
Study on the Mechanical Performance of Dissimilar Butt Joints between Low Ni Medium-Mn and Ni-Cr Austenitic Stainless Steels Processed by Gas Tungsten Arc Welding

 ,
,  ,
,  and
and
Abstract
:1. Introduction
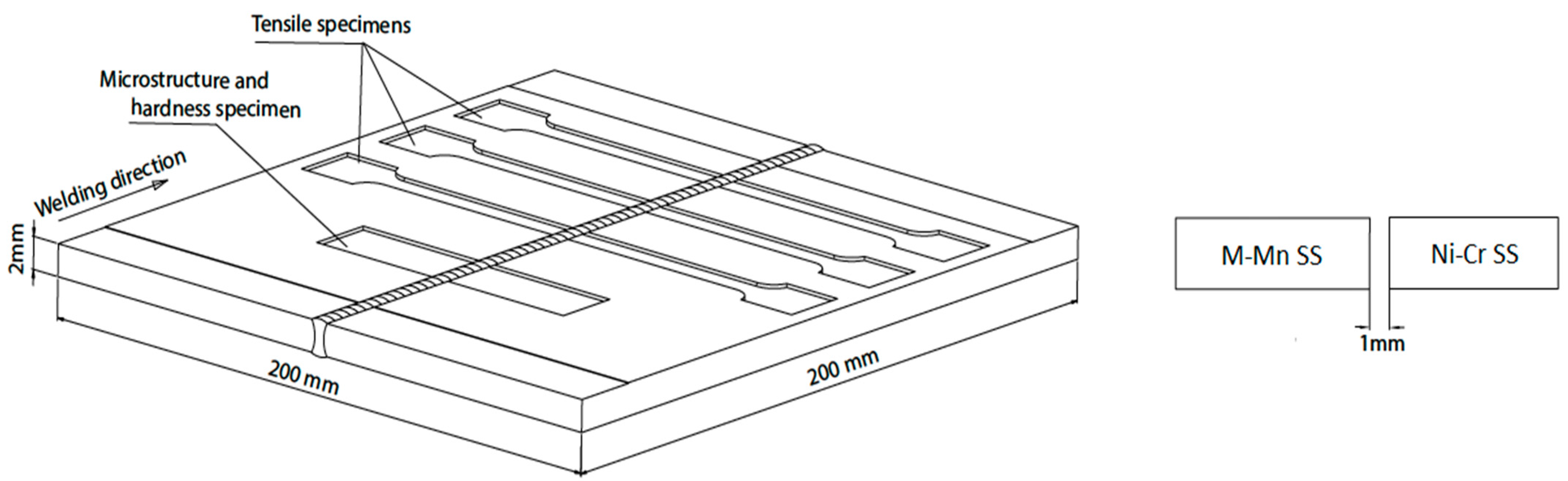
2. Materials and Methods
3. Results and Discussion
3.1. Metallographic Characterization
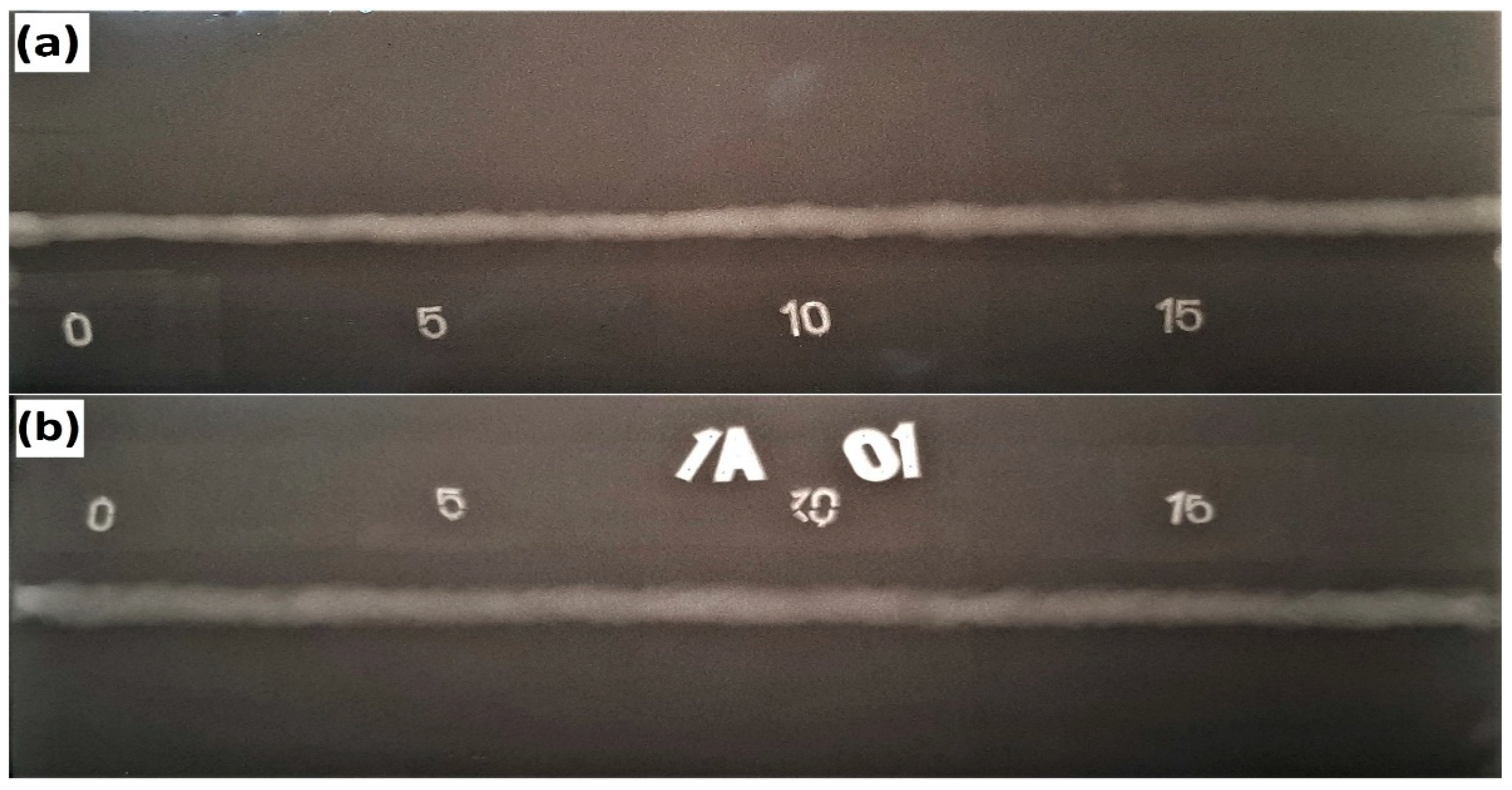
3.1.1. Macrostructure Investigation
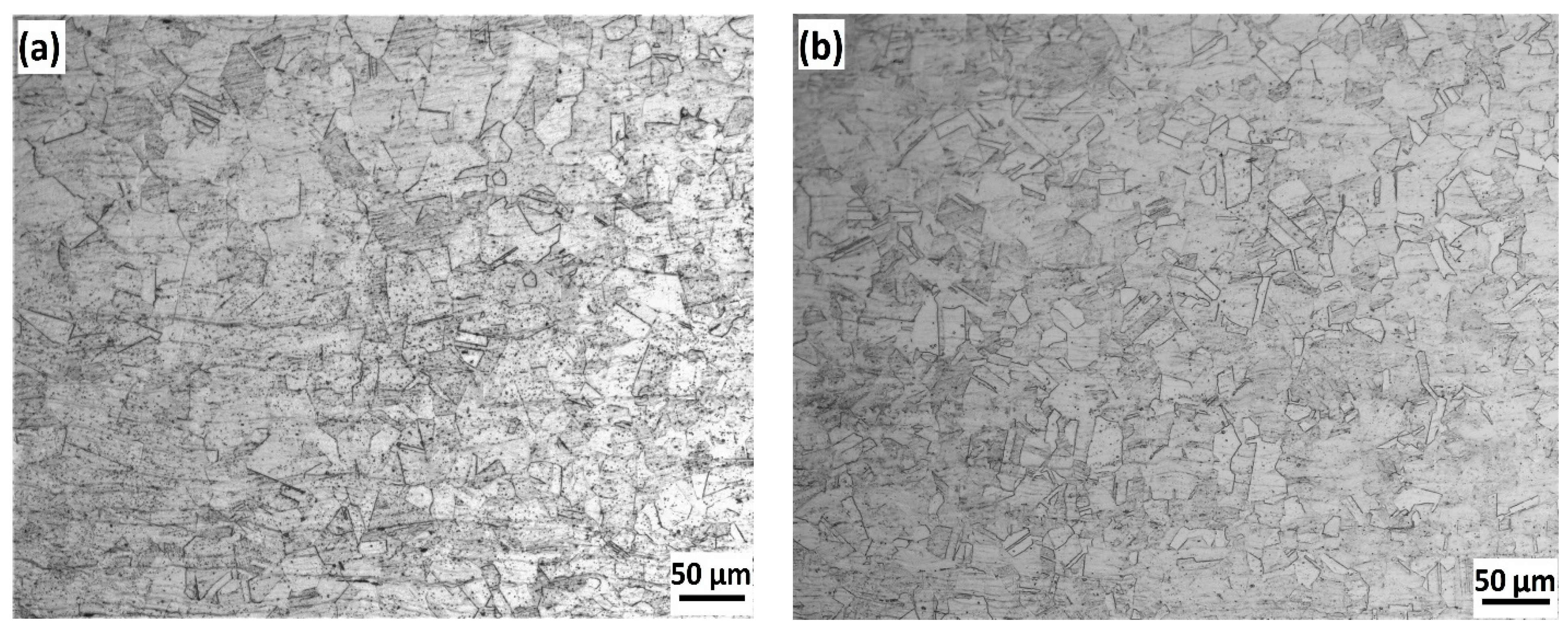
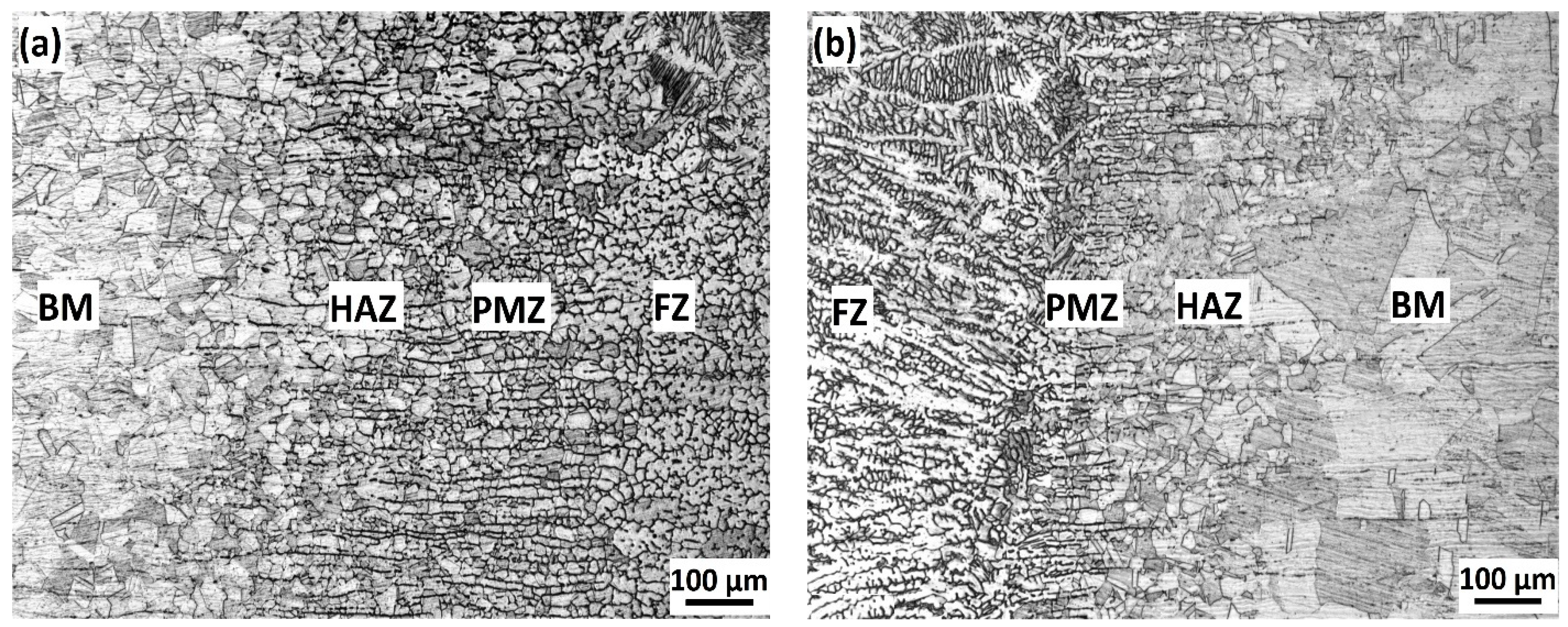
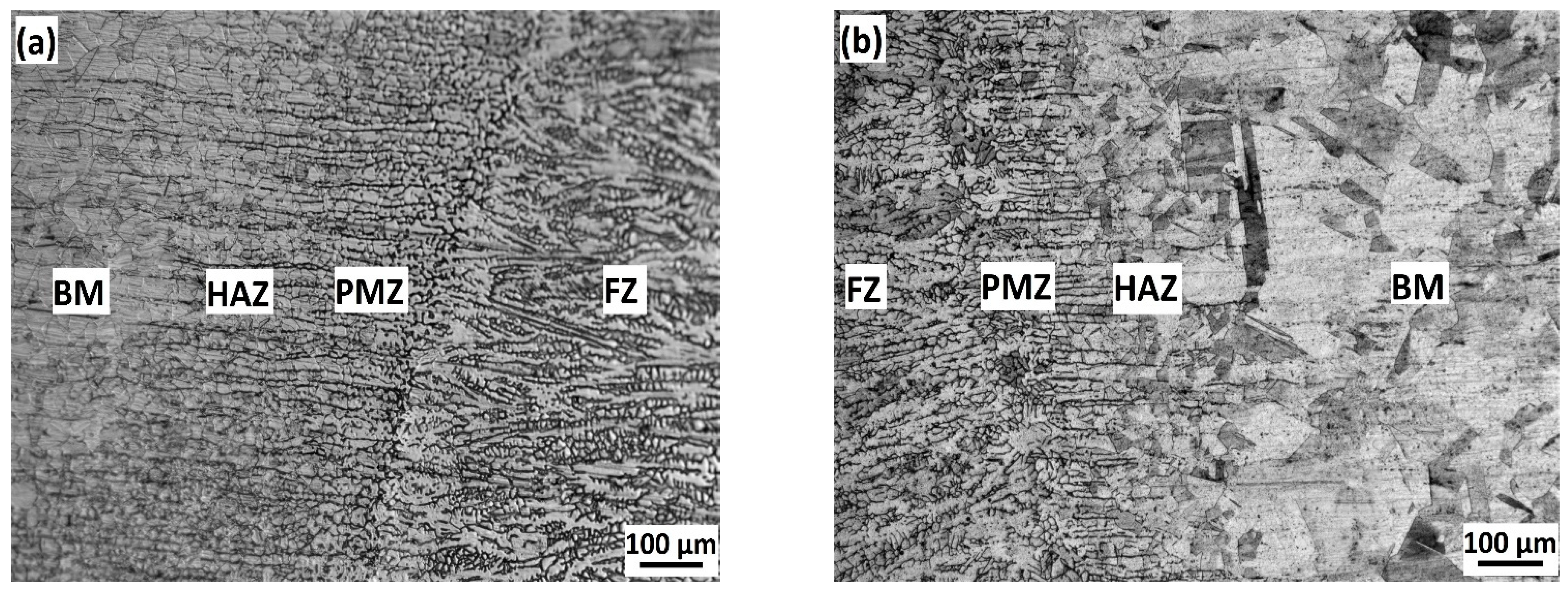
3.1.2. Microstructure of Base and Weld Metals
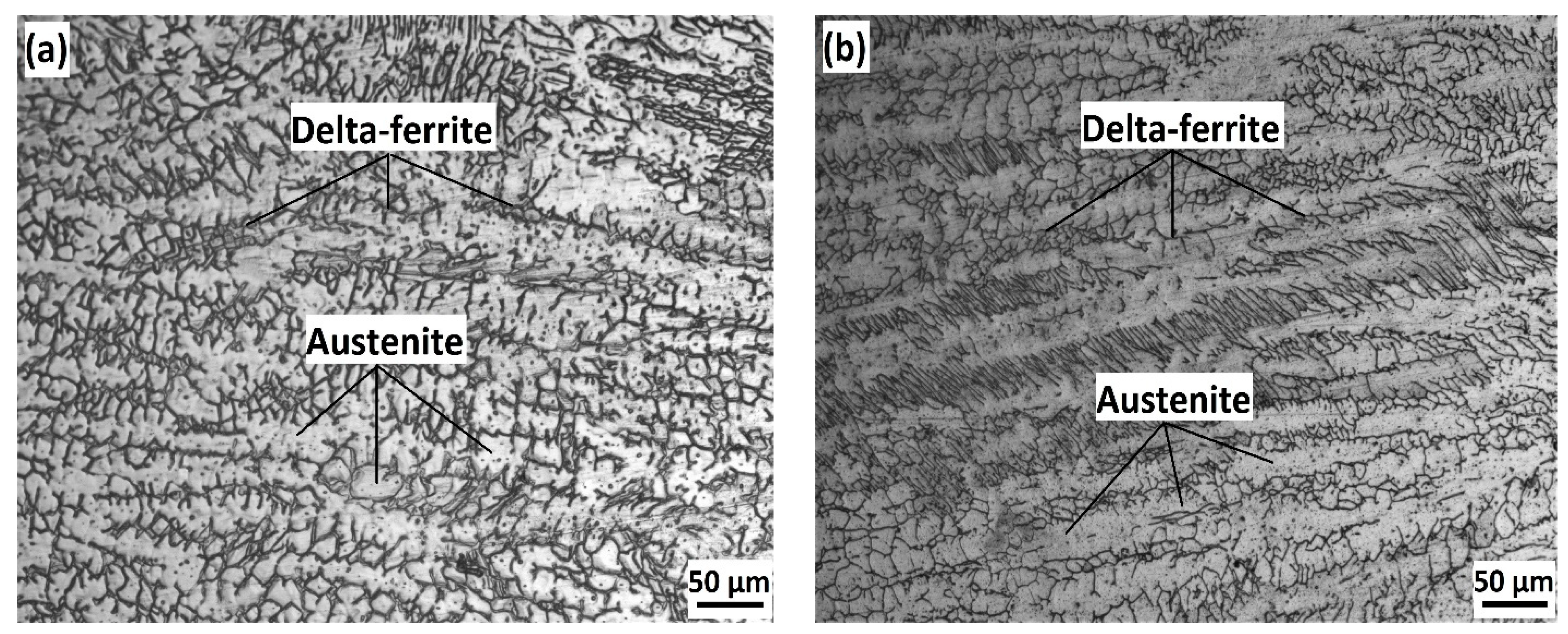
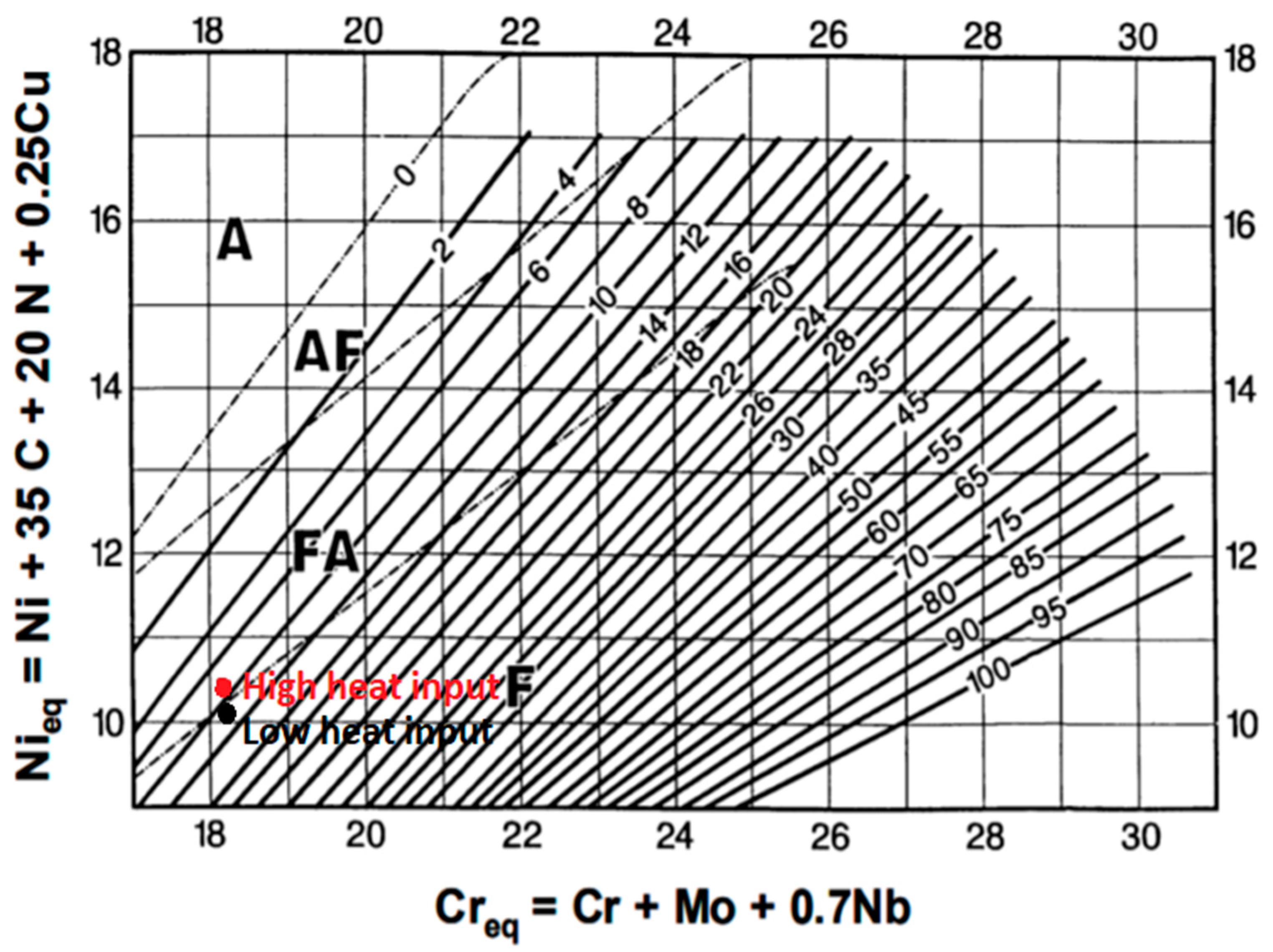
3.1.3. Solidification Mode and Delta-Ferrite Content
- Austenitic (A) mode: L
![Metals 11 01439 i001]() (L + γ)
(L + γ) ![Metals 11 01439 i001]() γ, (Creq/Nieq) < 1.25;
γ, (Creq/Nieq) < 1.25; - Austenitic Ferritic (AF) mode: L
![Metals 11 01439 i001]() (L + γ)
(L + γ) ![Metals 11 01439 i001]() (L + γ + δ)
(L + γ + δ) ![Metals 11 01439 i001]() (γ + δ), 1.25 < (Creq/Nieq) < 1.48;
(γ + δ), 1.25 < (Creq/Nieq) < 1.48; - Ferritic austenitic (FA) mode: L
![Metals 11 01439 i001]() (L + δ)
(L + δ) ![Metals 11 01439 i001]() (L + δ + γ)
(L + δ + γ) ![Metals 11 01439 i001]() (γ + δ), 1.48 < (Creq/Nieq) < 1.95;
(γ + δ), 1.48 < (Creq/Nieq) < 1.95; - Ferritic (F) mode: L
![Metals 11 01439 i001]() (L + δ)
(L + δ) ![Metals 11 01439 i001]() δ
δ ![Metals 11 01439 i001]() (γ + δ), (Creq/Nieq) >1.95.
(γ + δ), (Creq/Nieq) >1.95.

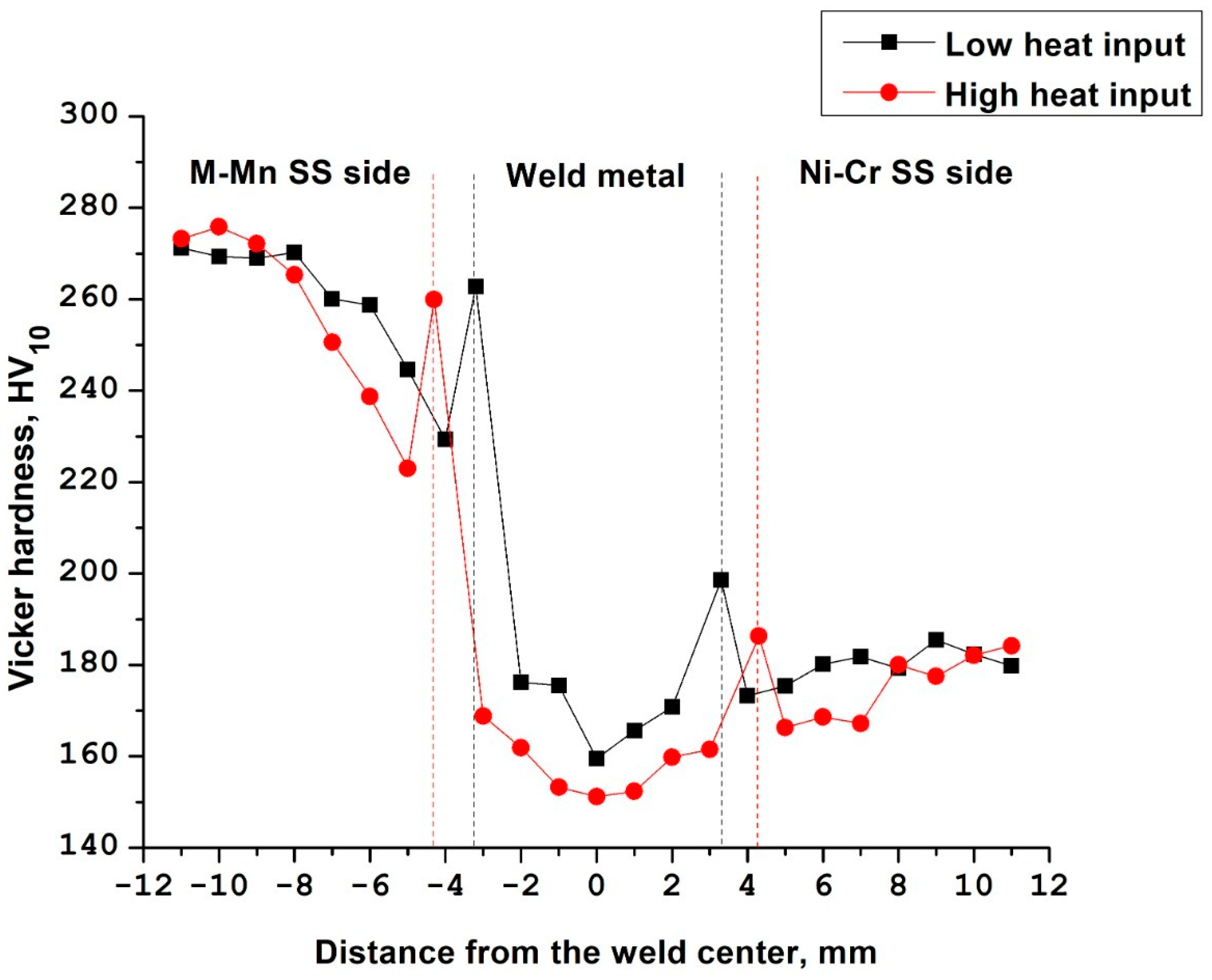
3.2. Hardness Results
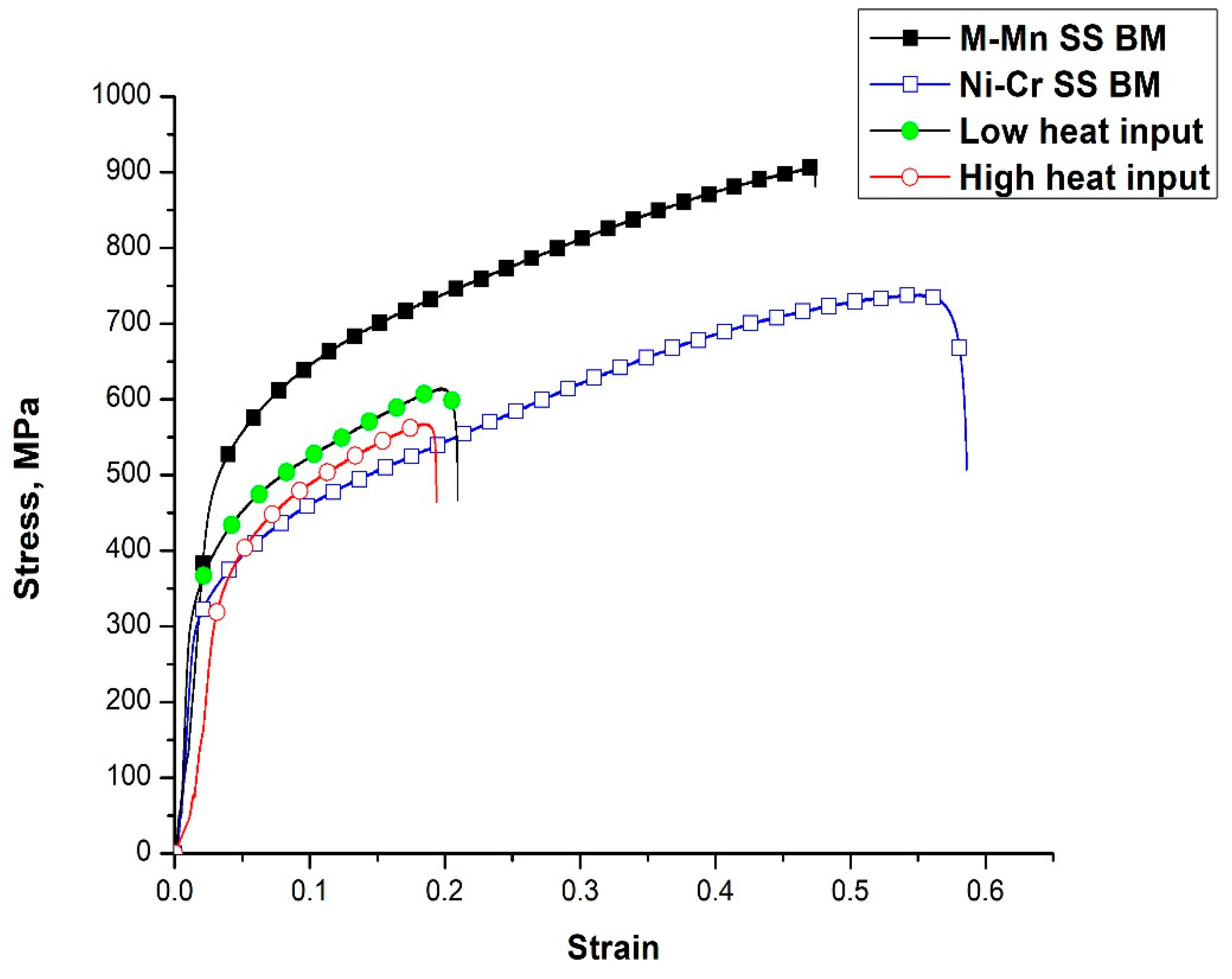
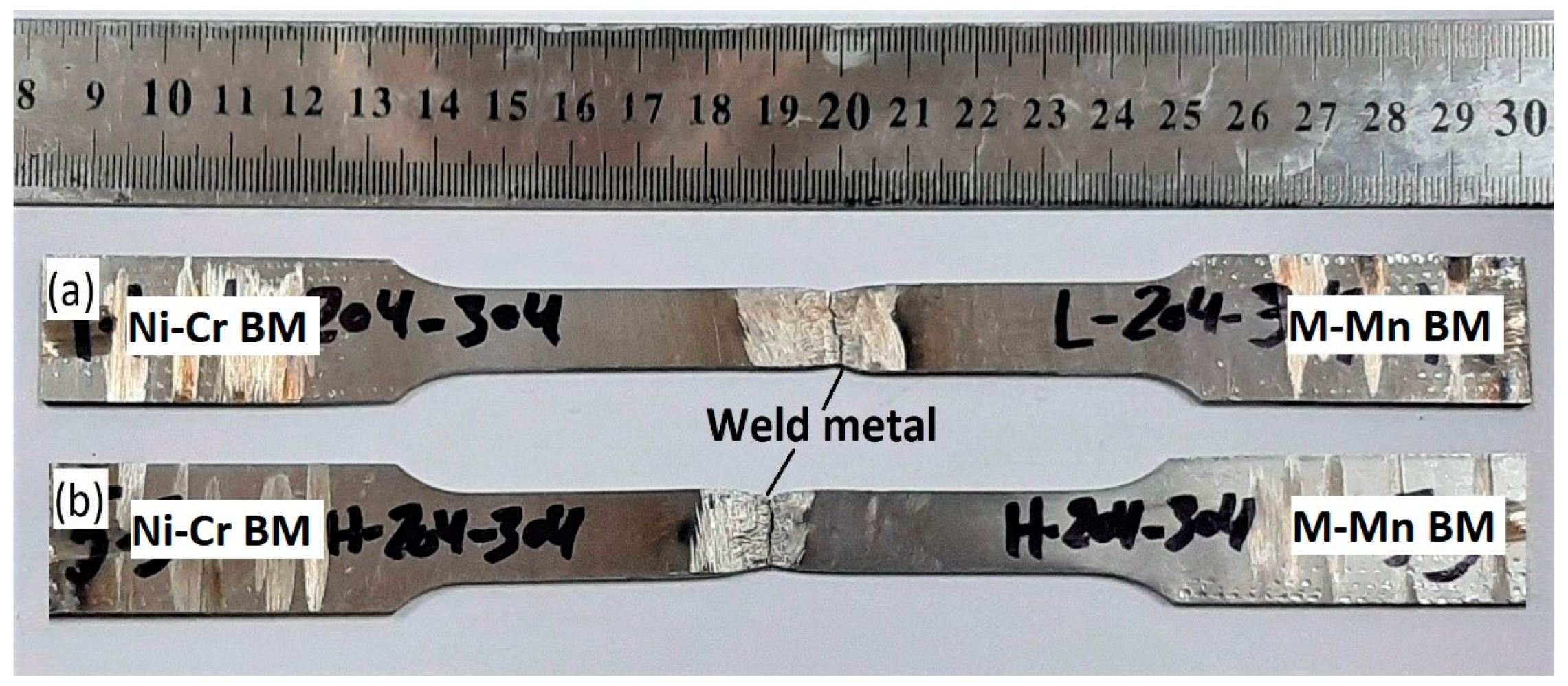
3.3. Tension Test Results
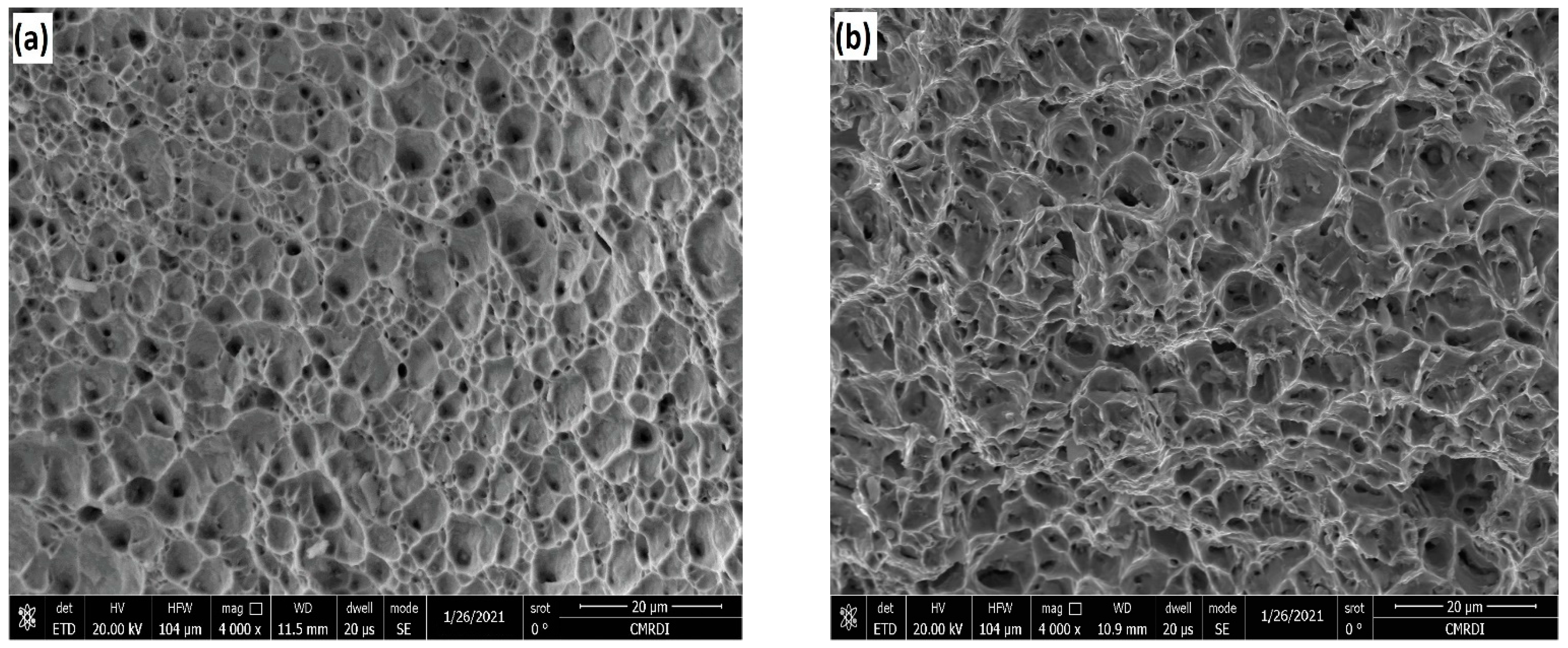
3.4. Fractography
4. Conclusions
- The weld metals were solidified in FA mode with conformable delta ferrite content (3–10) vol.% to avoid solidification cracks. Moreover, the delta ferrite content increased with the decrease in the heat input.
- The microstructure of weld metals consists of a duplex structure containing austenite matrix and delta ferrite for both heat inputs. Moreover, the dendrite length and interdendritic spacing increased with the increase in heat input.
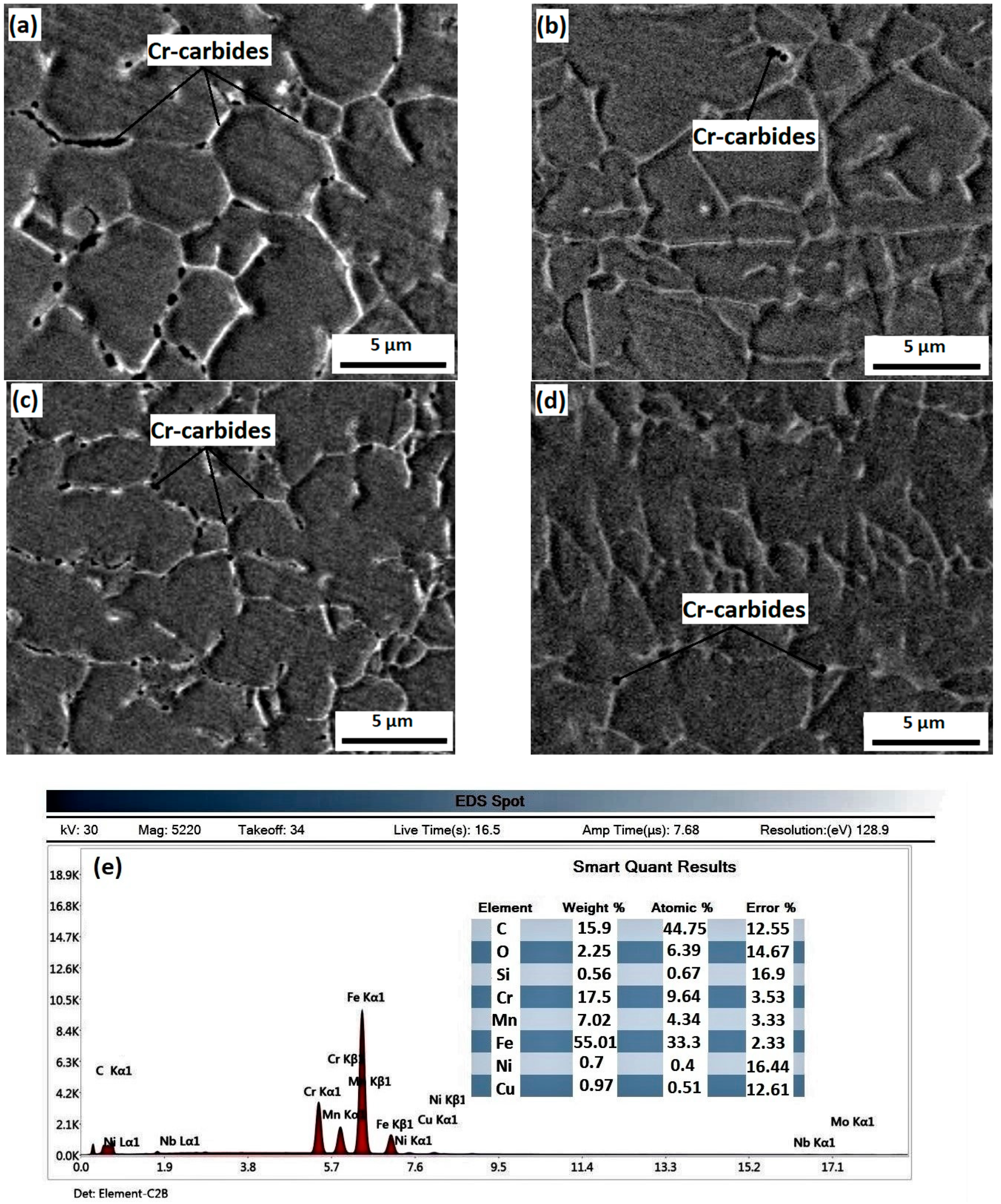
- Cr carbides were precipitated at the grain boundaries in the HAZ and FZ at the high heat input due to the diffusion of the C atoms from the lower Cr base metals to the higher Cr weld metal.
- The weld metals have hardness values that are lower than the base metals under the two different heat inputs. Moreover, the hardness value of weld metals decreased with the increase in heat input.
- At low heat inputs, the ultimate tensile strength and elongation percentage were higher than those of the high heat input conditions. However, fractures occurred in the weld metal under the two heat inputs in a ductile mode.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- George, G.; Shaikh, H. 1-Introduction to Austenitic Stainless Steels. In Corrosion of Austenitic Stainless Steels; Khatak, H.S., Raj, B., Eds.; Woodhead Publishing: Oxford, UK, 2002; pp. 1–36. [Google Scholar]
- Singh, R. 7-Welding, Corrosion-Resistant Alloys—Stainless Steel. In Applied Welding Engineering, 3rd ed.; Singh, R., Ed.; Butterworth-Heinemann: Oxford, UK, 2020; pp. 251–271. [Google Scholar]
- Singh, R. 8-Stainless Steels and Other CRAs. In Applied Welding Engineering, 3rd ed.; Singh, R., Ed.; Butterworth-Heinemann: Oxford, UK, 2020; pp. 77–84. [Google Scholar]
- New200-Series Stainless Steel: An Opportunity or a Threat to Theimage of Stainless Steel; International Stainless Steel Forum (ISSF): Brussels, Belgium, 2005.
- Fu, Y.; Wu, X.; Han, E.-H.; Ke, W.; Yang, K.; Jiang, Z. Effects of nitrogen on the passivation of nickel-free high nitrogen and manganese stainless steels in acidic chloride solutions. Electrochim. Acta 2009, 54, 4005–4014. [Google Scholar] [CrossRef]
- Charles, J.; Mithieux, J.-D.; Krautschick, J.; Suutala, N.; Simón, J.A.; Van Hecke, B.; Pauly, T. A new European 200 series standard to substitute 304 austenitics. Revue Métallurgie 2009, 106, 90–98. [Google Scholar] [CrossRef]
- Mudali, U.K.; Pujar, M.G. 3-Pitting Corrosion of Austenitic Stainless Steels and Their Weldments. In Corrosion of Austenitic Stainless Steels; Khatak, H.S., Raj, B., Eds.; Woodhead Publishing: Cambridge, UK, 2002; pp. 74–105. [Google Scholar]
- Khobragade, N.N.; Khan, M.I.; Patil, A.P. Corrosion Behaviour of Chrome–Manganese Austenitic Stainless Steels and AISI 304 Stainless Steel in Chloride Environment. Trans. Indian Inst. Met. 2013, 67, 263–273. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C. A critical review on dissimilar welds joint between martensitic and austenitic steel for power plant application. J. Manuf. Process. 2020, 58, 377–406. [Google Scholar] [CrossRef]
- Sabzi, M.; Dezfuli, S.M. Drastic improvement in mechanical properties and weldability of 316L stainless steel weld joints by using electromagnetic vibration during GTAW process. J. Manuf. Process. 2018, 33, 74–85. [Google Scholar] [CrossRef]
- Xie, W.; Yang, C. Microstructure, mechanical properties and corrosion behavior of austenitic stainless steel sheet joints welded by gas tungsten arc (GTA) and ultrasonic–wave–assisted gas tungsten pulsed arc (U–GTPA). Arch. Civ. Mech. Eng. 2020, 20, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.M.; Sankarapandian, S.; Shanmugam, N.S. Investigations on mechanical properties and microstructural examination of activated TIG-welded nuclear grade stainless steel. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–21. [Google Scholar] [CrossRef]
- Tandon, V.; Thombre, M.A.; Patil, A.P.; Taiwade, R.V.; Vashishtha, H. Effect of Heat Input on the Microstructural, Mechanical, and Corrosion Properties of Dissimilar Weldment of Conventional Austenitic Stainless Steel and Low-Nickel Stainless Steel. Met. Microstruct. Anal. 2020, 9, 668–677. [Google Scholar] [CrossRef]
- Lin, Y.; Chen, P. Effect of nitrogen content and retained ferrite on the residual stress in austenitic stainless steel weldments. Mater. Sci. Eng. A 2001, 307, 165–171. [Google Scholar] [CrossRef]
- Chuaiphan, W.; Srijaroenpramong, L. Optimization of gas tungsten arc welding parameters for the dissimilar welding between AISI 304 and AISI 201 stainless steels. Def. Technol. 2019, 15, 170–178. [Google Scholar] [CrossRef]
- Lu, B.; Chen, Z.; Luo, J.; Patchett, B.; Xu, Z. Pitting and stress corrosion cracking behavior in welded austenitic stainless steel. Electrochimica Acta 2005, 50, 1391–1403. [Google Scholar] [CrossRef]
- Kulkarni, A.; Dwivedi, D.; Vasudevan, M. Dissimilar metal welding of P91 steel-AISI 316L SS with Incoloy 800 and Inconel 600 interlayers by using activated TIG welding process and its effect on the microstructure and mechanical properties. J. Mater. Process. Technol. 2019, 274, 116280. [Google Scholar] [CrossRef]
- Bansod, A.V.; Patil, A.P.; Verma, J.; Shukla, S. Microstructure, Mechanical and Electrochemical Evaluation of Dissimilar low Ni SS and 304 SS using Different Filler Materials. Mater. Res. 2019, 22, 22. [Google Scholar] [CrossRef] [Green Version]
- Rahul Kumar Keshari, P.L.S. Mechanical characterization of dissimilar welded joint of SS202 and SS304 by tungsten inert gas welding. Int. J. Res. Eng. Innov. 2019, 3, 245–252. [Google Scholar]
- Chuaiphan, W.; Srijaroenpramong, L. Evaluation of microstructure, mechanical properties and pitting corrosion in dissimilar of alternative low cost stainless steel grade 204Cu and 304 by GTA welding joint. J. Mater. Res. Technol. 2020, 9, 5174–5183. [Google Scholar] [CrossRef]
- Pantelis, D.I.; Tsiourva, T.E. 10-Corrosion of Weldments. In Trends in Oil and Gas Corrosion Research and Technologies; El-Sherik, A.M., Ed.; Woodhead Publishing: Boston, FL, USA, 2017; pp. 249–270. [Google Scholar]
- Mirshekari, G.; Tavakoli, E.; Atapour, M.; Sadeghian, B. Microstructure and corrosion behavior of multipass gas tungsten arc welded 304L stainless steel. Mater. Des. 2014, 55, 905–911. [Google Scholar] [CrossRef]
- Bansod, A.V.; Patil, A.P. Effect of Welding Processes on Microstructure, Mechanical Properties, and Corrosion Behavior of Low-Nickel Austenitic Stainless Steels. Met. Microstruct. Anal. 2017, 6, 304–314. [Google Scholar] [CrossRef]
- Vashishtha, H.; Taiwade, R.V.; Sharma, S.; Patil, A.P. Effect of welding processes on microstructural and mechanical properties of dissimilar weldments between conventional austenitic and high nitrogen austenitic stainless steels. J. Manuf. Process. 2017, 25, 49–59. [Google Scholar] [CrossRef]
- Chandra-Ambhorn, S.; Chauiphan, W.; Sukwattana, N.C.; Pudkhunthod, N.; Komkham, S. Plasma Arc Welding between AISI 304 and AISI 201 Stainless Steels Using a Technique of Mixing Nitrogen in Shielding Gas. Adv. Mater. Res. 2012, 538–541, 1464–1468. [Google Scholar] [CrossRef]
- Durgutlu, A. Experimental investigation of the effect of hydrogen in argon as a shielding gas on TIG welding of austenitic stainless steel. Mater. Des. 2004, 25, 19–23. [Google Scholar] [CrossRef]
- Kumar, S.; Shahi, A. Effect of heat input on the microstructure and mechanical properties of gas tungsten arc welded AISI 304 stainless steel joints. Mater. Des. 2011, 32, 3617–3623. [Google Scholar] [CrossRef]
- Chuaiphan, W.; Srijaroenpramong, L. Effect of welding speed on microstructures, mechanical properties and corrosion behavior of GTA-welded AISI 201 stainless steel sheets. J. Mater. Process. Technol. 2014, 214, 402–408. [Google Scholar] [CrossRef]
- Taiwade, R.V.; Patil, A.P.; Ghugal, R.D.; Patre, S.J.; Dayal, R.K. Effect of Welding Passes on Heat Affected Zone and Tensile Properties of AISI 304 Stainless Steel and Chrome-Manganese Austenitic Stainless Steel. ISIJ Int. 2013, 53, 102–109. [Google Scholar] [CrossRef] [Green Version]
- Weman, K. Introduction to welding. In Welding Processes Handbook; Elsevier: Amsterdam, The Netherlands, 2012; pp. 1–12. [Google Scholar]
- ASTM E407-07. Standard Practice for Microetching Metals and Alloys; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM E8/E8M. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- Vashishtha, H.; Taiwade, R.V.; Sharma, S.; Marodkar, A.S. Microstructural and Mechanical Properties Evolution of Bimetallic Cr-Ni and Cr-Mn-Ni Stainless Steel Joints. Met. Microstruct. Anal. 2019, 8, 359–369. [Google Scholar] [CrossRef]
- Chuaiphan, W.; Srijaroenpramong, L. Optimization of TIG welding parameter in dissimilar joints of low nickel stainless steel AISI 205 and AISI 216. J. Manuf. Process. 2020, 58, 163–178. [Google Scholar] [CrossRef]
- A new constitution diagram for predicting ferrite content of stainless steel weld metals. Mater. Des. 1993, 14, 345–348. [CrossRef]
- Kotecki, D.; Siewert, T. WRC-1992 Constitution Diagram for Stainless Steel Weld Metals. Weld. J. 1992, 71, 174. [Google Scholar]
- Gharehbaghi, A. Precipitation Study in a High Temperature Austenitic Stainless Steel Using Low Voltage Energy Dispersive X-ray Spectroscopy. Master’s Thesis, Royal Institute of Technology (KTH), Stockholm, Sweden, 28 March 2012. [Google Scholar]
- Vashishtha, H.; Taiwade, R.; Khatirkar, R.; Dhoble, A. Effect of austenitic fillers on microstructural and mechanical properties of ultra-low nickel austenitic stainless steel. Sci. Technol. Weld. Join. 2016, 21, 331–337. [Google Scholar] [CrossRef]
- Bansod, A.V.; Patil, A.P.; Moon, A.; Shukla, S. Microstructural and Electrochemical Evaluation of Fusion Welded Low-Nickel and 304 SS at Different Heat Input. J. Mater. Eng. Perform. 2017, 26, 5847–5863. [Google Scholar] [CrossRef]
- Kim, S.-Y.; Jung, S.-B.; Shur, C.-C.; Yeon, Y.-M.; Kim, D.-U. Mechanical properties of copper to titanium joined by friction welding. J. Mater. Sci. 2003, 38, 1281–1287. [Google Scholar] [CrossRef]
- Khidhir, G.I.; Baban, S.A. Efficiency of dissimilar friction welded 1045 medium carbon steel and 316L austenitic stainless steel joints. J. Mater. Res. Technol. 2019, 8, 1926–1932. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Steel Code | Elements (Weight %) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Ni | Mo | Cu | V | N | Nb | Fe | ||
| low-Ni, medium-Mn austenitic stainless steel | M-Mn SS | 0.098 | 0.15 | 9.57 | 14.60 | 1.26 | 0.031 | 1.43 | 0.06 | 0.20 | 0.043 | Balance |
| Ni-Cr austenitic stainless steel | Ni-Cr SS | 0.025 | 0.42 | 1.12 | 18.70 | 7.80 | 0.001 | 0.014 | 0.12 | 0.10 | 0.051 | Balance |
| Filler Metal | ER308L | 0.02 | 0.40 | 1.90 | 19.80 | 9.80 | 0.20 | 0.15 | - | - | - | Balance |
| Specimen | Welding Parameters | |||||
|---|---|---|---|---|---|---|
| Pass | Current (A) | Voltage (V) | Welding Speed (mm/s) | Heat Input per Pass (kJ/mm) | Total Heat Input (kJ/mm) | |
| M-Mn SS-Ni-Cr SS (Low heat input) | Root | 70 | 12.5 | 2.6 | 0.202 | 0.486 |
| Cup | 110 | 12.5 | 2.9 | 0.284 | ||
| M-Mn SS-Ni-Cr SS (High heat input) | Root | 50 | 12.5 | 1.6 | 0.234 | 0.558 |
| Cup | 95 | 12.5 | 2.2 | 0.324 | ||
| Specimen | Width of Face Weld (mm) | Width of Root Weld (mm) | Dendrite Length (µm) | Interdendritic Spacing (µm) |
|---|---|---|---|---|
| Low heat input | 6.5 | 5.3 | 109.2 | 17.1 |
| High heat input | 8.6 | 6.8 | 171.9 | 28.6 |
| Specimen | Chemical Composition (wt.%) | Creq/ Nieq | Delta Ferrite Content | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cr | Ni | Mo | Cu | Nb | C | Creq | Nieq | Creq/ Nieq | Predicted | Measured | |
| Low heat input | 17.68 | 6.22 | 0.08 | 0.48 | 0.06 | 0.032 | 18.3 | 9.97 | 1.84 | 8.5 | 7.8 |
| High heat input | 17.59 | 6.28 | 0.07 | 0.47 | 0.06 | 0.037 | 18.2 | 10.18 | 1.79 | 7 | 6.2 |
| Materials | Heat Input | Tensile Properties | Location of Fracture | |||
|---|---|---|---|---|---|---|
| Yield (MPa) | Ultimate (MPa) | Elongation (%) | Joint Efficiency (%) | |||
| M-Mn SS-BM | - | 480 ± 5 | 915 ± 10 | 47.4 | - | Gauge length |
| Ni-Cr SS-BM | - | 300 ± 5 | 738 ± 10 | 58.6 | - | Gauge length |
| M-Mn SS-Ni-Cr SS | Low | 340 ± 10 | 610 ± 10 | 21 | 82.7 | Weld metal |
| High | 320 ± 10 | 580 ± 15 | 19.4 | 78.6 | Weld metal | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ibrahim, I.R.; Khedr, M.; Mahmoud, T.S.; Abdel-Aleem, H.A.; Hamada, A. Study on the Mechanical Performance of Dissimilar Butt Joints between Low Ni Medium-Mn and Ni-Cr Austenitic Stainless Steels Processed by Gas Tungsten Arc Welding. Metals 2021, 11, 1439. https://doi.org/10.3390/met11091439
Ibrahim IR, Khedr M, Mahmoud TS, Abdel-Aleem HA, Hamada A. Study on the Mechanical Performance of Dissimilar Butt Joints between Low Ni Medium-Mn and Ni-Cr Austenitic Stainless Steels Processed by Gas Tungsten Arc Welding. Metals. 2021; 11(9):1439. https://doi.org/10.3390/met11091439
Chicago/Turabian StyleIbrahim, I. Reda, Mahmoud Khedr, Tamer S. Mahmoud, Hamed A. Abdel-Aleem, and Atef Hamada. 2021. "Study on the Mechanical Performance of Dissimilar Butt Joints between Low Ni Medium-Mn and Ni-Cr Austenitic Stainless Steels Processed by Gas Tungsten Arc Welding" Metals 11, no. 9: 1439. https://doi.org/10.3390/met11091439