
Effect of Austempering below and above Ms on the Microstructure and Wear Performance of a Low-Carbon Bainitic Steel


Abstract
:1. Introduction
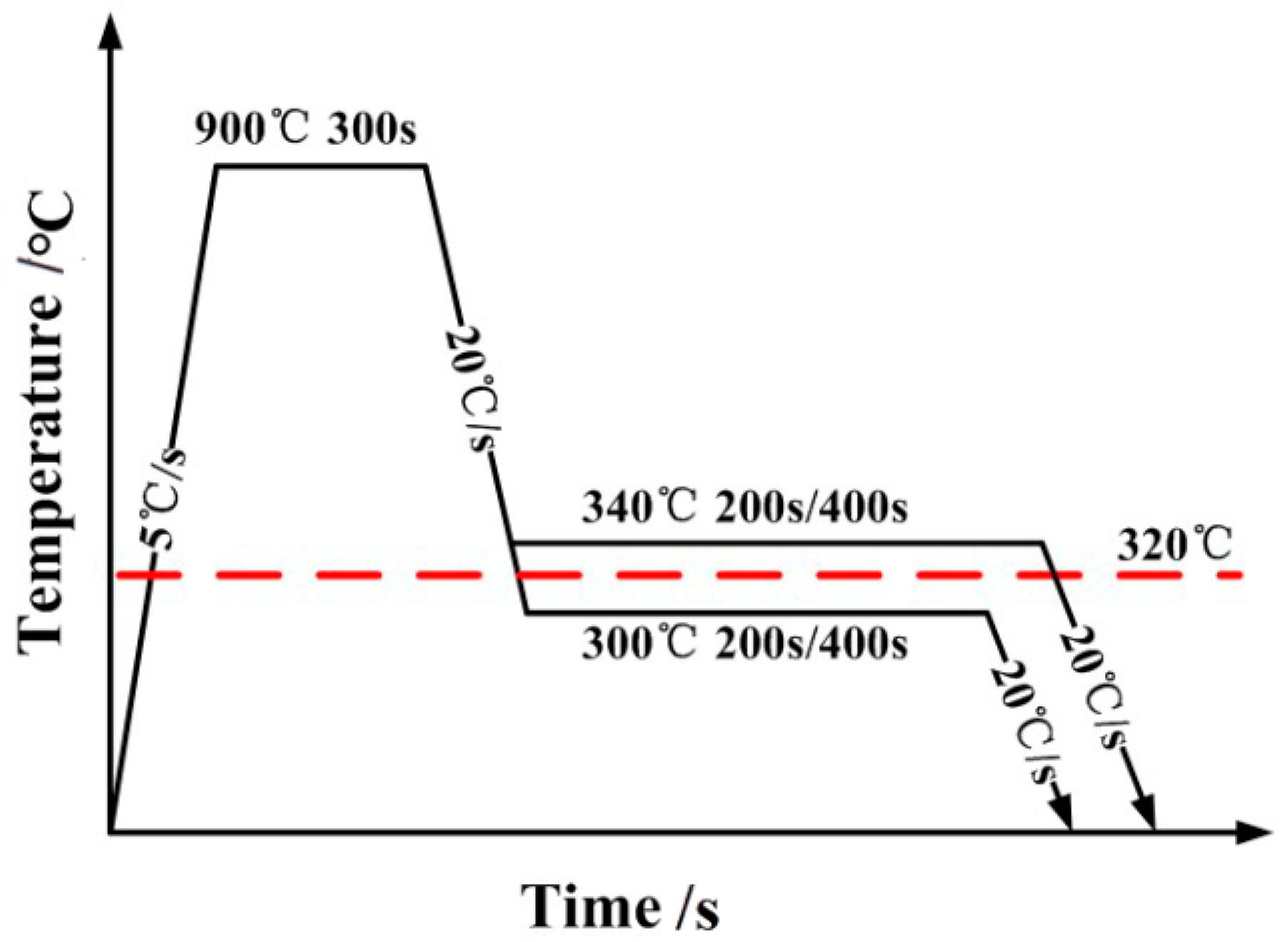
2. Materials and Methods
3. Results and Discussion
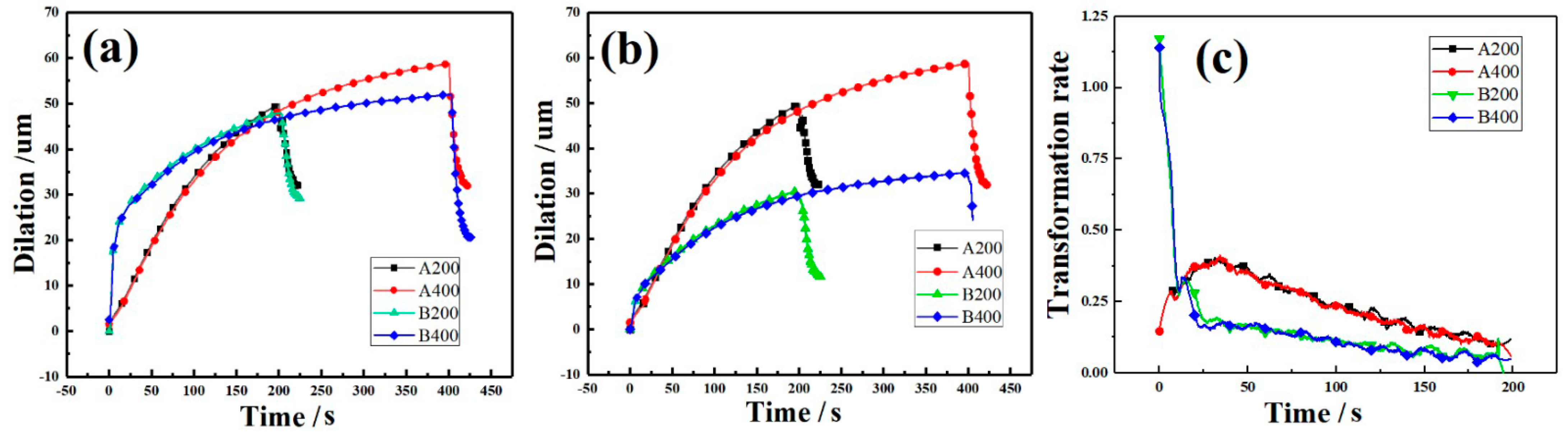
3.1. Dilation
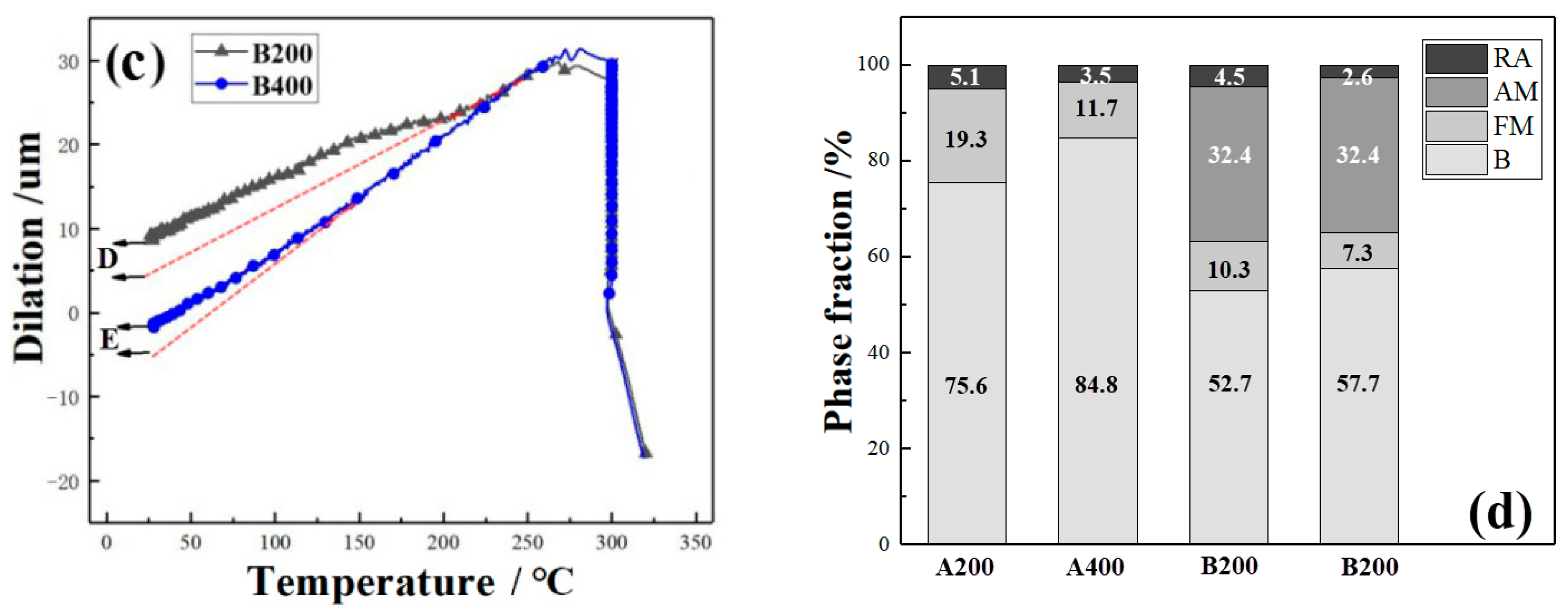
3.2. Microstructure
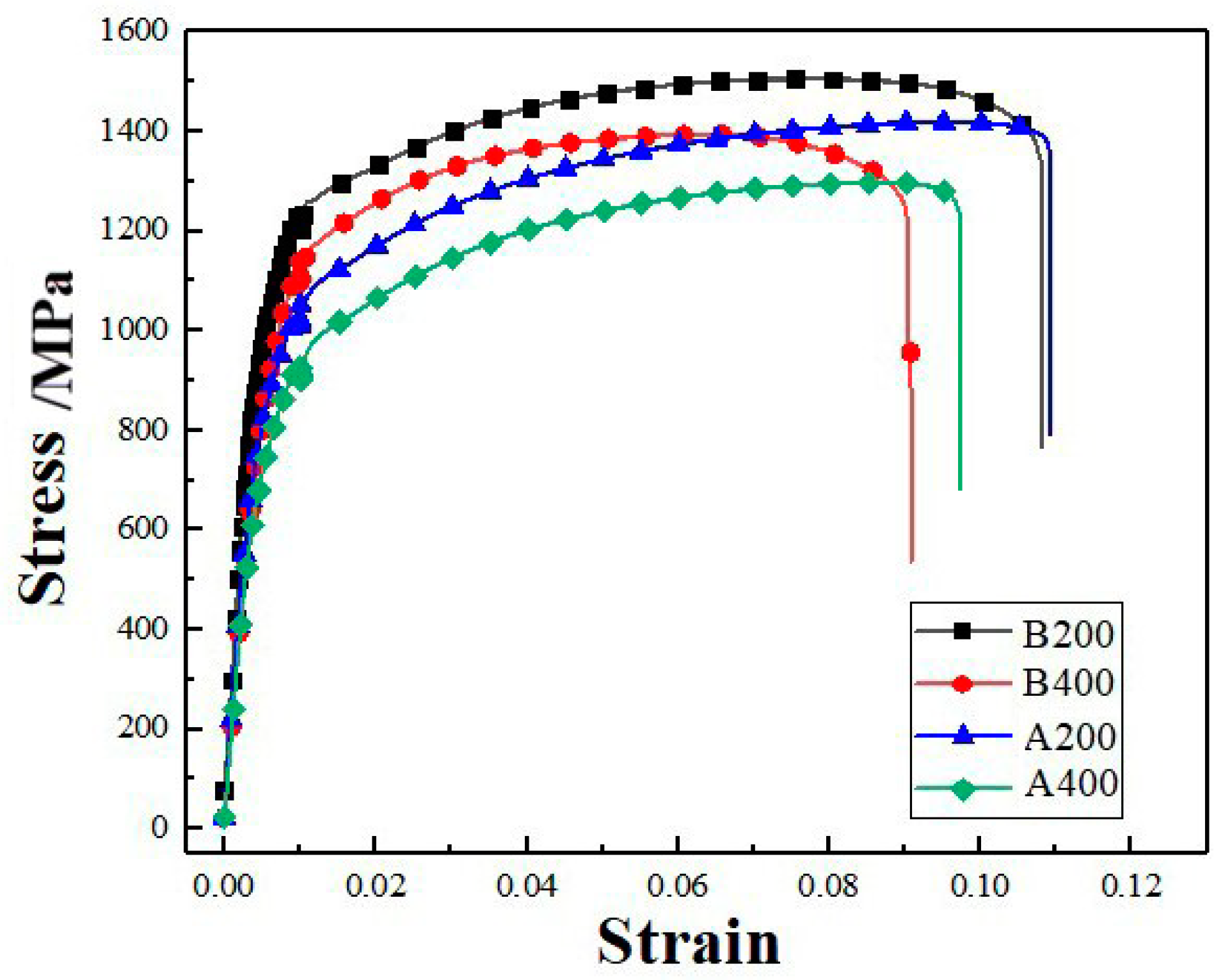
3.3. Mechanical Properties
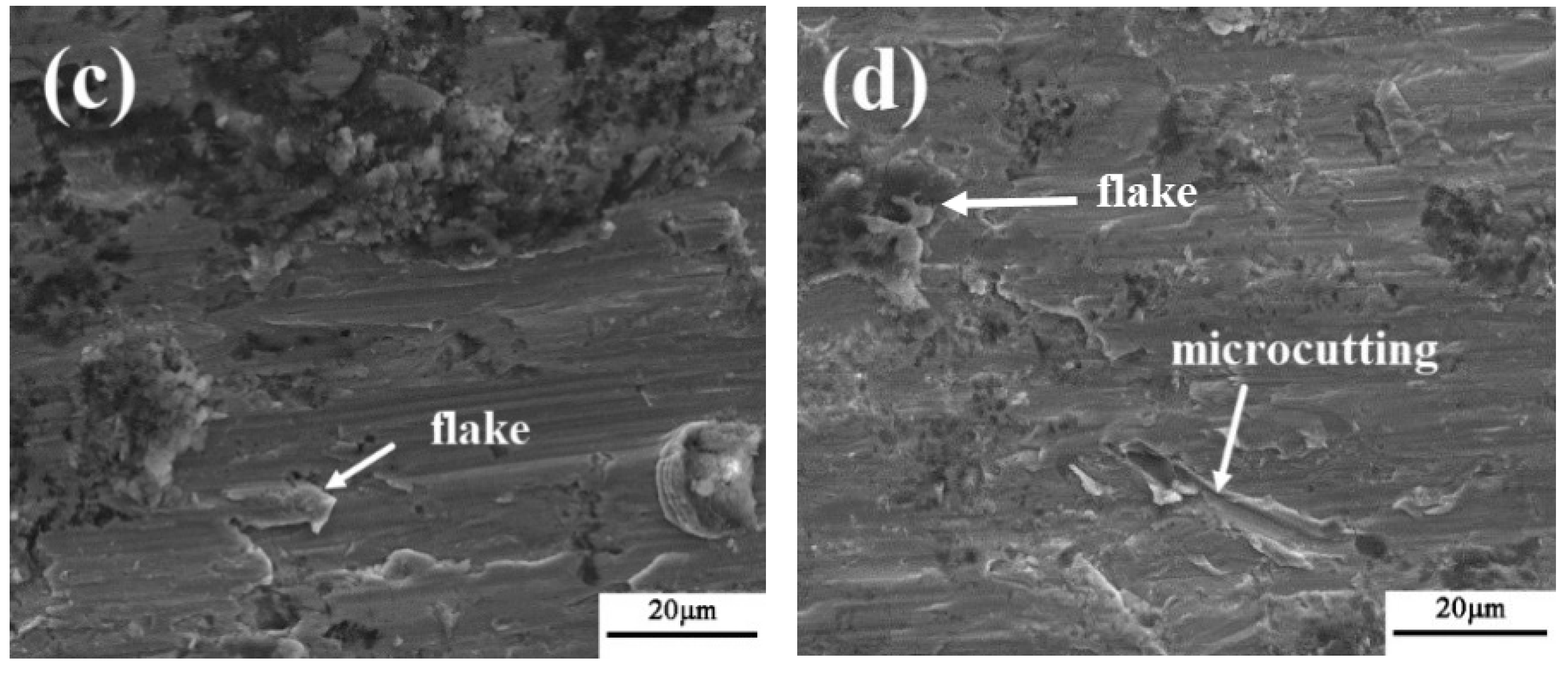
3.4. Wear Performance
4. Conclusions
- The YS and hardness were improved with the decrease of isothermal time, whereas the TE slightly decreased owing to the decrease of the bainite. The YS, hardness and impact toughness all decreased at a higher isothermal temperature.
- The wear performance was better in samples austempered below Ms than above Ms, due to the increase of impact toughness by finer bainite and the improvement of hardness by AM. The mass loss increased with the increase of isothermal time due to the decrease of hardness. Hence, the best wear performance was obtained in the sample isothermally treated at 300 °C for 200 s (B200), which had the highest hardness and considerable impact toughness.
- The bainite, FM and RA were observed in samples austempered above Ms. Except for the above three phases, the AM was observed in samples austempered below Ms. Moreover, the bainite transformation was accelerated by the formation of AM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hell, J.C.; Dehmas, M.; Allain, S.; Prado, J.M.; Hazote, A.; Chateau, J.P. Microstructure-properties relationships in carbide-free bainitic steels. ISIJ Int. 2011, 51, 1724–1732. [Google Scholar] [CrossRef] [Green Version]
- Tan, X.; Xu, Y.; Yang, X.; Wu, D. Microstructure-properties relationship in a one-step quenched and partitioned steel. Mater. Sci. Eng. A 2014, 589, 101–111. [Google Scholar] [CrossRef]
- Mandal, G.; Ghosh, S.K.; Bera, S.; Mukherjee, S. Effect of partial and full austenitisation on microstructure and mechanical properties of quenching and partitioning steel. Mater. Sci. Eng. A 2016, 676, 56–64. [Google Scholar] [CrossRef]
- Di Schino, A. Analysis of phase transformation in high strength low alloyed steels. Metalurgija 2017, 56, 349–352. [Google Scholar]
- Di Schino, A.; Gaggiotti, M.; Testani, C. Heat treatment effect on microstructure evolution in a 7% Cr steel for forging. Metals 2020, 10, 808. [Google Scholar] [CrossRef]
- Yang, H.S.; Bhadeshia, H.K.D.H. Designing low carbon, low temperature bainite. Mater. Sci. Technol. 2008, 24, 335–342. [Google Scholar] [CrossRef]
- Long, X.Y.; Zhang, F.C.; Kang, J.; Lv, B.; Shi, X.B. Low-temperature bainite in low-carbon steel. Mater. Sci. Eng. A 2014, 594, 344–351. [Google Scholar] [CrossRef]
- Branca, C.; Blasi, C.D. Kinetics of the isothermal degradation of wood in the temperature range 528–708 K. J. Anal. Appl. Pyrol. 2003, 67, 207–219. [Google Scholar] [CrossRef]
- Schastlivtsev, V.M.; Tabatchikova, T.I.; Yakovleva, I.L.; Klyueva, S.Y.; Kruglova, A.A.; Khlusova, E.I. Effect of austenite-decomposition temperature on bainite morphology and properties of low-carbon steel after thermomechanical treatment. Phys. Met. Metallogr. 2013, 114, 419–429. [Google Scholar] [CrossRef]
- Hillert, M.; Jarl, M. Diffusion and interface control of reactions in alloys. Metall. Mater. Trans. A 1975, 6, 5–19. [Google Scholar] [CrossRef]
- Ding, W.; Tang, D.; Jiang, H.; Huang, W. Influence of isothermal bainite transformation time on microstructure and mechanical properties of hot-dip galvanized trip steel. J. Mater. Eng. Perform. 2014, 54, 831–837. [Google Scholar] [CrossRef]
- Gao, X.T.; Sun, J.Q.; Zhao, A.M.; Zhang, M.M.; Tang, D. Effect of austempering isothermal-time at bainite field on retained austenite and mechanical properties in TRIP steel. Mater. Sci. Technol. 2011, 20, 997–1002. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, J.; Liu, H.; Liu, J.; Yu, S. Effect of austempering low alloy cast steel at temperatures below Ms point on its microstructure and properties. In Proceedings of the 3rd International Conference, Application of Materials Science and Environmental Materials (TMSEM2015), Phuket Island, Thailand, 1–3 October 2015. [Google Scholar] [CrossRef]
- Samanta, S.; Biswas, P.; Giri, S.; Singh, S.B.; Kundu, S. Formation of bainite below the MS temperature: Kinetics and crystallography. Acta Mater. 2016, 105, 390–403. [Google Scholar] [CrossRef]
- Navarro-López, A.; Hidalgo, J.; Sietsma, J.; Santofimia, M.J. Characterization of bainitic/martensitic structures formed in isothermal treatments below the Ms temperature. Mater. Charact. 2017, 128, 248. [Google Scholar] [CrossRef]
- Samanta, S.; Biswas, P.; Singh, S.B. Analysis of the kinetics of bainite formation below the, M S, temperature. Scripta Mater. 2017, 136, 132. [Google Scholar] [CrossRef]
- Tian, J.Y.; Xu, G.; Zhou, M.X.; Hu, H.J. Refined bainite microstructure and mechanical properties of a high-strength low-carbon bainitic steel treated by austempering below and above Ms. Steel Res. Int. 2018, 89, 1700469. [Google Scholar] [CrossRef]
- Liu, S.K.; Zhang, J. The influence of the Si and Mn concentrations on the kinetics of the bainite transformation in Fe-C-Si-Mn alloys. Metall. Mater. Trans. A 1990, 21, 1517. [Google Scholar] [CrossRef]
- Yao, Z.S.; Xu, G.; Hu, H.J.; Yuan, Q.; Tian, J.Y.; Zhou, M.X. Effect of Ni and Cr addition on transformation and properties of low-carbon bainitic steels. Trans. Indian Inst. Met. 2019, 72, 1167–1174. [Google Scholar] [CrossRef]
- Hu, H.J.; Xu, G.; Wang, L.; Xue, Z.; Zhang, Y.; Liu, G. The effects of Nb and Mo addition on transformation and properties in low carbon bainitic steels. Mater. Des. 2015, 84, 95. [Google Scholar] [CrossRef]
- Reichert, J.M.; Militzer, M. Quantifying the effect of Nb and Mo on transformation products using advanced ebsd analysis. In HSLA Steels 2015, Microalloying 2015 and Offshore Engineering Steels 2015: Conference Proceedings; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- Hu, F.; Wu, K.M.; Zheng, H. Influence of Co and Al on bainitic transformation in super bainitic steels. Steel Res. Int. 2013, 84, 1060. [Google Scholar] [CrossRef]
- Wang, C.Y.; Shi, J.; Cao, W.Q.; Dong, H. Characterization of microstructure obtained by quenching and partitioning process in low alloy martensitic steel. Mater. Sci. Eng. A 2010, 527, 3442. [Google Scholar] [CrossRef]
- Lobodyuk, V.A.; Estrin, E.I. Isothermal martensitic transformations. Physics–Uspekhi 2005, 48, 713. [Google Scholar] [CrossRef]
- Thadhani, N.N.; Meyers, M.A. Kinetics of isothermal martensitic transformation. Prog. Mater. Sci. 1986, 30, 1. [Google Scholar] [CrossRef]
- Raghavan, V.; Olson, G.B.; Owen, W.S. Kinetics of martensite transformation, martensite. ASM Int. 1992, 43, 197. [Google Scholar]
- Wechsler, M.S.O. The theory of the formation of martensite. Trans. Am. Inst. Min. Metall. Pet. Eng. 1953, 1, 197. [Google Scholar]
- Zhao, L.; Qian, L.; Meng, J. Below-Ms austempering to obtain refined bainitic structure and enhanced mechanical properties in low-C high-Si/Al steels. Scripta Mater. 2016, 112, 96. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Jimenez, J.A.; Lopez-Ezquerra, B.; Rementeria, R.; Morales-Rivas, L.; Kuntz, M.; Caballero, F.G. Analyzing the scale of the bainitic ferrite plates by XRD, SEM and TEM. Mater Charact. 2016, 122, 83–89. [Google Scholar] [CrossRef]
- Singh, S.; Bhadeshia, H. Estimation of bainite plate-thickness in low-alloy steels. Mater. Sci. Eng. A 1998, 245, 72–79. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H. Very strong bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 251. [Google Scholar] [CrossRef] [Green Version]
- Tian, J.Y.; Xu, G.; Hu, H.J.; Wang, X.; Zurob, H. Transformation kinetics of carbide-free bainitic steels during isothermal holding above and below Ms. J. Mat. Res. Technol. 2020, 9, 594–13606. [Google Scholar] [CrossRef]
- Navarro-Lopez, A.; Sietsma, J.; Santofimia, M.J. Effect of prior athermal martensite on the isothermal transformation kinetics below Ms in a Low-C High-Si Steel. Metall. Mater. Trans. A 2015, 47, 1028–1039. [Google Scholar] [CrossRef] [Green Version]
- He, S.H.; He, B.B.; Zhu, K.Y. On the correlation among dislocation density, lath thickness and yield stress of bainite. Acta Mater. 2017, 135, 382–389. [Google Scholar] [CrossRef]
- Feng, J.; Frankenbach, T.; Wettlaufer, M. Strengthening 42CrMo4 steel by isothermal transformation below martensite start temperature. Mater. Sci. Eng. A 2017, 110–115. [Google Scholar] [CrossRef]
- Navarro-López, J.; Hidalgo, J.; Sietsma, M.J. Santofimia, Unravelling the mechanical behaviour of advanced multiphase steels isothermally obtained below Ms. Mater. Des. 2020, 188, 108484. [Google Scholar] [CrossRef]
- Yan, S.; Liu, X.; Liu, W.J.; Liang, T.; Zhang, B.; Liu, L.; Zhao, Y. Comparative study on microstructure and mechanical properties of a C-Mn-Si steel treated by quenching and partitioning (Q&P) processes after a full and intercritical austenitization. Mater. Sci. Eng. A 2017, 684, 261–269. [Google Scholar]
- Zinsaz-Borujerdi, A.; Zarei-Hanzaki, A.; Abedi, H.R.; Karam-Abian, M.; Ding, H.; Han, D.; Kheradmand, N. Room temperature mechanical properties and microstructure of a low alloyed TRIP-assisted steel subjected to one-step and two-step quenching and partitioning process. Mater. Sci. Eng. A 2018, 725, 341–349. [Google Scholar] [CrossRef]
- Navarro-Lopez, A.; Hidalgo, J.; Sietsma, J.; Santofimia, M.J. Influence of the prior athermal martensite on the mechanical response of advanced bainitic steel. Mater. Sci. Eng. A 2018, 735, 343–353. [Google Scholar] [CrossRef]
- Liu, B.; Li, W.; Lu, X. The effect of retained austenite stability on impact-abrasion wear resistance in carbide-free bainitic steels. Wear 2019, 428, 127–136. [Google Scholar] [CrossRef]
- Khruschov, M.M. Principles of abrasive wear. Wear 1974, 28, 69–88. [Google Scholar] [CrossRef]
- El-Thalji, I.; Jantunen, E. Dynamic modelling of wear evolution in rolling bearings. Tribol. Int. 2015, 84, 90–99. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| UTS/MPa | YS/MPa | TE/% | Hardness/HV | Impact Toughness/J | |
|---|---|---|---|---|---|
| A200 | 1404 ± 10 | 1084 ± 9 | 11.1 ± 0.61 | 455 ± 5 | 38.0 ± 2.0 |
| A400 | 1307 ± 15 | 925 ± 13 | 9.7 ± 0.42 | 441 ± 7 | 39.5 ± 3.5 |
| B200 | 1506 ± 17 | 1269 ± 15 | 10.8 ± 0.56 | 472 ± 4 | 60.5 ± 5.5 |
| B400 | 1421 ± 9 | 1185 ± 10 | 9.1 ± 0.32 | 458 ± 8 | 64.5 ± 4.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, Z.; Hu, H.; Liu, M.; Tian, J.; Xu, G. Effect of Austempering below and above Ms on the Microstructure and Wear Performance of a Low-Carbon Bainitic Steel. Metals 2022, 12, 104. https://doi.org/10.3390/met12010104
Wei Z, Hu H, Liu M, Tian J, Xu G. Effect of Austempering below and above Ms on the Microstructure and Wear Performance of a Low-Carbon Bainitic Steel. Metals. 2022; 12(1):104. https://doi.org/10.3390/met12010104
Chicago/Turabian StyleWei, Zhirui, Haijiang Hu, Man Liu, Junyu Tian, and Guang Xu. 2022. "Effect of Austempering below and above Ms on the Microstructure and Wear Performance of a Low-Carbon Bainitic Steel" Metals 12, no. 1: 104. https://doi.org/10.3390/met12010104