
Effect of Vanadium and Strain Rate on Hot Ductility of Low-Carbon Microalloyed Steels


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
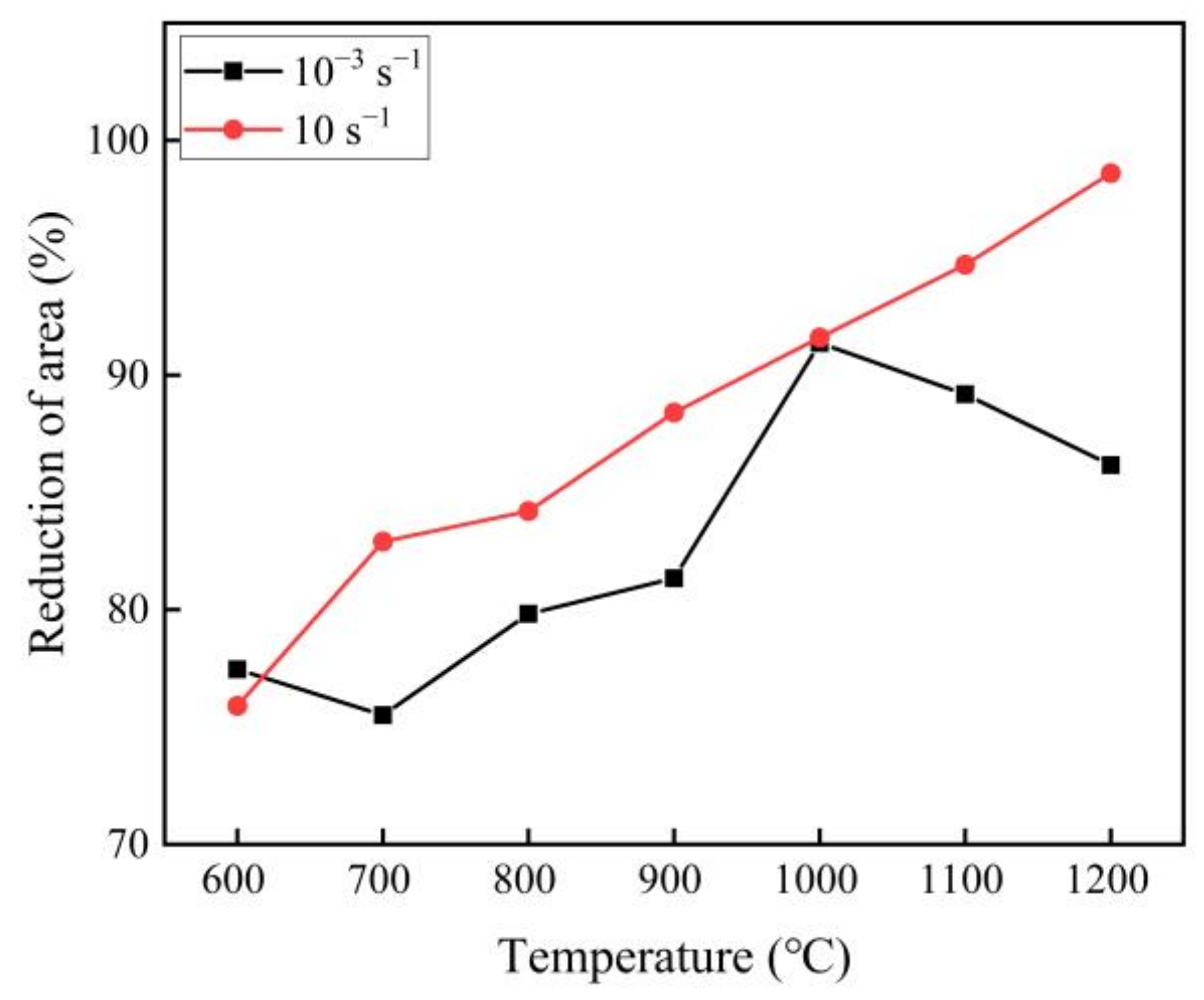
3.1. Effect of Strain Rate on Hot Ductility
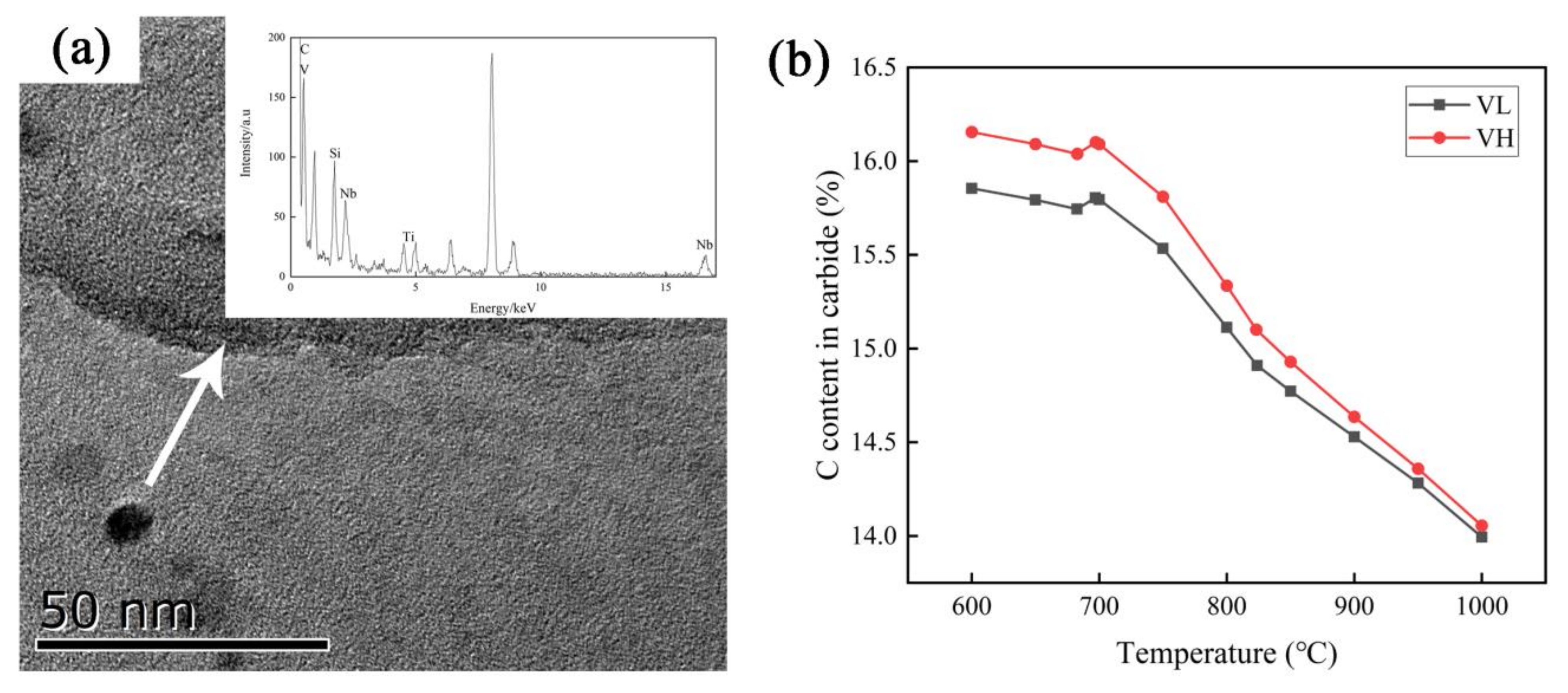
3.2. Effect of V Content on Hot Ductility
4. Conclusions
- (1)
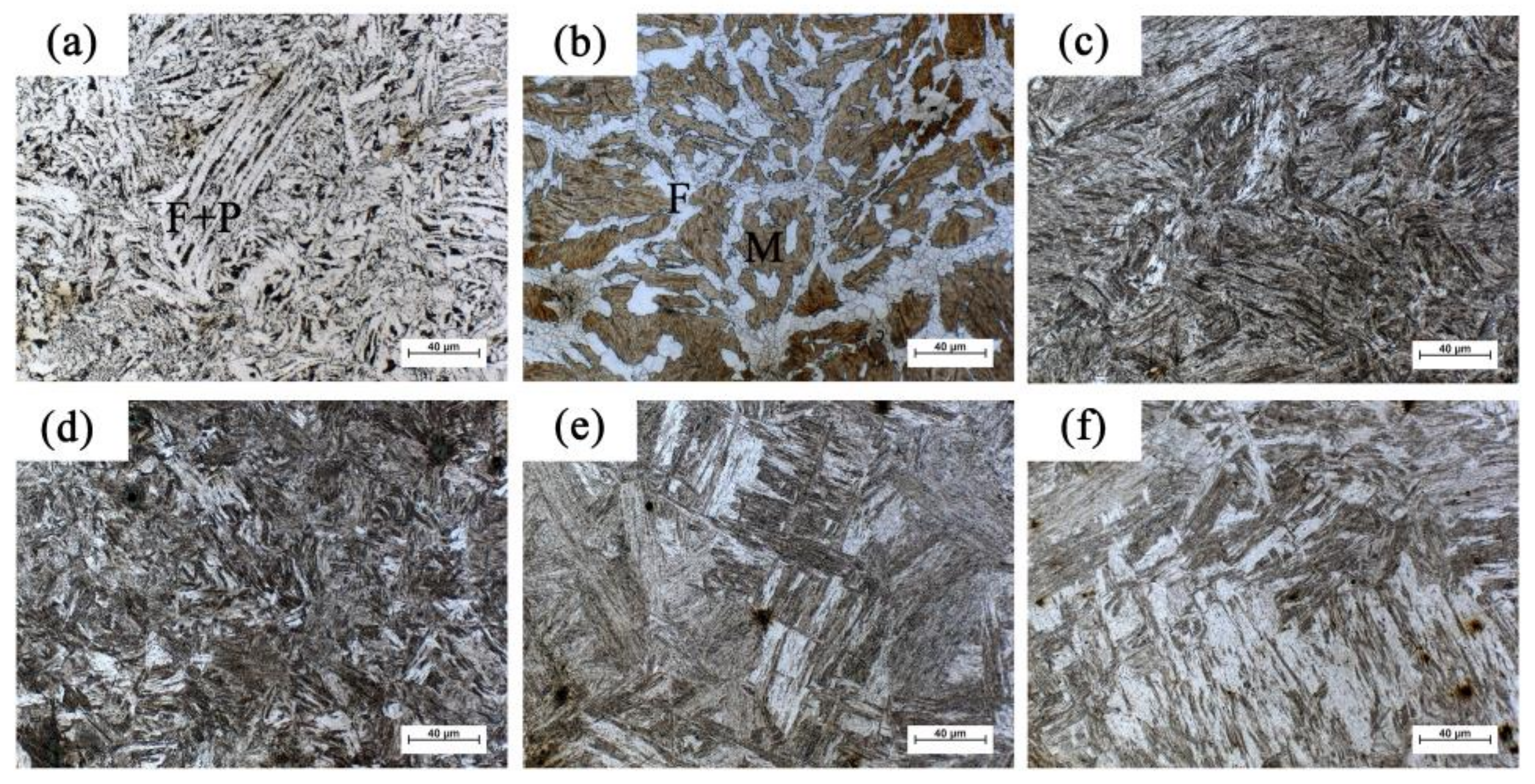
- The hot ductility trough occurs at a low strain rate because of the sufficient time for ferrite transformation and the growth of the second particles, yet it disappears at a high strain rate.
- (2)
- With the increase in strain rate, the hot ductility is improved at the higher fractured temperatures of 700 to 1200 °C, but it deteriorates at the lowest fractured temperature of 600 °C.
- (3)
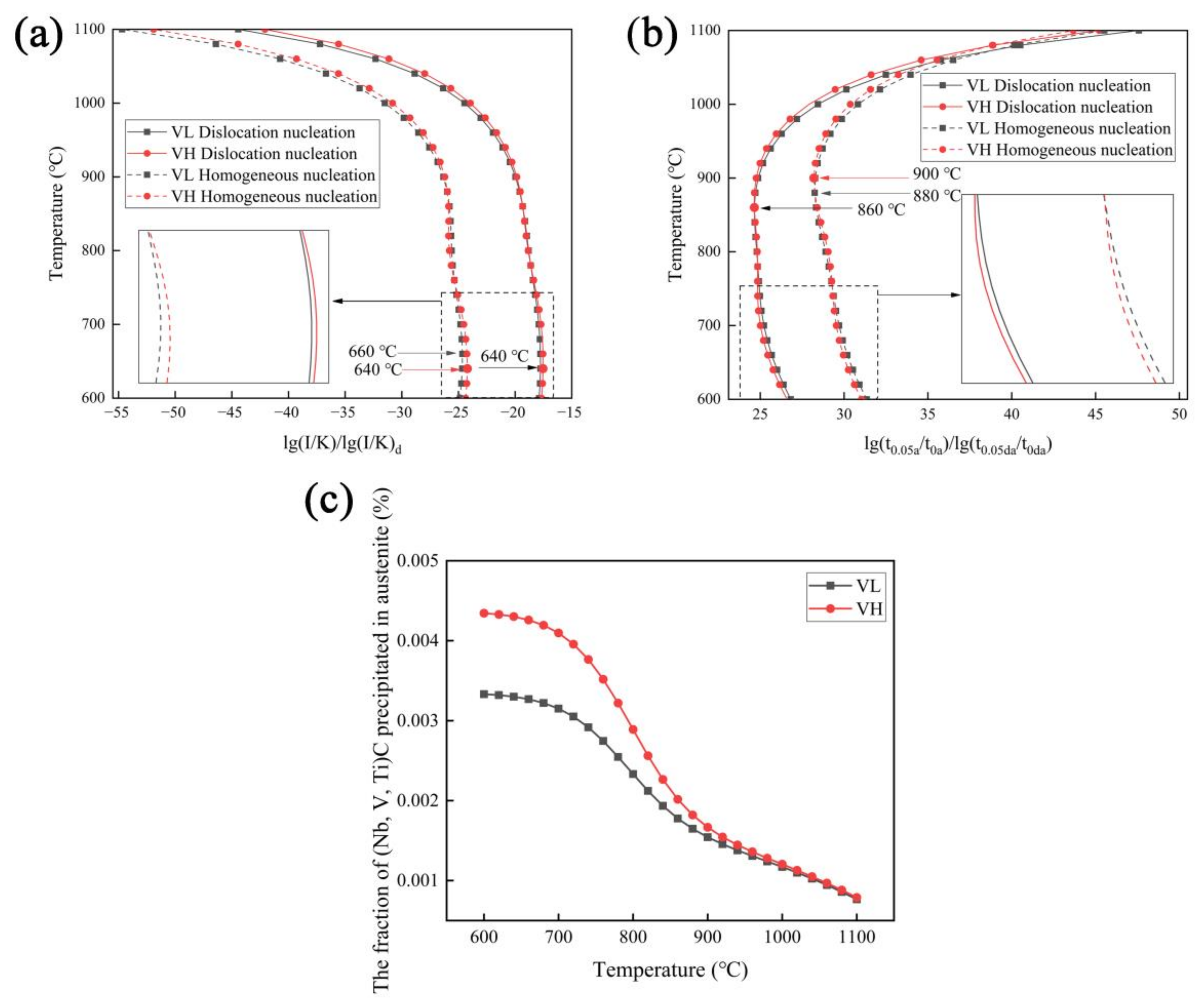
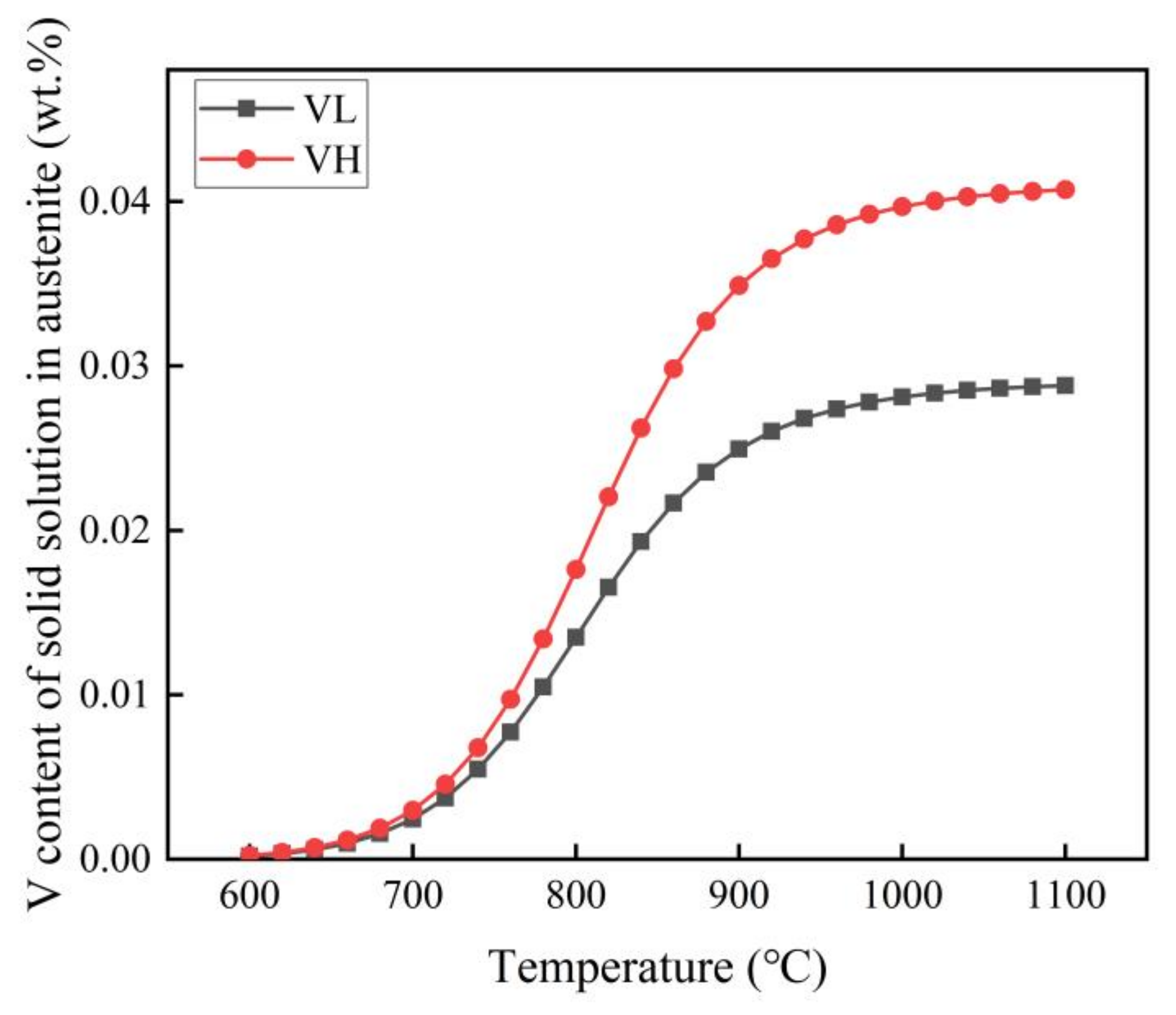
- In the low fractured temperature range (600~900 °C), the larger amount of precipitates and increased ferrite transformation both result in poorer hot ductility with the increase in the V content, whereas the hot ductility is improved at the high fractured temperature range of 1000~1200 °C due to grain refinement strengthening.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fedosov, A.V.; Skrebtsov, A.M.; Pashchuk, D.V. Formation of transverse surface cracks during peritectic steel continuous casting. Metallurgist 2018, 62, 39–48. [Google Scholar] [CrossRef]
- Li, Y.F.; Wen, G.H.; Tang, P.; Li, J.Q.; Xiang, C.L. Effect of slab subsurface microstructure evolution on transverse cracking of microalloyed steel during continuous casting. J. Iron Steel Res. Int. 2014, 21, 737–744. [Google Scholar] [CrossRef]
- Ma, F.J.; Wen, G.H.; Tang, P.; Yu, X.; Li, J.Y.; Xu, G.D.; Mei, F. Causes of transverse corner cracks in microalloyed steel in vertical bending continuous slab casters. Ironmak Steelmak 2010, 37, 73–79. [Google Scholar] [CrossRef]
- Mintz, B.; Abushosha, R. Influence of vanadium on hot ductility of steel. Ironmak Steelmak 1993, 20, 445–452. [Google Scholar]
- Mohamed, Z. Hot ductility behavior of vanadium containing steels. Mater. Sci. Eng. A 2002, 326, 255–260. [Google Scholar] [CrossRef]
- Lee, C.H.; Park, J.Y.; Chung, J.H.; Park, D.B.; Jang, J.Y.; Huh, S.; Kim, S.J.; Kang, J.Y.; Moon, J.; Lee, T.H. Hot ductility of medium carbon steel with vanadium. Mater. Sci. Eng. A 2016, 651, 192–197. [Google Scholar] [CrossRef]
- Sun, Y.H.; Zeng, Y.N.; Cai, K.K. Hot ductility of Ti-V bearing microalloyed steel in continuous casting. J. Iron Steel Res. Int. 2014, 21, 451–458. [Google Scholar] [CrossRef]
- Salas-Reyes, A.E.; Mejia, I.; Bedolla-Jacuinde, A.; Boulaajaj, A.; Calvo, J.; Cabrera, J.M. Hot ductility behavior of high-Mn austenitic Fe-22Mn-1.5Al-1.5Si-0.45C TWIP steels microalloyed with Ti and V. Mater. Sci. Eng. A 2014, 611, 77–89. [Google Scholar] [CrossRef]
- Irvine, K.J.; Pickering, F.B. Grain-refined C-Mn steels. J. Iron Steel Inst. 1967, 205, 161. [Google Scholar]
- Zheng, Y.X.; Shen, W.; Zhu, L.G.; Guo, Z.H.; Wang, Q.; Feng, J.; Li, Y.L.; Cao, R.F.; Wu, J.Y. Effects of composition and strain rate on hot ductility of Cr-Mo-alloy steel in the two-phase region. High Temp. Mater. Processes 2021, 40, 228–240. [Google Scholar] [CrossRef]
- Wang, Z.H.; Meng, Q.; Qu, M.G.; Zhou, Z.A.; Wang, B.; Fu, W.T. Effect of strain rate on hot ductility behavior of a high nitrogen Cr-Mn austenitic steel. Metall. Mater. Trans. A 2016, 47, 1–12. [Google Scholar] [CrossRef]
- Crowther, D.N.; Mohamed, Z.; Mintz, B. Influence of micro-alloying additions on the hot ductility of steels heated directly to the test temperature. Trans. Iron Steel Inst. Jpn. 2006, 27, 366–375. [Google Scholar] [CrossRef]
- Großeiber, S.; Ilie, S.; Poletti, C.; Harrer, B.; Degischer, H.P. Influence of strain rate on hot ductility of a V-microalloyed steel slab. Steel Res. Int. 2012, 83, 445–455. [Google Scholar] [CrossRef]
- Lu, C.Z.; Li, J.Y.; Gao, Z.J.; Zhang, T.R.; Chen, Y.L.; Wang, Y.D. Thermoplasticity and microstructure evolution of duplex stainless steel 0Cr25Ni7Mo4N subjected to high-temperature tensile deformation. Mater. Rev. 2018, 32, 1639–1644. [Google Scholar]
- Lekganyane, K.M.; Mostert, R.J.; Siyasiya, C.W.; Banks, K.M. Irreversible loss of hot ductility following simulated primary cooling of a C-Mn steel to temperatures above the ferrite transformation temperature. Mater. Sci. Eng. A 2021, 810, 141007. [Google Scholar] [CrossRef]
- Seo, C.S.; Son, K.S.; Lee, S.K.; Kim, I.; Lee, T.J.; Yim, C.; Kim, D. Variation of hot ductility behavior in as-cast and remelted steel slab. Met. Mater. Int. 2008, 14, 559–563. [Google Scholar] [CrossRef]
- Zheng, Y.X.; Wang, F.M.; Li, C.R.; Cheng, J.; Li, Y.L. Effect of compound addition of Nb-B on hot ductility of Cr-Mo alloy steel. Mater. Sci. Eng. A 2018, 715, 194–204. [Google Scholar] [CrossRef]
- Li, J.Y.; Cheng, G.G. Hot ductility of Cr15Mn7Ni4N austenitic stainless steel slab. J. Mater. Res. Technol. 2020, 9, 52–58. [Google Scholar] [CrossRef]
- Wang, W.; Fu, L.M. Effect of the inclusion/precipitation size on the intraganular ferrite nucleation. Acta Metall. Sin. 2008, 44, 723–728. [Google Scholar]
- Hurtado-Delgado, E.; Morales, R.D. Hot ductility and fracture mechanisms of a C-Mn-Nb-Al steel. Metall. Mater. Trans. B 2001, 32, 919–927. [Google Scholar] [CrossRef]
- Lara, V.H.; Fuentes, L.G.; Alvarado, O.C.; Rodriguez, A.S.; Sanchez, E.G. Hot ductility of the 17-4 PH stainless steels. J. Mater. Eng. Perform. 2016, 25, 1041–1046. [Google Scholar] [CrossRef]
- Furumai, K.; Wang, X.; Zurob, H.; Phillion, A. Evaluating the effect of the competition between NbC precipitation and grain size evolution on the hot ductility of Nb containing steels. ISIJ Int. 2019, 59, 1064–1071. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.H.; Yong, W.; Wang, C.M. Grain size effect on the hot ductility of high-nitrogen austenitic stainless steel in the presence of precipitates. Materials 2018, 11, 1026. [Google Scholar] [CrossRef] [Green Version]
- Mintz, B.; Kang, S.; Qaban, A. The influence of grain size and precipitation and a boron addition on the hot ductility of a high Al, V containing TWIP steels. Mater. Sci. Technol. 2021, 37, 1035–1046. [Google Scholar] [CrossRef]
- Fares, M.L.; Darsouni, A.; Coze, J.L. Comparing the hot ductility behaviour of low-carbon microalloyed Nb-V-Ti steels during two thermal cycling routes: Solutionizing and precipitation treatments. Steel Res. Int. 2015, 86, 1090–1103. [Google Scholar] [CrossRef]
- Vedani, M.; Dellasega, D.; Mannuccii, A. Characterization of grain-boundary precipitates after hot-ductility tests of microalloyed steels. ISIJ Int. 2009, 49, 446–452. [Google Scholar] [CrossRef]
- Yong, Q.L. Secondary Phases in Steels; Metallurgical Industry Press: Beijing, China, 2016; pp. 269–306. [Google Scholar]
- Zhang, K.; Sun, X.J.; Li, Z.D.; Xu, K.; Jia, T.; Zhu, Z.H.; Ye, X.Y.; Kang, J.Y.; Yong, Q.L. Effect of Ti/V ratio on thermodynamics and kinetics of MC in γ/α matrices of Ti-V microalloyed steels. J. Iron Steel Res. Int. 2021, 28, 1019–1029. [Google Scholar] [CrossRef]
- Pang, Q.H.; Guo, J.; Li, W.J.; Tang, D.; Zhao, Z.Z.; Qi, H.; Wang, J.J. Complex precipitation mechanism of Ti-Nb-V microalloyed bainitic base high strength steel. J. Wuhan Univ. Technol. 2019, 34, 1444–1450. [Google Scholar] [CrossRef]
- Fang, F.; Yong, Q.L.; Yang, C.F.; Su, H. A model for precipitation kinetics in vanadium microalloyed steel. J. Iron Steel Res. Int. 2010, 17, 36–42. [Google Scholar] [CrossRef]
- Hu, B.H.; Cai, Q.W.; Wu, H.B. Kinetics of precipitation behavior of second phase particles in ferritic Ti-Mo microalloyed steel. J. Iron Steel Res. Int. 2013, 20, 69–77. [Google Scholar] [CrossRef]
- Medina, S.F. Determination of precipitation-time-temperature (PTT) diagrams for Nb, Ti or V micro-alloyed steels. J. Mater. Sci. 1997, 32, 1487–1492. [Google Scholar] [CrossRef]
- Chen, B.H.; Yu, H. Hot ductility behavior of V-N and V-Nb microalloyed steels. Int. J. Miner. Metall. Mater. 2012, 19, 525–529. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, Y.H.; Wu, H.T. Effects of chromium on the microstructure and hot ductility of Nb-microalloyed steel. Int. J. Miner. Metall. Mater. 2021, 28, 1011–1021. [Google Scholar] [CrossRef]
- Matveev, M.A.; Kolbasnikov, N.G.; Kononov, A.A. Causes of high temperature ductility trough of microalloyed steels. Trans. Indian Inst. Met. 2017, 70, 2193–2204. [Google Scholar] [CrossRef]
- Kim, K.S.; Du, L.X.; Choe, H.S.; Lee, T.H.; Lee, G.C. Influence of vanadium content on hot deformation behavior of low-carbon boron microalloyed steel. Acta Metall. Sin. 2020, 33, 705–715. [Google Scholar] [CrossRef]
- Wang, Z.H.; Sun, S.H.; Wang, B.; Shi, Z.P.; Fu, W.T. Importance and role of grain size in free surface cracking prediction of heavy forgings. Mater. Sci. Eng. A 2015, 625, 321–330. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steels | Fe | C | Si | Mn | V | Nb | Ti |
|---|---|---|---|---|---|---|---|
| VL | Balance | 0.151 | 0.374 | 1.520 | 0.029 | 0.047 | 0.020 |
| VH | Balance | 0.156 | 0.370 | 1.601 | 0.041 | 0.047 | 0.020 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, S.; Tian, J.; Xiao, J.; Fan, L.; Yang, Y.; Yuan, Q.; Gan, X.; Xu, G. Effect of Vanadium and Strain Rate on Hot Ductility of Low-Carbon Microalloyed Steels. Metals 2022, 12, 14. https://doi.org/10.3390/met12010014
Song S, Tian J, Xiao J, Fan L, Yang Y, Yuan Q, Gan X, Xu G. Effect of Vanadium and Strain Rate on Hot Ductility of Low-Carbon Microalloyed Steels. Metals. 2022; 12(1):14. https://doi.org/10.3390/met12010014
Chicago/Turabian StyleSong, Siying, Junyu Tian, Juan Xiao, Lei Fan, Yuebiao Yang, Qinpan Yuan, Xiaolong Gan, and Guang Xu. 2022. "Effect of Vanadium and Strain Rate on Hot Ductility of Low-Carbon Microalloyed Steels" Metals 12, no. 1: 14. https://doi.org/10.3390/met12010014