
Laser Shock Peening of Ti6Al4V Alloy with Combined Nanosecond and Femtosecond Laser Pulses

Abstract
:1. Introduction
2. Material and Methods
2.1. Material and LSP Experiments
2.2. Characterization Methods
3. Results and Discussion
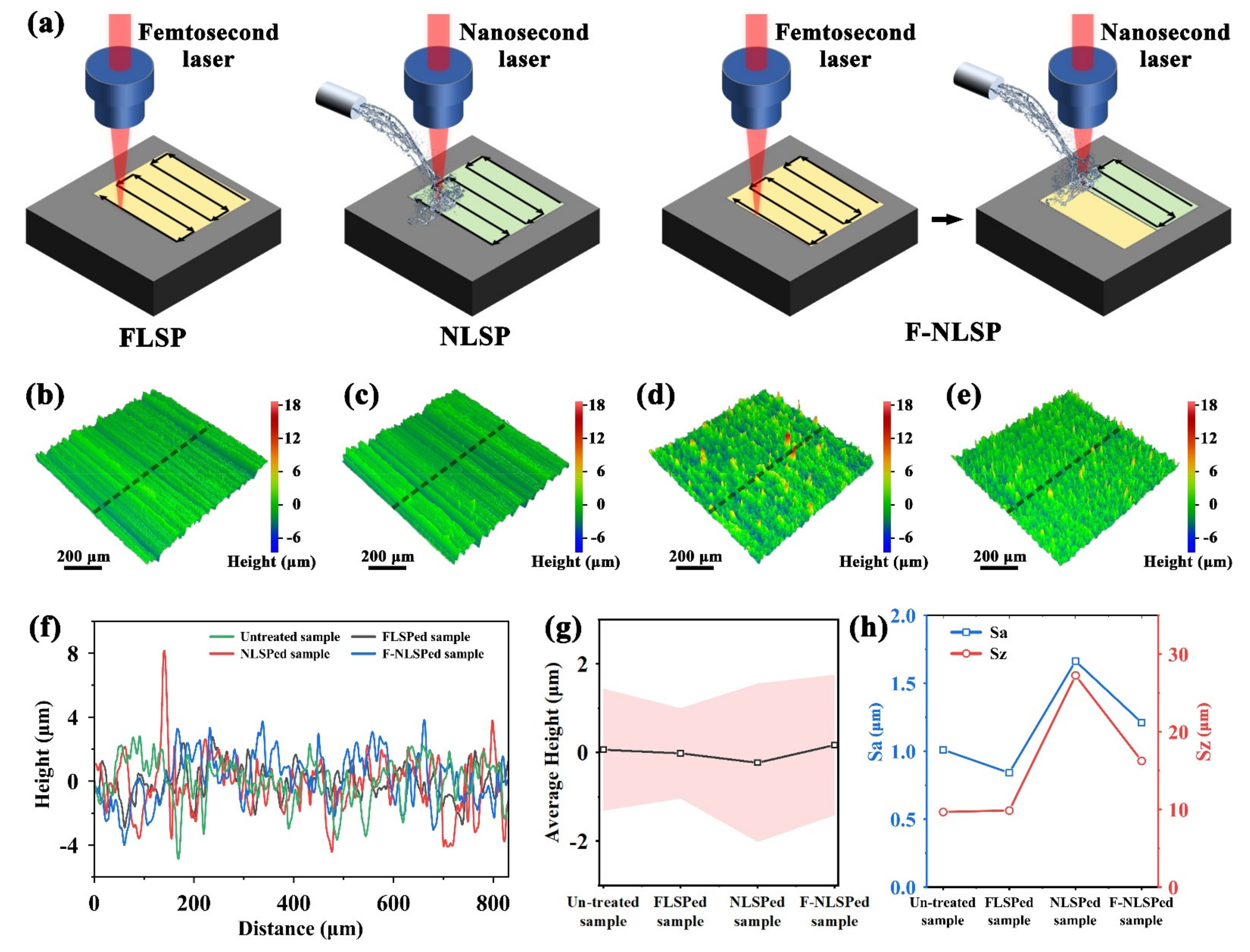
3.1. Surface Morphology Characterizations of Un-Treated and LSPed Samples
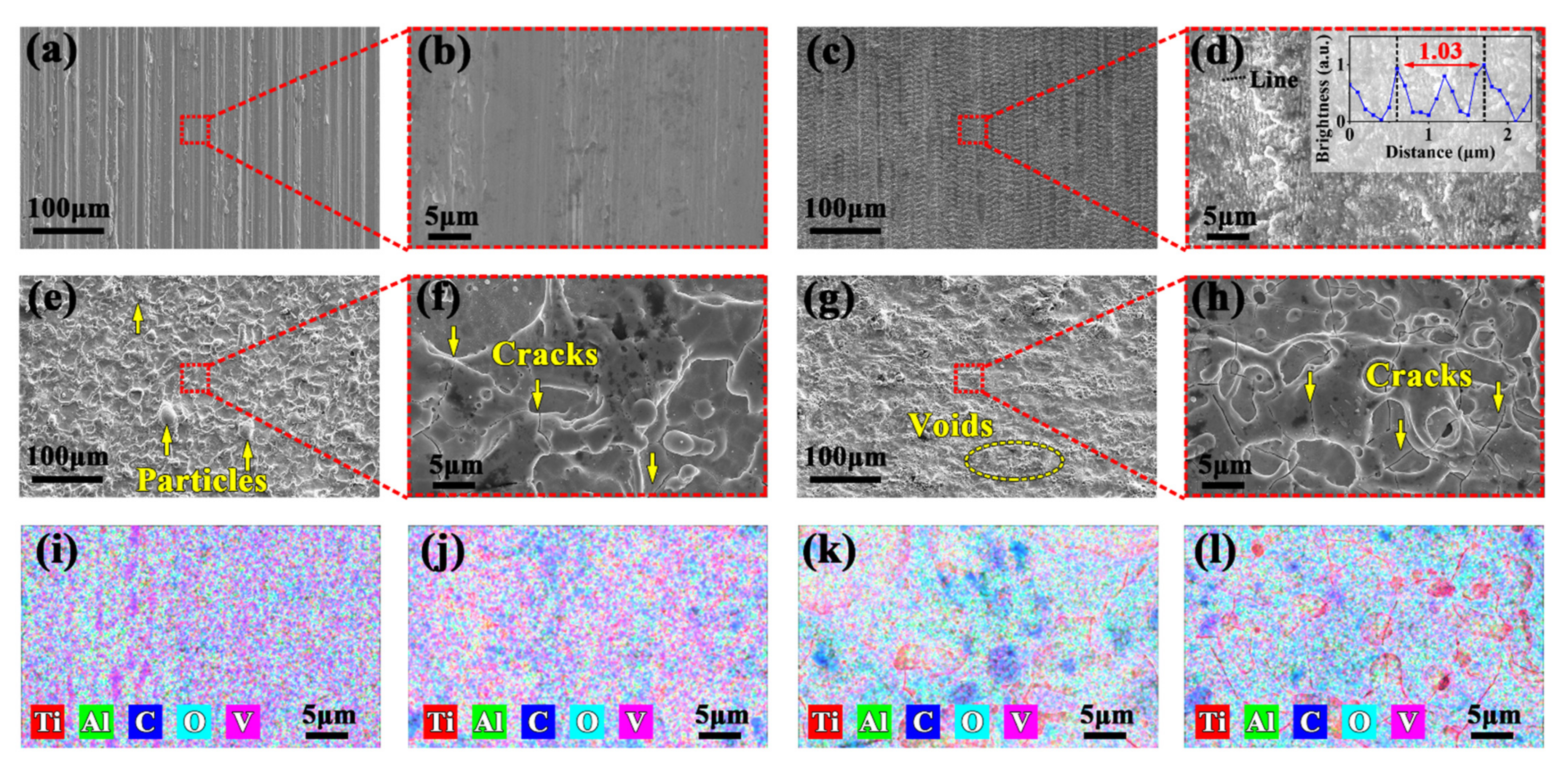
3.2. Surface Microstructural Changes of Un-Treated and LSPed Samples
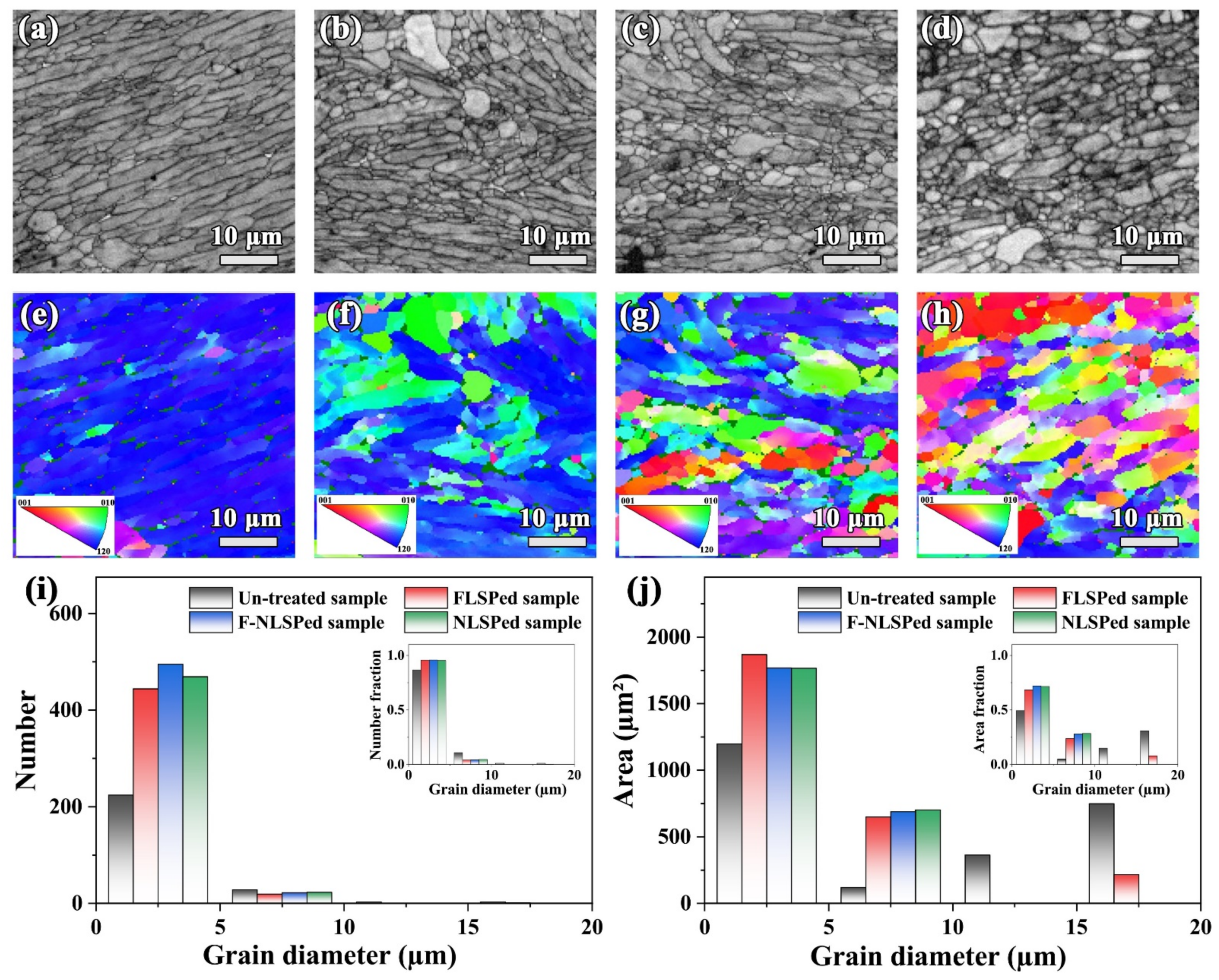
3.3. In-Depth Microstructural Changes of Un-Treated and LSPed Samples
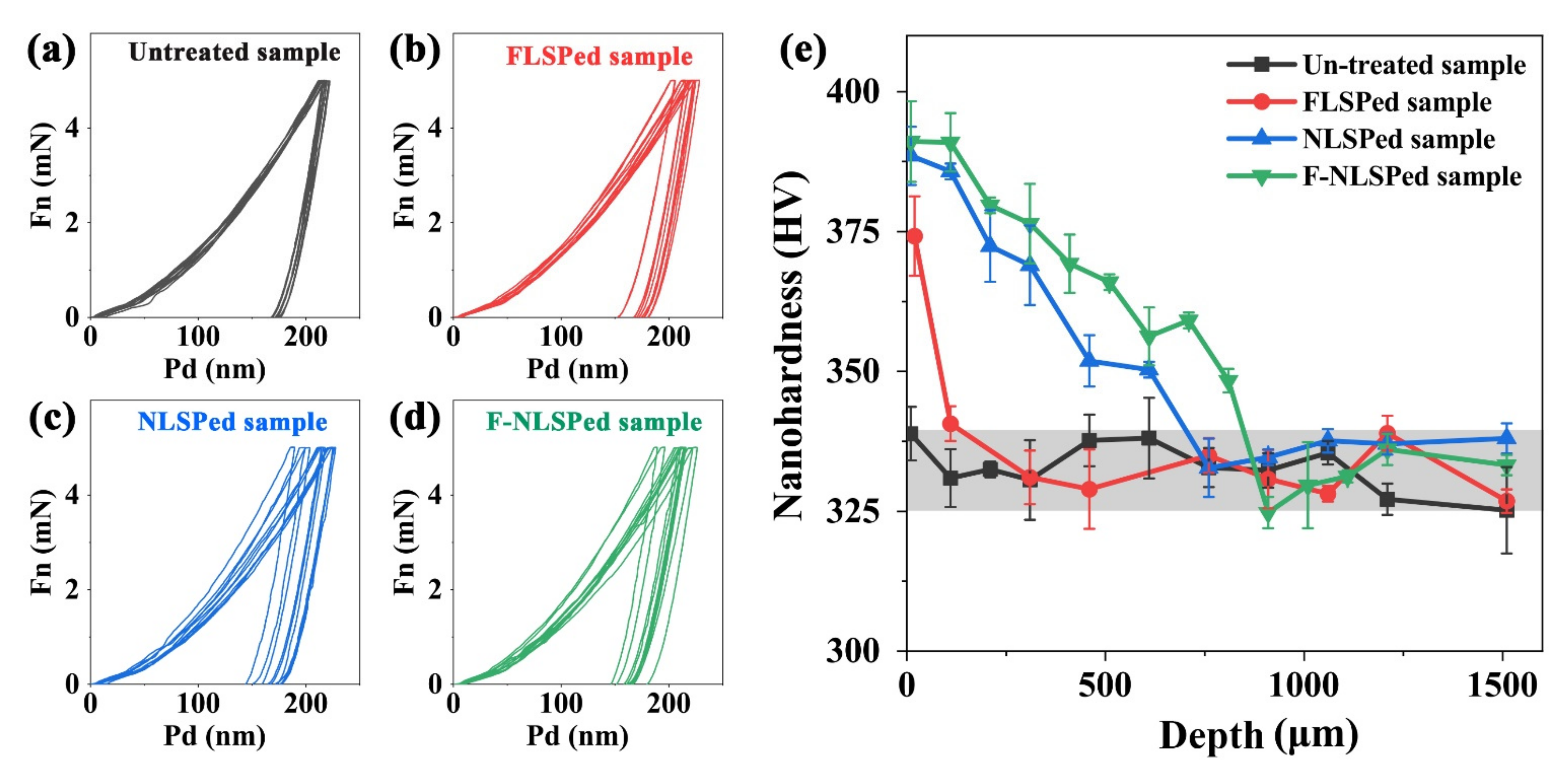
3.4. Nanoindentation Properties of Un-Treated and LSPed Surfaces
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lei, Y.B.; Wang, Z.B.; Xu, J.L.; Lu, K. Simultaneous enhancement of stress- and strain-controlled fatigue properties in 316L stainless steel with gradient nanostructure. Acta Mater. 2019, 168, 133–142. [Google Scholar] [CrossRef]
- Lainé, S.J.; Knowles, K.M.; Doorbar, P.J.; Cutts, R.D.; Rugg, D. Microstructural characterisation of metallic shot peened and laser shock peened Ti–6Al–4V. Acta Mater. 2017, 123, 350–361. [Google Scholar] [CrossRef] [Green Version]
- Long, J.; Pan, Q.; Tao, N.; Dao, M.; Suresh, S.; Lu, L. Improved fatigue resistance of gradient nanograined Cu. Acta Mater. 2019, 166, 56–66. [Google Scholar] [CrossRef]
- Guo, W.; Wang, H.; Peng, P.; Song, B.; Zhang, H.; Shao, T.; Huan, H.; Qiao, H.; Qu, G.; Zhu, D.; et al. Effect of laser shock processing on oxidation resistance of laser additive manufactured Ti6Al4V titanium alloy. Corros. Sci. 2020, 170, 108655. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, S.; Liu, W.; Sun, Z.; Zhu, G.; Xiao, T. Effect of laser shock peening on tribological properties of magnesium alloy ZK60. Tribol. Int. 2020, 144, 106138. [Google Scholar] [CrossRef]
- Lu, H.; Wang, Z.; Cai, J.; Xu, X.; Luo, K.; Wu, L.; Lu, J. Effects of laser shock peening on the hot corrosion behaviour of the selective laser melted Ti6Al4V titanium alloy. Corros. Sci. 2021, 188, 109558. [Google Scholar] [CrossRef]
- Zhang, C.; Dong, Y.; Ye, C. Recent Developments and Novel Applications of Laser Shock Peening: A Review. Adv. Eng. Mater. 2021, 23, 2001216. [Google Scholar] [CrossRef]
- Sano, Y.; Akita, K.; Sano, T. A mechanism for inducing compressive residual stresses on a surface by laser peening without coating. Metals 2020, 10, 816. [Google Scholar] [CrossRef]
- He, D.; Li, L.; Guo, W.; He, G.; Peng, P.; Shao, T.; Huan, H.; Zhang, G.; Han, G.; Yan, J. Improvement in oxidation resistance of Ti2AlNb alloys at high temperatures by laser shock peening. Corros. Sci. 2021, 184, 109364. [Google Scholar] [CrossRef]
- Margetic, V.; Pakulev, A.; Stockhaus, A.; Bolshov, M.; Niemax, K.; Hergenröder, R. Comparison of nanosecond and femtosecond laser-induced plasma spectroscopy of brass samples. Spectrochim. Acta Part B At. Spectrosc. 2000, 55, 1771–1785. [Google Scholar] [CrossRef]
- Harilal, S.S.; Kautz, E.J.; Jones, R.J.; Phillips, M.C. Spectro-temporal comparisons of optical emission, absorption, and laser-induced fluorescence for characterizing ns and fs laser-produced plasmas. Plasma Sources Sci. Technol. 2021, 30, 45007. [Google Scholar] [CrossRef]
- Förster, D.J.; Jäggi, B.; Michalowski, A.; Neuenschwander, B. Review on experimental and theoretical investigations of ultra-short pulsed laser ablation of metals with burst pulses. Materials 2021, 14, 3331. [Google Scholar] [CrossRef]
- Hatamleh, M.I.; Mahadevan, J.; Malik, A.; Qian, D.; Kovacevic, R. Prediction of Residual Stress Random Fields for Selective Laser Melted A357 Aluminum Alloy Subjected to Laser Shock Peening. J. Manuf. Sci. Eng. 2019, 141, 101011. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, H.; Wang, S.; Huang, Y.; Chen, Y.; Zhang, W.; Ostendorf, A.; Zhou, X. Life cycle strengthening of high-strength steels by nanosecond laser shock. Appl. Surf. Sci. 2021, 569, 151118. [Google Scholar] [CrossRef]
- Yella, P.; Venkateswarlu, P.; Buddu, R.K.; Vidyasagar, D.V.; Sankara Rao, K.B.; Kiran, P.P.; Rajulapati, K.V. Laser shock peening studies on SS316LN plate with various sacrificial layers. Appl. Surf. Sci. 2018, 435, 271–280. [Google Scholar] [CrossRef]
- Zhu, Y.; Fu, J.; Zheng, C.; Ji, Z. Effect of laser shock peening without absorbent coating on the mechanical properties of Zr-based bulk metallic glass. Opt. Laser Technol. 2015, 75, 157–163. [Google Scholar] [CrossRef]
- Trdan, U.; Porro, J.A.; Ocaña, J.L.; Grum, J. Laser shock peening without absorbent coating (LSPwC) effect on 3D surface topography and mechanical properties of 6082-T651 Al alloy. Surf. Coat. Technol. 2012, 208, 109–116. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.; Hodge, A.M. Study of β precipitation and layer structure formation in Al 5083: The role of dispersoids and grain boundaries. J. Alloys Compd. 2017, 703, 242–250. [Google Scholar] [CrossRef] [Green Version]
- Long, J.; Eliceiri, M.H.; Ouyang, Y.; Zhang, Y.; Xie, X.; Grigoropoulos, C.P. Effects of immersion depth on the dynamics of cavitation bubbles generated during ns laser ablation of submerged targets. Opt. Lasers Eng. 2021, 137, 106334. [Google Scholar] [CrossRef]
- Li, Y.; Ren, Z.; Jia, X.; Yang, W.; Nassreddin, N.; Dong, Y.; Ye, C.; Fortunato, A.; Zhao, X. The effects of the confining medium and protective layer during femtosecond laser shock peening. Manuf. Lett. 2021, 27, 26–30. [Google Scholar] [CrossRef]
- Nguyen, T.T.P.; Tanabe, R.; Ito, Y. Laser-induced shock process in under-liquid regime studied by time-resolved photoelasticity imaging technique. Appl. Phys. Lett. 2013, 102, 124103. [Google Scholar] [CrossRef]
- Kawashima, T.; Sano, T.; Hirose, A.; Tsutsumi, S.; Masaki, K.; Arakawa, K.; Hori, H. Femtosecond Laser Peening of Friction Stir Welded 7075-T73 Aluminum Alloys. J. Mater. Process. Technol. 2018, 262, 111–122. [Google Scholar] [CrossRef]
- Trdan, U.; Sano, T.; Klobčar, D.; Sano, Y.; Grum, J.; Šturm, R. Improvement of corrosion resistance of AA2024-T3 using femtosecond laser peening without protective and confining medium. Corros. Sci. 2018, 143, 46–55. [Google Scholar] [CrossRef]
- He, G.; Yan, J.; Zhu, D.; Xie, J. Improvement of laser shock peening depth through regulation of surface optical absorption. Adv. Mater. Interfaces 2021, 8, 2101232. [Google Scholar] [CrossRef]
- Wang, H.; Pöhl, F.; Yan, K.; Decker, P.; Gurevich, E.L.; Ostendorf, A. Effects of femtosecond laser shock peening in distilled water on the surface characterizations of NiTi shape memory alloy. Appl. Surf. Sci. 2019, 471, 869–877. [Google Scholar] [CrossRef]
- Lu, C.; Ge, L.; Zhu, B.; Li, Y.; Chen, X.; Zeng, X.; Chen, Y. Effective femtosecond laser shock peening on a Mg–3Gd alloy at low pulse energy 430 µJ of 1 kHz. J. Magnes. Alloys 2019, 7, 529–535. [Google Scholar] [CrossRef]
- Zhu, D.Z.; Yan, J.F.; Liang, Z.W.; Xie, J.W.; Bai, H.L. Laser stripping of Ag shell from Au@Ag nanoparticles. Rare Met. 2021, 40, 3454–3459. [Google Scholar] [CrossRef]
- Nakano, H.; Tsuyama, M.; Miyauti, S.; Shibayanagi, T.; Tsukamoto, M.; Abe, N. Femtosecond and nanosecond laser peening of stainless steel. J. Laser Micro Nanoeng. 2010, 5, 175–178. [Google Scholar] [CrossRef]
- Sano, T.; Eimura, T.; Hirose, A.; Kawahito, Y.; Katayama, S.; Arakawa, K.; Masaki, K.; Shiro, A.; Shobu, T.; Sano, Y. Improving Fatigue Performance of Laser-Welded. Metals 2019, 9, 1192. [Google Scholar] [CrossRef] [Green Version]
- Lu, J.Z.; Wu, L.J.; Sun, G.F.; Luo, K.Y.; Zhang, Y.K.; Cai, J.; Cui, C.Y.; Luo, X.M. Microstructural response and grain refinement mechanism of commercially pure titanium subjected to multiple laser shock peening impacts. Acta Mater. 2017, 127, 252–266. [Google Scholar] [CrossRef]
- Ma, J.; He, G.; Jia, Z.; Wang, X.; Wang, J. Solution of maximum laser ablation depth based on dynamic energy distribution model. Mater. Manuf. Process. 2019, 34, 1719–1725. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; von Alvensleben, F.; Tünnermann, A. Femtosecond, picosecond and nanosecond laser ablation of solids. Appl. Phys. A Mater. Sci. Process. 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Li, T.; Guo, Y.; Mizutani, M.; Xu, S. Surface smoothing of bulk metallic glasses by femtosecond laser double-pulse irradiation. Surf. Coat. Technol. 2021, 408, 126803. [Google Scholar] [CrossRef]
- Fan, Z.; Sun, X.; Zhuo, X.; Mei, X.; Cui, J.; Duan, W.; Wang, W.; Zhang, X.; Yang, L. Femtosecond laser polishing yttria-stabilized zirconia coatings for improving molten salts corrosion resistance. Corros. Sci. 2021, 184, 109367. [Google Scholar] [CrossRef]
- Gao, J.; Cao, Y.; Lu, L.; Hu, Z.; Wang, K.; Guo, F.; Yan, Y. Study on the interaction between nanosecond laser and 6061 aluminum alloy considering temperature dependence. J. Alloys Compd. 2021, 892, 162044. [Google Scholar] [CrossRef]
- Lin, Q.; Fan, Z.J.; Wang, W.; Yan, Z.; Zheng, Q.; Mei, X. The effect of spot overlap ratio on femtosecond laser planarization processing of SiC ceramics. Opt. Laser Technol. 2020, 129, 106270. [Google Scholar] [CrossRef]
- Chen, L.; Richter, B.; Zhang, X.; Ren, X.; Pfefferkorn, F.E. Modification of surface characteristics and electrochemical corrosion behavior of laser powder bed fused stainless-steel 316L after laser polishing. Addit. Manuf. 2020, 32, 101013. [Google Scholar] [CrossRef]
- Wang, Q.; Samanta, A.; Toor, F.; Shaw, S.; Ding, H. Colorizing Ti-6Al-4V surface via high-throughput laser surface nanostructuring. J. Manuf. Process. 2019, 43, 70–75. [Google Scholar] [CrossRef]
- Ackerl, N.; Gugger, P.; Wegener, K. Laser marking and coloration of Ti-6Al-4V with ultrashort pulses. J. Laser Appl. 2020, 32, 32013. [Google Scholar] [CrossRef]
- Temmler, A.; Pirch, N. Investigation on the mechanism of surface structure formation during laser remelting with modulated laser power on tool steel H11. Appl. Surf. Sci. 2020, 526, 146393. [Google Scholar] [CrossRef]
- Zou, M.; Zhang, Y.; Cai, Z.; Li, C.; Sun, Z.; Yu, C.; Dong, Z.; Wu, L.; Song, Y. 3D Printing a Biomimetic Bridge-Arch Solar Evaporator for Eliminating Salt Accumulation with Desalination and Agricultural Applications. Adv. Mater. 2021, 33, 2102443. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Lin, W.; Lin, Z.; Ji, L.; Hong, M. Self-Organized Periodic Microholes Array Formation on Aluminum Surface via Femtosecond Laser Ablation Induced Incubation Effect. Adv. Funct. Mater. 2019, 29, 1903576. [Google Scholar] [CrossRef]
- Yan, J.; Zhu, D.; Xie, J.; Shao, Y.; Xiao, W. Light Tailoring of Internal Atomic Structure of Gold Nanorods. Small 2020, 16, 2001101. [Google Scholar] [CrossRef] [PubMed]
- Yao, L.; Huang, S.; Ramamurty, U.; Xiao, Z. On the formation of “Fish-scale” morphology with curved grain interfacial microstructures during selective laser melting of dissimilar alloys. Acta Mater. 2021, 220, 117331. [Google Scholar] [CrossRef]
- Petronić, S.; Čolić, K.; Đorđević, B.; Milovanović, D.; Burzić, M.; Vučetić, F. Effect of laser shock peening with and without protective coating on the microstructure and mechanical properties of Ti-alloy. Opt. Lasers Eng. 2020, 129. [Google Scholar] [CrossRef]
- Dai, F.Z.; Geng, J.; Tan, W.S.; Ren, X.D.; Lu, J.Z.; Huang, S. Friction and wear on laser textured Ti6Al4V surface subjected to laser shock peening with contacting foil. Opt. Laser Technol. 2018, 103, 142–150. [Google Scholar] [CrossRef]
- Lu, J.; Lu, H.; Xu, X.; Yao, J.; Cai, J.; Luo, K. High-performance integrated additive manufacturing with laser shock peening –induced microstructural evolution and improvement in mechanical properties of Ti6Al4V alloy components. Int. J. Mach. Tools Manuf. 2020, 148, 103475. [Google Scholar] [CrossRef]
- Ageev, E.I.; Bychenkov, V.Y.; Ionin, A.A.; Kudryashov, S.I.; Petrov, A.A.; Samokhvalov, A.A.; Veiko, V.P. Double-pulse femtosecond laser peening of aluminum alloy AA5038: Effect of inter-pulse delay on transient optical plume emission and final surface micro-hardness. Appl. Phys. Lett. 2016, 109, 211902. [Google Scholar] [CrossRef]
- Hoppius, J.S.; Kukreja, L.M.; Knyazeva, M.; Pöhl, F.; Walther, F.; Ostendorf, A.; Gurevich, E.L. On femtosecond laser shock peening of stainless steel AISI 316. Appl. Surf. Sci. 2018, 435, 1120–1124. [Google Scholar] [CrossRef] [Green Version]
- Kümmel, D.; Linsler, D.; Schneider, R.; Schneider, J. Surface engineering of a titanium alloy for tribological applications by nanosecond-pulsed laser. Tribol. Int. 2020, 150, 106376. [Google Scholar] [CrossRef]
- Yin, M.; Cai, Z.; Li, Z.; Zhou, Z.; Wang, W.; He, W. Improving impact wear resistance of Ti-6Al-4V alloy treated by laser shock peening. Trans. Nonferrous Met. Soc. China 2019, 29, 1439–1448. [Google Scholar] [CrossRef]
- Švábenská, E.; Pizurová, N.; Roupcová, P.; Chlupová, A.; Brajer, J.; Foldyna, J.; Schneeweiss, O. Effect of shock wave on microstructure of silicon steel. Surf. Interfaces 2020, 20, 100415. [Google Scholar] [CrossRef]
- Wu, J.; Che, Z.; Zou, S.; Cao, Z.; Sun, R. Surface Integrity of TA19 Notched Simulated Blades with Laser Shock Peening and Its Effect on Fatigue Strength. J. Mater. Eng. Perform. 2020, 29, 5184–5194. [Google Scholar] [CrossRef]
- Zhang, H.; Cai, Z.; Wan, Z.; Peng, P.; Zhang, H.; Sun, R.; Che, Z.; Guo, C.; Li, B.; Guo, W. Microstructure and mechanical properties of laser shock peened 38CrSi steel. Mater. Sci. Eng. A 2020, 788. [Google Scholar] [CrossRef]
- Rodopoulos, C.A.; Romero, J.S.; Curtis, S.A.; De los Rios, E.R.; Peyre, P. Effect of controlled shot peening and laser shock peening on the fatigue performance of 2024-T351 aluminum alloy. J. Mater. Eng. Perform. 2003, 12, 414–419. [Google Scholar] [CrossRef]
- Garcell, E.M.; Singh, S.C.; Li, H.; Wang, B.; Jalil, S.A.; Guo, C. Comparative study of femtosecond laser-induced structural colorization in water and air. Nanoscale Adv. 2020, 2, 2958–2967. [Google Scholar] [CrossRef]
- Cheng, C.W. Ablation of copper by a scanning Gaussian beam of a femtosecond laser pulse. Int. J. Adv. Manuf. Technol. 2017, 92, 151–156. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abbreviation | Full Form |
|---|---|
| LSP | Laser shock peening |
| NLSP | Nanosecond laser shock peening |
| FLSP | Femtosecond laser shock peening |
| F-NLSP | LSP with combined nanosecond and femtosecond laser pulses |
| LSPed | Treated after NLSP, FLSP, or F-NLSP |
| NLSPed | Treated by NLSP |
| FLSPed | Treated by FLSP |
| F-NLSPed | Treated by F-NLSP |
| SEM | Scanning electron microscope |
| WLI | White light interferometer |
| EDS | Energy-dispersive X-ray spectroscopy |
| Fn | Loading force |
| Pd | Penetration depth |
| EBSD | Electron back-scattered diffraction |
| IPF | Inverse pole figure |
| BC | Band contrast |
| Al | V | Fe | C | N | H | O | Ti |
|---|---|---|---|---|---|---|---|
| 6.14 | 4.16 | 0.04 | 0.005 | 0.01 | 0.007 | 0.14 | Bal. |
| Density (kg/m3) | Young Modulus (GPa) | Yield Stress (MPa) | Ultimate Stress (MPa) | Elongation (%) |
|---|---|---|---|---|
| 4500 | 110 | 887 | 955 | 16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, R.; He, G.; Bai, H.; Yan, J.; Guo, W. Laser Shock Peening of Ti6Al4V Alloy with Combined Nanosecond and Femtosecond Laser Pulses. Metals 2022, 12, 26. https://doi.org/10.3390/met12010026
Sun R, He G, Bai H, Yan J, Guo W. Laser Shock Peening of Ti6Al4V Alloy with Combined Nanosecond and Femtosecond Laser Pulses. Metals. 2022; 12(1):26. https://doi.org/10.3390/met12010026
Chicago/Turabian StyleSun, Rujian, Guangzhi He, Hailin Bai, Jianfeng Yan, and Wei Guo. 2022. "Laser Shock Peening of Ti6Al4V Alloy with Combined Nanosecond and Femtosecond Laser Pulses" Metals 12, no. 1: 26. https://doi.org/10.3390/met12010026