
Rationally-Based Structural Design of Welded Plate Panels


Abstract
:1. Introduction
2. Mathematical Modeling
2.1. Thermal Analysis
2.2. Heat Source Modeling
2.3. Mechanical Analysis
3. Materials and Methods
3.1. Welding Experimental Procedure
3.2. FEM Model Description
3.3. Finite Element Mesh
3.4. Ultimate Strength Validation
3.5. Study of Changing Geometrical Properties
4. Results and Discussion
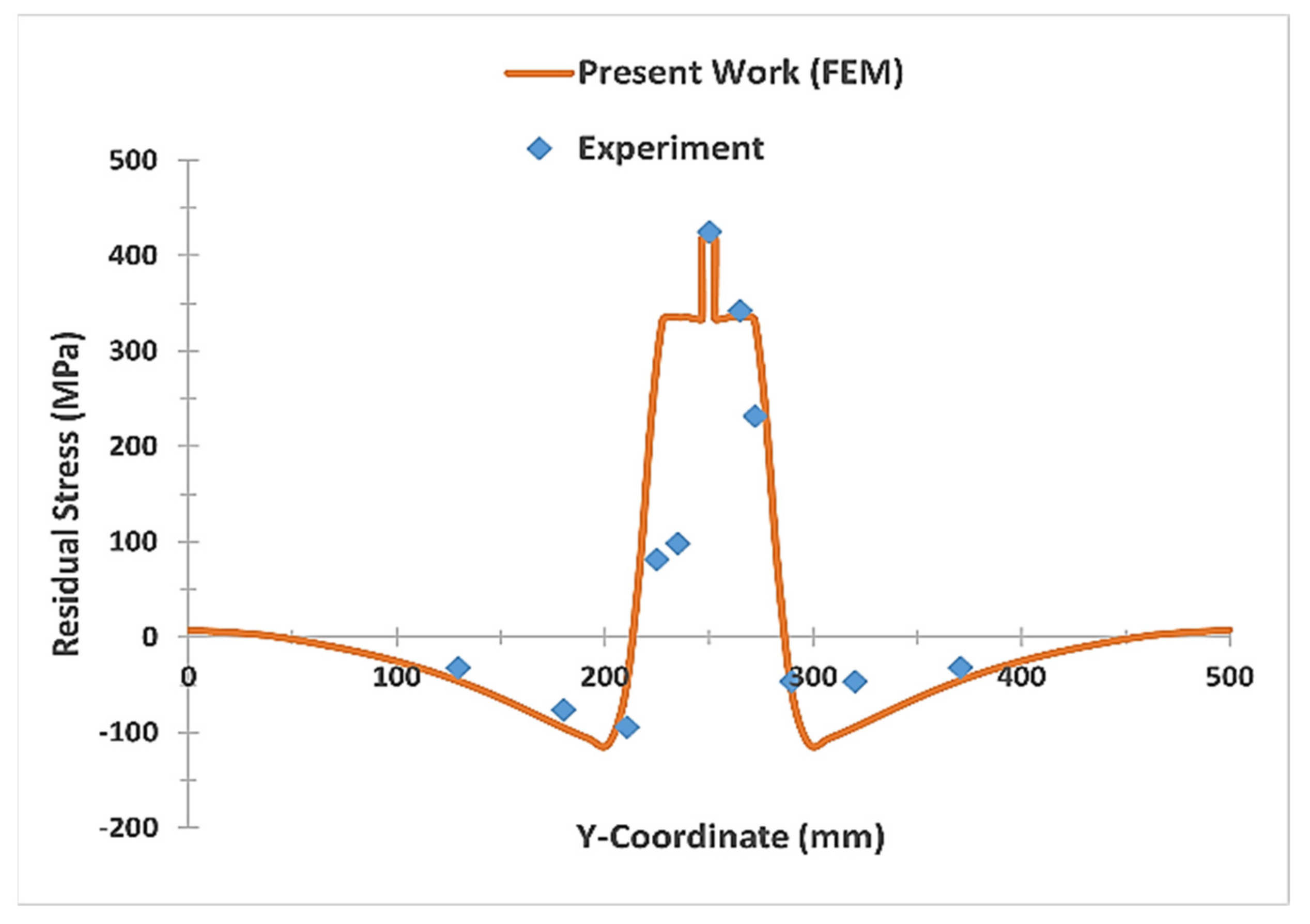
4.1. Numerical Model Validation
4.2. Ultimate Strength Numerical Validation
4.3. Effect of Geometrical Properties on the Welding-Induced Imperfections
4.4. Effect of Geometrical Properties on the Ultimate Strength
5. Conclusions
- The deflection magnitude is influenced by plate aspect ratio a/b, since the deflection magnitude is increased at the mid-span of the plate due to an increase in the plate aspect ratio a/b.
- The plate aspect ratio a/b affects the welding-induced residual stress, particularly the compressive residual stress that is increased by increasing the plate aspect ratio a/b.
- The plates with high slenderness ratio (thin thicknesses) are highly affected by increasing plate aspect ratio a/b.
- As the slenderness ratio β increases, the reduction in the ultimate strength due to the existence of welding-induced imperfections highly decreases.
- The ultimate strength for small and medium slenderness ratio (1.91 and 2.389, respectively) can be reduced by increasing the plate aspect ratio (a/b).
- For plates with a high slenderness ratio equal to 3.185 (thin thickness), increasing the plate’s aspect ratio (a/b) will increase the plate’s ultimate strength.
- For plates with the same aspect ratio, the ultimate strength is significantly decreased with the plate slenderness ratio increasing.
- Slenderness ratio β can highly affect the ultimate strength of plates with smaller aspect ratios more than plates with higher aspect ratios.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, B.Q.; Hashemzadeh, M.; Soares, C.G. Numerical and experimental studies on temperature and distortion patterns in butt-welded plates. Int. J. Adv. Manuf. Technol. 2014, 72, 1121–1131. [Google Scholar] [CrossRef]
- Chen, B.Q.; Hashemzadeh, M.; Guedes Soares, C. Numerical analysis of the effects of weld parameters on distortions and residual stresses in butt welded steel plates. In Developments in Maritime Transportation and Exploitation of Sea Resources; Taylor & Francis Group: Oxford, UK, 2014; pp. 309–320. [Google Scholar]
- Chen, B.Q.; Hashemzadeh, M.; Garbatov, Y.; Soares, C.G. Numerical and parametric modeling and analysis of weld-induced residual stresses. Int. J. Mech. Mater. Des. 2015, 11, 439–453. [Google Scholar] [CrossRef]
- Chen, B.Q.; Adak, M.; Guedes Soares, C. Thermo-mechanical analysis of the effects of weld parameters in ship plates during welding process. ICSOT Technol. Innov. Shipbuild. 2011, 8, 9. [Google Scholar]
- Zhang, Y.; Wang, Y. The influence of welding mechanical boundary condition on the residual stress and distortion of a stiffened-panel. Mar. Struct. 2019, 65, 259–270. [Google Scholar] [CrossRef]
- Churiaque, C.; Sánchez-Amaya, J.M.; Üstündağ, Ö.; Porrua-Lara, M.; Gumenyuk, A.; Rethmeier, M. Improvements of hybrid laser arc welding for shipbuilding T-joints with 2F position of 8 mm thick steel. Opt. Laser Technol. 2021, 143, 107284. [Google Scholar] [CrossRef]
- Wang, J.; Yuan, H.; Ma, N.; Murakawa, H. Recent research on welding distortion prediction in thin plate fabrication by means of elastic FE computation. Mar. Struct. 2016, 47, 42–59. [Google Scholar] [CrossRef]
- Hashemzadeh, M.; Chen, B.Q.; Soares, C.G. Numerical and experimental study on butt weld with dissimilar thickness of thin stainless-steel plate. Int. J. Adv. Manuf. Technol. 2015, 78, 319–330. [Google Scholar] [CrossRef]
- Seyyedian Choobi, M.; Haghpanahi, M.; Sedighi, M. Effect of welding sequence and direction on angular distortions in butt-welded plates. J. Strain Anal. Eng. Des. 2012, 47, 46–54. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H. Prediction of welding distortion and residual stress in a thin plate butt-welded joint. Comput. Mater. Sci. 2008, 43, 353–365. [Google Scholar] [CrossRef]
- Hammad, A.; Churiaque, C.; Sánchez-Amaya, J.M.; Abdel-Nasser, Y. Experimental and numerical investigation of hybrid laser arc welding process and the influence of welding sequence on the manufacture of stiffened flat panels. J. Manuf. Process. 2021, 61, 527–538. [Google Scholar] [CrossRef]
- Hammad, A.; Abdel-Nasser, Y.; Shama, M. Rational design of T-girders via Finite Element Method. J. Mar. Sci. Appl. 2021, 20, 302–316. [Google Scholar] [CrossRef]
- Chen, B.Q.; Soares, C.G. Effects of plate configurations on the weld induced deformations and strength of fillet-welded plates. Mar. Struct. 2016, 50, 243–259. [Google Scholar] [CrossRef]
- Gannon, L.; Liu, Y.; Pegg, N.; Smith, M.J. Effect of welding-induced residual stress and distortion on ship hull girder ultimate strength. Mar. Struct. 2012, 28, 25–49. [Google Scholar] [CrossRef]
- Tekgoz, M.; Garbatov, Y.; Soares, C.G. Ultimate strength assessment of welded stiffened plates. Eng. Struct. 2015, 84, 325–339. [Google Scholar] [CrossRef]
- Kim, D.K.; Poh, B.Y.; Lee, J.R.; Paik, J. Ultimate strength of initially deflected plate under longitudinal compression: Part I = An advanced empirical formulation. Struct. Eng. Mech. 2018, 68, 247–259. [Google Scholar]
- Anyfantis, K.N. Evaluating the influence of geometric distortions to the buckling capacity of stiffened panels. Thin Walled Struct. 2019, 140, 450–465. [Google Scholar] [CrossRef]
- Chaithanya, P.P.; Das, P.K.; Crow, A.; Hunt, S. The effect of distortion on the buckling strength of stiffened panels. Ships Offshore Struct. 2010, 5, 141–153. [Google Scholar] [CrossRef] [Green Version]
- Khedmati, M.R.; Pedram, M.; Rigo, P. The effects of geometrical imperfections on the ultimate strength of aluminium stiffened plates subject to combined uniaxial compression and lateral pressure. Ships Offshore Struct. 2014, 9, 88–109. [Google Scholar] [CrossRef]
- Fu, G.; Lourenco, M.I.; Duan, M.; Estefen, S.F. Effect of boundary conditions on residual stress and distortion in T-joint welds. J. Constr. Steel Res. 2014, 102, 121–135. [Google Scholar] [CrossRef]
- Shadkam, S.; Ranjbarnodeh, E.; Iranmanesh, M. Effect of sequence and stiffener shape on welding distortion of stiffened panel. J. Constr. Steel Res. 2018, 149, 41–52. [Google Scholar] [CrossRef]
- Chen, B.Q.; Soares, C.G. A simplified model for the effect of weld-induced residual stresses on the axial ultimate strength of stiffened plates. J. Mar. Sci. Appl. 2018, 17, 57–67. [Google Scholar] [CrossRef]
- Xia, T.; Yang, P.; Hu, K.; Cui, C. Combined effect of imperfections on ultimate strength of cracked plates under uniaxial compression. Ocean Eng. 2018, 150, 113–123. [Google Scholar] [CrossRef]
- Kim, Y.C. Verification of validity and generality of dominant factors in high accurate prediction of welding distortion. Q. J. Jpn. Weld. Soc. 2007, 25, 450–454. [Google Scholar] [CrossRef]
- Abaqus, F. Analysis User’s Manual 6.14; Dassault Systemes Simulia Corp.: Providence, RI, USA, 2011. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Domański, T.; Piekarska, W.; Kubiak, M.; Saternus, Z. Determination of the final microstructure during processing carbon steel hardening. Procedia Eng. 2016, 136, 77–81. [Google Scholar] [CrossRef] [Green Version]
- Piekarska, W.; Kubiak, M. Modeling of thermal phenomena in single laser beam and laser-arc hybrid welding processes using projection method. Appl. Math. Model. 2013, 37, 2051–2062. [Google Scholar] [CrossRef]
- Xu, G.X.; Wu, C.S.; Qin, G.L.; Wang, X.Y.; Lin, S.Y. Adaptive volumetric heat source models for laser beam and laser+ pulsed GMAW hybrid welding processes. Int. J. Adv. Manuf. Technol. 2011, 57, 245–255. [Google Scholar] [CrossRef]
- Seleš, K.; Perić, M.; Tonković, Z. Numerical simulation of a welding process using a prescribed temperature approach. J. Constr. Steel Res. 2018, 145, 49–57. [Google Scholar] [CrossRef]
- Gannon, L.; Liu, Y.; Pegg, N.; Smith, M. Effect of welding sequence on residual stress and distortion in flat-bar stiffened plates. Mar. Struct. 2010, 23, 385–404. [Google Scholar] [CrossRef]
- Paik, J.K.; Thayamballi, A.K. Ultimate Limit State Design of Steel-Plated Structures; John Wiley & Sons: Hoboken, NJ, USA, 2003. [Google Scholar]
- Gery, D.; Long, H.; Maropoulos, P. Effects of welding speed, energy input and heat source distribution on temperature variations in butt joint welding. J. Mater. Process. Technol. 2005, 167, 393–401. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (Mass %) | ||||||
|---|---|---|---|---|---|---|
| Element | C | Si | Mn | P | S | Ti + Zr |
| Base metal | 0.23 | - | 0.56 | <0.035 | <0.035 | - |
| Weld wire | 0.07 | 0.89 | 1.60 | 0.020 | 0.025 | 0.2 |
| Welding Parameter | Current | Voltage | Speed | Arc Efficiency |
|---|---|---|---|---|
| Value | 240 (A) | 28 (V) | 300 (mm/min) | 77% |
| Heat Source Parameters | a (mm) | b (mm) | cf (mm) | cr (mm) | ff | fr |
|---|---|---|---|---|---|---|
| Value | 3.3 | 6 | 5 | 15 | 0.5 | 1.5 |
| Cases | Breadth (b) mm | Length (a) mm | Thickness (t) mm | Slenderness Ratio (β) | Aspect Ratio (a/b) |
|---|---|---|---|---|---|
| 1 | 500 | 500 | 10 | 1.91 | 1 |
| 2 | 500 | 1000 | 10 | 1.91 | 2 |
| 3 | 500 | 1500 | 10 | 1.91 | 3 |
| 4 | 500 | 500 | 8 | 2.389 | 1 |
| 5 | 500 | 1000 | 8 | 2.389 | 2 |
| 6 | 500 | 1500 | 8 | 2.389 | 3 |
| 7 | 500 | 500 | 6 | 3.185 | 1 |
| 8 | 500 | 1000 | 6 | 3.185 | 2 |
| 9 | 500 | 1500 | 6 | 3.185 | 3 |
| Thickness (mm) | a (mm) | b (mm) | cf (mm) | cr (mm) | ff | fr |
|---|---|---|---|---|---|---|
| 6 | 3.3 | 6 | 5 | 15 | 0.5 | 1.5 |
| 8 | 4.2 | 8 | 5 | 15 | 0.5 | 1.5 |
| 10 | 5 | 10 | 5 | 15 | 0.5 | 1.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hammad, A.; Abdel-Nasser, Y.; Churiaque, C.; Sánchez-Amaya, J.M. Rationally-Based Structural Design of Welded Plate Panels. Metals 2021, 11, 1381. https://doi.org/10.3390/met11091381
Hammad A, Abdel-Nasser Y, Churiaque C, Sánchez-Amaya JM. Rationally-Based Structural Design of Welded Plate Panels. Metals. 2021; 11(9):1381. https://doi.org/10.3390/met11091381
Chicago/Turabian StyleHammad, Ahmed, Yehia Abdel-Nasser, Cristina Churiaque, and José María Sánchez-Amaya. 2021. "Rationally-Based Structural Design of Welded Plate Panels" Metals 11, no. 9: 1381. https://doi.org/10.3390/met11091381