn | Cu | Pb | Sn | Fe |
|---|---|---|---|---|---|---|
| Leachate after cementation at 20 °C | Concentration (mg/L) | 21 021 | 2.22 | 0.65 | 0 | 2.01 |
| Absolute amount (g) | 0.526 | 5.5 × 10−5 | 1.63 × 10−5 | 0 | 5.03 × 10−5 | |
| Leachate after precipitation Na2CO3 | Concentration (mg/L) | 566 | 2.45 | 0.65 | 0 | 1.98 |
| Absolute amount (g) | 0.014 | 6.1 × 10−5 | 1.63 × 10−5 | 0 | 4.95 × 10−5 | |
| Precipitation efficiency (%) | 97.31% | - | - | - | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oráč, D.; Klimko, J.; Klein, D.; Pirošková, J.; Liptai, P.; Vindt, T.; Miškufová, A. Hydrometallurgical Recycling of Copper Anode Furnace Dust for a Complete Recovery of Metal Values. Metals 2022, 12, 36. https://doi.org/10.3390/met12010036
Oráč D, Klimko J, Klein D, Pirošková J, Liptai P, Vindt T, Miškufová A. Hydrometallurgical Recycling of Copper Anode Furnace Dust for a Complete Recovery of Metal Values. Metals. 2022; 12(1):36. https://doi.org/10.3390/met12010036
Chicago/Turabian StyleOráč, Dušan, Jakub Klimko, Dušan Klein, Jana Pirošková, Pavol Liptai, Tomáš Vindt, and Andrea Miškufová. 2022. "Hydrometallurgical Recycling of Copper Anode Furnace Dust for a Complete Recovery of Metal Values" Metals 12, no. 1: 36. https://doi.org/10.3390/met12010036