
Study on the Effect of Heat Treatment on Microstructures and High Temperature Mechanical Properties of Welding Spots of Hot Stamped Ultra-High Strength Steel Patchwork Blanks

Abstract
:1. Introduction
2. Methodology
3. Experimental Materials and Procedure
4. Results and Discussion
4.1. Microstructures
4.2. Hardness Profiles of Welding Spots
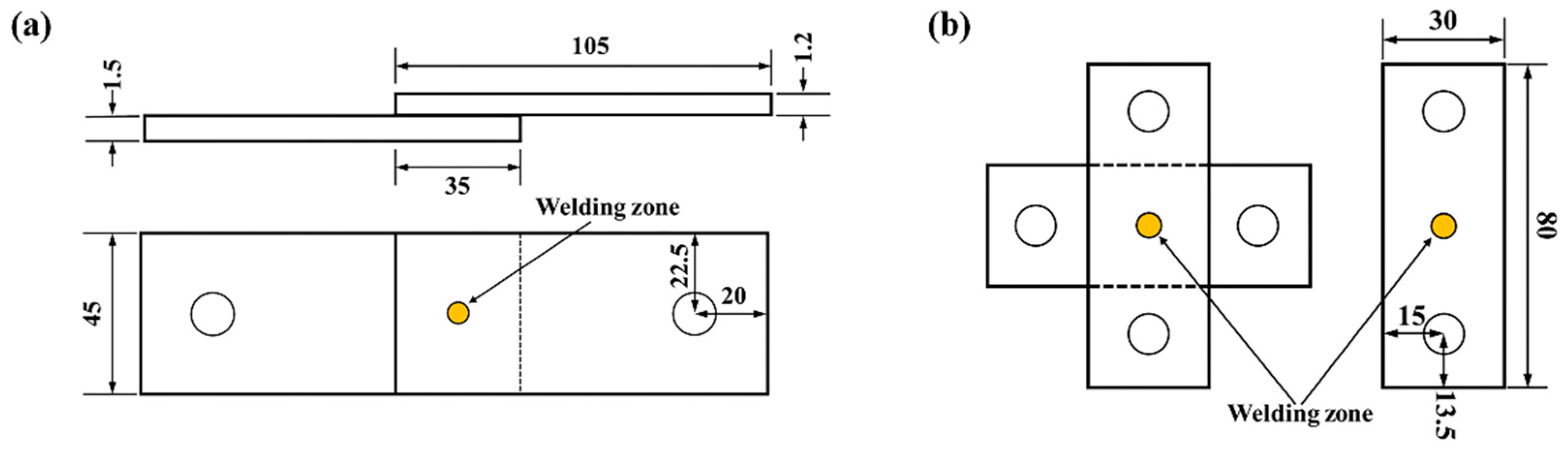
4.3. High Temperature Tensile Shear and Cross-Tensile Strength
5. Conclusions
- (1)
- Compared with the original welding spot, there was no heat-affected softening zone in the heat-treated welding spot, and the base material and fusion zone were fine uniform martensite. For the heat-treated welding spot, the hardness values of the base material, the heat-affected zone and the fusion zone all reached about 500 HV, and the hardness profile was an approximately horizontal distribution.
- (2)
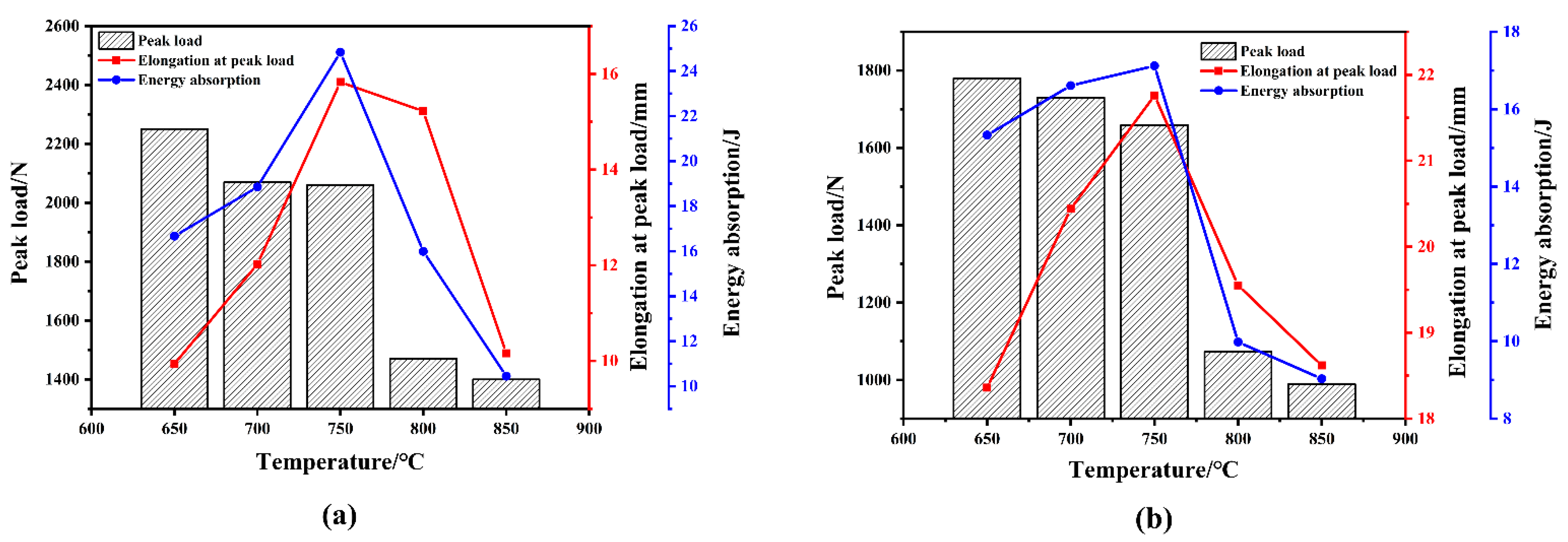
- In the high temperature tension shear and cross-tension experiments, the peak load of the welding spot decreased with the increase in forming temperature, and the decline was relatively slight at 750 °C and the displacement and energy absorption activities under peak load were larger. Therefore, it was more appropriate for patchwork blanks to be formed at about 750 °C.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tisza, M.; Czinege, I. Comparative study of the application of steels and aluminium in lightweight production of automotive parts. Int. J. Lightweight Mater. Manuf. 2018, 1, 229–238. [Google Scholar] [CrossRef]
- Caldwell, B.W.; Namouz, E.Z.; Richardson, J.L. Automotive light-weight engineering: A method for identifying lazy parts. Int. J. Veh. Des. 2013, 63, 364–368. [Google Scholar] [CrossRef]
- Hong, L.; Xin, L. The Present Situation and the development trend of new materials used in automobile lightweight. Appl. Mech. Mater. 2012, 1918, 58–62. [Google Scholar] [CrossRef]
- Rong, C.G.; Na, W.; Gui, R.Z. New materials for auto-body lightweight applications. Adv. Mater. Res. 2012, 1460, 226–230. [Google Scholar] [CrossRef]
- Yan, L.; Hai, Q.Y.; Yu, Y. Research on microstructure and properties of automobile body steel and its development trend. IOP Conf. Ser. Mater. Sci. Eng. 2018, 382. [Google Scholar] [CrossRef] [Green Version]
- Chang, Y.; Meng, Z.H.; Ying, L. Influence of hot press forming techniques on properties of vehicle high strength steels. J. Iron Steel Res. Int. 2011, 18, 59–63. [Google Scholar] [CrossRef]
- Hikida, K.; Nishibata, T.; Kikuchi, H. Static strength of hot-stamped spot welded joints: Study on spot welding tailored blank technology. Weld. Int. 2013, 31, 681–691. [Google Scholar] [CrossRef]
- Nader, M.; Ketabchi, M.; Abbasi, M. Analysis of micro-structure and mechanical properties of different high strength carbon steels after hot stamping. J. Mater. Process. Technol. 2011, 211, 1117–1125. [Google Scholar] [CrossRef]
- Turetta, A.; Bruschi, S.; Ghiotti, A. Investigation of 22MnB5 formability in hot stamping operations. J. Mater. Process. Technol. 2006, 177, 396–400. [Google Scholar] [CrossRef]
- Alexander, B.; Christopher, P.S.; Sooky, W.; Mary, A.W.; Michael, J.W. Effect of cooling rate on the high strain rate properties of boron steel. Int. J. Impact. Eng. 2010, 37, 694–702. [Google Scholar] [CrossRef]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, P.; Xu, Y. Hot stamping of high strength steel with tailored properties by two methods. Procedia Eng. 2014, 81, 1725–1730. [Google Scholar] [CrossRef] [Green Version]
- Merklein, M.; Wieland, M.; Lechner, M.; Bruschi, S.; Ghiotti, A. Hot stamping of boron steel sheets with tailored properties: A review. J. Mater. Process. Technol. 2016, 228, 11–24. [Google Scholar] [CrossRef]
- Feng, Y.; Mingtu, M. Study on the Resistance Spot Welding Technology of 22MnMoB Hot Stamping Quenched Steel. Engineering 2014, 12, 45–53. [Google Scholar] [CrossRef]
- Bai, S.J.; Wang, C. Mechanical properties and microstructure of resistance spot welded joint of hot stamping 22MnB5 boron steel. J. Beijing Univ. Technol. 2013, 39, 666–670. [Google Scholar]
- Yang, L.; Zhen, L. Microstructure and tensile-shear pro-perties of resistance spot welded 22MnMoB hot-stamping annealed steel. J. Mater. Eng. Perform. 2017, 26, 424–430. [Google Scholar] [CrossRef]
- Lu, Y.; Andrea, P.; Tim, A.; Menachem, K.; Zhang, W. Subcritical heat affected zone softening in hot-stamped boron steel during resistance spot welding. Mater. Des. 2018, 155, 170–184. [Google Scholar] [CrossRef]
- Mohamadizadeh, A.; Biro, E.; Worswick, M. spot weld strength modeling and processing maps for hot-stamping steels. Weld. Res. 2019, 98, 241–249. [Google Scholar] [CrossRef]
- Naderi, M.; Durrenberger, L.; Molinari, A.; Bleck, W. Constitutive relationships for 22MnB5 boron steel deformed isothermally at high temperatures. Mat. Sci. Eng. A 2008, 478, 130–139. [Google Scholar] [CrossRef]
- Ghassemi, A.H.; Bhat, S.; Kelley, S. Quasistatic spot weld strength of advanced highstrength sheet steels. Weld. Res. 2017, 96, 104–112. [Google Scholar]
- Pouranvari, M.; Marashi, S.P.H. Critical review of automotive steels spot welding: Process, structure and properties. Sci. Technol. Weld. Join. 2013, 18, 361–403. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ti | B | Fe |
|---|---|---|---|---|---|---|---|---|
| ≤0.25 | 0.23 | 1.2 | ≤0.02 | ≤0.01 | ≤0.20 | ≤0.30 | 0.003 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ouyang, X.; Zhang, Z.; Jia, H.; Ren, M.; Sun, Y. Study on the Effect of Heat Treatment on Microstructures and High Temperature Mechanical Properties of Welding Spots of Hot Stamped Ultra-High Strength Steel Patchwork Blanks. Metals 2021, 11, 1033. https://doi.org/10.3390/met11071033
Ouyang X, Zhang Z, Jia H, Ren M, Sun Y. Study on the Effect of Heat Treatment on Microstructures and High Temperature Mechanical Properties of Welding Spots of Hot Stamped Ultra-High Strength Steel Patchwork Blanks. Metals. 2021; 11(7):1033. https://doi.org/10.3390/met11071033
Chicago/Turabian StyleOuyang, Xiao, Zhiqiang Zhang, Hongjie Jia, Mingwen Ren, and Yaping Sun. 2021. "Study on the Effect of Heat Treatment on Microstructures and High Temperature Mechanical Properties of Welding Spots of Hot Stamped Ultra-High Strength Steel Patchwork Blanks" Metals 11, no. 7: 1033. https://doi.org/10.3390/met11071033