
Efficiency and Sustainability Analysis of the Repair and Maintenance Operations of UNS M11917 Magnesium Alloy Parts of the Aeronautical Industry Made by Intermittent Facing



Abstract
:1. Introduction
2. Methodology
- The wide range of influential factors and their different achievable levels.
- The specific particularities of each case and piece that makes each process unique and too complex for applying general rules.
- This investigation aims to emulate repair and maintenance machining operations, so a low depth of cut was considered to remain within the narrow tolerances used in the industry [21,31]. A depth of cut below 0.25 mm will be considered for the experiment. Keeping the depth of cut in a small value will also help to maintain a low cutting temperature [41], which will be also favorable to stay far from the magnesium ignition temperature.
- Regarding the refrigeration and lubrication systems (c), under repair and maintenance conditions, there is no need to reduce the temperature in the cutting zone for safety reasons (ignition risk at temperatures near 450 °C). Moreover, the risk of magnesium chips ignition will be reduced by controlling the cutting speed and the depth of cut, allowing us to keep the machining temperature low. The risk of generating an explosive hydrogen atmosphere because of reactivity between magnesium and water particles will be completely avoided using alternative nonwater-based cooling and lubrication techniques like MQL (Minimum Quantity Lubrication), CCA (Cold Compressed Air), and dry machining.
- The cutting tool and its coating greatly influence the finish quality of the workpiece. This was verified in numerous experiments: [21,29,31,42]. In this case, the same type of cutting tools from the magnesium facing study of [31] and the magnesium turning study of [11] will be used with the purpose of making them comparable.
- Among other influential factors, feed rate (f) was clearly identified in many studies as the most influential factor in the surface roughness [21,23,27,31]. This experiment seeks to obtain surface roughness values in the range commonly required in the aeronautical industry, 0.8 μm < Ra < 1.6 μm [43]. With that purpose, three different levels will be considered for this factor.
- Spindle speed, related to cutting speed, is another influential factor of the surface roughness. However, its expected effect is much smaller in comparison with the feed rate. Specifically, only 1–2% of the surface roughness variability is expected, according to previous studies [21,31]. The maximum cutting speed achieved in other investigations on magnesium alloys under dry conditions will not be exceeded in this experiment.
- One measurement on the areas obtained by means of continuous turning.
- Three different measurements on the areas next to the interruptions: two measures close to the interruptions (just before and after) and one additional measurement in the area further away from these interruptions.
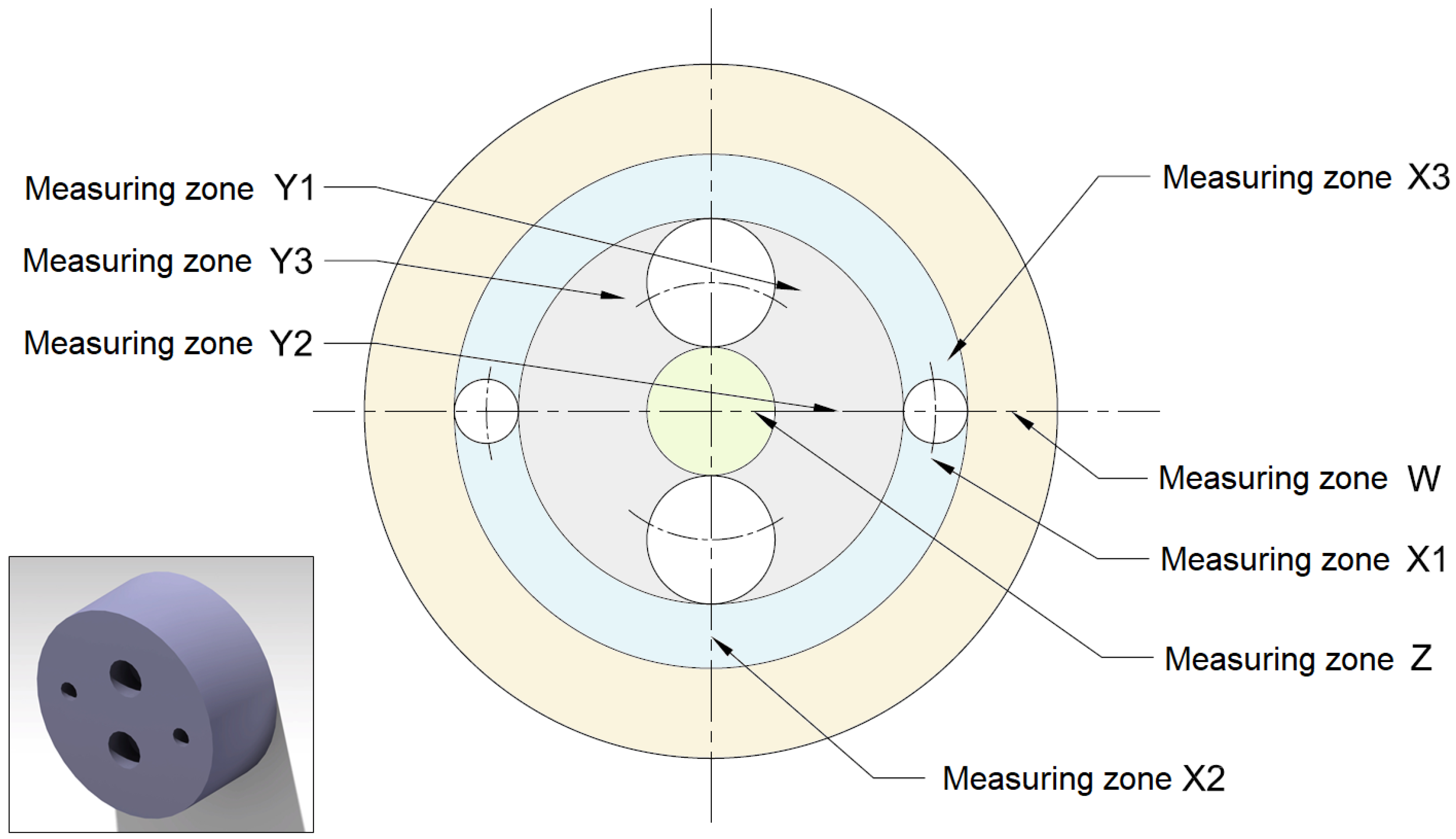
- Without interruptions (continuous turning)—Ring W, colored in yellow. Continuous facing (no interruptions). Annular area, 14 mm wide, where a noninterrupted turning is conducted.
- Slight interruption—Ring X, colored in blue. Intermittent facing. Annular area, 10 mm wide, where two 3 mm depth holes produce a slight interrupted turning condition.
- Moderate interruption—Ring Y, colored in grey. Intermittent facing. Annular area, 20 mm wide, right after the previous zone, where there are two 3 mm depth opposite holes, producing a more severe interrupted turning condition than previous one.
- Not interrupted (after intermittent machining)—Ring Z, colored in green. Continuous facing (After interruptions). Circular area of 10 mm of radio where a noninterrupted turning is conducted just after the machining tool has endured an interrupted machining process.
- To determine the influence of the geometrical interruptions in the surface roughness.
- To obtain conclusions of the most suitable cutting conditions to carry out an efficient and sustainable repair and maintenance machining operations.
3. Application
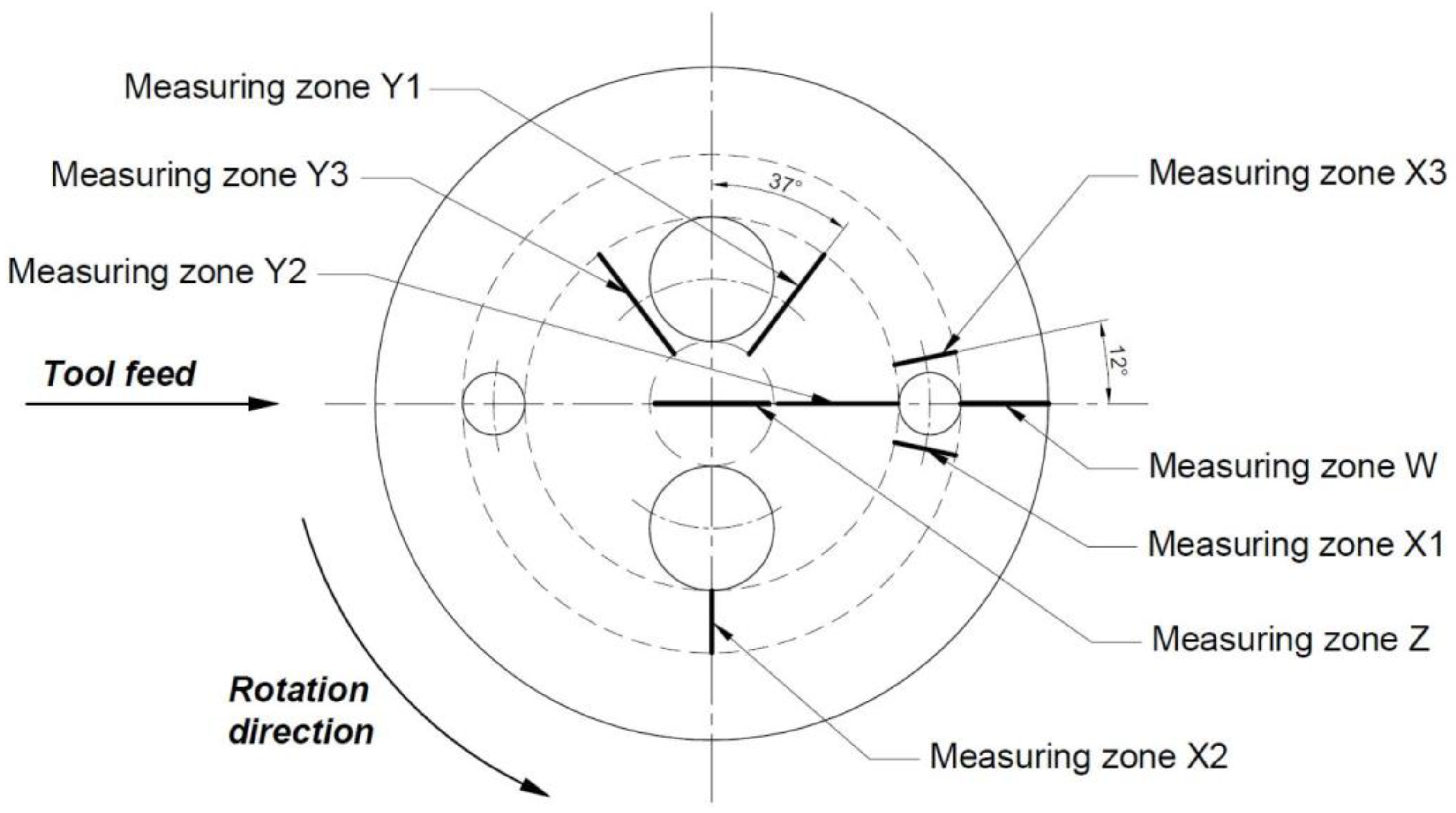
- Measuring zone 1: the line just after the interruption.
- Measuring zone 2: the equidistant line between interruptions.
- Measuring zone 3: the line just before the interruption.
- Maximum lubrication: 4.5 mL/min
- Minimum lubrication: 0.9 mL/min
- Pressure: 6 bar
- Lowest air temperature reached: −18 °C
- Depth of cut, d: it is set to 0.03 mm which is the minimum stable value achievable by the lathe of the laboratory. Notably, repair and maintenance operations are carried out under very low depth of cut values (low performance cutting conditions) to fulfil the design dimensional tolerance after the machining process.
- Cooling and lubrication system, c: in addition to the dry machining, it is selected a flow for MQL system of 4.5 mL/min, which is the maximum flow available in the device. The purpose is allowing the maximum influence of the lubrication system in a machining operation of reduced time. Regarding the cold compressed air system, it is selected at the lowest temperature allowed by the CCA equipment, −18 °C.
- Feed rate, f: feed rate was identified as the most relevant factor regarding its influence in surface roughness. Three different levels were studied. Feed rate values of 0.1, 0.14, and 0.2 mm/rev were selected to avoid going much further from 100 mm/min feed used in repair and maintenance works.
- Spindle speed, s: in this test, maximum cutting speed achieved in other magnesium alloys dry machining experiments will not be exceeded. It is set at one level for spindle speed of 925 rev/min.
4. Discussion of Results
- In a first approach, it is possible to conclude that feed rate has an important influence in the surface roughness and that slight differences appear when considering each cooling and lubrication system for each feed rate value.
- In the low and medium feed rate values (f = 0.1 mm/rev and f = 0.14 mm/rev), the differences in roughness results obtained between zones is not relevant and not all the trials follow the same pattern. The measuring zones do not have any clear influence on surface roughness in that feed rate range.
- However, in the highest feed rate value (f = 0.2 mm/rev) is possible to see a relevant difference for the 3 cooling and lubrication cases in the measuring zones X1 and Y1. Worse surface finish in the area just after the interruption is detected, measurable though a relevant increase of the surface roughness, makes this increment greater as the severity of the interruption grows. Only with using CCA is there a small decrease in X1 that contradicts this behavior.
- In the intermediate feed rate value f = 0.18 mm/rev, also visible is a slight increase in surface roughness in the areas X1 and Y1.
- Feed rate is the most influential factor; the higher the feed rate value, the greater the surface roughness obtained.
- The influence of the cooling and lubrication systems used on the surface roughness is significant, but in a much less relevant way than feed rate.
- Regarding the influence of the measuring zones on the surface roughness, only with the higher feed rates and in the measuring areas immediately after the interruptions is it possible to see a clear worsening of the surface roughness obtained, since the higher the Ra value, the greater the interruption is.
- The best results (lowest surface roughness, Ra) are achieved with a minimum feed rate, 0.1 mm/rev, and using MQL; however, the results obtained with the same feed rate and using CCA or in dry conditions were very similar. On the opposite side, the worst surface finish (highest surface roughness, Ra) is obtained with a 0.2 mm/rev feed rate and using CCA or in dry conditions. Specifically, the worst surface roughness was found in the area immediately after the interruption with the bigger size (measuring zone Y1) and using CCA.
- Considering the objective of getting results for surface finish in the range Ra = 0.8 ÷ 1.6 µm, it is achievable with a 0.14 and 0.18 mm/rev feed rate with any lubrication/cooling system.
- To carry out an efficient reparation facing operation, it must be selected a 0.18 mm/rev feed rate. Then, it will be possible to achieve the requirements for surface roughness with any of the refrigeration and lubrication system considered in the shortest possible time. More precisely, the most efficient option would be carrying out a dry machining, avoiding the economic, environmental, and health disadvantages found in the other two lubrication and cooling systems.
5. Conclusions
- These operations do also have very particular conditions regarding the use of low performance cutting conditions (small depth of cut, low feed rate, and low spindle speed) that are considered in this investigation.
- The intermittent machining process, in particular facing, was analyzed by means of the surface roughness to find the most efficient cutting conditions. The complexity in predicting the surface roughness due to the large number of influential factors on it makes the theoretical formulas inaccurate and only acceptable as a first approach. Consequently, an experimental study was developed to get specific surface roughness values under a given set of cutting conditions.
- The results shown that interruptions in the part geometry had a direct impact on the surface finish obtained after machining, making it impossible to directly deduce or extrapolate the know-how of continuous machining experiments. Therefore, intermittent machining study is more realistic representation of repair and maintenance parts of the aeronautical industry, which has complex and noncontinuous geometries, such as channels, slots, or holes for the passage of cables or the insertion of different components.
- A clear worsening of the surface quality was obtained immediately after an interruption, and a proportional relation between the interruption size and the surface roughness value was observed.
- Regarding the operation parameters, both the feed rate and the selected cooling and lubrication systems affected the final surface roughness of the part. However, feed rate had a deeper effect on the final outcome, while cooling and lubrication systems had a less relevant, yet significant, influence.
- Considering the typical admissible values for surface finish in the aeronautical industry, 0.8 μm < Ra < 1.6 μm, feed rates between 0.14 and 0.18 mm/rev obtained the most suited results. Regarding the efficiency and sustainability of intermittent facing processes, 0.18 mm/rev feed rate was the best configuration to be selected.
- As the influence of the different considered cooling and lubrication systems has much lower impact on the final surface finish, the most environmentally sustainable choice would be dry machining, avoiding the economic, ecological, and sanitary disadvantages found in the other two lubrication and cooling systems.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| d | Depth of cut [mm] |
| c | Cooling or lubrication system |
| f | Feed rate [mm/rev] |
| s | Spindle speed [rev/min] |
| m | Measuring zone |
| Ra | Average surface roughness [μm] |
| Rt | Tool nose radius [mm] |
References
- Maier, P.; Hort, N. Magnesium alloys for biomedical applications. Metals 2020, 10, 1328. [Google Scholar] [CrossRef]
- Prasadh, S.; Ratheesh, V.; Manakari, V.; Parande, G.; Gupta, M.; Wong, R. The potential of Magnesium based Materials in Mandibular reconstruction. Metals 2019, 9, 302. [Google Scholar] [CrossRef] [Green Version]
- Kleiner, M.; Geiger, M.; Klaus, A. Manufacturing of lightweight components by metal forming. CIRP Ann. 2003, 52, 521–542. [Google Scholar] [CrossRef]
- Tharumarajah, A.; Koltun, P. Is there an environmental advantage of using magnesium components for light-weighting cars? J. Clean. Prod. 2007, 15, 1007–1013. [Google Scholar] [CrossRef]
- Lu, L.; Hu, S.; Liu, L.; Yin, Z. High speed cutting of AZ31 magnesium alloy. J. Magnes. Alloy. 2016, 4, 128–134. [Google Scholar] [CrossRef] [Green Version]
- Khan, F.N.; Ayiei, A.; Murray, J.; Baxter, G.; Wild, G. A Preliminary Investigation of Maintenance Contributions to Commercial Air Transport Accidents. Aerospace 2020, 7, 129. [Google Scholar] [CrossRef]
- Insley, J.; Turkoglu, C. A Contemporary Analysis of Aircraft Maintenance-Related Accidents and Serious Incidents. Aerospace 2020, 7, 81. [Google Scholar] [CrossRef]
- FAA. Maintenance Programs for U.S.-Registered Aircraft Operated Under 14 CFR Part 129 FAA; Federak Aviation Authority: Washington, DC, USA, 2009.
- PCAA. Approved Maintenance Organisations-Air Navigation Order, 3rd ed.; Pakistan Civil Aviation Authority: Karachi, Pakistan, 2019. [Google Scholar]
- Berzosa, F.; Rubio, E.M.; de Agustina, B.; Paulo Davim, J. Geometric optimization of drills used to repair holes in magnesium aeronautical components. Metals 2020, 10, 1534. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Lauro, C.H.; Davim, J.P. The effect of minimum quantity lubrication in the intermittent turning of magnesium based on vibration signals. Measurement 2016, 94, 338–343. [Google Scholar] [CrossRef]
- Diniz, A.E.; Gomes, D.M.; Braghini, A., Jr. Turning of hardened steel with interrupted and semi-interrupted cutting. J. Mater. Process. Technol. 2005, 159, 240–248. [Google Scholar] [CrossRef]
- Oliveira, A.J.; Diniz, A.E.; Ursolino, D.J. Hard turning in continuous and interrupted cut with PCBN and whisker-reinforced cutting tools. J. Mater. Process. Technol. 2009, 209, 5262–5270. [Google Scholar] [CrossRef]
- Gibbs, S. Embracing Magnesium. Mod. Cast. 2009, 99, 11. [Google Scholar]
- Tekumalla, S.; Ajjarapu, M.; Gupta, M. A Novel Turning-Induced-Deformation Based. Metals 2019, 9, 841. [Google Scholar] [CrossRef] [Green Version]
- Emelyanenko, K.A.; Domantovsky, A.G.; Chulkova, E.V.; Emelyanenko, A.M.; Boinovich, L.B. Thermally Induced Gradient of Properties on a Superhydrophobic Magnesium Alloy Surface. Metals 2021, 11, 41. [Google Scholar] [CrossRef]
- Mitchell, J.; Crow, N.; Nieto, A. Effect of surface roughness on pitting corrosion of AZ31 MG alloy. Metals 2020, 10, 651. [Google Scholar] [CrossRef]
- Weinert, K.; Inasaki, I.; Sutherland, J.W.; Wakabayashi, T. Dry machining and minimum quantity lubrication. CIRP Ann. Manuf. Technol. 2004, 53, 511–537. [Google Scholar] [CrossRef]
- Danish, M.; Ginta, T.L.; Habib, K.; Carou, D.; Abdul Rani, A.M.; Saha, B.B. Thermal analysis during turning of AZ31 magnesium alloy under dry and cryogenic conditions. Int. J. Adv. Manuf. Technol. 2017, 91, 2855–2868. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Lauro, C.H.; Davim, J.P. Experimental investigation on finish intermittent turning of UNS M11917 magnesium alloy under dry machining. Int. J. Adv. Manuf. Technol. 2014, 75, 1417–1429. [Google Scholar] [CrossRef]
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Tomac, N.; Tonnessen, K.; Rasch, F.O. Formation of Flank Build-up in Cutting Magnesium Alloys. CIRP Ann. Manuf. Technol. 1991, 40, 79–82. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Davim, J.P. Analysis of ignition risk in intermittent turning of UNS M11917 magnesium alloy at low cutting speeds based on the chip morphology. J. Eng. Manuf. 2014, 229, 365–371. [Google Scholar] [CrossRef]
- Gziut, O.; Kuczmaszewski, J.; Zagórski, I. Surface quality assessment following high performance cutting of AZ91HP magnesium alloy. Manag. Prod. Eng. Rev. 2015, 6, 4–9. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium. Properties—Applications—Potential. Mater. Sci. Eng. A 2001, A302, 37–45. [Google Scholar] [CrossRef]
- Abukhshim, N.A.; Mativenga, P.T.; Sheikh, M.A. Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. Int. J. Mach. Tools Manuf. 2006, 46, 782–800. [Google Scholar] [CrossRef]
- Rubio, E.M.; Valencia, J.L.; Saá, A.J.; Carou, D. Experimental study of the dry facing of magnesium pieces based on the surface roughness. Int. J. Precis. Eng. Manuf. 2013, 14, 995–1001. [Google Scholar] [CrossRef]
- Rubio, E.M.; Villeta, M.; Carou, D.; Saá, A. Comparative analysis of sustainable cooling systems in intermittent turning of magnesium pieces. Int. J. Precis. Eng. Manuf. 2014, 15, 929–940. [Google Scholar] [CrossRef]
- Tönshoff, H.K.; Winkler, J. The influence of tool coatings in machining of magnesium. Surf. Coat. Technol. 1997, 94, 610–616. [Google Scholar] [CrossRef]
- Pu, Z.; Outeiro, J.C.; Batista, A.C.; Dillon, O.W., Jr.; Puleo, D.A.; Jawahir, I.S. Enhanced surface integrity of AZ31B Mg alloy by cryogenic machining towards improved functional performance of machined components. Int. J. Mach. Tools Manuf. 2012, 56, 17–27. [Google Scholar] [CrossRef]
- Rubio, E.M.; Valencia, J.L.; de Agustina, B.; Saa, A.J. Tool selection based on surface roughness in dry facing repair operations of magnesium pieces. Int. J. Mater. Prod. Technol. 2014, 48, 116–134. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Davim, J.P. Discontinuous cutting: Failure mechanisms, tool materials and temperature study—A review. Rev. Adv. Mater. Sci. 2014, 38, 110–124. [Google Scholar]
- Da Silva, M.B.; Wallbank, J. Cutting temperature: Prediction and measurement methods—A review. J. Mater. Process. Technol. 1999, 88, 195–202. [Google Scholar] [CrossRef]
- Armendia, M.; Garay, A.; Villar, A.; Davies, M.A.; Arrazola, P.J. High bandwidth temperature measurement in interrupted cutting of difficult to cut materials. CIRP Ann. Manuf. Technol. 2010, 59, 97–100. [Google Scholar] [CrossRef]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti-6A1-6V-2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Sayit, E.; Aslantas, K.; Çiçek, A. Tool wear mechanism in interrupted cutting conditions. Mater. Manuf. Process. 2009, 24, 476–483. [Google Scholar] [CrossRef]
- Benardos, P.G.; Vosniakos, G.C. Predicting surface roughness in machining: A review. Int. J. Mach. Tools Manuf. 2003, 43, 833–844. [Google Scholar] [CrossRef]
- Liang, Q.; Vohra, Y.K.; Thompson, R. High speed continuous and interrupted dry turning of A390 aluminium/silicon alloy using nanostructured diamond coated WC-6 wt.% cobalt tool inserts by MPCVD. Diam. Relat. Mater. 2008, 17, 2041–2047. [Google Scholar] [CrossRef]
- Gwynne, B.; Lyon, P. Magnesium Alloys in Aerospace Applications, Past Concerns, Current Solutions. In Proceedings of the 5th Triennial International Aircraft Fire and Cabin Safety Research Conference, Atlantic City, NJ, USA, 29 October–1 November 2007; pp. 1–59. [Google Scholar]
- Chandrasekaran, H.; Thoors, H. Tribology in Interrupted Machining: Role of Interruption Cycle and Work Material. Wear 1994, 179, 83–88. [Google Scholar] [CrossRef]
- Kurihara, K.; Tozawa, T.; Kato, H. Cutting temperature of magnesium alloys at extremely high cutting speeds. J. Jpn. Inst. Light Mater. 1981, 31, 255–260. [Google Scholar] [CrossRef]
- De Agustina, B.; Villeta, M.; Camacho, A.M.; Rubio, E.M. Inserts selection based on the chips morphology for dry turning of the UNSA97050-T7 aluminium alloy. Adv. Sci. Lett. 2012, 15, 70–77. [Google Scholar] [CrossRef]
- Villeta, M.; De Agustina, B.; Sáenz de Pipaón, J.M.; Rubio, E.M. Efficient optimization of machining processes based on technical specifications for surface roughness: Application to magnesium pieces in the aerospace industry. Int. J. Adv. Manuf. Technol. 2012, 60, 1237–1246. [Google Scholar] [CrossRef]
- Pavel, R.; Marinescu, I.; Deis, M.; Pillar, J. Effect of tool wear on finish for a case of continuous and interrupted hard turning. J. Mater. Process. Technol. 2005, 170, 341–349. [Google Scholar] [CrossRef]
- Rubio, E.M.; Sáenz de Pipaón, J.M.; Villeta, M.; Sebastián, M.A. Study of Surface Roughness of Pieces of Magnesium UNS M11311. Adv. Mater. Res. 2011, 264, 967–972. [Google Scholar] [CrossRef]
- Villeta, M.; Rubio, E.M.; Sáenz de Pipaón, J.M.; Sebastián, M.A. Surface finish optimization of magnesium pieces obtained by dry turning based on Taguchi techniques and statistical tests. Mater. Manuf. Process. 2011, 26, 1503–1510. [Google Scholar] [CrossRef]
- Rubio, E.M.; Valencia, J.L.; Carou, D.; Saá, A. Inserts selection for intermittent turning of magnesium pieces. Appl. Mech. Mater. 2012, 217, 1581–1591. [Google Scholar] [CrossRef]
- Xie, Z.; Zhang, Y.; Zhou, J.; Zhu, W. Theoretical and experimental research on the micro interface lubrication regime of water lubricated bearing. Mech. Syst. Signal Process. 2021, 151, 107422. [Google Scholar] [CrossRef]
- Xie, Z.; Zhu, W. An investigation on the lubrication characteristics of floating ring bearing with consideration of multi-coupling factors. Mech. Syst. Signal Process. 2022, 162, 108086. [Google Scholar] [CrossRef]
- Ståhl, J.-E.; Schultheiss, F.; Hägglund, S. Analytical and experimental determination of the Ra surface roughness during turning. Procedia Eng. 2011, 19, 349–356. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Depth of cut, d [mm] | 0.03 | ||
| Cooling/ lubrication system, c | Dry | MQL [mL/min] 4.5 | CCA [°C] −18 |
| Cutting tool, t | HX | ||
| Feed rate, f [mm/rev] | 0.1 | 0.14 | 0.2 |
| Spindle speed, s [rev/min] | 925 |
| N° Trial | f | c | Roughness, Ra [µm] | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| W | X | Y | Z | |||||||
| - | 1 | 2 | 3 | 1 | 2 | 3 | - | |||
| 1.5 / 2.7 | 0.1 | Dry | 0.52 | 0.52 | 0.55 | 0.52 | 0.50 | 0.53 | 0.53 | 0.59 |
| 1.4 / 2.9 | 0.1 | MQL | 0.50 | 0.51 | 0.51 | 0.50 | 0.51 | 0.50 | 0.50 | 0.55 |
| 1.3 / 2.4 | 0.1 | CCA | 0.56 | 0.57 | 0.55 | 0.51 | 0.54 | 0.55 | 0.54 | 0.55 |
| 1.8 / 2.3 | 0.14 | Dry | 0.94 | 0.94 | 0.96 | 0.93 | 0.99 | 0.94 | 0.94 | 0.96 |
| 1.6 / 2.5 | 0.14 | MQL | 0.88 | 0.87 | 0.86 | 0.86 | 0.90 | 0.89 | 0.88 | 0.87 |
| 1.2 / 2.8 | 0.14 | CCA | 1.05 | 1.06 | 1.04 | 1.06 | 1.08 | 1.05 | 1.04 | 1.04 |
| 1.1 / 2.1 | 0.2 | Dry | 1.87 | 1.92 | 1.85 | 1.84 | 1.99 | 1.81 | 1.89 | 1.83 |
| 1.7 / 2.2 | 0.2 | MQL | 1.73 | 1.78 | 1.73 | 1.73 | 1.78 | 1.75 | 1.74 | 1.78 |
| 1.9 / 2.6 | 0.2 | CCA | 1.85 | 1.82 | 1.84 | 1.81 | 2.06 | 1.85 | 1.84 | 1.74 |
| N° Trial | f | c | Roughness, Ra [µm] | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| W | X | Y | Z | |||||||
| - | 1 | 2 | 3 | 1 | 2 | 3 | - | |||
| 3.1 | 0.18 | Dry | 1.48 | 1.51 | 1.46 | 1.44 | 1.56 | 1.44 | 1.46 | 1.44 |
| 3.2 | 0.18 | MQL | 1.45 | 1.47 | 1.49 | 1.45 | 1.48 | 1.47 | 1.50 | 1.47 |
| 3.3 | 0.18 | CCA | 1.52 | 1.53 | 1.54 | 1.52 | 1.56 | 1.54 | 1.53 | 1.61 |
| f [mm/rev] | c | Average Ra [µm] | X1 Deviation | Y1 Deviation | Linear Regression Equation |
|---|---|---|---|---|---|
| 0.1 | Dry | 0.53 | −2% | –6% | y = 0.0052x + 0.5086 |
| 0.1 | MQL | 0.51 | −1% | 0% | y = 0.0034x + 0.4929 |
| 0.1 | CCA | 0.55 | 5% | –2% | y = −0.0026x + 0.5568 |
| 0.14 | Dry | 0.95 | −1% | 4% | y = 0.0015x + 0.9393 |
| 0.14 | MQL | 0.87 | −1% | 3% | y = 0.0013x + 0.8679 |
| 0.14 | CCA | 1.05 | 1% | 2% | y = −0.0014x + 1.0564 |
| 0.18 | Dry | 1.47 | 2% | 6% | y = −0.0056x + 1.4989 |
| 0.18 | MQL | 1.47 | 0% | 1% | y = 0.0031x + 1.4586 |
| 0.18 | CCA | 1.54 | −1% | 1% | y = 0.008x + 1.5079 |
| 0.2 | Dry | 1.87 | 3% | 6% | y = −0.0049x + 1.8945 |
| 0.2 | MQL | 1.75 | 2% | 2% | y = 0.0032x + 1.7339 |
| 0.2 | CCA | 1.85 | −2% | 11% | y = −0.0048x + 1.8711 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernández, J.; Rubio, E.M.; Carou, D.; Lorente-Pedreille, R.M. Efficiency and Sustainability Analysis of the Repair and Maintenance Operations of UNS M11917 Magnesium Alloy Parts of the Aeronautical Industry Made by Intermittent Facing. Metals 2021, 11, 1035. https://doi.org/10.3390/met11071035
Fernández J, Rubio EM, Carou D, Lorente-Pedreille RM. Efficiency and Sustainability Analysis of the Repair and Maintenance Operations of UNS M11917 Magnesium Alloy Parts of the Aeronautical Industry Made by Intermittent Facing. Metals. 2021; 11(7):1035. https://doi.org/10.3390/met11071035
Chicago/Turabian StyleFernández, Jacobo, Eva María Rubio, Diego Carou, and Raquel María Lorente-Pedreille. 2021. "Efficiency and Sustainability Analysis of the Repair and Maintenance Operations of UNS M11917 Magnesium Alloy Parts of the Aeronautical Industry Made by Intermittent Facing" Metals 11, no. 7: 1035. https://doi.org/10.3390/met11071035