
Microstructures and High-Temperature Properties of Sm-Modified Mg-4Al-4RE Alloy

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
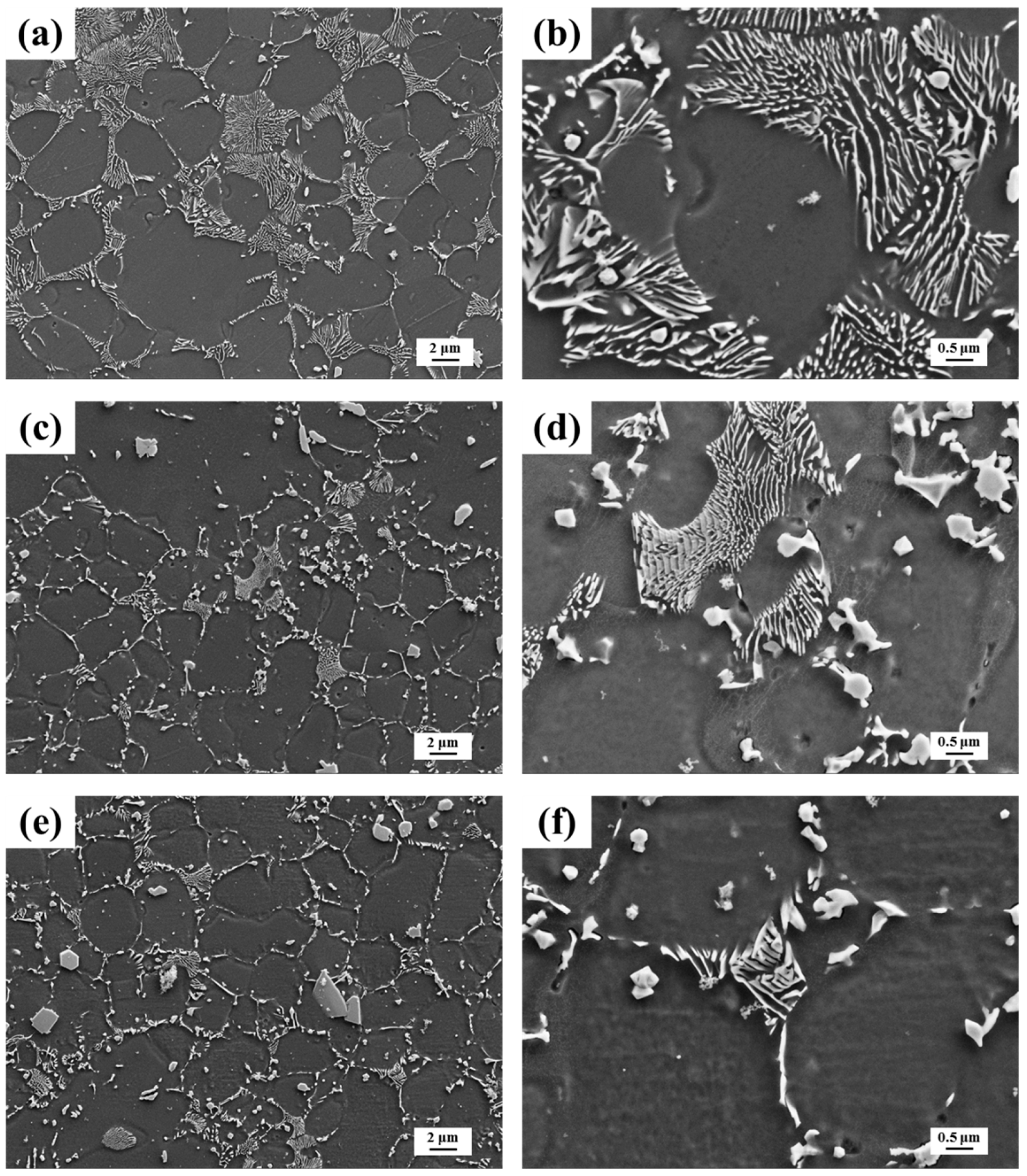
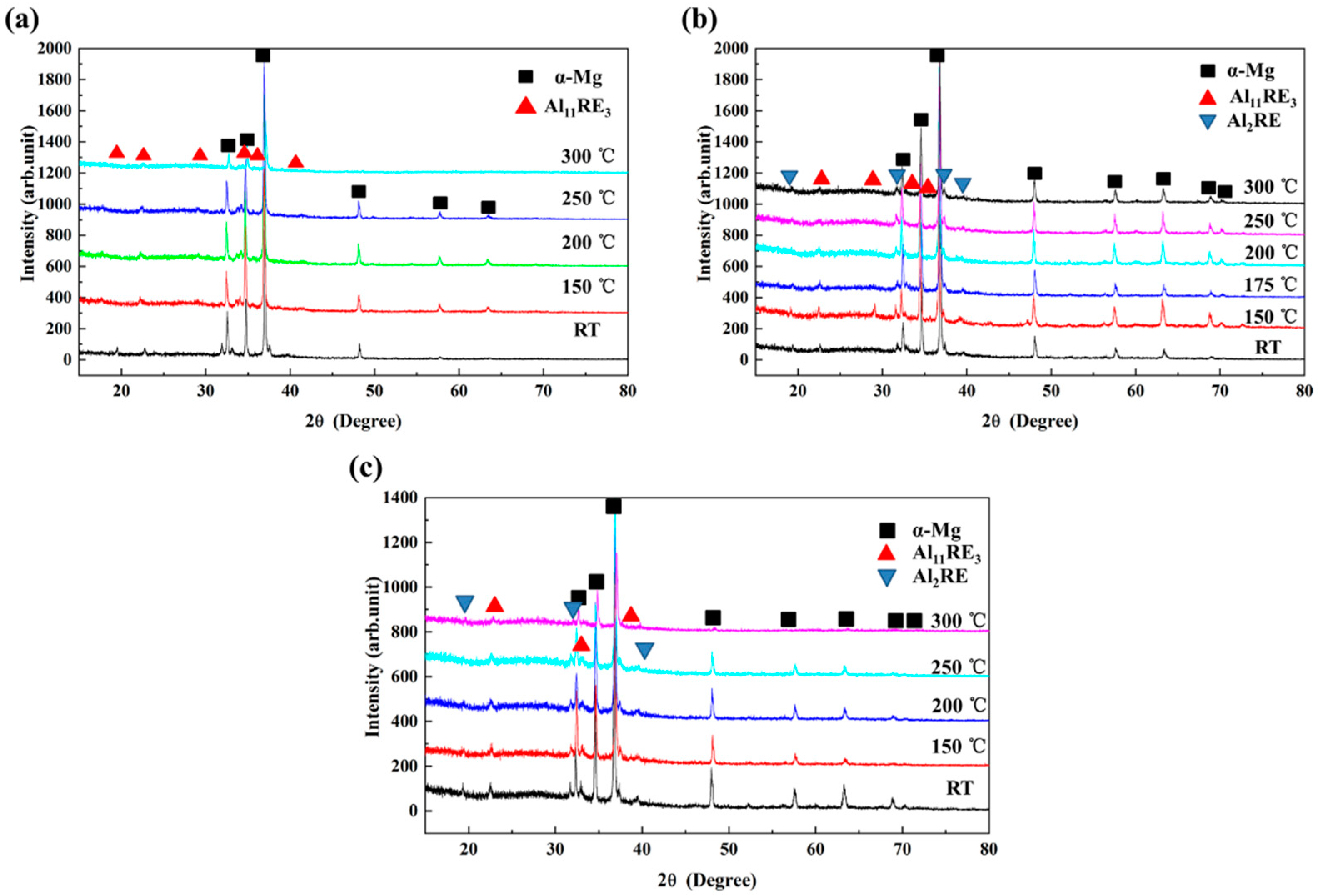
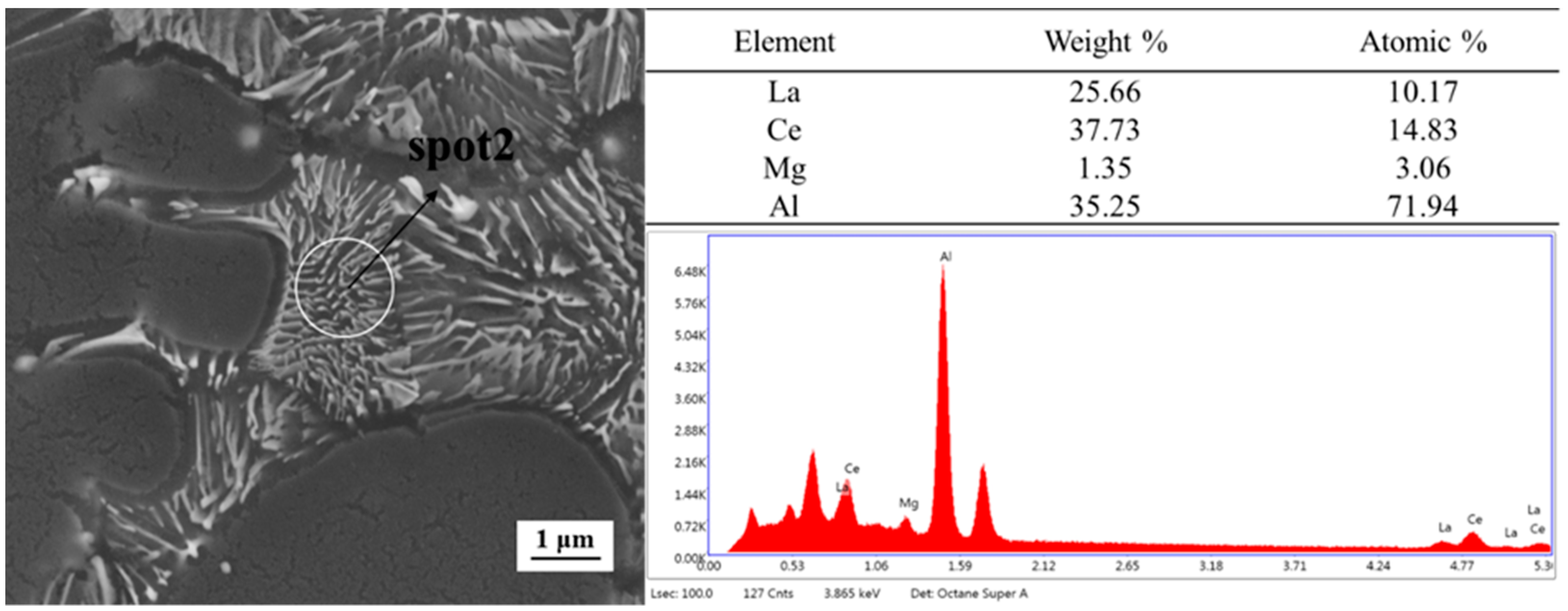
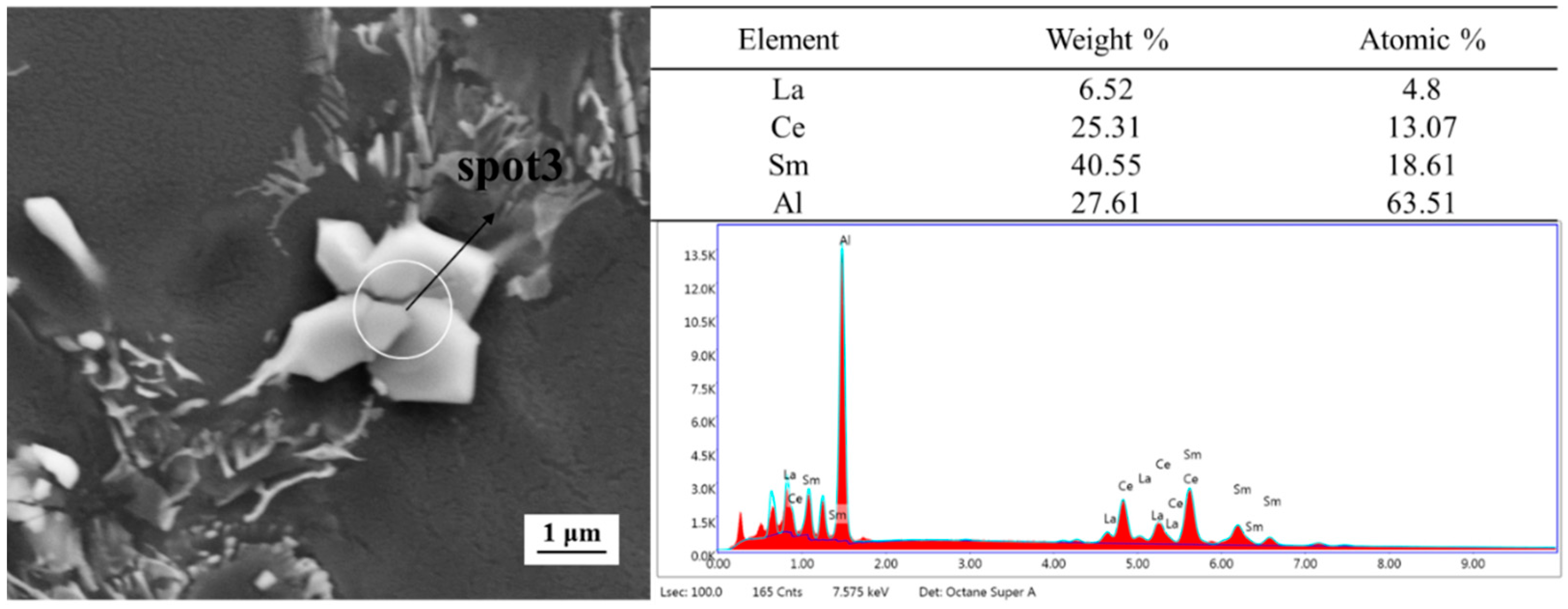
3.1. Microstructures
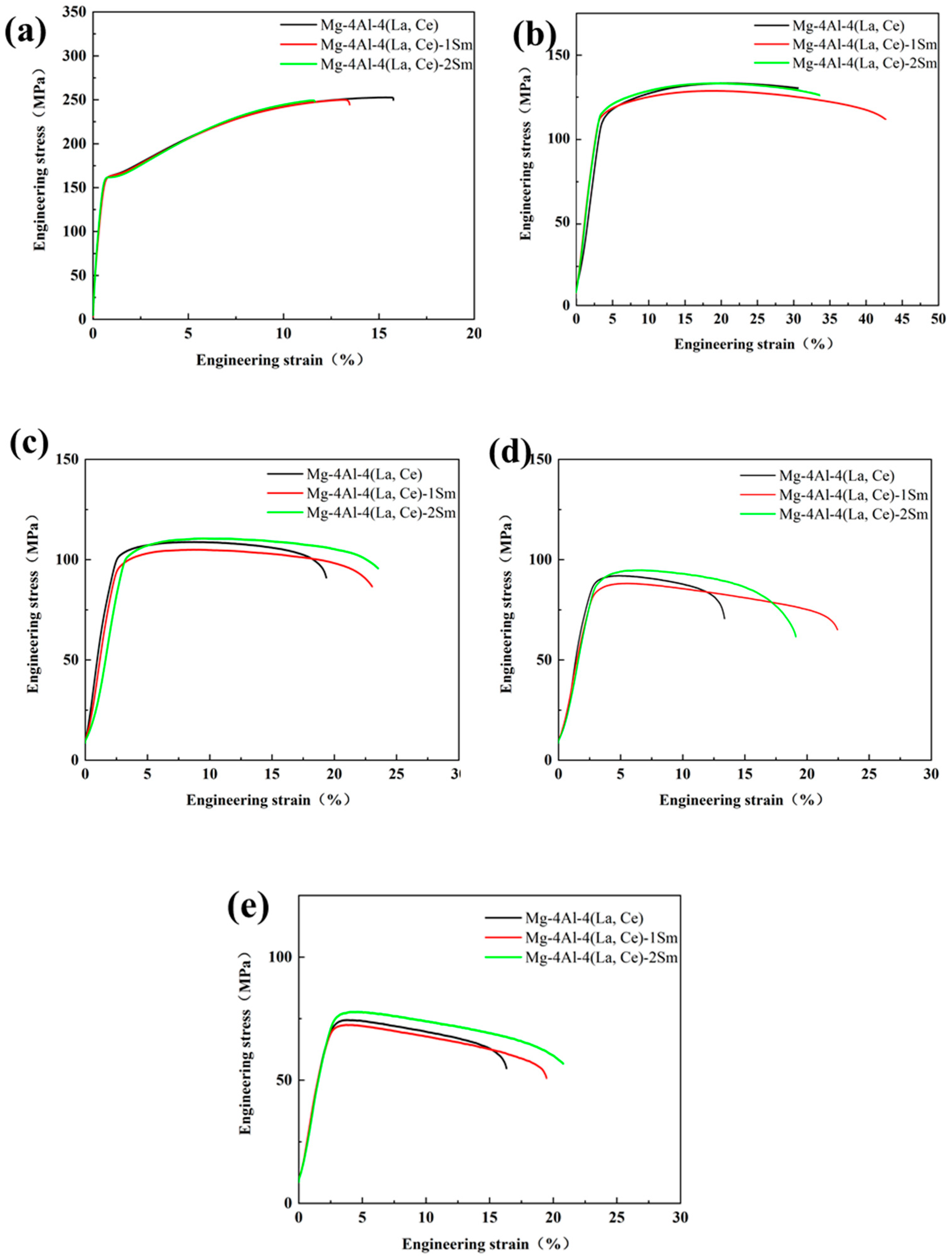
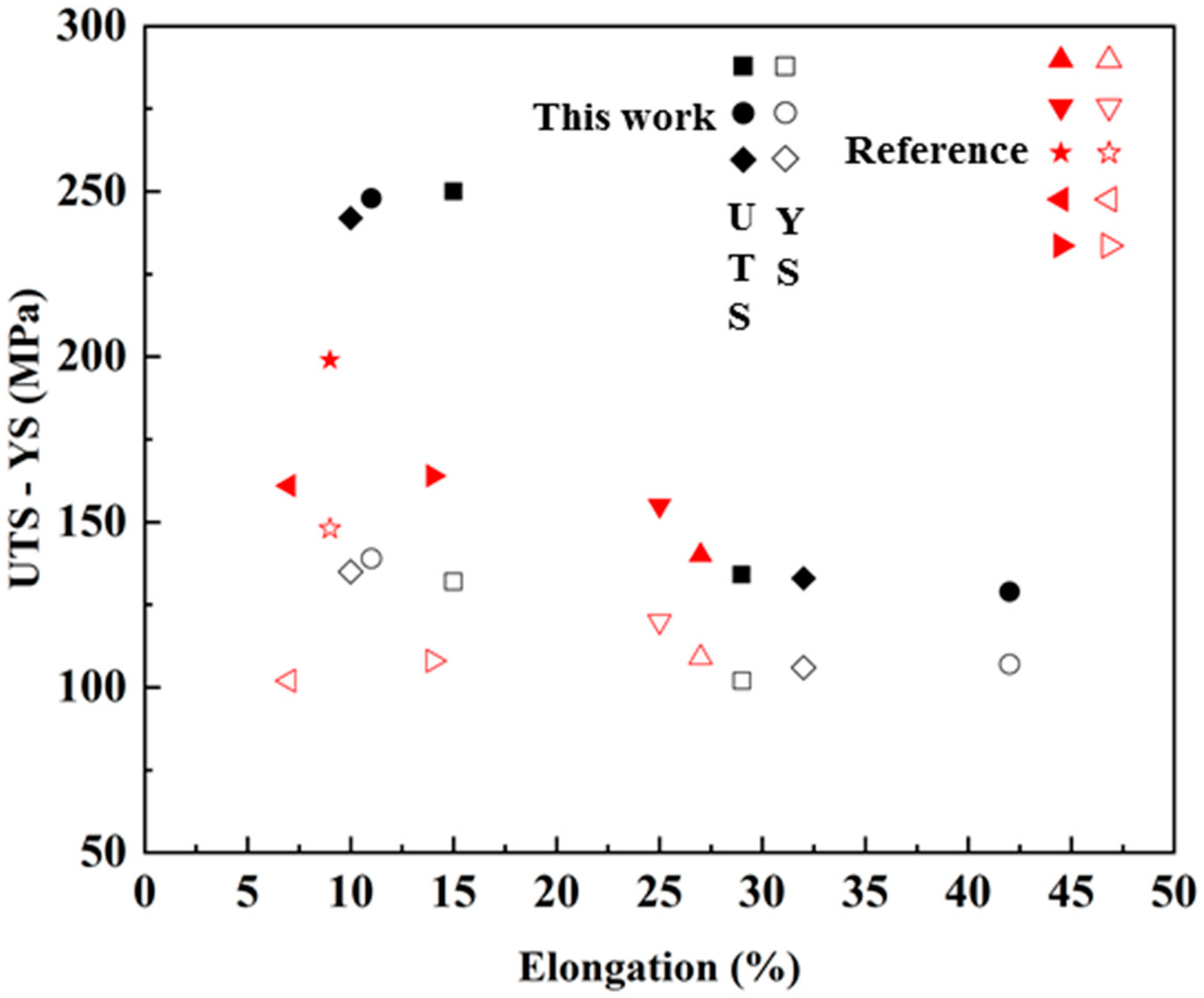
3.2. Tensile Properties
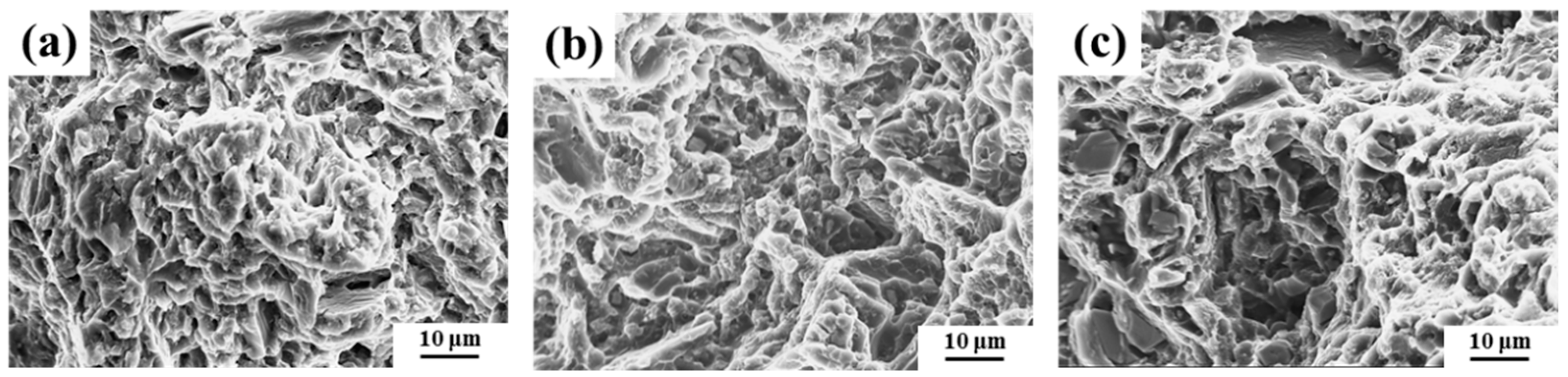
3.3. Fracture Analysis
4. Discussion
4.1. Multiple Dominant Intermetallic Phases
4.2. Mechanical Property Analysis
- (1)
- Solid solution strengthening
- (2)
- Grain boundary strengthening
- (3)
- Second phase strengthening
5. Conclusions
- (1)
- The addition of samarium to Mg-4Al-4 (La, Ce) alloy reduces the precipitation of Al11RE3 and weakens grain boundary strengthening, but also introduces the second phase of Al2RE. Al2RE can play the role of pinning dislocations and strengthen the α-Mg matrix, especially at high temperatures; it features good high-temperature stability, which is the main reason why the high temperature yield strength of the alloy does not decrease.
- (2)
- After adding Sm, the ultimate tensile strength and elongation of Sm-addition alloy decrease, but the yield strength increases at RT. The yield strength, ultimate tensile strength, and elongation of the alloy are 108.0 MPa, 129.9 Mpa, and 42.6%, respectively, at 150 °C. This suggests very good plasticity.
- (3)
- Based on the analysis of the effect of the addition of Sm on the high-temperature properties, the second-phase particles feature high temperature stability and can play the role of pinning dislocations, so they have a certain high-temperature strengthening ability. Although the addition of Sm reduces t grain boundary strengthening, second-phase strengthening is introduced. Under the combined action of the two strengthening mechanisms conditions, the high-temperature yield strength does not decrease.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Buch, F.V.; Schumann, S.; Aghion, E.; Bronfin, B.; Mordike, B.L.; Bamberger, M.; Eliezer, D. Development of a Low-cost, Temperature- and Creep-resistant Magnesium Die-casting Alloy. Magnes. Alloy. Appl. 2006. [Google Scholar] [CrossRef]
- Pekguleryuz, M.; Celikin, M. Creep resistance in magnesium alloys. Int. Mater. Rev. 2010, 55, 197–217. [Google Scholar] [CrossRef]
- Rzychoń, T.; Kiełbus, A.; Lityńska-Dobrzyńska, L. Microstructure, microstructural stability and mechanical properties of sand-cast Mg–4Al–4RE alloy. Mater. Charact. 2013, 83, 21–34. [Google Scholar] [CrossRef]
- Zhang, J.; Peng, Y.; Liu, K.; Fang, D.; Tang, D.; Jian, M. Effect of substituting cerium-rich mischmetal with lanthanum on microstructure and mechanical properties of die-cast Mg–Al–RE alloys. Mater. Des. 2009, 30, 2372–2378. [Google Scholar] [CrossRef]
- Zhang, J.; Zhe, L.; Zhang, M.; Jian, M.; Wu, R. Effect of Ce on microstructure, mechanical properties and corrosion behavior of high-pressure die-cast Mg–4Al-based alloy. J. Alloys Compd. 2011, 509, 1069–1078. [Google Scholar] [CrossRef]
- Boby, A.; Ravikumar, K.K.; Pillai, U.; Pai, B.C. Effect of Antimony and Yttrium Addition on the High Temperature Properties of AZ91 Magnesium Alloy. Procedia Eng. 2013, 55, 98–102. [Google Scholar] [CrossRef]
- Jahedi, M.; Mcwilliams, B.A.; Moy, P.; Knezevic, M. Deformation twinning in rolled WE43-T5 rare earth magnesium alloy: Influence on strain hardening and texture evolution. Acta Mater. 2017, 131, 221–232. [Google Scholar] [CrossRef]
- Luo, A.A. Recent Magnesium Alloy Development for Automotive Powertrain Applications. Mater. Sci. Forum 2003, 419–422, 57–66. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, Z.; Smith, C.; Sankar, J. Recent advances on the development of magnesium alloys for biodegradable implants. Acta Biomater. 2014, 10, 4561–4573. [Google Scholar] [CrossRef]
- Schuh, S. Effect of solid solution elements on nanoindentation hardness, rate dependence, and incipient plasticity in fine grained magnesium alloys. Acta Mater. 2011, 59, 7554–7563. [Google Scholar]
- Akhtar, A.; Teghtsoonian, E. Solid solution strengthening of magnesium single crystals—I alloying behaviour in basal slip. Acta Metall. 1969, 17, 1339–1349. [Google Scholar] [CrossRef]
- Fleischer, R.L. Substitutional solution hardening. Acta Metall. 1963, 11, 203–209. [Google Scholar] [CrossRef]
- Stanford, N.; Atwell, D.; Barnett, M.R. The effect of Gd on the recrystallisation, texture and deformation behaviour of magnesium-based alloys. Acta Mater. 2010, 58, 6773–6783. [Google Scholar] [CrossRef]
- Miura, S.; Imagawa, S.; Toyoda, T.; Ohkubo, K.; Mohri, T. Effect of Rare-Earth Elements Y and Dy on the Deformation Behavior of Mg Alloy Single Crystals. Mater. Trans. 2008, 49, 952–956. [Google Scholar] [CrossRef] [Green Version]
- Ninomiya, R.; Yukawa, H.; Morinaga, M.; Kubota, K. An electronic approach to the prediction of the mechanical properties of magnesium alloys. J. Alloys Compd. 1994, 215, 315–323. [Google Scholar] [CrossRef]
- Nishijima, M.; Hiraga, K.; Yamasaki, M.; Kawamura, Y. Characterization of Precipitates in Mg-Sm Alloy Aged at 200 °C, Studied by High-Resolution Transmission Electron Microscopy and High-Angle Annular Detector Dark-Field Scanning Transmission Electron Microscopy. Eur. J. Biochem. 2009, 179, 201. [Google Scholar] [CrossRef] [Green Version]
- Li, K.J.; Li, Q.A.; Jing, X.T.; Chen, J.; Zhang, X.Y.; Zhang, Q. Effects of Sm addition on microstructure and mechanical properties of Mg–6Al–0.6Zn alloy. Scr. Mater. 2009, 60, 1101–1104. [Google Scholar]
- Ding, W.W. Effects of heat treatments on Microstructure and mechanical properties of Mg–4Y–4Sm–0.5Zr alloy. Mater. Sci. Eng. A 2007, 448, 165–170. [Google Scholar]
- Li, D.; Wang, Q.; Ding, W. Characterization of phases in Mg–4Y–4Sm–0.5Zr alloy processed by heat treatment. Mater. Sci. Eng. A 2006, 428, 295–300. [Google Scholar] [CrossRef]
- Wang, J.; Wang, L.; Wu, Y.; Wang, L. Effects of samarium on microstructures and tensile properties of Mg–5Al–0.3Mn alloy. Mater. Sci. Eng. A 2011, 528, 4115–4119. [Google Scholar] [CrossRef]
- Jiang, Z.; Wang, Q.; Jin, Z.; Peng, T. Effect of Sm on the microstructure, mechanical properties and creep behavior of Mg–0.5Zn–0.4Zr based alloys. Mater. Sci. Eng. A 2010, 527, 1677–1685. [Google Scholar]
- Wang, Q.; Li, D.; Blandin, J.J.; Suéry, M.; Ding, W. Microstructure and creep behavior of the extruded Mg–4Y–4Sm–0.5Zr alloy. Mater. Sci. Eng. A 2009, 516, 189–192. [Google Scholar] [CrossRef]
- Li, D.; Wang, Q.; Ding, W. Precipitate phases in the Mg-4Y-4Sm-0.5Zr alloy. J. Alloys Compd. 2008, 465, 119–126. [Google Scholar] [CrossRef]
- Son, H.T.; Lee, J.S.; Kim, D.G.; Yoshimi, K.; Maruyama, K. Effects of samarium (Sm) additions on the microstructure and mechanical properties of as-cast and hot-extruded Mg-5 wt%Al-3 wt%Ca-based alloys. J. Alloys Compd. 2009, 473, 446–452. [Google Scholar] [CrossRef]
- Li, Q.; Li, X.; Zhang, Q.; Chen, J. Effect of rare-earth element Sm on the corrosion behavior of Mg-6Al-1.2Y-0.9Nd alloy. Rare Met. 2010, 29, 557–560. [Google Scholar] [CrossRef]
- Li, K.; Li, Q.; Jing, X.; Chen, J.; Zhang, X. Effects of Sb, Sm, and Sn additions on the microstructure and mechanical properties of Mg-6Al-1.2Y-0.9Nd alloy. Rare Met. 2009, 28, 516–522. [Google Scholar] [CrossRef]
- Yang, Q.; Guan, K.; Qiu, X.; Zhang, D.; Lv, S.; Bu, F.; Zhang, Y.; Liu, X.; Meng, J. Structures of Al2Sm phase in a high-pressure die-cast Mg–4Al–4Sm–0.3Mn alloy—ScienceDirect. Mater. Sci. Eng. A 2016, 675, 396–402. [Google Scholar] [CrossRef]
- Somekawa, H.; Basha, D.A.; Singh, A. Role of grain boundaries on ductility in Mg-Y alloys—ScienceDirect. Materialia 2019, 8, 100466. [Google Scholar] [CrossRef]
- Wang, C.; Dai, J.; Liu, W.; Zhang, L.; Wu, G. Effect of Al additions on grain refinement and mechanical properties of Mg–Sm alloys. J. Alloys Compd. 2015, 620, 172–179. [Google Scholar] [CrossRef]
- Pettersen, G.; Westengen, H.; HøIer, R.; Lohne, O. Microstructure of a pressure die cast magnesium—4wt.% aluminium alloy modified with rare earth additions. Mater. Sci. Eng. A 1996, 207, 115–120. [Google Scholar] [CrossRef]
- Borzone, G.; Cardinale, A.; Parodi, N.; Cacciamani, G. Aluminium compounds of the rare earths: Enthalpies of formation of Yb-Al and La-Al alloys. J. Alloys Compd. 1997, 247, 141–147. [Google Scholar] [CrossRef]
- Zhang, J.; Ke, L.; Fang, D.; Xin, Q.; Tang, D.; Jian, M. Microstructure, tensile properties, and creep behavior of high-pressure die-cast Mg–4Al–4RE–0.4Mn (RE = La, Ce) alloys. J. Mater. Sci. 2009, 44, 2046–2054. [Google Scholar] [CrossRef]
- Qiang, Y.; Bu, F.; Meng, F.; Xin, Q.; Zhang, D.; Tian, Z.; Liu, X.; Jian, M. The improved effects by the combinative addition of lanthanum and samarium on the microstructures and the tensile properties of high-pressure die-cast Mg–4Al-based alloy. Mater. Sci. Eng. A 2015, 628, 319–326. [Google Scholar]
- Yang, Q.; Guan, K.; Bu, F.; Zhang, Y.; Meng, J. Microstructures and tensile properties of a high-strength die-cast Mg–4Al–2RE–2Ca–0.3Mn alloy. Mater. Charact. 2016, 113, 180–188. [Google Scholar] [CrossRef]
- Meng, F.; Lv, S.; Yang, Q.; Qin, P.; Zhang, J.; Guan, K.; Huang, Y.; Hort, N.; Li, B.; Liu, X.; et al. Developing a die casting magnesium alloy with excellent mechanical performance by controlling intermetallic phase—ScienceDirect. J. Alloys Compd. 2019, 795, 436–445. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, M.; Jian, M.; Wu, R.; Tang, D. Microstructures and mechanical properties of heat-resistant high-pressure die-cast mg–4al–xla–0.3mn (x = 1, 2, 4, 6) alloys. Mater. Sci. Eng. A 2010, 527, 2527–2537. [Google Scholar] [CrossRef]
- Zhang, J.; Ke, L.; Fang, D.; Xin, Q.; Peng, Y.; Tang, D.; Jian, M. Microstructures, mechanical properties and corrosion behavior of high-pressure die-cast Mg–4Al–0.4Mn–xPr (x = 1, 2, 4, 6) alloys. J. Alloys Compd. 2009, 480, 810–819. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Qiu, X.; Zhang, D.; Tian, Z.; Niu, X.; Tang, D.; Meng, J. Effect of Nd on the microstructure, mechanical properties and corrosion behavior of die-cast Mg-4Al-based alloy. J. Alloys Compd. 2008, 464, 556–564. [Google Scholar] [CrossRef]
- Luo, A.A. Recent magnesium alloy development for elevated temperature applications. Metall. Rev. 2014, 49, 13–30. [Google Scholar] [CrossRef]
- Powell, B.R.; Rezhets, V.; Balogh, M.P.; Waldo, R.A. Microstructure and creep behavior in AE42 magnesium die-casting alloy. JOM 2002, 54, 34–38. [Google Scholar] [CrossRef]
- Moreno, I.P.; Nandy, T.K.; Jones, J.W.; Allison, J.E.; Pollock, T.M. Microstructural stability and creep of rare-earth containing magnesium alloys. Scr. Mater. 2003, 48, 1029–1034. [Google Scholar] [CrossRef]
- Lv, S.; Li, Y.; Meng, F.; Duan, Q.; Yang, Q.; Liu, X.; Meng, J. Thermodynamic stability of Al11RE3 intermetallic compounds from first-principles calculations. Comput. Mater. Sci. 2017, 131, 28–34. [Google Scholar] [CrossRef]
- Liao, H.; Yang, G.; Zeng, M.; Wang, X. The solidification and precipitation behaviors of AE42 magnesium alloy. Int. J. Mod. Phys. B 2017, 31, 1744006. [Google Scholar] [CrossRef]
- Jia, B.R.; Liu, L.B.; Yi, D.Q.; Jin, Z.P.; Nie, J.F. Thermodynamic assessment of the Al–Mg–Sm system. J. Alloys Compd. 2008, 459, 267–273. [Google Scholar] [CrossRef]
- Jia, S.; Zhan, Y.; Li, C. Novel in situ synthesized zirconium matrix composites reinforced with ZrC particles. Mater. Sci. Eng. A 2010, 527, 6454–6458. [Google Scholar]
- Ca Ceres, C.H.; Rovera, D.M. Solid solution strengthening in concentrated Mg-Al alloys. J. Light Met. 2001, 1, 151–156. [Google Scholar] [CrossRef]
- Gao, L.; Chen, R.S.; Han, E.H. Solid solution strengthening behaviors in binary Mg–Y single phase alloys. J. Alloys Compd. 2009, 472, 234–240. [Google Scholar] [CrossRef]
- Gao, L.; Chen, R.S.; Han, E.H. Effects of rare-earth elements Gd and Y on the solid solution strengthening of Mg alloys. J. Alloys Compd. 2009, 481, 379–384. [Google Scholar] [CrossRef]
- Jiang, S.; Wang, R. Grain size-dependent Mg/Si ratio effect on the microstructure and mechanical/electrical properties of Al-Mg-Si-Sc alloys. J. Mater. Sci. Technol. 2019, 35, 1354–1363. [Google Scholar] [CrossRef]
- Yu, H.; Xin, Y.; Wang, M.; Liu, Q. Hall-Petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2017, 34, 248–256. [Google Scholar] [CrossRef]
- Furukawa, M.; Horita, Z.; Nemoto, M.; Valiev, R.Z.; Langdon, T.G. Microhardness measurements and the hall-petch relationship in an Al-Mg alloy with submicrometer grain size. Acta Mater. 1996, 44, 4619–4629. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Ce | La | Mn | Al | Sm | Mg |
|---|---|---|---|---|---|---|
| Mg-4Al-4 (La, Ce) | 2.79 | 1.18 | 0.14 | 3.96 | 0 | Balance |
| Mg-4Al-4 (La, Ce)-1Sm | 2.82 | 1.21 | 0.15 | 4.13 | 1.03 | Balance |
| Mg-4Al-4 (La, Ce)-2Sm | 2.81 | 1.20 | 0.14 | 4.11 | 1.98 | Balance |
| Alloy | T (°C) | UTS (MPa) | YS (MPa) | ε (%) | Reference |
|---|---|---|---|---|---|
| Mg-4Al-4 (La, Ce) | RT | 250.1 ± 2.5 | 132.3 ± 1.3 | 15.4 ± 3.4 | This work |
| 150 | 134.0 ± 0.7 | 107.6 ± 0.8 | 29.5 ± 2.3 | ||
| Mg-4Al-4 (La, Ce)-1Sm | RT | 248.0 ± 2.4 | 139.4 ± 5.4 | 11.9 ± 1.4 | |
| 150 | 129.9 ± 6.4 | 108.0 ± 1.3 | 42.6 ± 2.2 | ||
| Mg-4Al-4 (La, Ce)-2Sm | RT | 242.0 ± 1.8 | 135.5 ± 0.7 | 10.9 ± 2.3 | |
| 150 | 134.0 ± 0.7 | 106.6 ± 0.1 | 32.3 ± 4.2 | ||
| AE44 | 150 | 140 | 109 | 27 | [32] |
| ALaSm432 | 150 | 155 ± 5 | 120 ± 3 | 25 ± 4 | [33] |
| AEX422 | 150 | 199 ± 7 | 148 ± 3 | 9 ± 3 | [34] |
| AX51 | 150 | 161 | 102 | 7 | [4] |
| AJ52 | 150 | 164 | 108 | 14 | [4,39] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mao, H.; Bai, X.; Wang, Y.; Xu, H.; Hou, J.; Wei, L.; Misra, R.D.K. Microstructures and High-Temperature Properties of Sm-Modified Mg-4Al-4RE Alloy. Metals 2022, 12, 135. https://doi.org/10.3390/met12010135
Mao H, Bai X, Wang Y, Xu H, Hou J, Wei L, Misra RDK. Microstructures and High-Temperature Properties of Sm-Modified Mg-4Al-4RE Alloy. Metals. 2022; 12(1):135. https://doi.org/10.3390/met12010135
Chicago/Turabian StyleMao, Hongkui, Xiaoyu Bai, Yu Wang, Hong Xu, Jibo Hou, Liangliang Wei, and Raja Devesh Kumar Misra. 2022. "Microstructures and High-Temperature Properties of Sm-Modified Mg-4Al-4RE Alloy" Metals 12, no. 1: 135. https://doi.org/10.3390/met12010135