
Effect of Micro-Shot Peening on the Fatigue Performance of AISI 304 Stainless Steel


Abstract
:1. Introduction
2. Material and Experimental Procedures
3. Results
4. Discussion
5. Conclusions
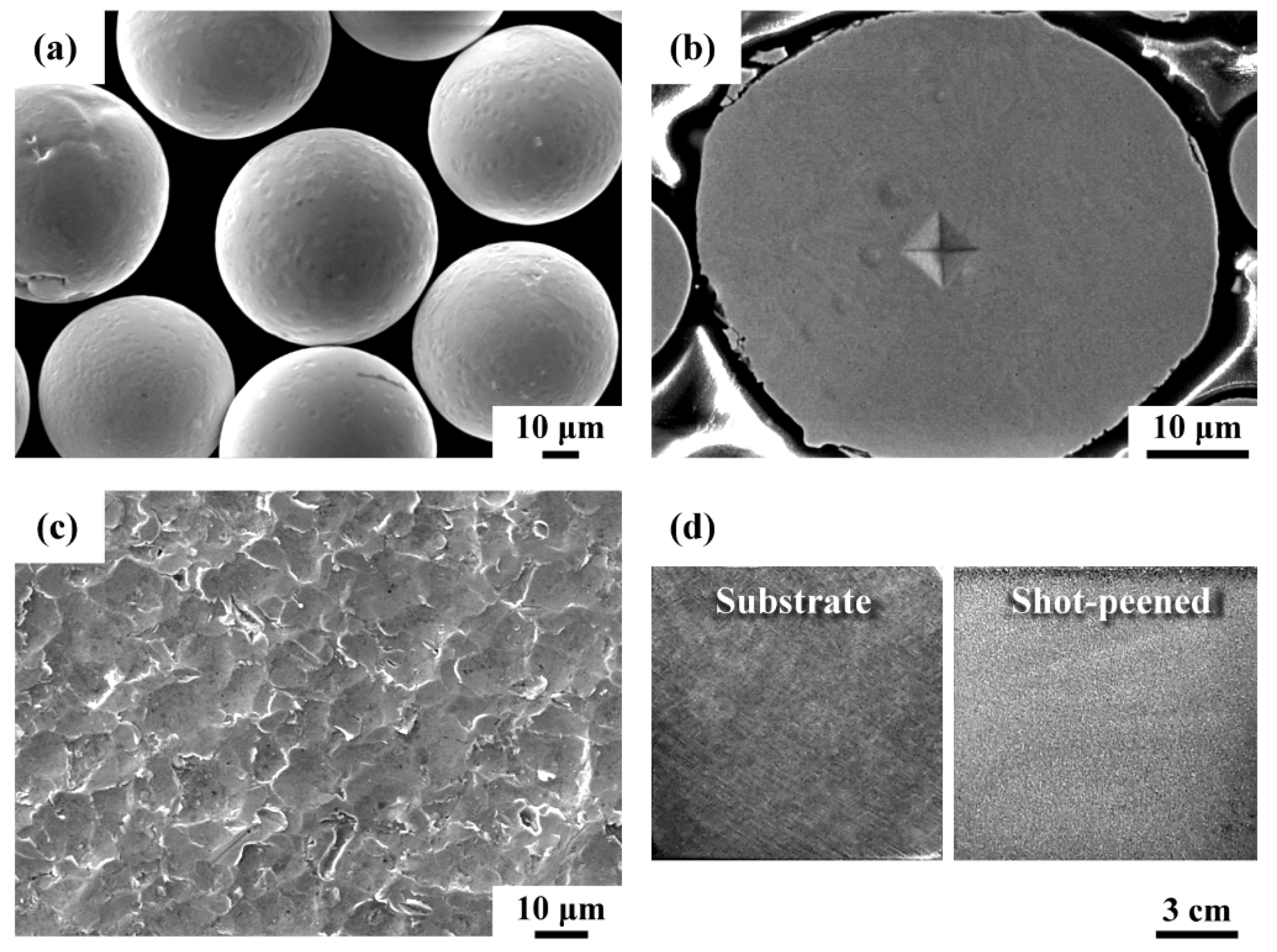
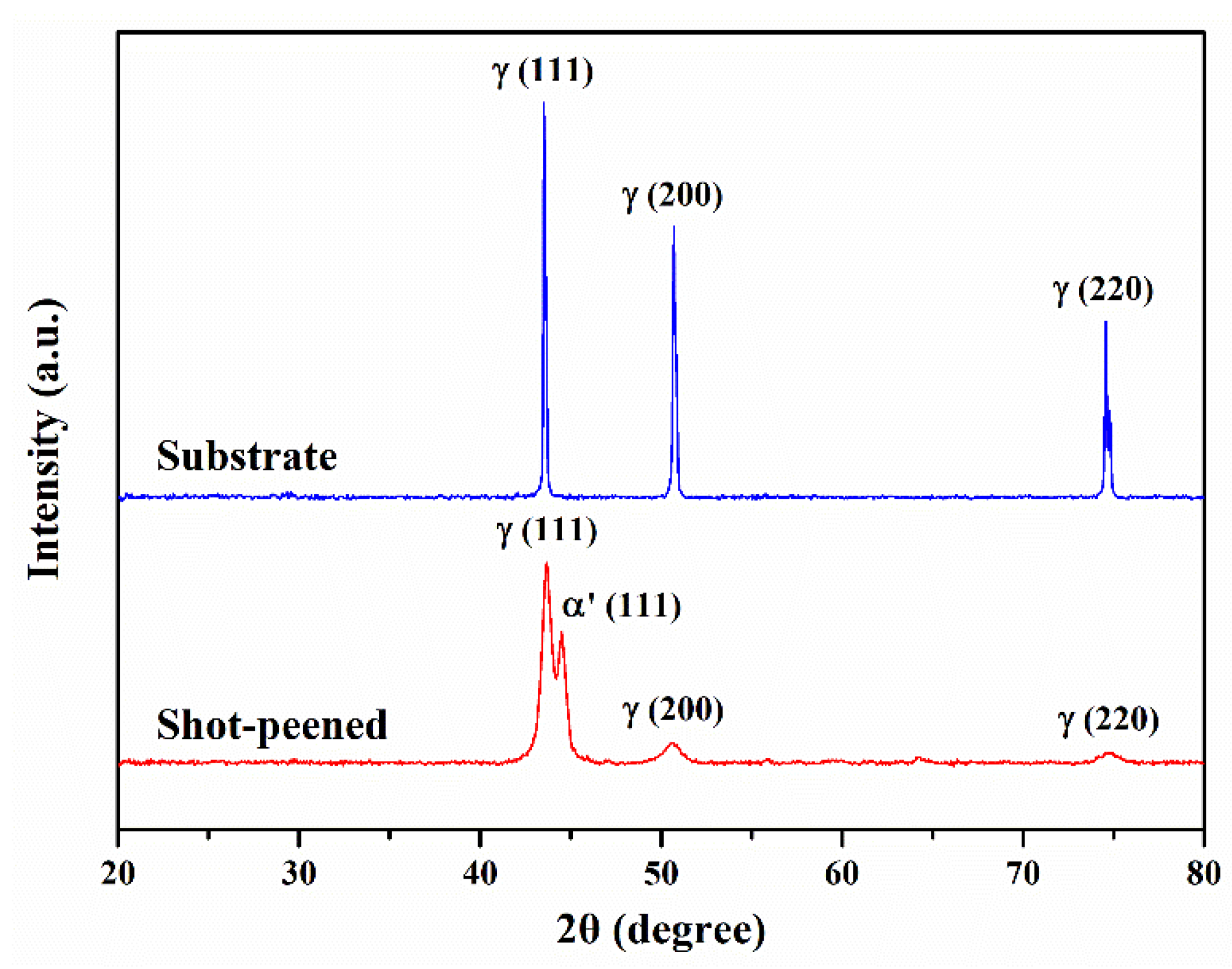
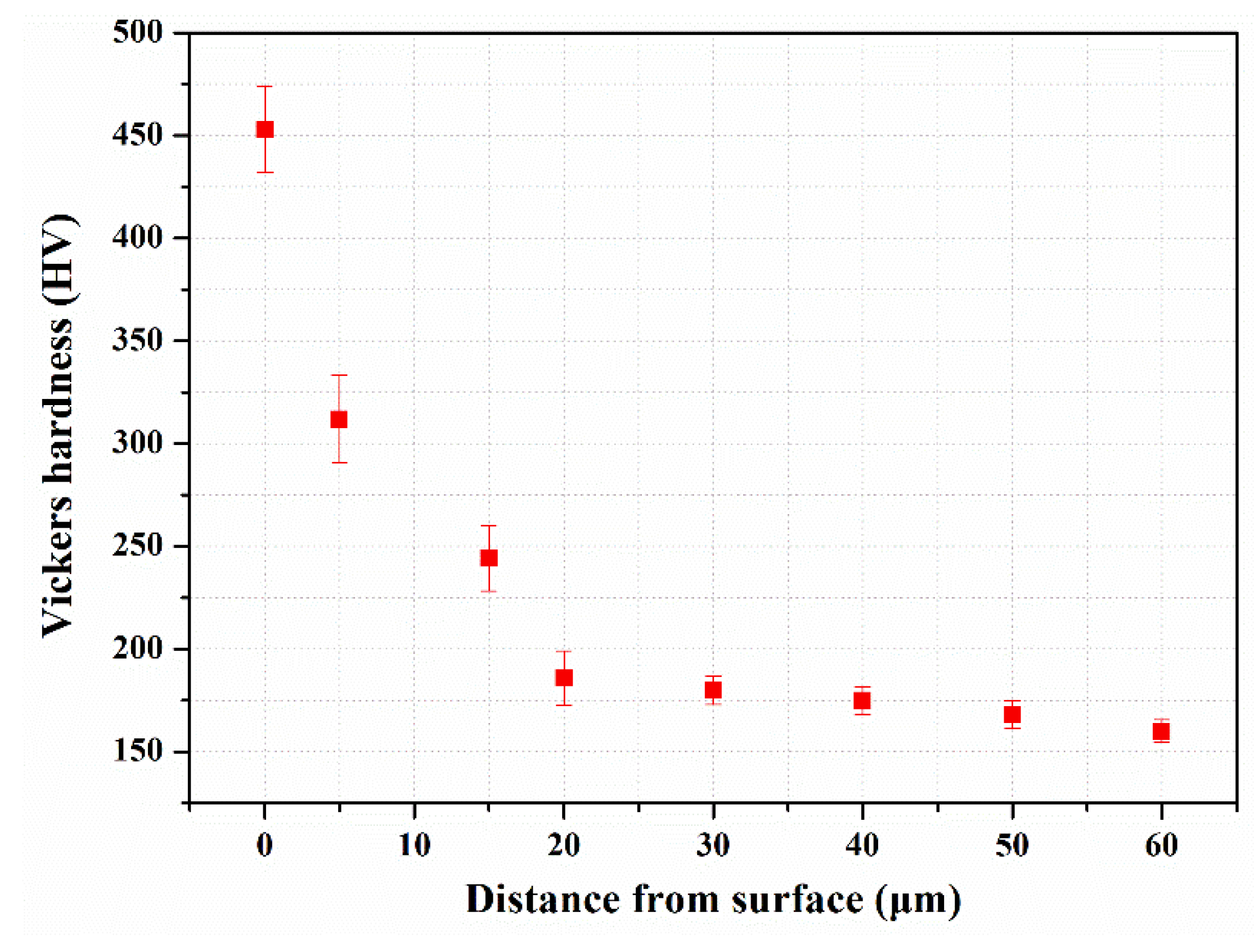
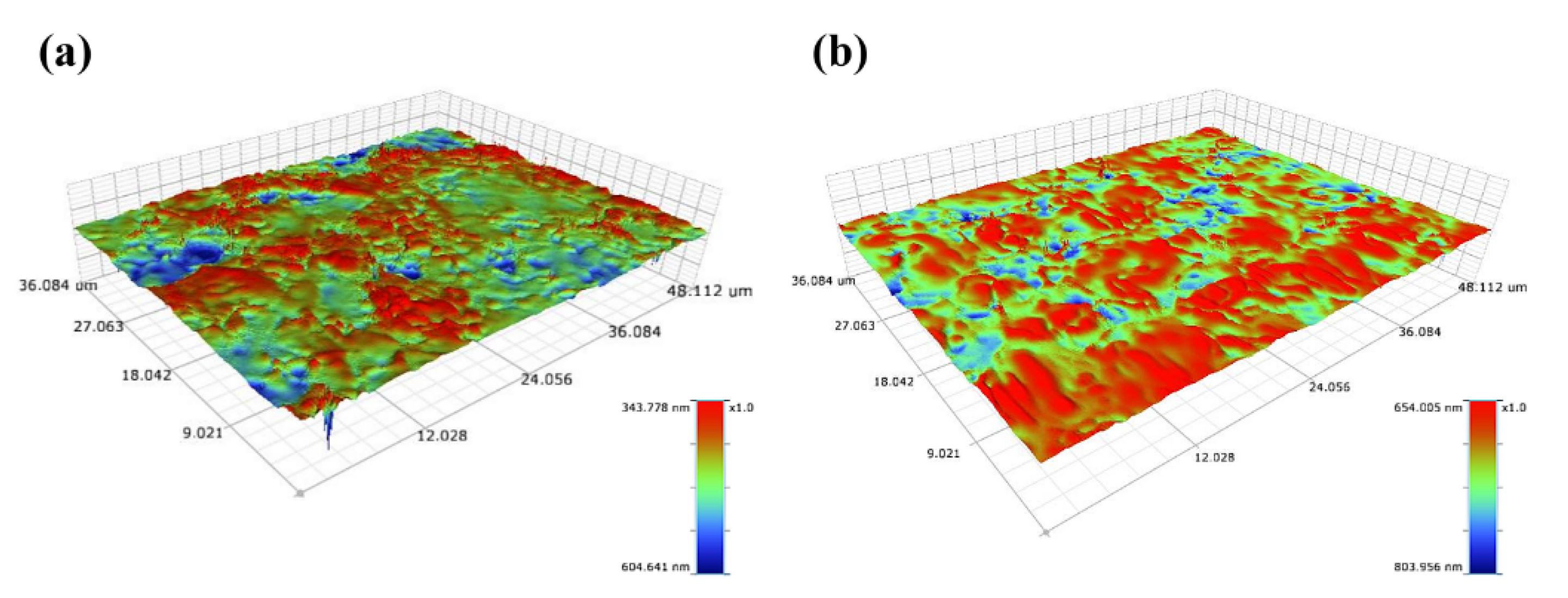
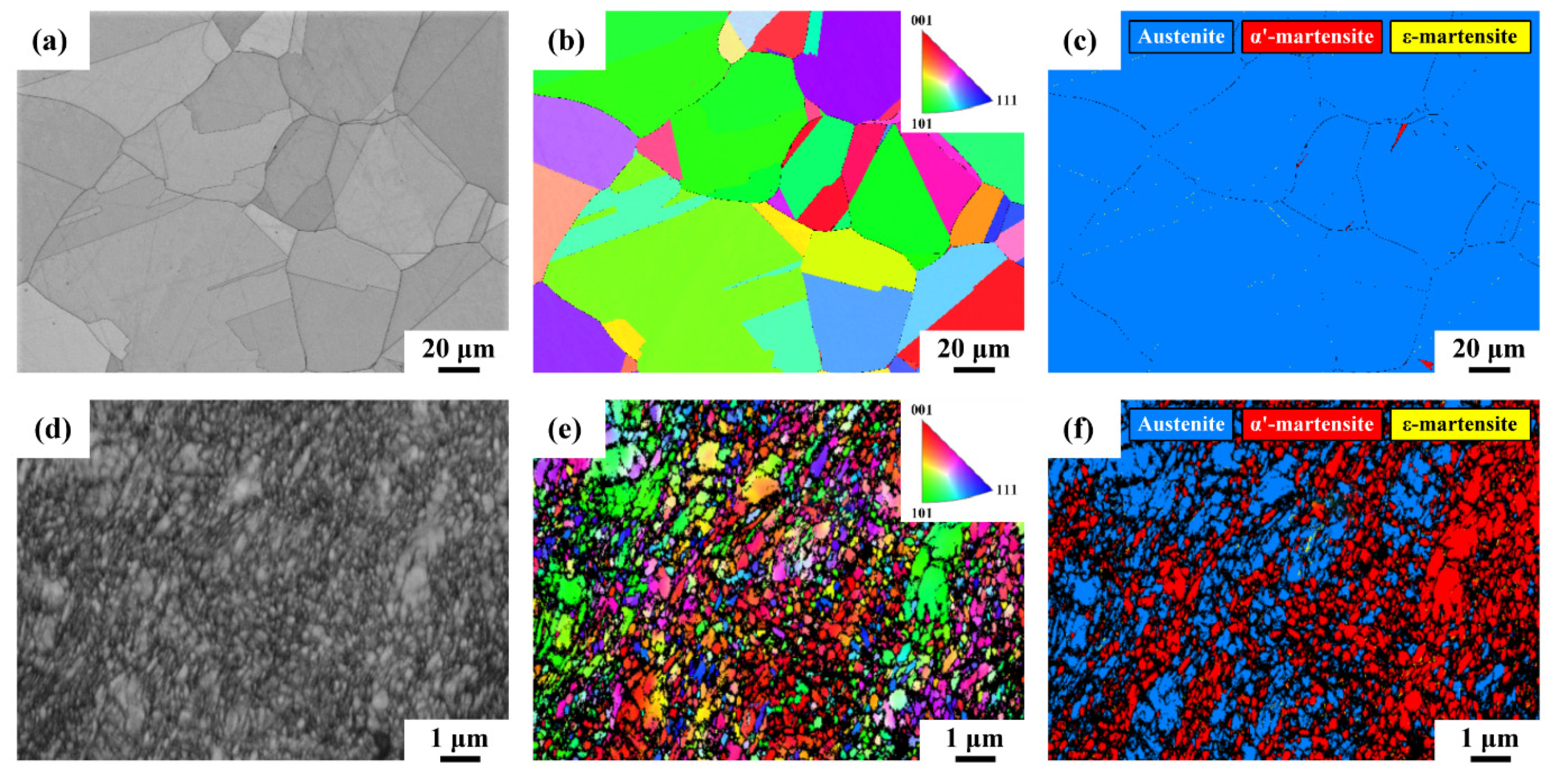
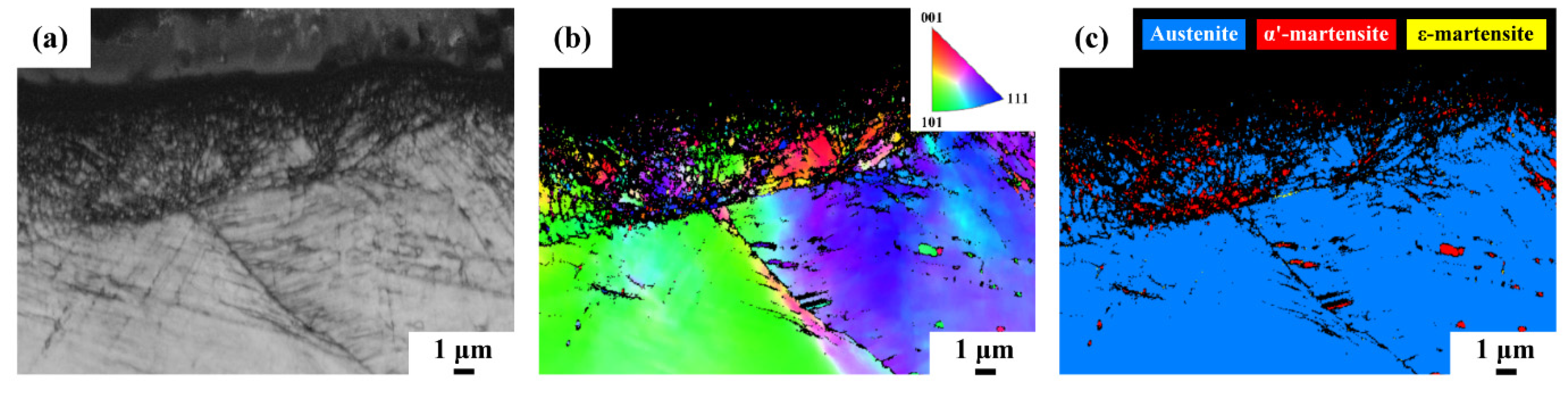
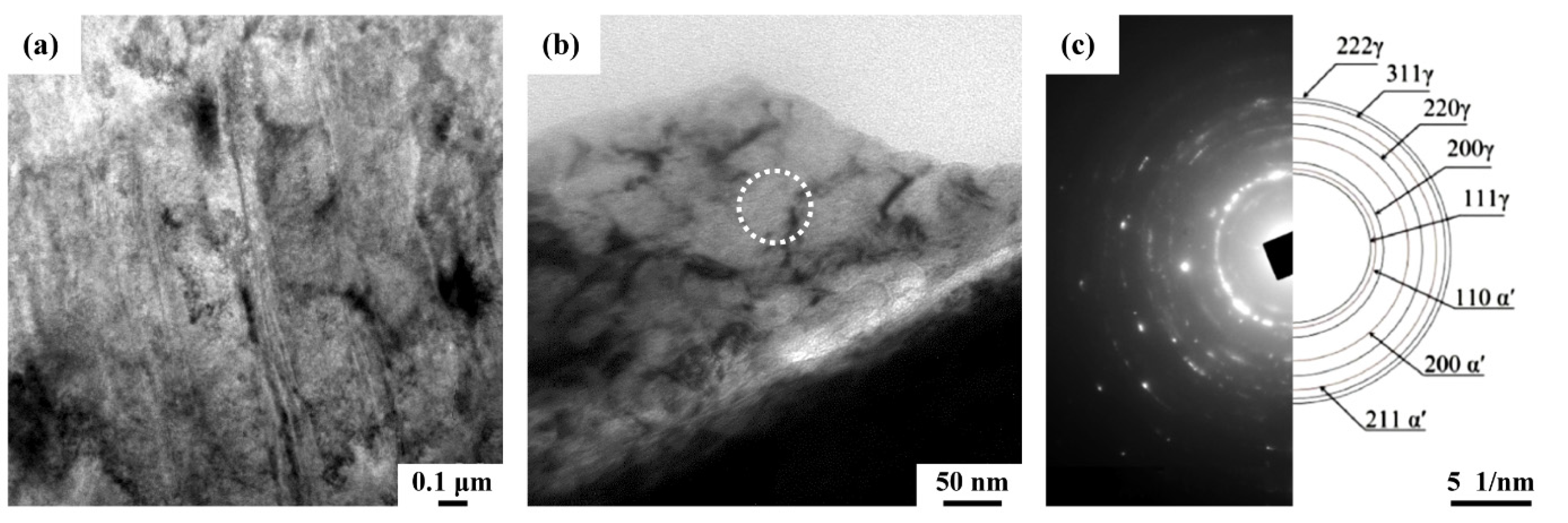
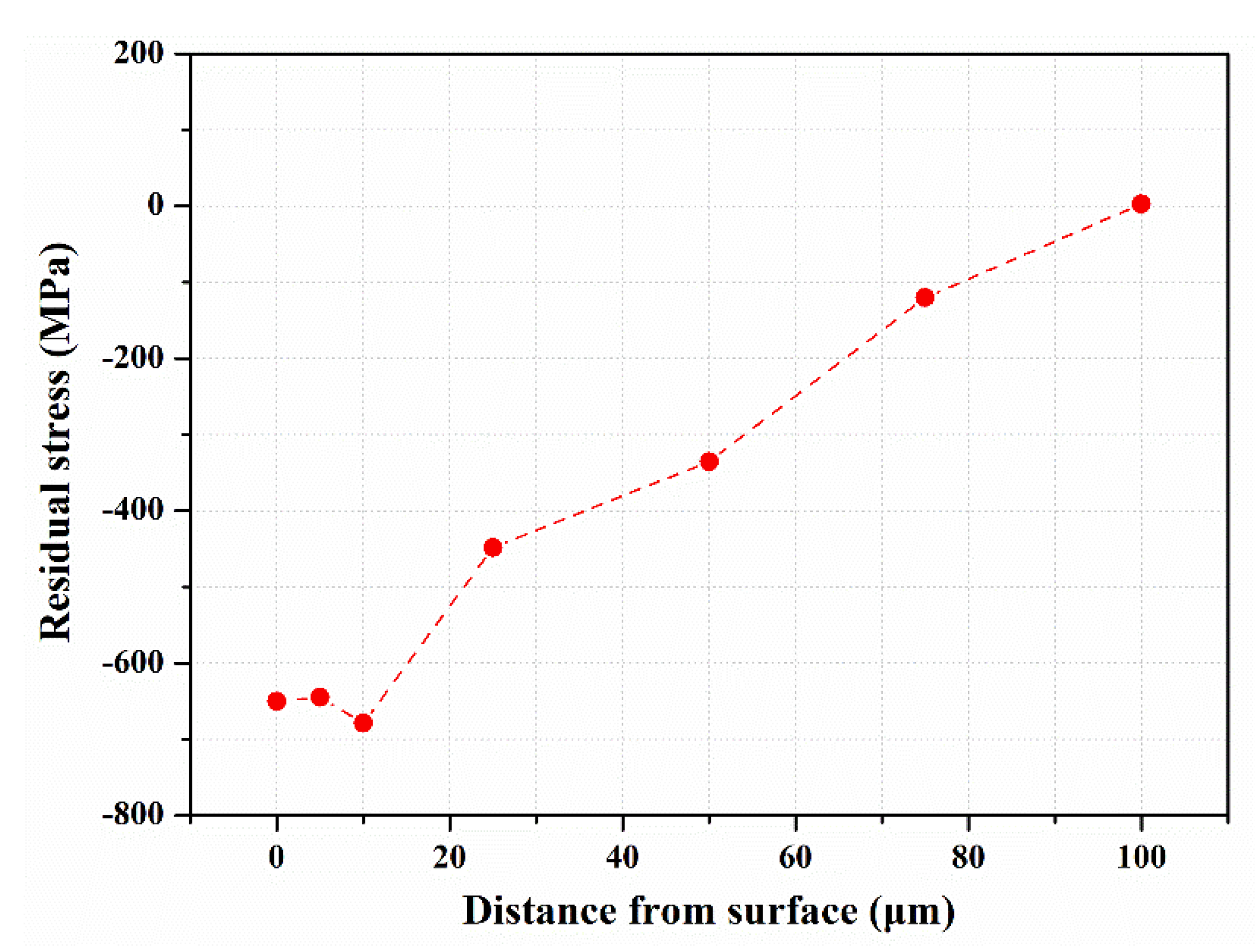
- Micro-shot peening with 50–80 μm amorphous particles resulted in a minor increase in surface roughness to Ra 0.24 μm, but the surface hardness of the shot-peened sample was as high as HV 453. Compressive residual stress above 600 MPa was found in the zone near the surface. TEM micrograph and IPF map confirmed the formation of a nanograined structure in the severely shot-peened layer.
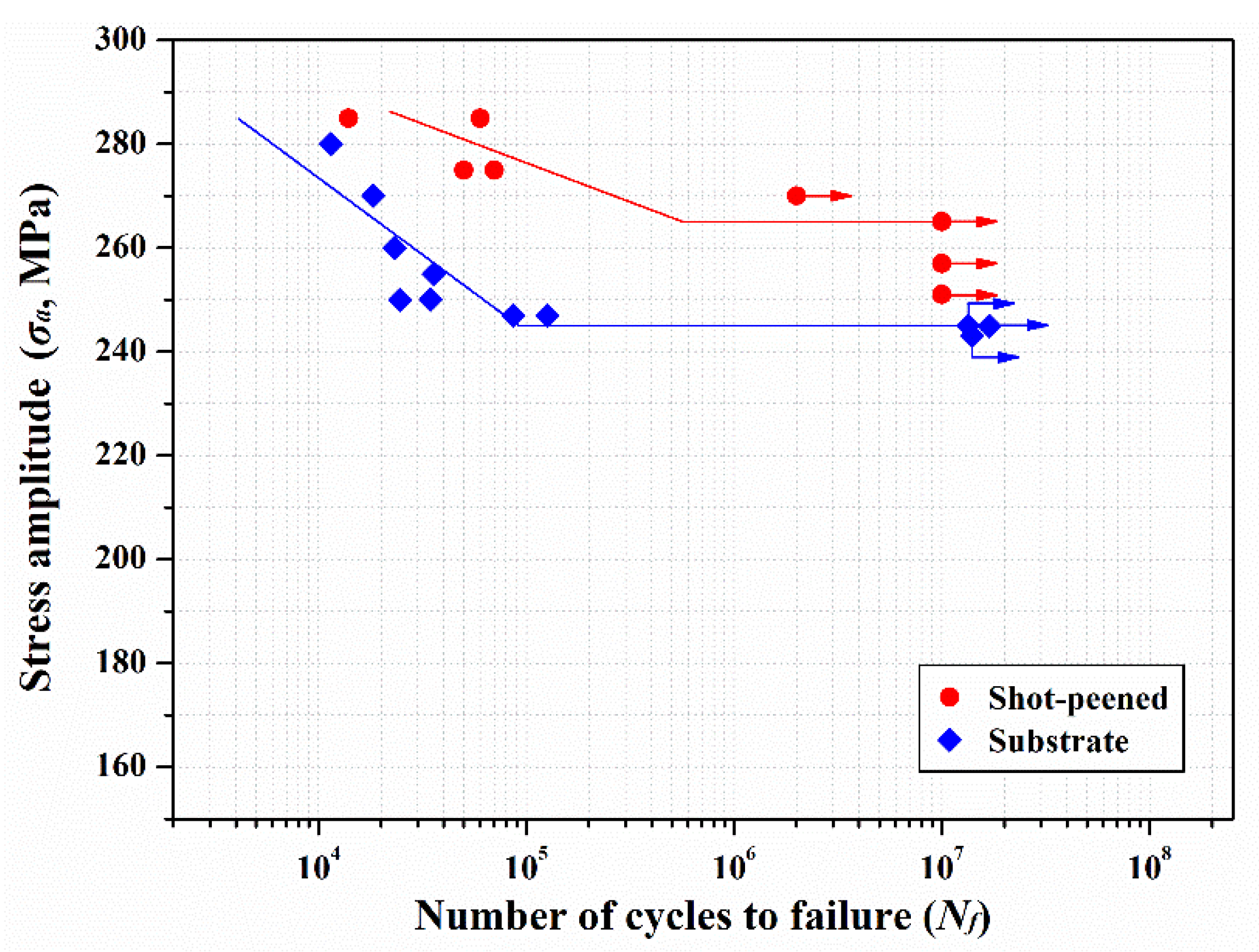
- The results indicated that the fatigue limit of the substrate was about 245 MPa, which was a little lower than its yield strength. The fatigue limit of the shot-peened sample was about 265 MPa, which was higher than the yield strength of the substrate. It was deduced that the dislocation motion was retarded by the introduction of hardened layer, fine-grained structure and compressive residual stress in the shot-peened sample, resulting in improving its fatigue performance. However, a short fatigue life of the shot-peened sample resulted at the applied stress over 270 MPa, which could be due to the breakdown of thin shot-peened layer under high stresses.
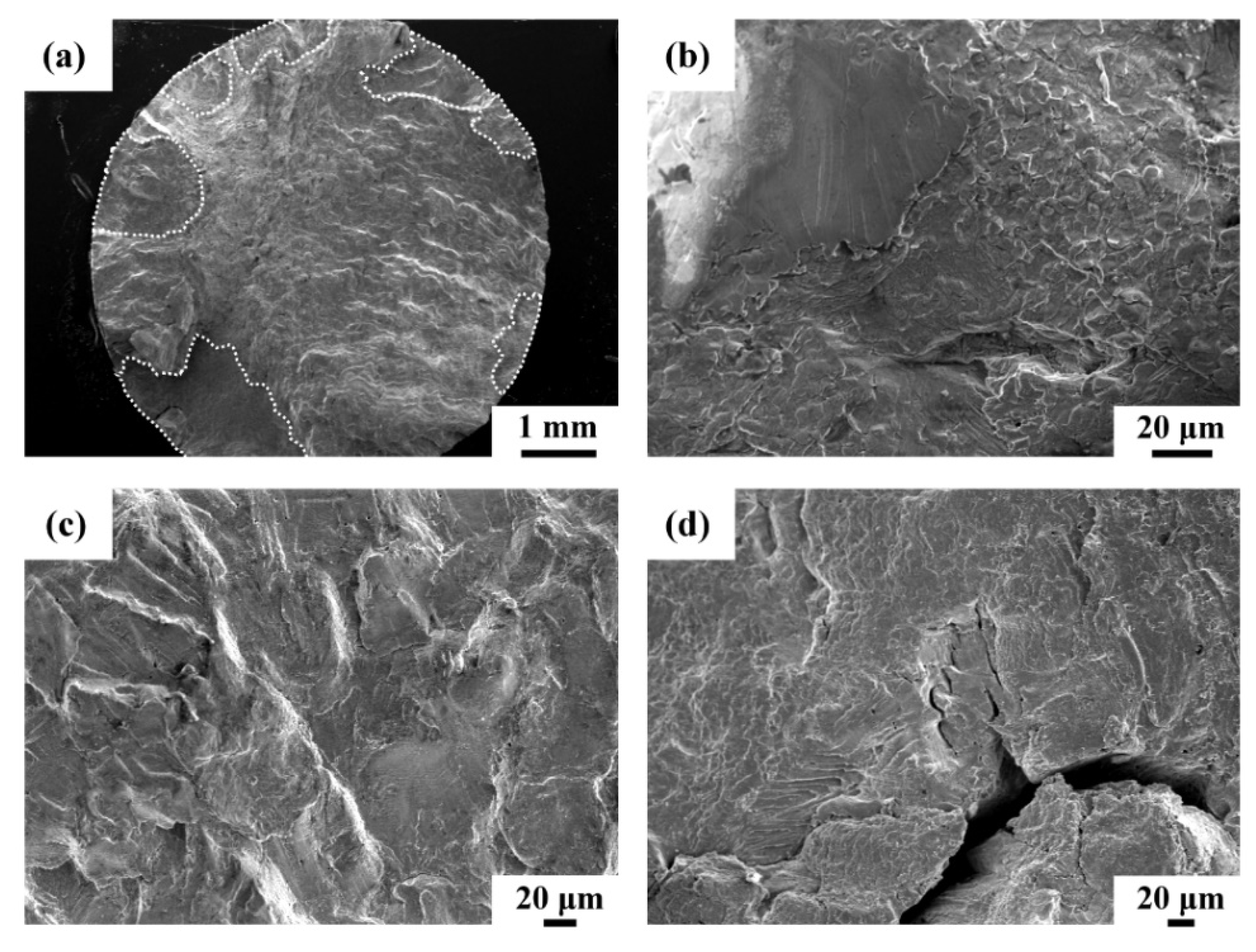
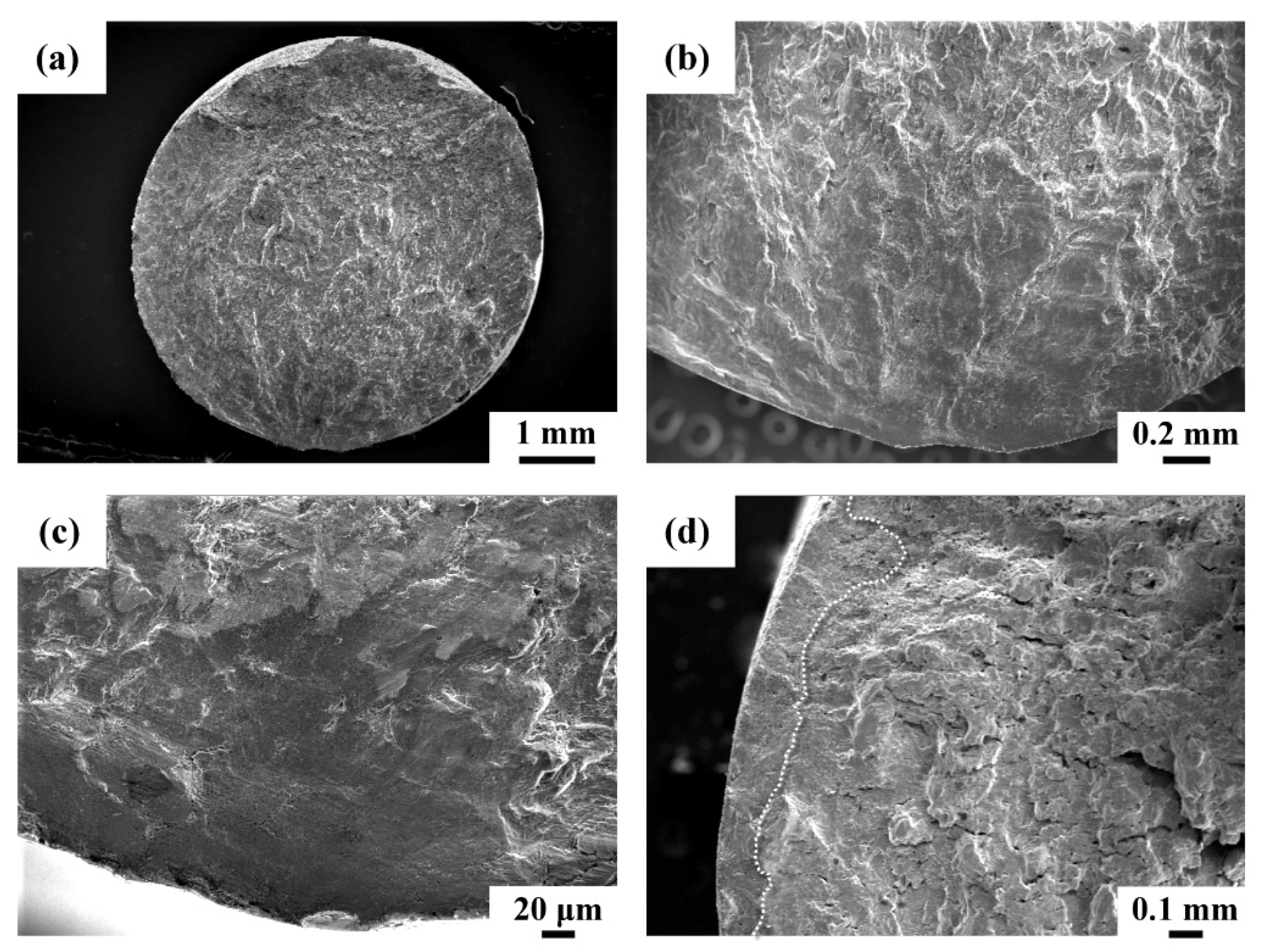
- Fatigue fratographs showed multiple crack initiations around the outer profile of the 304 substrate. By contrast, cracks were obviously suppressed in the shot-peened sample. Transgranular fatigue fracture with rubbed surface feature was more likely to be seen at the crack initiation sites, particularly in the shot-peened sample. The combination of the fine-grained structure, hardened surface and compressive residual stress was deduced to retard the dislocation motion during the fatigue crack initiation stage, thus improving the fatigue performance of the shot-peened sample.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kumar, D.; Idapalapati, S.; Wang, W.; Narasimalu, S. Effect of Surface Mechanical Treatments on the Microstructure-Property-Performance of Engineering Alloys. Materials 2019, 12, 2503. [Google Scholar] [CrossRef] [Green Version]
- Strzelecki, P.; Mazurkiewicz, A.; Musiał, J.; Tomaszewski, T.; Słomion, M. Fatigue life for different stress concentration factors for stainless steel 1.4301. Materials 2019, 12, 3677. [Google Scholar] [CrossRef] [Green Version]
- Weidner, A.; Lippmann, T.; Biermann, H. Crack initiation in the very high cycle fatigue regime of nitrided 42CrMo4 steel. J. Mater. Res. Technol. 2017, 32, 4305–4316. [Google Scholar] [CrossRef]
- Vielma, A.; Llaneza, V.; Belzunce, F. Effect of coverage and double peening treatments on the fatigue life of a quenched and tempered structural steel. Surf. Coat. Technol. 2014, 249, 75–83. [Google Scholar] [CrossRef]
- Farrahi, G.; Ghadbeigi, H. An investigation into the effect of various surface treatments on fatigue life of a tool steel. J. Mater. Process. Technol. 2006, 174, 318–324. [Google Scholar] [CrossRef]
- Maleki, E.; Unal, O.; Amanov, A. Novel experimental methods for the determination of the boundaries between conventional, severe and over shot peening processes. Surf. Interfaces 2018, 13, 233–254. [Google Scholar] [CrossRef]
- Segurado Frutos, M.E.; Belzunce Varela, F.J.; Fernández Pariente, I. Mechanical surface treatments to optimize the fatigue behavior of quenched and tempered high strength steels. Int. J. Adv. Manuf. Technol. 2018, 96, 1225–1235. [Google Scholar] [CrossRef]
- Fargas, G.; Roa, J.; Mateo, A. Effect of shot peening on metastable austenitic stainless steels. Mater. Sci. Eng. A 2015, 641, 290–296. [Google Scholar] [CrossRef] [Green Version]
- Amanov, A.; Karimbaev, R.; Maleki, E.; Unal, O.; Pyun, Y.S.; Amanov, T. Effect of combined shot peening and ultrasonic nanocrystal surface modification processes on the fatigue performance of AISI 304. Surf. Coat. Technol. 2019, 358, 695–705. [Google Scholar] [CrossRef]
- Palacios, M.; Bagherifard, S.; Guagliano, M.; Fernández Pariente, I. Influence of severe shot peening on wear behaviour of an aluminium alloy. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 821–829. [Google Scholar] [CrossRef]
- Morita, T.; Noda, S.; Kagaya, C. Influences of fine-particle bombarding and conventional shot peening on surface properties of steel. Mater. Trans. 2014, 55, 646–652. [Google Scholar] [CrossRef] [Green Version]
- Harada, Y.; Fukaura, K.; Haga, S. Influence of microshot peening on surface layer characteristics of structural steel. J. Mater. Process. Technol. 2007, 191, 297–301. [Google Scholar] [CrossRef]
- Kovacı, H.; Bozkurt, Y.; Yetim, A.; Aslan, M.; Çelik, A. The effect of surface plastic deformation produced by shot peening on corrosion behavior of a low-alloy steel. Surf. Coat. Technol. 2019, 360, 78–86. [Google Scholar] [CrossRef]
- Böhm, M.; Kowalski, M.; Niesłony, A. Influence of the elastoplastic strain on fatigue durability determined with the use of the spectral method. Materials 2020, 13, 423. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gartner, N.; Kosec, T.; Legat, A. Monitoring the corrosion of steel in concrete exposed to a marine environment. Materials 2020, 13, 407. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xiong, Y.; Yue, Y.; He, T.; Lu, Y.; Ren, F.; Cao, W. Effect of rolling temperature on microstructure evolution and mechanical properties of AISI 316LN austenitic stainless steel. Materials 2018, 11, 1557. [Google Scholar] [CrossRef] [Green Version]
- Hsu, C.-H.; Chen, T.-C.; Huang, R.-T.; Tsay, L.-W. Stress corrosion cracking susceptibility of 304L substrate and 308l weld metal exposed to a salt spray. Materials 2017, 10, 187. [Google Scholar] [CrossRef] [Green Version]
- Yu, C.; Shiue, R.-K.; Chen, C.; Tsay, L.-W. Effect of low-temperature sensitization on hydrogen embrittlement of 301 stainless steel. Metals 2017, 7, 58. [Google Scholar] [CrossRef] [Green Version]
- Fu, P.; Jiang, C.; Wu, X.; Zhang, Z. Surface modification of 304 steel using triple-step shot peening. Mater. Manuf. Process. 2015, 30, 693–698. [Google Scholar] [CrossRef]
- Ni, Z.; Wang, X.; Wang, J.; Wu, E. Characterization of the phase transformation in a nanostructured surface layer of 304 stainless steel induced by high-energy shot peening. Phys. B Condens. Matter 2003, 334, 221–228. [Google Scholar] [CrossRef]
- Jung, J.S.; Pyoun, Y.; Cho, I. Effect of Ultrasonic and Air Blast Shot Peening on the Microstructural Evolution and Mechanical Properties of SUS304. J. Korean Phys. Soc. 2009, 54, 1161–1166. [Google Scholar]
- He, Y.; Lee, H.S.; Yang, C.W.; Lee, J.H.; Shin, K. Microstructural evolution of a nanostructure of shot peened 304 stainless steel upon heat treatment. Sci. Adv. Mater. 2017, 9, 1942–1946. [Google Scholar] [CrossRef]
- Yeh, T.K.; Huang, G.R.; Wang, M.Y.; Tsai, C.H. Stress corrosion cracking in dissimilar metal welds with 304L stainless steel and Alloy 82 in high temperature water. Prog. Nucl. Energy 2013, 63, 7–11. [Google Scholar] [CrossRef]
- Unal, O.; Varol, R. Surface severe plastic deformation of AISI 304 via conventional shot peening, severe shot peening and repeening. Appl. Surf. Sci. 2015, 351, 289–295. [Google Scholar] [CrossRef]
- Inoue, A.; Yoshii, I.; Kimura, H.; Okumura, K.; Kurosaki, J. Enhanced shot peening effect for steels by using Fe-based glassy alloy shots. Mater. Trans. 2003, 44, 2391–2395. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Zhang, J.; Yang, B.; Zhang, J.; Wu, M.; Lu, L. Effect of micro-shot peening, conventional shot peening and their combination on fatigue property of EA4T axle steel. J. Mater. Process. Technol. 2020, 275, 116320. [Google Scholar] [CrossRef]
- De Los Rios, E.R.; Walley, A.; Milan, M.T.; Hammersley, G. Fatigue crack initiation and propagation on shot-peened surfaces in A316 stainless steel. Int. J. Fatigue 1995, 17, 493–499. [Google Scholar] [CrossRef]
- Sano, Y.; Obata, M.; Kubo, T.; Mukai, N.; Yoda, M.; Masaki, K.; Ochi, Y. Retardation of crack initiation and growth in austenitic stainless steels by laser peening without protective coating. Mater. Sci. Eng. A 2006, 417, 334–340. [Google Scholar] [CrossRef]
- Shiozawa, K.; Lu, L. Very high-cycle fatigue behaviour of shot-peened high-carbon–chromium bearing steel. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 813–822. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Roughness | Ra 1 | Rp 2 | Rv 3 | |
|---|---|---|---|---|
| Sample | ||||
| Substrate | 0.178 | 0.343 | 0.604 | |
| Shot peened | 0.240 | 0.654 | 0.803 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chung, Y.-H.; Chen, T.-C.; Lee, H.-B.; Tsay, L.-W. Effect of Micro-Shot Peening on the Fatigue Performance of AISI 304 Stainless Steel. Metals 2021, 11, 1408. https://doi.org/10.3390/met11091408
Chung Y-H, Chen T-C, Lee H-B, Tsay L-W. Effect of Micro-Shot Peening on the Fatigue Performance of AISI 304 Stainless Steel. Metals. 2021; 11(9):1408. https://doi.org/10.3390/met11091408
Chicago/Turabian StyleChung, Yu-Hsuan, Tai-Cheng Chen, Hung-Bin Lee, and Leu-Wen Tsay. 2021. "Effect of Micro-Shot Peening on the Fatigue Performance of AISI 304 Stainless Steel" Metals 11, no. 9: 1408. https://doi.org/10.3390/met11091408