Influence of Cooling Process Routes after Intercritical Annealing on Impact Toughness of Duplex Type Medium Mn Steel


Abstract
:1. Introduction
2. Materials and Methods
3. Results
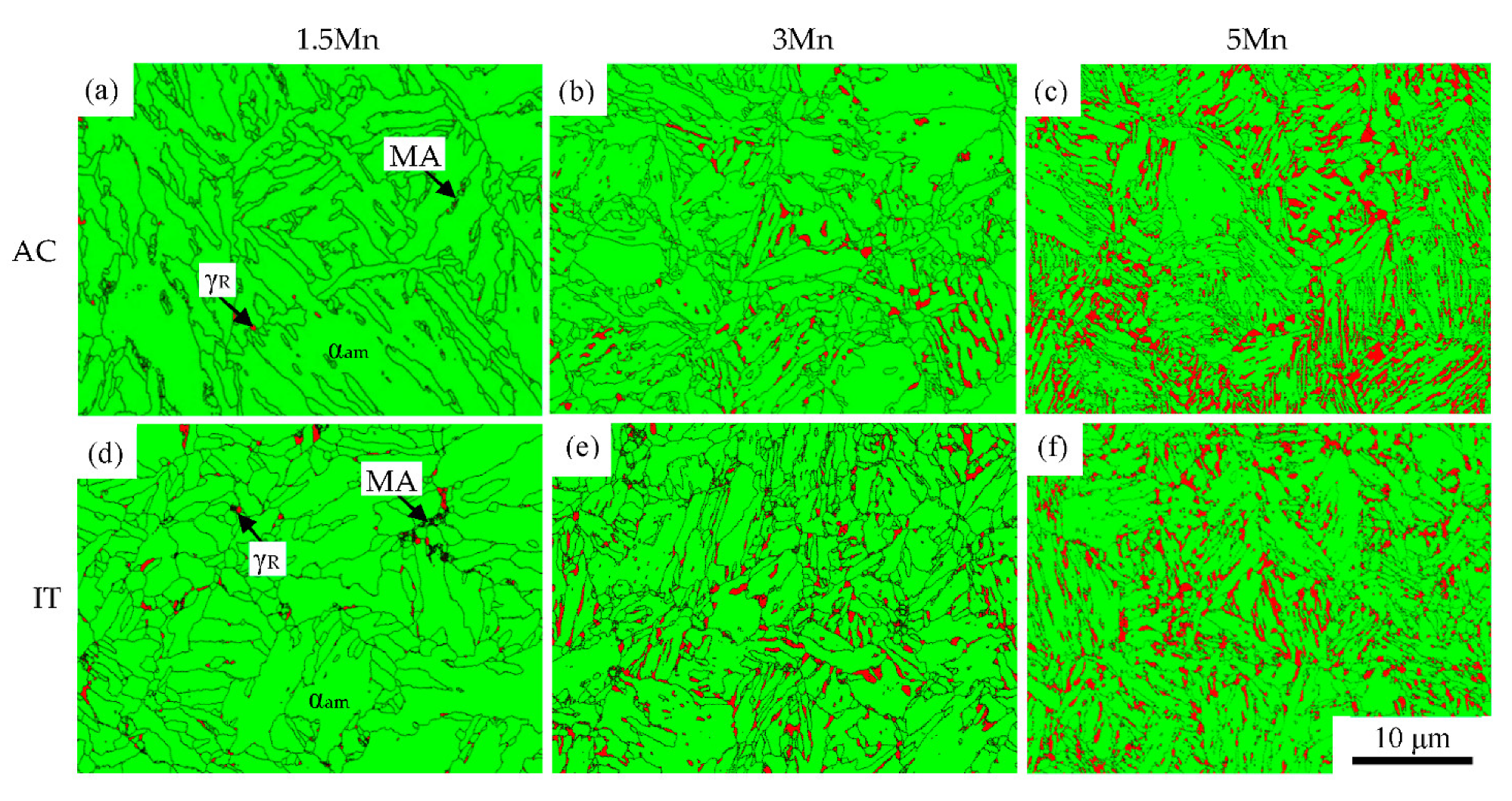
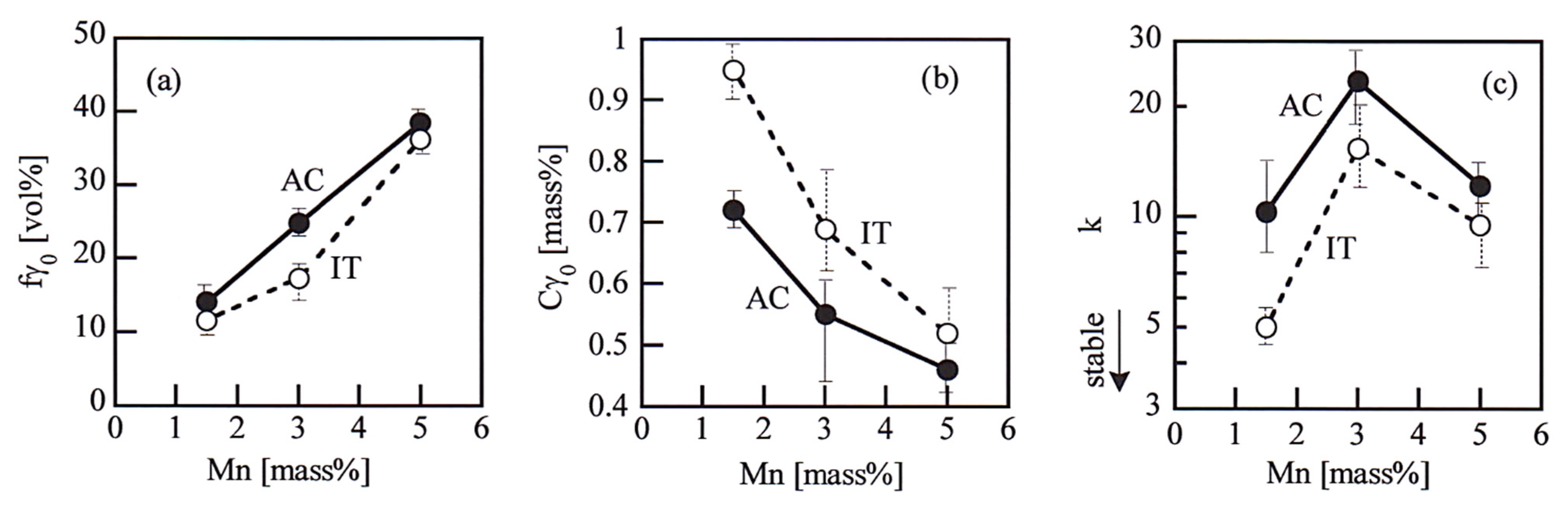
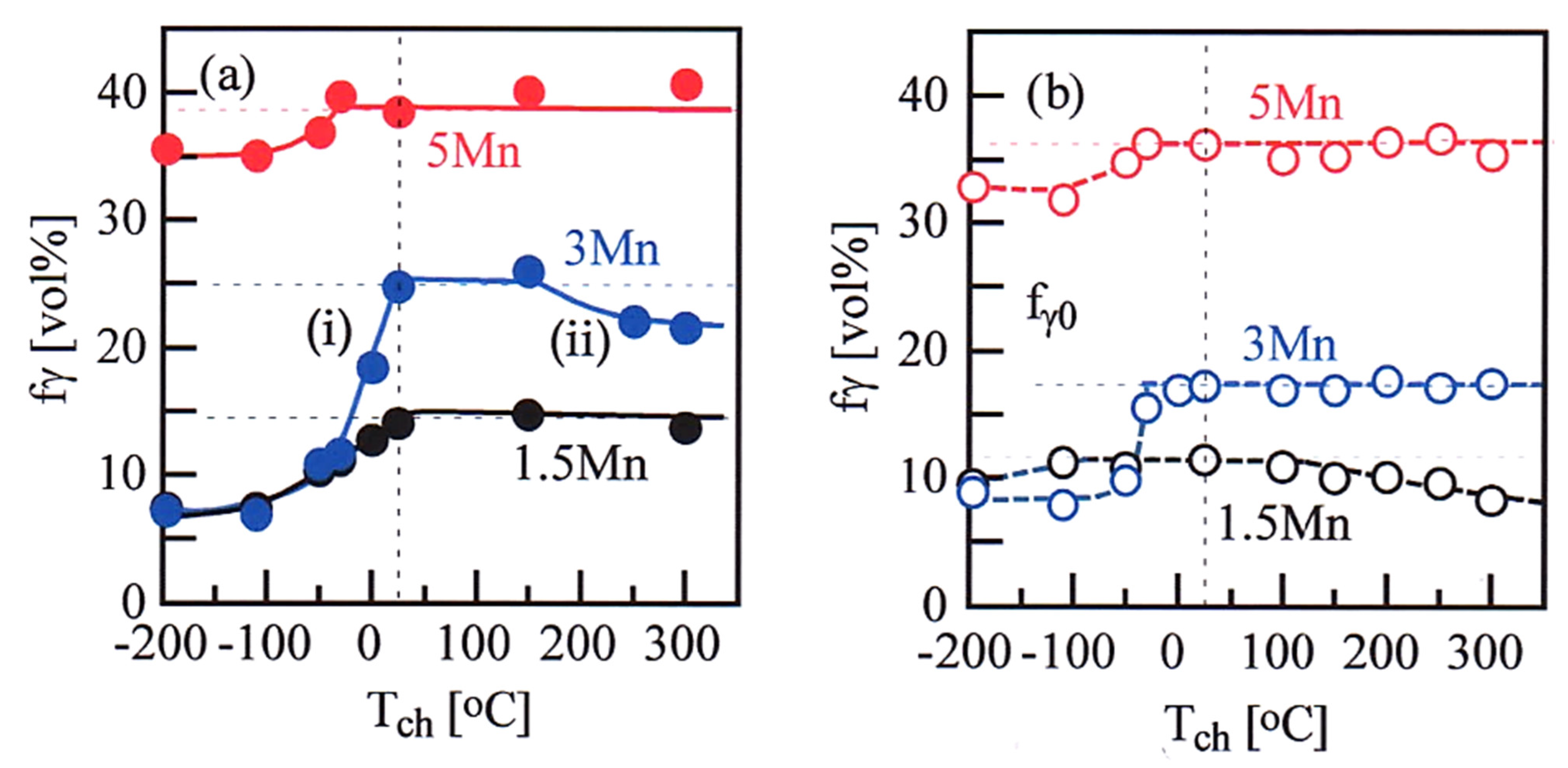
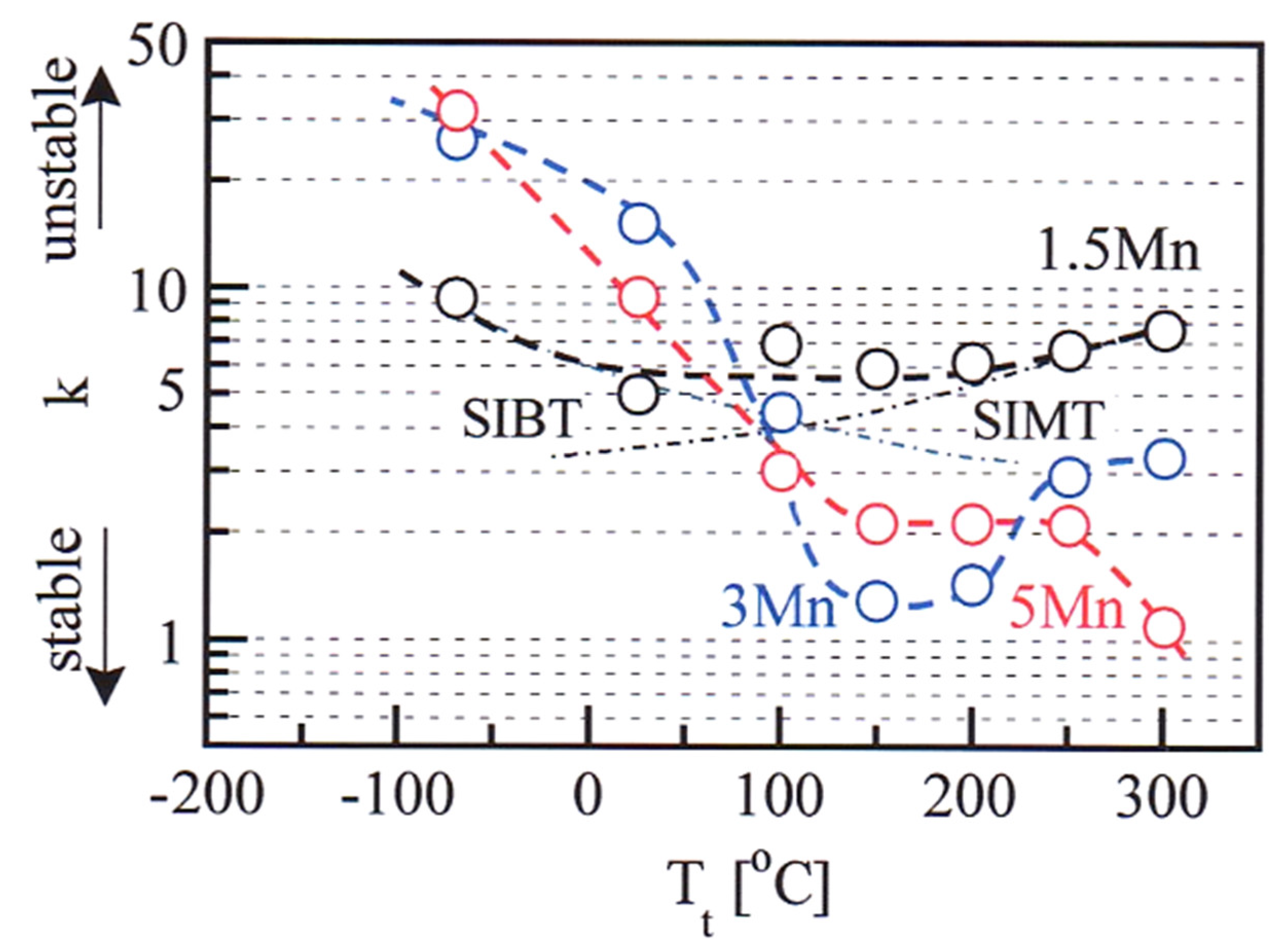
3.1. Microstructure and Reverted Austenite Characteristics
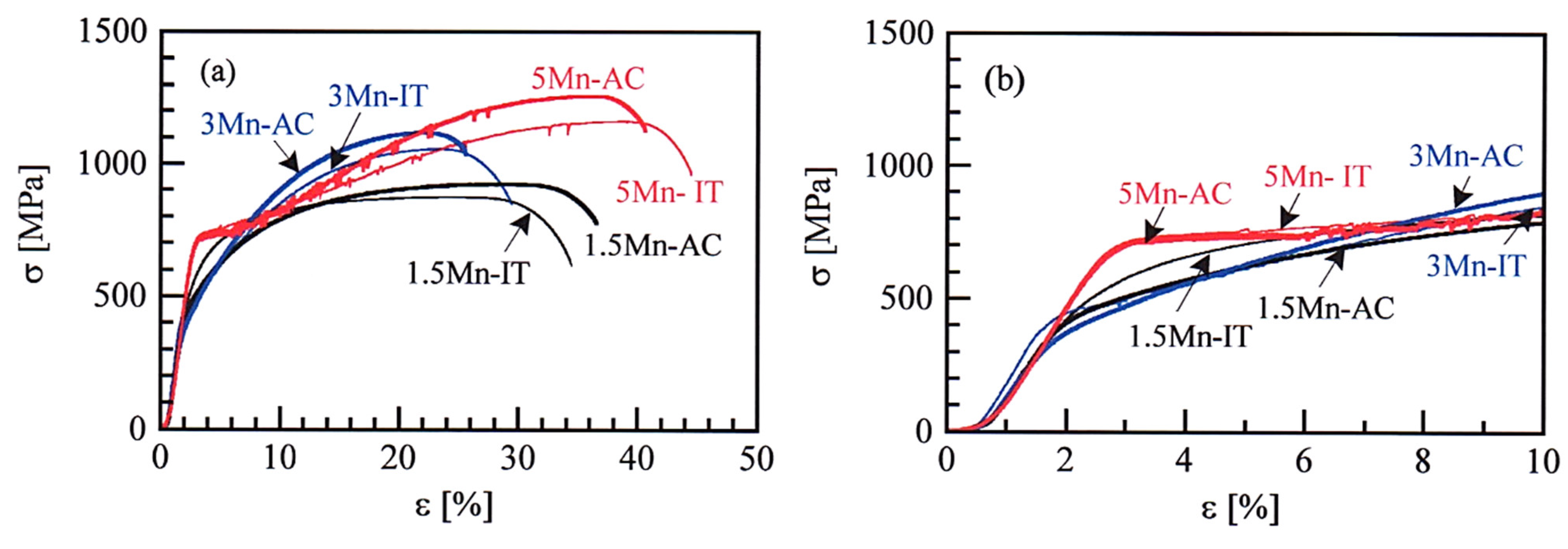
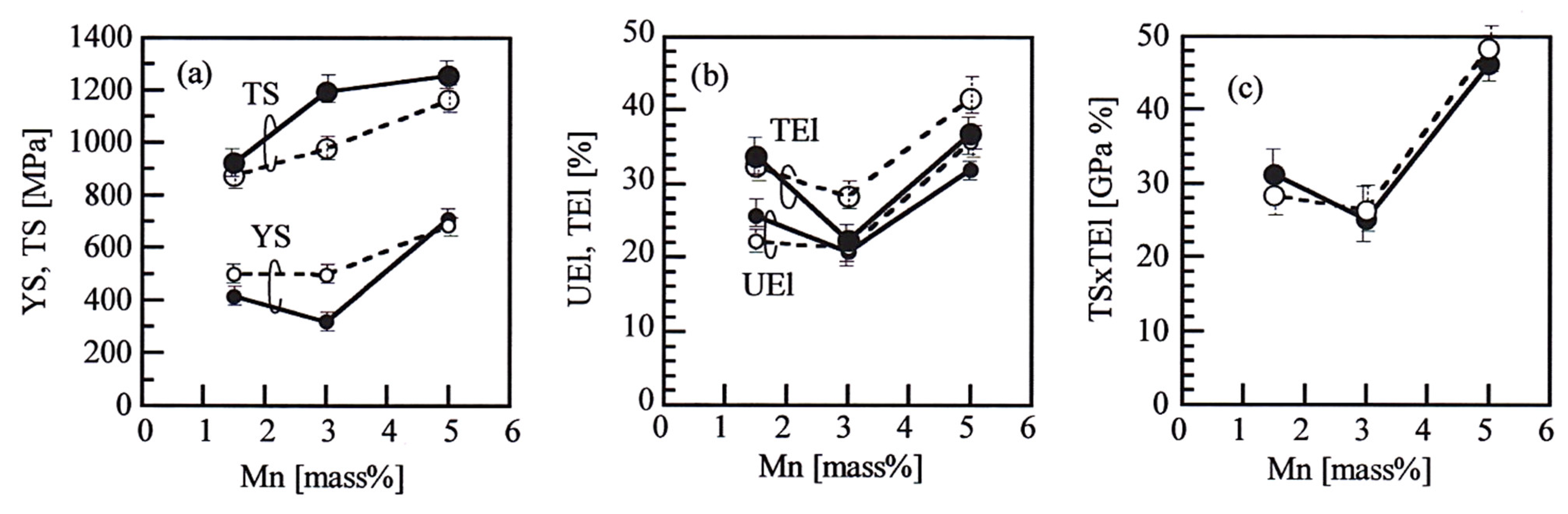
3.2. Tensile Properties at 25 °C
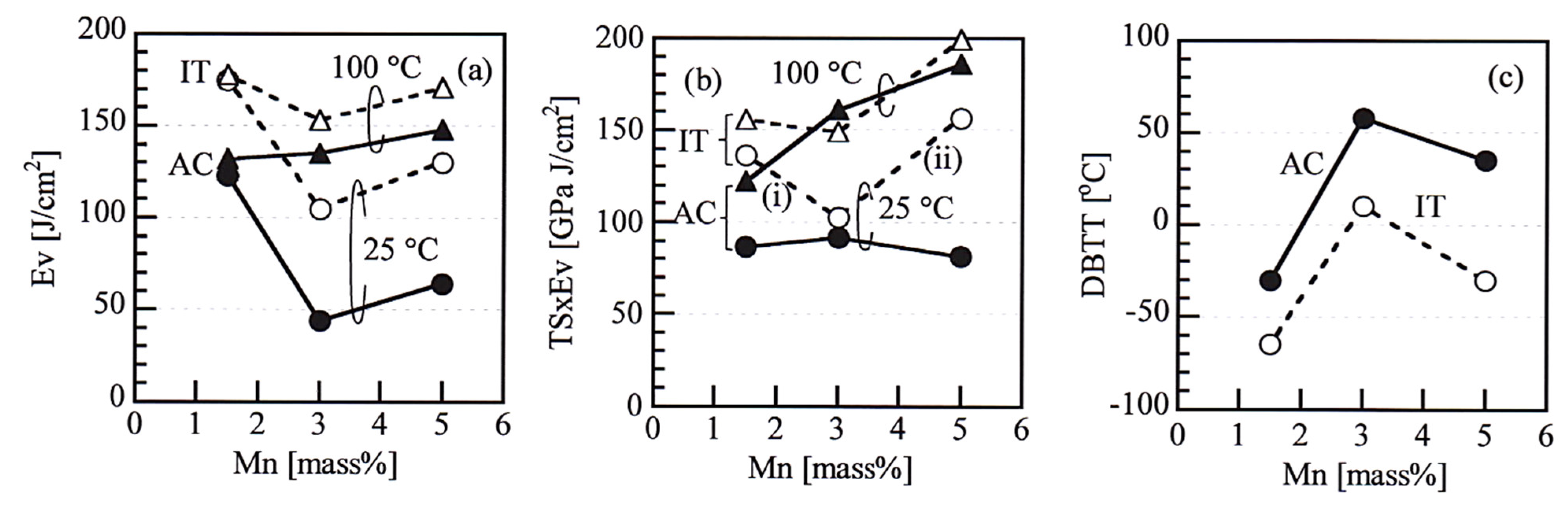
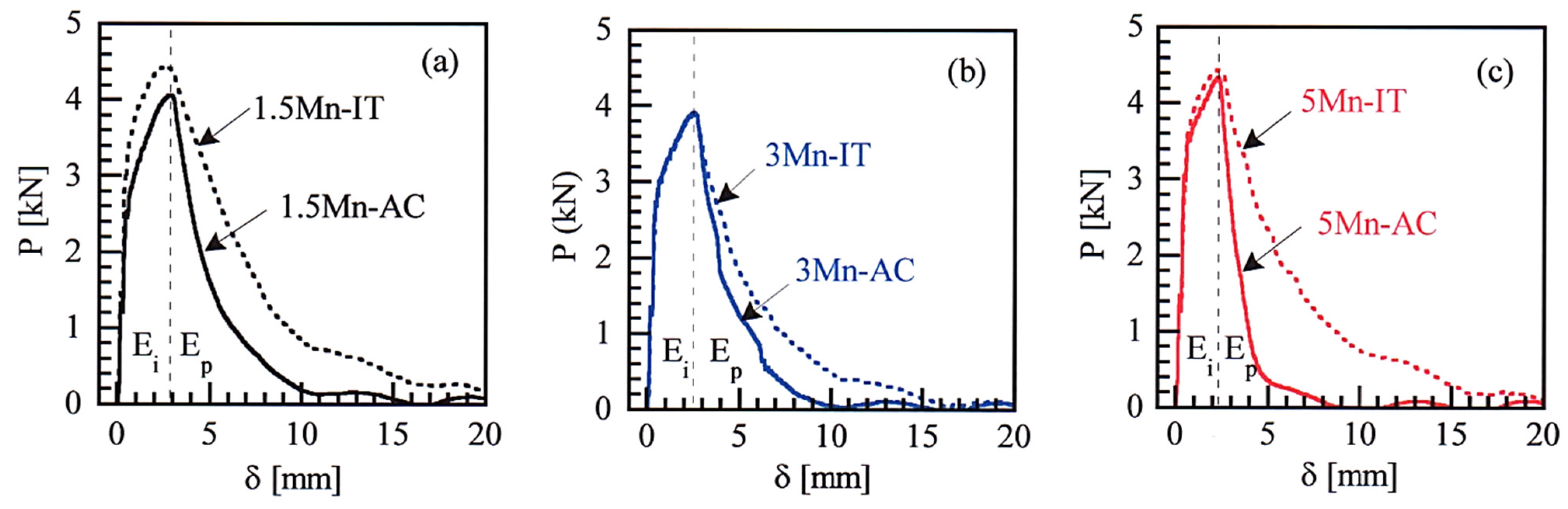
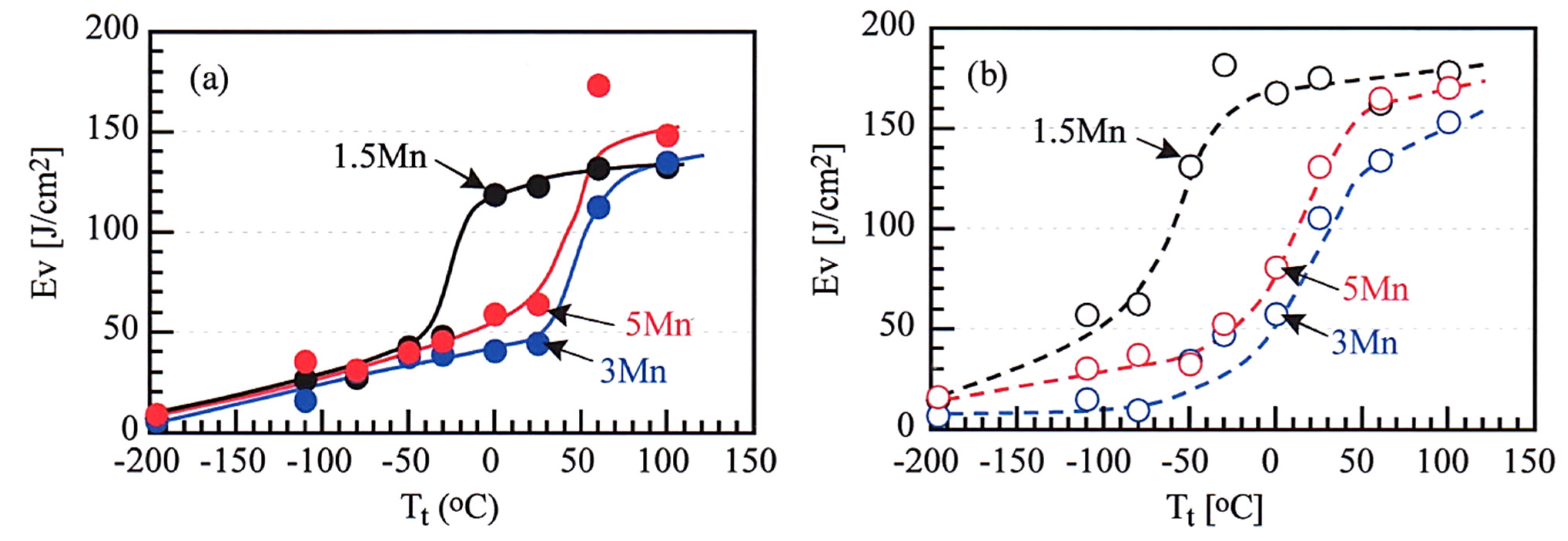
3.3. Impact Toughness
4. Discussion
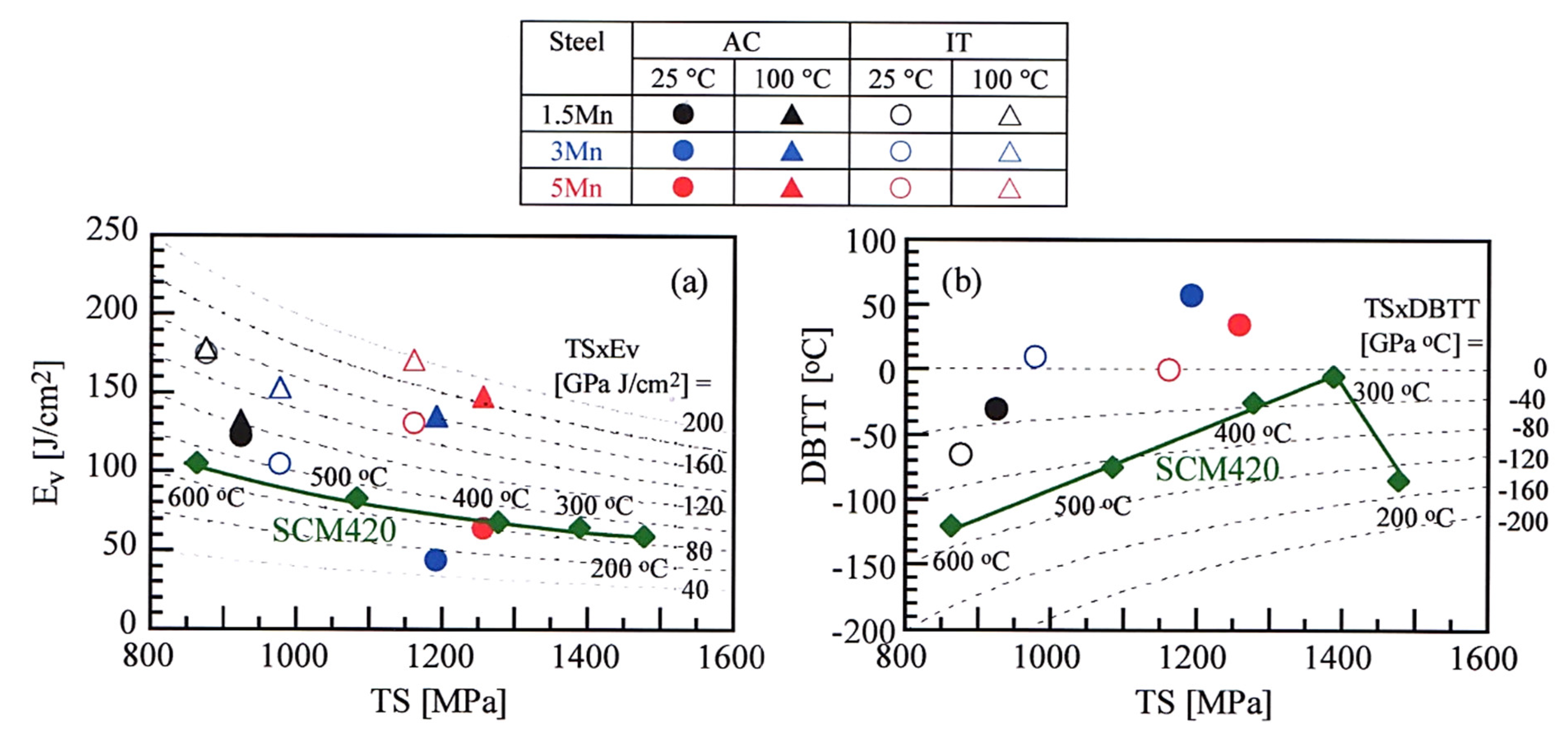
4.1. Ev at 25 °C and 100 °C
4.2. DBTT
5. Conclusions
- (1)
- The AC process increased the volume fraction of reverted austenite in the annealed martensite matrix structure of the 5 Mn steel, but decreased the thermal and mechanical stability, compared to the IT process.
- (2)
- The AC process increased the tensile strength but decreased the total elongation. The TS × TEl was hardly influenced by the cooling process routs.
- (3)
- The TS × Ev at 25 °C of the 5 Mn steel was deteriorated by the AC process compared to the IT process, although at 100 °C it improved by the AC process in the same way as the IT process. The deterioration of the impact toughness at 25 °C was mainly caused by the decreased mechanical stability of reverted austenite, although the increased volume fraction of metastable reverted austenite contributed to improving the impact toughness.
- (4)
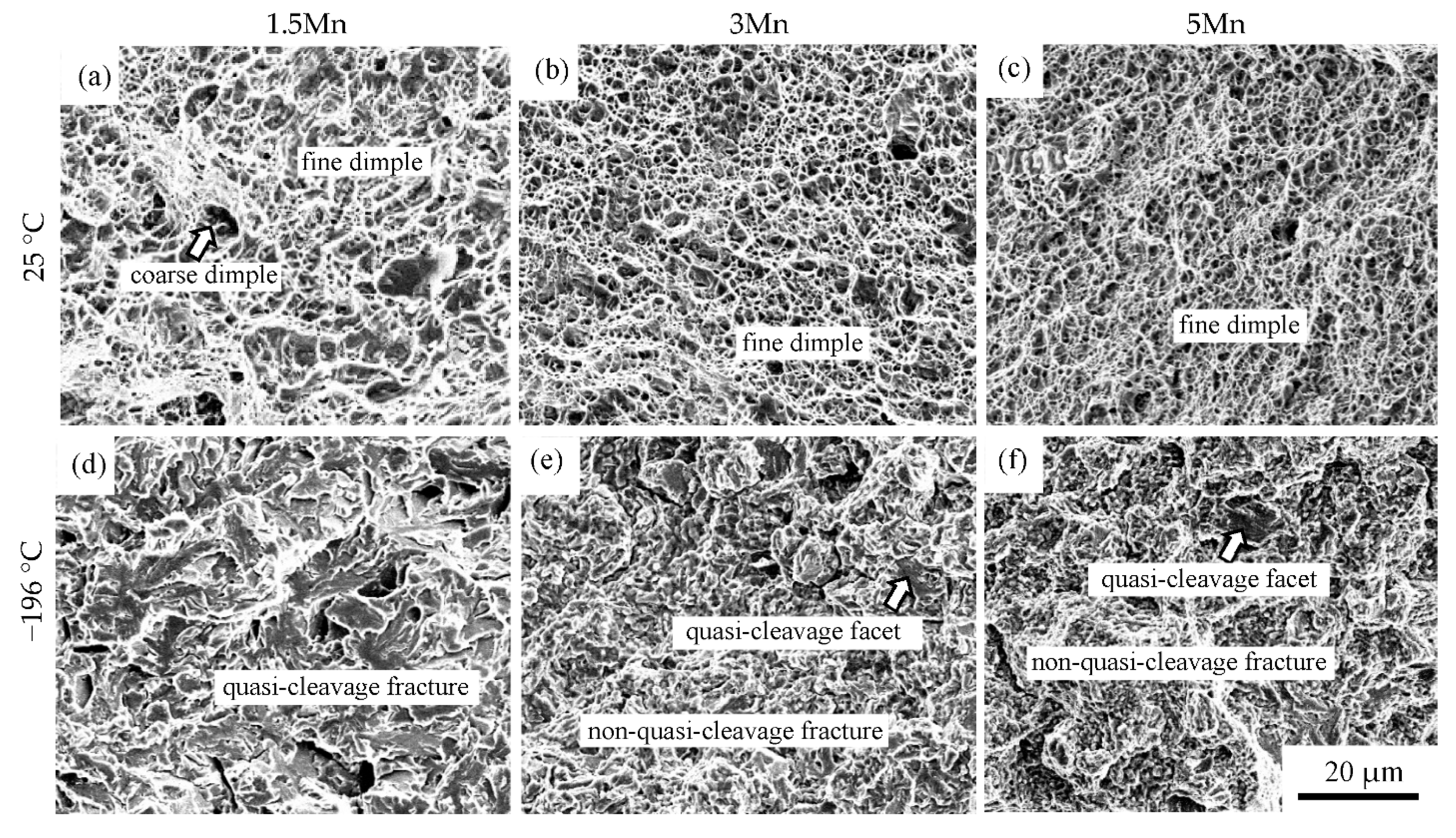
- The AC process further raised the DBTT of the 5 Mn steel compared to the IT process. The high DBTT was mainly associated with the further decrease in the thermal and mechanical stability of the reverted austenite, as well as the inter-granular fracture in a brittle fracture temperature range in a similar way as the IT process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rana, R.; Singh, S.B. Automotive Steels—Design, Metallurgy, Processing and Applications; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar]
- Bleck, W.; Guo, X.; Ma, Y. The TRIP effect and its application in cold formable sheet steels. Steel Res. Int. 2017, 88, 1700218. [Google Scholar] [CrossRef]
- Ghosh, M.; Bansal, G.; Chandan, A.; Shah, M.; Tripathy, S.; Murugaiyan, P.; Sahoo, B.; Mukherjee, K.; Srivastava, V.C.; Chowdhury, S.G. Functionally driven steels: A review. Steel Tech. 2017, 12, 13–36. [Google Scholar]
- Sugimoto, K.; Hojo, T.; Srivastava, A.K. Low and medium carbon advanced high-strength forging steels for automotive applications. Metals 2019, 9, 1263. [Google Scholar] [CrossRef] [Green Version]
- Tong, C.; Rong, Q.; Yardley, V.; Li, X.; Luo, J.; Zhu, G.; Shi, Z. New developments and future trends in low-temperature hot stamping technologies: A review. Metals 2020, 10, 1652. [Google Scholar] [CrossRef]
- Sugimoto, K.; Hojo, T.; Mizuno, Y. Effects of fine particle peening conditions on the rotational bending fatigue strength of a vacuum-carburized transformation-induced plasticity-aided martensitic Steel. Metall. Mater. Trans. A 2018, 49A, 1552–1560. [Google Scholar] [CrossRef]
- Sugimoto, K. Recent progress of low and medium carbon advanced martensitic steels. Metals 2021, 11, 652. [Google Scholar] [CrossRef]
- Sugimoto, K.; Tsunezawa, M.; Hojo, T.; Ikeda, S. Ductility of 0.1-0.6C-1.5Si-1.5Mn ultra high-strength TRIP-aided sheet steels with bainitic ferrite matrix. ISIJ Int. 2004, 44, 1608–1614. [Google Scholar] [CrossRef]
- Sugimoto, K.; Murata, M.; Song, S. Formability of Al-Nb bearing ultrahigh-strength TRIP-aided sheet steels with bainitic ferrite and/or martensite matrix. ISIJ Int. 2010, 50, 162–168. [Google Scholar] [CrossRef]
- Sugimoto, K.; Kobayashi, J.; Pham, D.V. Advanced ultrahigh-strength TRIP-aided martensitic sheet steels for automotive applications. In Proceedings of the New Developments in Advanced High Strength Sheet Steels (AIST 2013), Vail, CO, USA, 23–27 June 2013; pp. 175–184. [Google Scholar]
- Pham, D.V.; Kobayashi, J.; Sugimoto, K. Effects of microalloying on stretch-flangeability of TRIP-aided martensitic sheet steel. ISIJ Int. 2014, 54, 1943–1951. [Google Scholar] [CrossRef] [Green Version]
- Tian, J.; Xu, G.; Zhou, M.; Hu, H. Refined bainite microstructure and mechanical properties of a high-strength low-carbon bainitic steel. Steel Res. Int. 2018, 89, 1700469. [Google Scholar] [CrossRef]
- Navarro-López, A.; Hidalgo, J.; Sietsma, J.; Santofimia, M.J. Influence of the prior athermal martensite on the mechanical response of advanced bainitic steel. Mater. Sci. Eng. A 2018, 735, 343–353. [Google Scholar] [CrossRef]
- Speer, J.G.; De Moor, E.; Findley, K.O.; Matlock, B.C.; De Cooman, B.C.; Edmonds, D.V. Analysis of microstructure evolution in quenching and partitioning automotive sheet steel. Metall. Mater. Trans. A 2011, 42A, 3591–3601. [Google Scholar] [CrossRef]
- Tan, X.; Xu, Y.; Yang, X.; Wu, D. Microstructure–properties relationship in a one-step quenched and partitioned steel. Mater. Sci. Eng. A 2014, 589, 101–111. [Google Scholar] [CrossRef]
- Miller, R.I. Ultrafine-grained microstructures and mechanical properties of alloy steels. Metall. Trans. 1972, 3, 905–912. [Google Scholar] [CrossRef]
- Furukawa, T. Dependence of strength-ductility characteristics on thermal history in low carbon, 5 wt-%Mn steels. Mater. Sci. Technol. 1989, 5, 465–470. [Google Scholar] [CrossRef]
- Hu, B.; He, B.; Cheng, G.; Yen, H.; Huang, M.; Luo, H. Super-high-strength and formable medium Mn steel manufactured by warm rolling process. Acta Mater. 2019, 174, 131–141. [Google Scholar] [CrossRef]
- Su, G.; Gao, X.; Zhang, D.; Du, L.; Hu, J.; Liu, Z. Impact of reverted austenite on the impact toughness of the high-strength steel of low carbon medium manganese. JOM 2018, 70, 672–679. [Google Scholar] [CrossRef]
- Cao, W.; Wang, C.; Shi, J.; Wang, M.; Hui, W.; Dong, D. Microstructure and mechanical properties of Fe–0.2C–5Mn steel processed by ART-annealing. Mater. Sci. Eng. A 2011, 528, 6661–6666. [Google Scholar] [CrossRef]
- Tanino, H.; Horita, M.; Sugimoto, K. Impact toughness of 0.2 pct-1.5 pct-(1.5 to 5) pct Mn transformation-induced plasticity-aided steels with an annealed martensite matrix. Metall. Mater. Trans. A 2016, 47A, 2073–2080. [Google Scholar] [CrossRef]
- Hanamura, T.; Torizuka, S.; Tamura, S.; Enokida, S.; Takechi, H. Effect of austenite grain size on transformation behavior, microstructure and mechanical properties of 0.1C-5Mn martensitic steel. ISIJ Int. 2013, 53, 2218–2225. [Google Scholar] [CrossRef] [Green Version]
- Sugimoto, K.; Tanino, H.; Kobayashi, J. Impact toughness of medium-Mn transformation-induced plasticity-aided steels. Steel Res. Int. 2015, 86, 1151–1160. [Google Scholar] [CrossRef]
- Maeda, T.; Okuhara, S.; Matsuda, K.; Matsumura, T.; Tsuchiyama, T.; Shirahata, H.; Kawamoto, Y.; Fujioka, M. Toughening mechanism in 5%Mn and 10%Mn martensitic steels treated by thermo-mechanical control process. Mater. Sci. Eng. A 2021, 812, 141058. [Google Scholar] [CrossRef]
- Cao, W.; Zhang, M.; Huang, C.; Xiao, S.; Dong, H.; Weng, Y. Ultrahigh Charpy impact toughness (-450J) achieved in high strength ferrite/martensite laminated steels. Sci. Rep. 2017, 7, 41459. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.; Yu, Q.; Wang, Z.; Ell, J.; Huang, M.X.; Ritchie, R.O. Making ultrastrong steel tough by grain-boundary delamination. Science 2020, 368, 1347–1352. [Google Scholar] [CrossRef]
- Zou, Y.; Xu, Y.; Hu, Z.; Gu, X.; Peng, F.; Tan, X.; Chen, S.; Han, D.; Misra, R.D.K.; Wang, G. Austenite stability and its effect on the toughness of a high strength ultra-low carbon medium manganese steel plate. Mater. Sci. Eng. A 2016, 675, 153–163. [Google Scholar] [CrossRef]
- Qi, X.; Du, L.; Hu, J.; Misra, R.D.K. Effect of austenite stability on toughness, ductility, and work-hardening of medium-Mn steel. Mater. Sci. Technol. 2019, 35, 2134–2142. [Google Scholar] [CrossRef]
- Su, G.; Gao, X.; Yan, T.; Zhang, D.; Cui, C.; Du, L.; Liu, Z.; Tang, Y.; Hu, J. Intercritical tempering enables nanoscale austenite/e-martensite formation in low-C medium-Mn steel: A pathway to control mechanical properties. Mater. Sci. Eng. A 2018, 736, 417–430. [Google Scholar] [CrossRef]
- Torizzo, Q.; Maziere, M.; Perlade, A.; Gourgues-Lorenzon, A.-F. Effect of austenite stability on the fracture micromechanisms and ductile-to-brittle transition in a medium-Mn, ultra-fine-grained for automotive applications. J. Mater. Sci. 2020, 55, 9245–9257. [Google Scholar]
- Gramlich, A.; Emmrich, R.; Bleck, W. Austenite reversion tempering-annealing of 4 wt.% manganese steels for automotive forging application. Metals 2019, 9, 575. [Google Scholar] [CrossRef] [Green Version]
- Chang, Y.; Wang, C.; Zhao, K.; Dong, H.; Yan, J. An introduction to medium-Mn steel: Metallurgy, mechanical properties and warm stamping process. Mater. Des. 2016, 94, 424–432. [Google Scholar] [CrossRef]
- Maruyama, H. X-ray measurement of retained austenite. Jpn. Soc. Heat Treat. 1977, 17, 198–204. [Google Scholar]
- Dyson, D.J.; Holmes, B. Effect of alloying additions on the lattice parameter of austenite. J. Iron Steel Inst. 1970, 208, 469–474. [Google Scholar]
- Sugimoto, K.; Usui, N.; Kobayashi, M.; Hashimoto, S. Effects of volume fraction and stability of retained austenite on ductility of TRIP-aided dual-phase steels. ISIJ Int. 1992, 32, 1311–1318. [Google Scholar] [CrossRef]
- Sugimoto, K.; Hidaka, S.; Tanino, H.; Kobayashi, J. Effects of Mn content on the warm stretch-flangeability of C-S-Mn TRIP-aided steels. Steel Res. Int. 2017, 83, 1600482. [Google Scholar] [CrossRef]
- Zambrano, O.A. Stacking fault energy maps of Fe-Mn-Al-C-Si steels: Effect of temperature, grain size and variations in compositions. J. Eng. Mater. Technol. 2016, 138, 041010. [Google Scholar] [CrossRef]
- Nakano, J.; Jacques, P.J. Effects of the thermodynamic parameters of the hcp phase on the stacking fault energy calculations in the Fe-Mn and Fe-Mn-C systems. Calphad 2010, 34, 167–175. [Google Scholar] [CrossRef]
- Kobayashi, J.; Ina, D.; Nakajima, Y.; Sugimoto, K. Effects of microalloying on the impact toughness of ultrahigh-strength TRIP-aided martensitic steels. Metall. Mater. Trams. A 2013, 44A, 5006–5017. [Google Scholar] [CrossRef] [Green Version]
- Nasim, M.; Edwards, B.C.; Wilson, E.A. A study of grain boundary embrittlement in an Fe-8%Mn alloy. Mater. Sci. Eng. A 2000, 281, 56–67. [Google Scholar] [CrossRef]
- Heo, N.; Nam, J.; Heo, Y.; Kim, S. Grain boundary embrittlement by Mn and eutectoid reaction in binary Fe-12Mn steel. Acta Mater. 2013, 61, 4022–4034. [Google Scholar] [CrossRef]
- Kuzmina, M.; Ponge, D.; Raabe, D. Grain boundary segregation engineering and austenite reversion turn embrittlement into toughness: Example of a 9wt.% medium Mn steel. Acta Mater. 2015, 86, 182–192. [Google Scholar] [CrossRef]
- Yamanaka, K.; Kowaka, M. Mechanical properties and fracture behavior of Fe-Mn alloys. J. Jpn. Inst. Met. 1979, 43, 1151–1157. [Google Scholar] [CrossRef] [Green Version]
- Tanaka, M.; Maeno, K.; Yoshimura, N.; Hoshino, M.; Uemori, R.; Ushioda, K.; Higashida, K. Effect of Mn addition on a brittle-to-ductile transition in ferritic steels. Tetsu Hagane 2014, 100, 1267–1273. [Google Scholar] [CrossRef] [Green Version]
- Kunitake, T.; Terasaki, F.; Ohmori, Y.; Ohtani, H. The Effect of Transformation Structures on the Toughness of Quenched-and-Tempered Low-Carbon Low-Alloy Steels. Toward Improved Ductility and Toughness; Climax Molybdenum Development Company Ltd.: Kyoto, Japan, 1971; pp. 83–100. (In Japanese) [Google Scholar]









 : Ev at Tt = 25 °C and DBTT of JIS-SCM420 steel (0.21%C-0.21%Si-0.77%Mn-1.0%Cr-0.2%Mo) quenched and tempered at 200 °C to 600 °C [7,21]. This figure is reproduced based on Ref. [21]. Copyright permission obtained.
: Ev at Tt = 25 °C and DBTT of JIS-SCM420 steel (0.21%C-0.21%Si-0.77%Mn-1.0%Cr-0.2%Mo) quenched and tempered at 200 °C to 600 °C [7,21]. This figure is reproduced based on Ref. [21]. Copyright permission obtained.
: Ev at Tt = 25 °C and DBTT of JIS-SCM420 steel (0.21%C-0.21%Si-0.77%Mn-1.0%Cr-0.2%Mo) quenched and tempered at 200 °C to 600 °C [7,21]. This figure is reproduced based on Ref. [21]. Copyright permission obtained.
: Ev at Tt = 25 °C and DBTT of JIS-SCM420 steel (0.21%C-0.21%Si-0.77%Mn-1.0%Cr-0.2%Mo) quenched and tempered at 200 °C to 600 °C [7,21]. This figure is reproduced based on Ref. [21]. Copyright permission obtained.





 ), and 5 Mn (
), and 5 Mn ( 
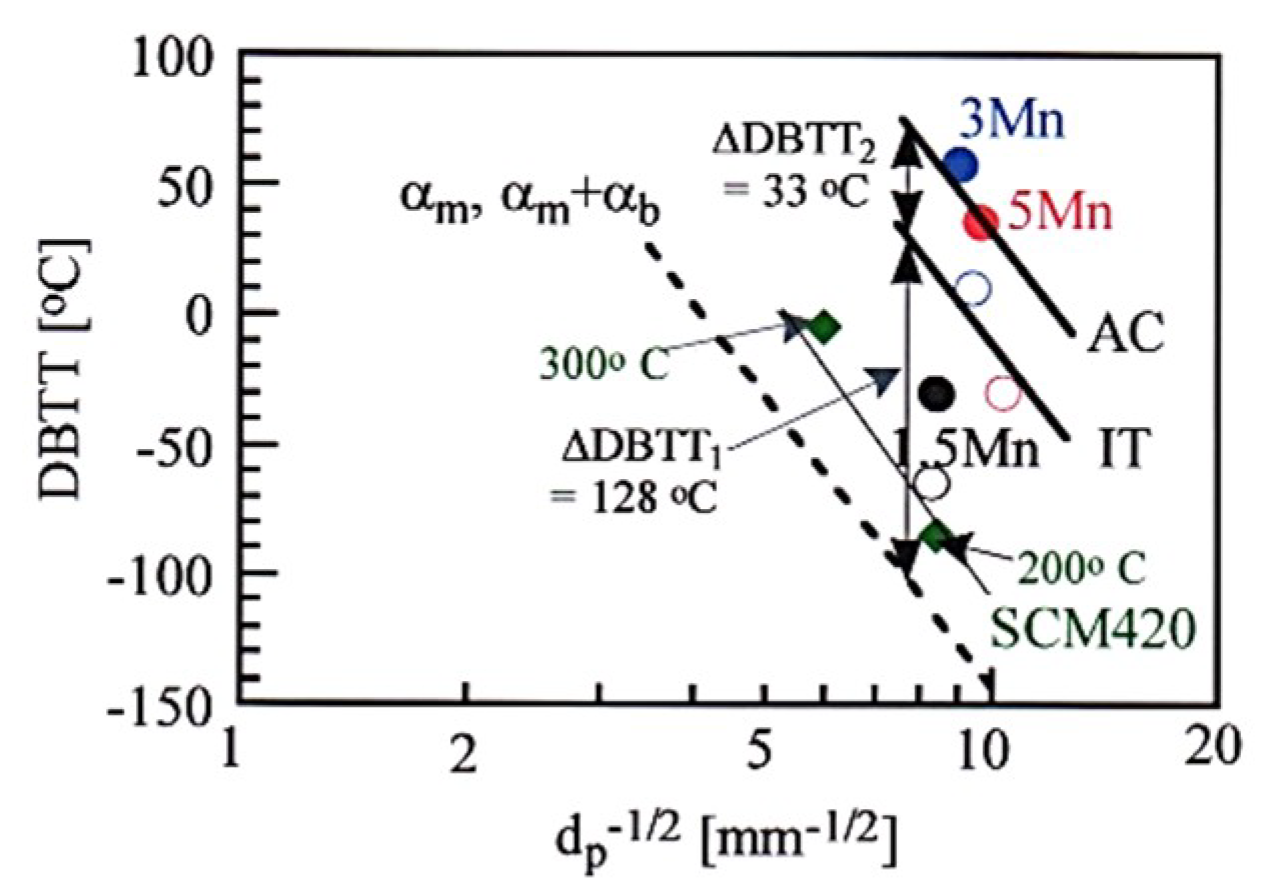
 ) steels subject to the AC (solid marks) and IT (open marks) processes and JIS-SCM420 ( ) steel quenched and then tempered at 200 °C and 300 °C. A dotted line represents the DBTT of 0.12%C-0.30%Si-0.83%Mn-0.30%Cu-1.11%Ni-0.53%Cr-0.49%Mo-0.03%V steel with the microstructure of martensitic (αm) or martensitic/bainitic (αm + αb) structures [45]. This figure is reproduced based on Ref. [21]. Copyright obtained.
), and 5 Mn ( ) steels subject to the AC (solid marks) and IT (open marks) processes and JIS-SCM420 ( ) steel quenched and then tempered at 200 °C and 300 °C. A dotted line represents the DBTT of 0.12%C-0.30%Si-0.83%Mn-0.30%Cu-1.11%Ni-0.53%Cr-0.49%Mo-0.03%V steel with the microstructure of martensitic (αm) or martensitic/bainitic (αm + αb) structures [45]. This figure is reproduced based on Ref. [21]. Copyright obtained.
) steels subject to the AC (solid marks) and IT (open marks) processes and JIS-SCM420 ( ) steel quenched and then tempered at 200 °C and 300 °C. A dotted line represents the DBTT of 0.12%C-0.30%Si-0.83%Mn-0.30%Cu-1.11%Ni-0.53%Cr-0.49%Mo-0.03%V steel with the microstructure of martensitic (αm) or martensitic/bainitic (αm + αb) structures [45]. This figure is reproduced based on Ref. [21]. Copyright obtained.
), and 5 Mn ( ) steels subject to the AC (solid marks) and IT (open marks) processes and JIS-SCM420 ( ) steel quenched and then tempered at 200 °C and 300 °C. A dotted line represents the DBTT of 0.12%C-0.30%Si-0.83%Mn-0.30%Cu-1.11%Ni-0.53%Cr-0.49%Mo-0.03%V steel with the microstructure of martensitic (αm) or martensitic/bainitic (αm + αb) structures [45]. This figure is reproduced based on Ref. [21]. Copyright obtained.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
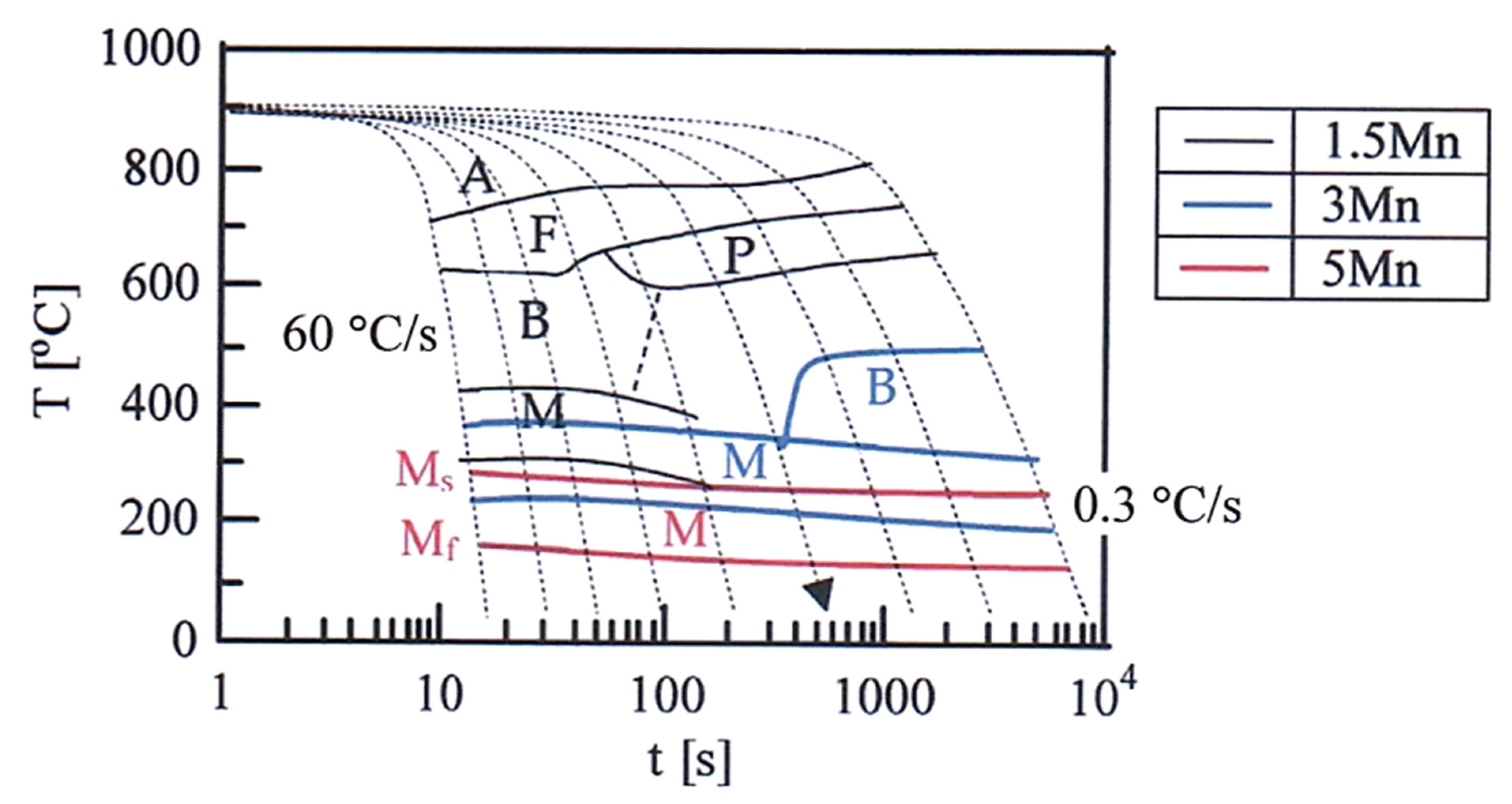
| Steel | C | Si | Mn | P | S | Al | N | O | Ac1 | Ac3 | Ms | Mf |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1.5 Mn | 0.20 | 1.49 | 1.50 | 0.006 | 0.0015 | 0.035 | 0.0038 | <0.001 | 719 | 847 | 420 | 300 |
| 3 Mn | 0.20 | 1.52 | 2.98 | 0.006 | 0.0016 | 0.037 | 0.0034 | <0.001 | 689 | 797 | 363 | 220 |
| 5 Mn | 0.21 | 1.50 | 4.94 | 0.005 | 0.0016 | 0.032 | 0.0020 | <0.001 | 657 | 741 | 282 | 150 |
| Process | Steel | fγ0 | Cγ0 | k | YS | TS | UEl | TEl | RA | TS × TEl | Ev (1) | Ev (2) | DBTT |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1.5 Mn | 14.1 | 0.72 | 10.3 | 415 | 924 | 25.7 | 33.8 | 48.1 | 31.2 | 123 | 132 | −30 | |
| AC | 3 Mn | 24.8 | 0.55 | 23.4 | 320 | 1192 | 20.8 | 22.4 | 34.8 | 25.1 | 44 | 135 | 60 |
| 5 Mn | 38.5 | 0.46 | 12.1 | 710 | 1256 | 32.0 | 36.8 | 29.7 | 46.2 | 64 | 148 | 35 | |
| 1.5 Mn | 11.4 | 0.95 | 5.0 | 500 | 875 | 22.2 | 32.4 | 57.3 | 28.3 | 175 | 178 | −65 | |
| IT | 3 Mn | 17.3 | 0.68 | 15.3 | 495 | 977 | 21.4 | 28.3 | 59.6 | 27.6 | 105 | 153 | 10 |
| 5 Mn | 36.2 | 0.52 | 9.4 | 680 | 1161 | 35.7 | 41.6 | 52.1 | 48.3 | 131 | 171 | −30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sugimoto, K.-i.; Tanino, H. Influence of Cooling Process Routes after Intercritical Annealing on Impact Toughness of Duplex Type Medium Mn Steel. Metals 2021, 11, 1143. https://doi.org/10.3390/met11071143
Sugimoto K-i, Tanino H. Influence of Cooling Process Routes after Intercritical Annealing on Impact Toughness of Duplex Type Medium Mn Steel. Metals. 2021; 11(7):1143. https://doi.org/10.3390/met11071143
Chicago/Turabian StyleSugimoto, Koh-ichi, and Hikaru Tanino. 2021. "Influence of Cooling Process Routes after Intercritical Annealing on Impact Toughness of Duplex Type Medium Mn Steel" Metals 11, no. 7: 1143. https://doi.org/10.3390/met11071143