The present section provides details about the material and experimental testing procedure developed. Details about the manufacturing process, metallographic analysis, hardness, quasi-static tensile and fatigue testing will be discussed. Furthermore, a numerical model for stress calculation for the proposed testing procedure and its validation will be presented.
2.3. Fatigue Tests
High-cycle fatigue tests were performed in two types of specimens.
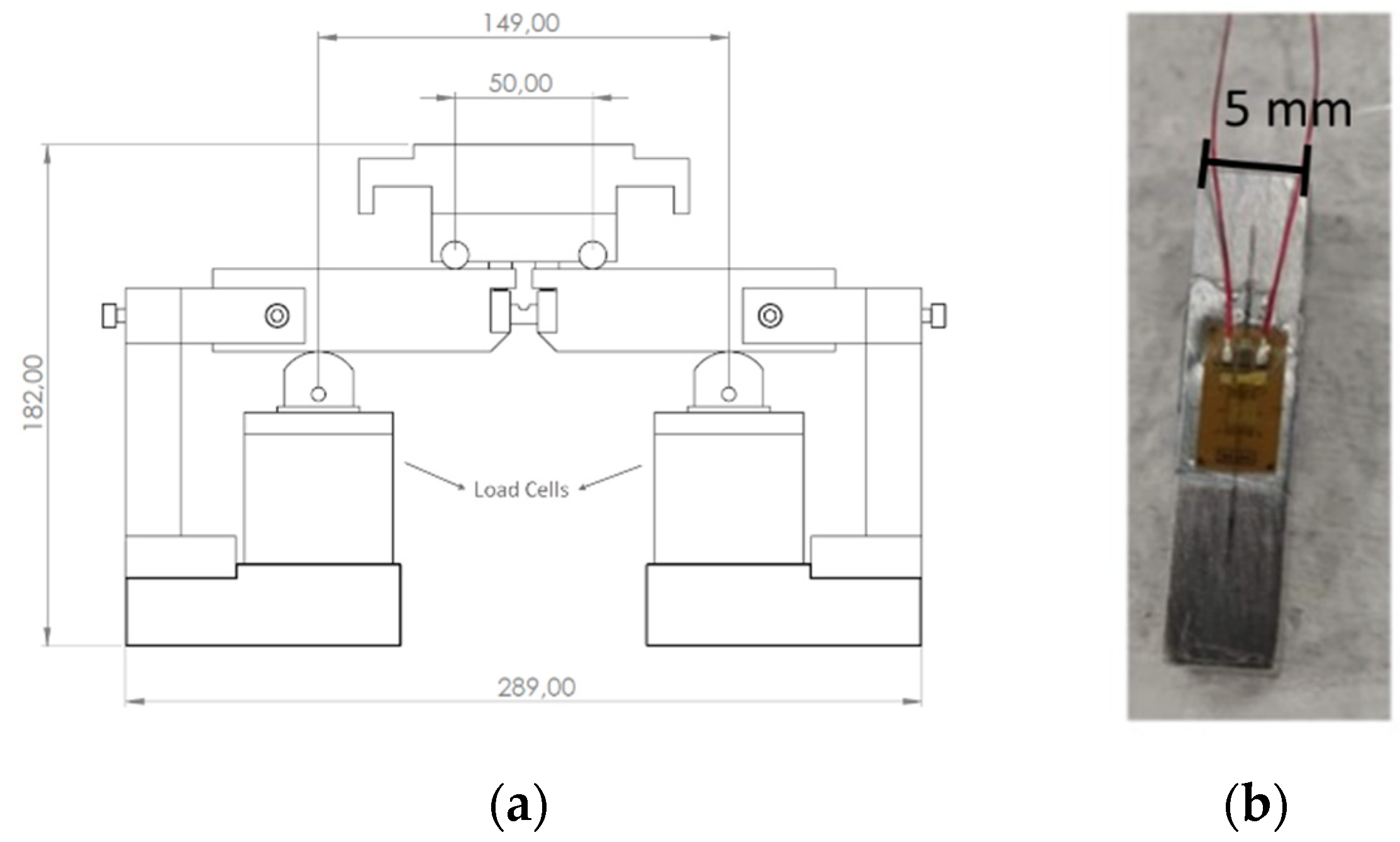
Figure 2a presents the miniature bending specimen, which were originally proposed by Nicoletto [
18]. This geometry allows a significant reduction in the amount of material required for a fully established S-N curve, and consequently, reduces the costs involved. This is especially interesting for fatigue assessment of MAMed materials, once usually at least a dozen of specimens are required, and the costs per samples tend to be high. Also, such miniature specimens could easily be extracted in any construction direction allowing new possibilities for material characterization. It is important to emphasize that in spite of the presence of a notch on the samples, the tests were performed in such a way to generate tensile stresses on opposite side and consequently the crack initiation will occur at that location. The notch presence aims only to assure that the central cross section will be the critical one, presenting the highest stresses.
Figure 2b presents the dimensions of a standard axial sample, which was designed in accordance with ASTM E466 [
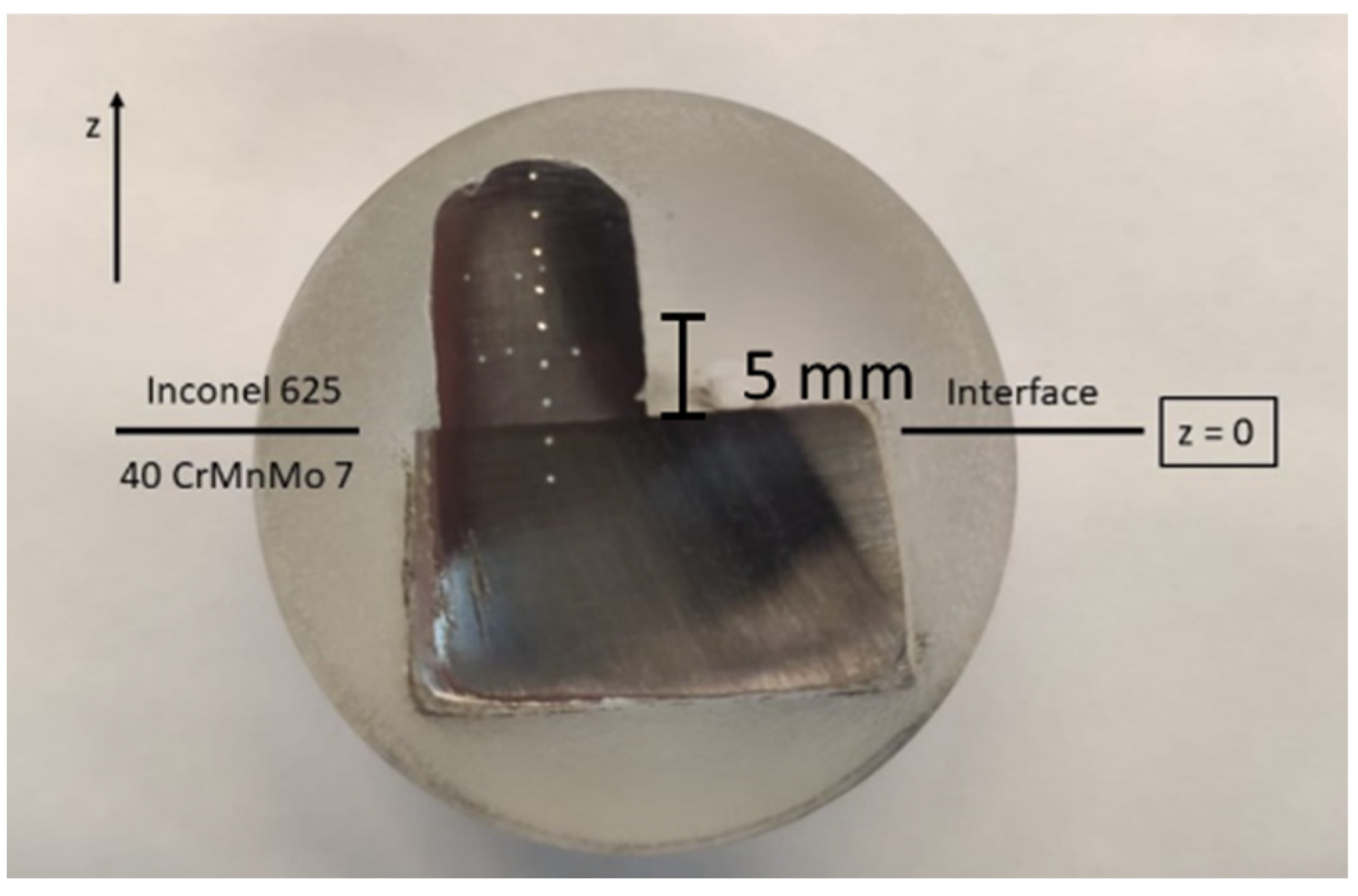
19], a standard for fatigue tests under force control. These tests will be used as reference values. Both miniature and standard specimens were tested for a load/stress ratio (R) of 0.1. The build orientation for both samples can be seen in
Figure 3, where Z corresponds to the build orientation. Due to the process of baseplate separation and machining process, the minimum distance from the samples to the baseplate reference is 4 mm.
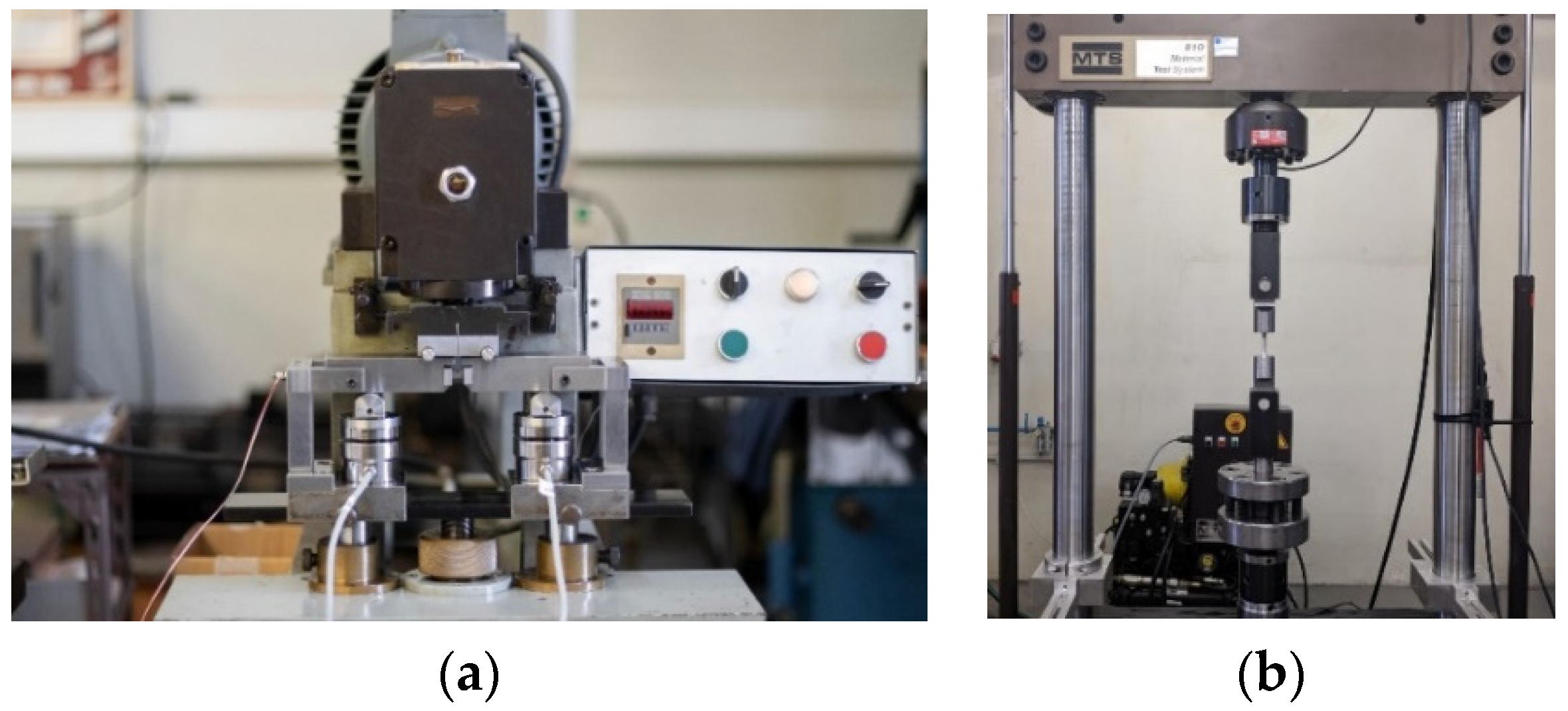
The experimental setup for miniature bending and standard axial tests can be seen in
Figure 4a,b, respectively. The tests of the standard specimens were performed under force/stress control on a servo-hydraulic machine (MTS System, Eden Prairie, MN, USA). On the other hand, the experimental apparatus for the Nicoletto type specimen (miniature bending) operates under displacement control. For these tests, a 4-point bending system was designed and developed in-house, and the specimen was hold in place by a gripping system.
Section 2.5 will present additional details about the fixturing apparatus for the miniature specimens. In addition, it will provide details on the calibration of a numerical model, which encompasses the plasticity effect during testing, allowing the accurate prediction of the applied stresses.
During the bending fatigue tests, the reaction forces were measured by two load cells, and the maximum and minimum average values were used to calculate the stress on the specimen. The nominal stress can be calculated, assuming linear elastic behaviour, as:
where
M is the bending moment,
c is the distance from the neutral axis (for the present case, half of the height of the central cross section) and
I is the second order moment of inertia for the central section (on the present case, a square section). The load ratio for miniature bending tests scattered between 0 and 0.1. This little variation happened due to the displacement control, where (for a fix displacement range), sometimes the minimum force could reach values near 0 during testing. For the standard axial tests, the stress is simply calculated by:
where
F is the force, and
A is the cross-section area at the specimen centre.
A comparison between the force (standard samples) and displacement control (miniature ones) tests will be performed. Even though the load mechanism of tests differ, they can be compared under certain circumstances. Prior to crack propagation, under the nucleation phase, the cross section of the miniature specimen is constant, resulting in a constant stiffness of the system. Therefore, for a displacement control, the load forces will have constant amplitude during this stage, allowing a direct comparison with the load controlled fatigue test. However, it is important to emphasize that this comparison is valid only at the nucleation stage.
Regarding the number of cycles to failure, for the miniature specimen tests, the number of cycles to crack initiation was determined corresponding to a reduction of 10% for the maximum force measured. This happened because, when the crack propagates, the effective cross section of the samples was reduced. Therefore, the overall stiffness of the system decreased, and for a constant displacement range, this resulted in a decline of the reaction forces. For the axial tests, the number of cycles to failure was established as the number of cycles to completely separate the specimen into two halves. In the case of force control testing, the number of cycles between macroscopic crack initiation and final fracture would be very similar, due to the fatigue crack propagation acceleration.
In addition, a comparison with literature will be performed. S-N curves from different manufacturing process will be presented. For each series, the S-N behaviour will be estimated by the following equation:
where
is the stress range,
N is the number of cycle to failure,
C is a constant (different for each material, manufacturing process and testing condition) and
m is the inverse slope coefficient. Since the literature presents values from several mean stresses, all S-N curves with load ratios other than R = −1 (fully reversed loading) will be converted to this ratio. The equivalent stress amplitude was calculated using the Smith-Watson-Topper (SWT) [
20] mean stress correction:
where
is the maximum stress.
In order to provide further information, two common fatigue design coefficients, the inverse slope coefficient,
m, and the characteristic stress range at 2 million of cycles to failure,
, can be established:
The testing frequencies were 10 Hz for the miniature plane bending specimens and in the range of 6–8 Hz for the axial fatigue specimens. Load cells of 100 kN (MTS) were used in the servo hydraulic machine, while for the bending machine two equal load cells of (10 kN) were applied (U3 HBM).
The total volume of each miniature specimen corresponds to approximately 9% of the volume of an axial tensile standard specimen. Nevertheless, the miniature specimen cross area at the testing section (25 mm2) is about 1.3 times higher than the axial tensile specimen testing section area (20 mm2), which partially balances any size effect of the miniature specimen due to the non-uniform (bending) stress field.


 ,
, 






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}