
Effect of Double-Pulse Characteristics on Weld Bead Formation and Mechanical Properties in Metal Inert Gas Welding

Abstract
:1. Introduction
- (i)
- We examined the relationship between the formation of fish-scale pattern and double-pulse current characteristics;
- (ii)
- Through the observation of the metallographic structure, we determined the microscopic “evidence” of the oscillation in the molten pool;
- (iii)
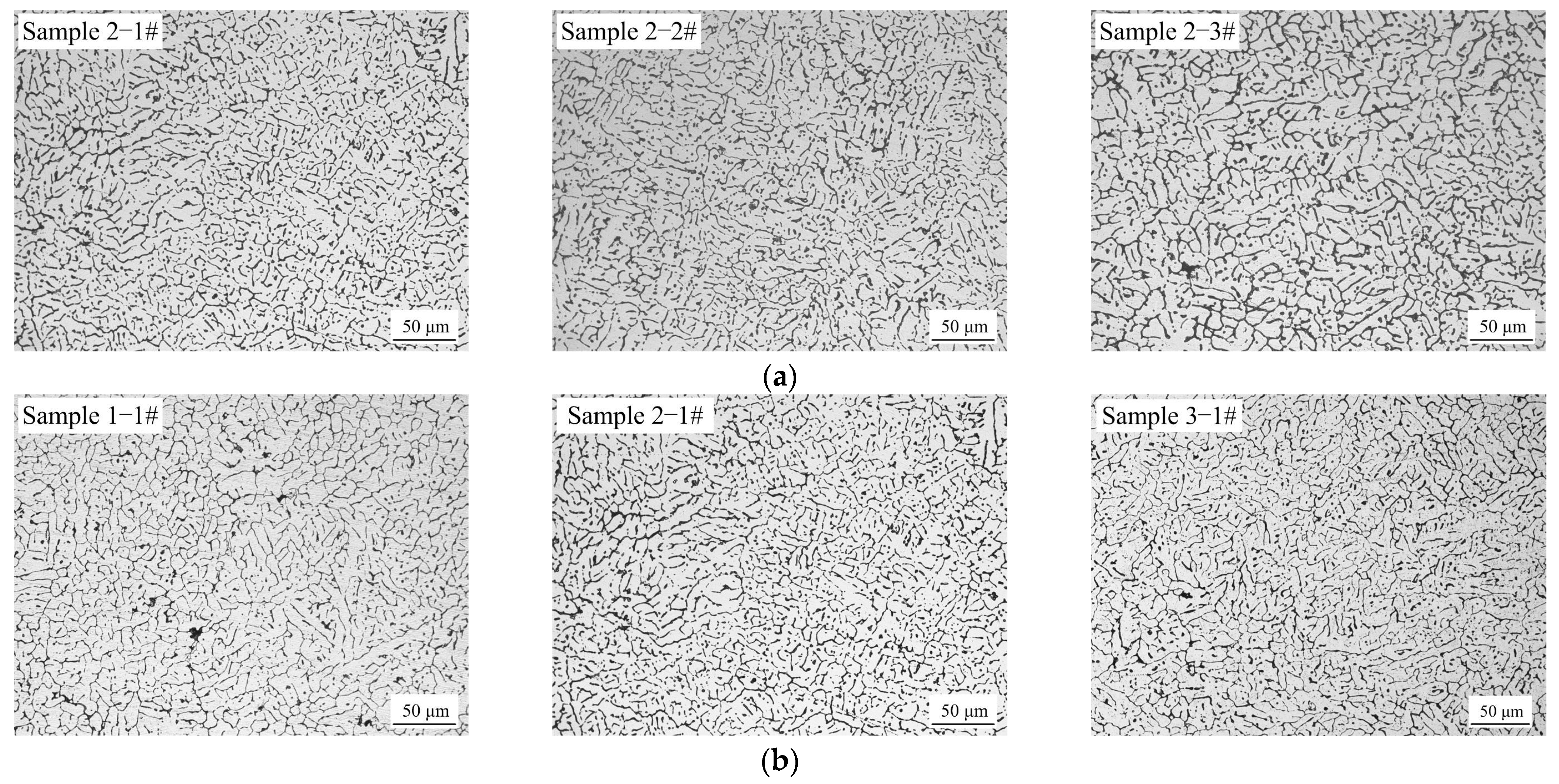
- Through the observation of the metallographic structure, the influence of the molten pool oscillation on the grain size was explored from the microscopic point of view; and
- (iv)
- By conducting a tensile test, hardness test, and electron microscope scanning of the fracture of the sample, the effect of the molten pool oscillation on the mechanical properties of the weld was explored from the macroscopic perspective.
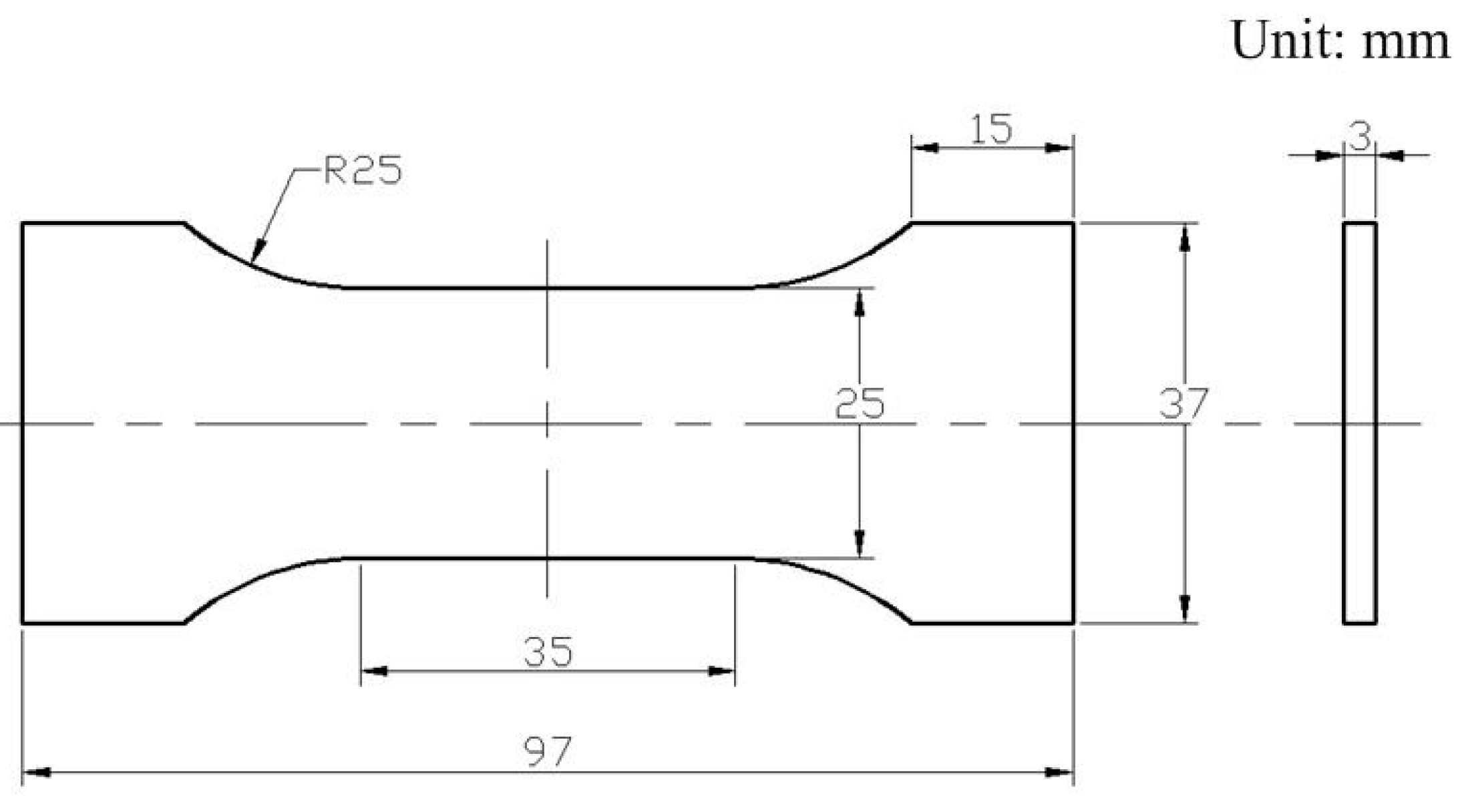
2. Materials and Methods
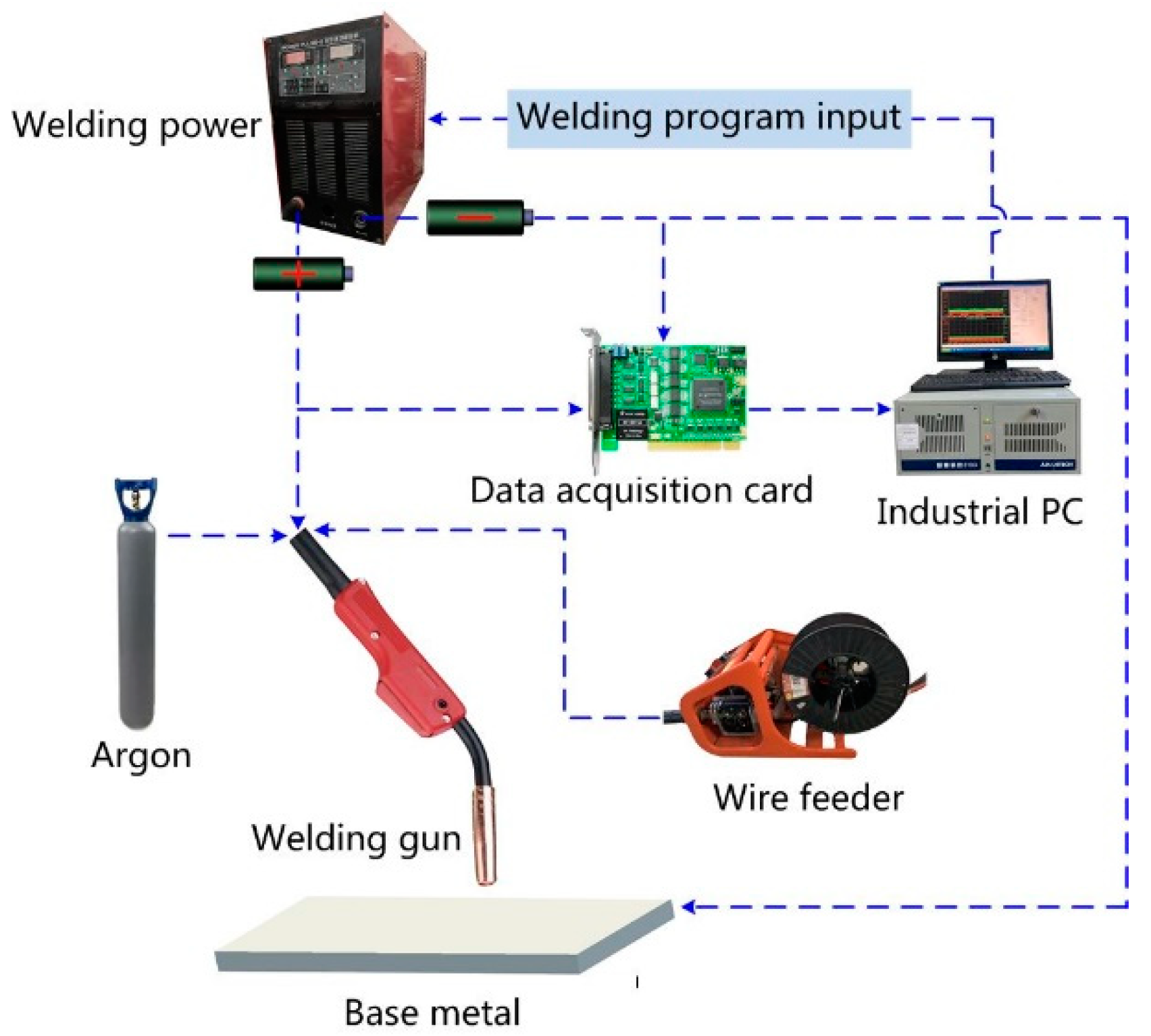
2.1. Test Materials and Equipment
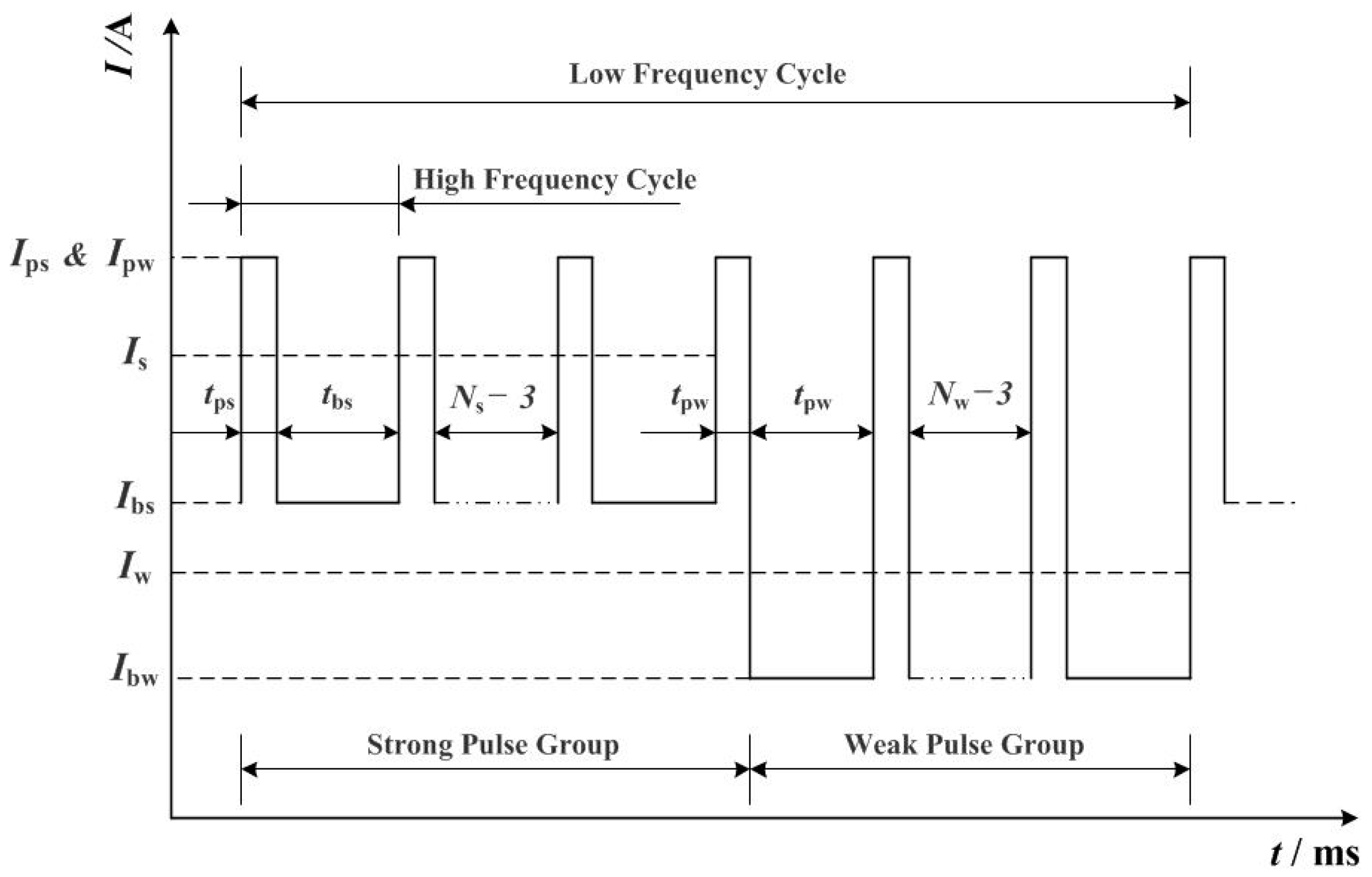
2.2. Test Conditions
3. Test Results and Analysis
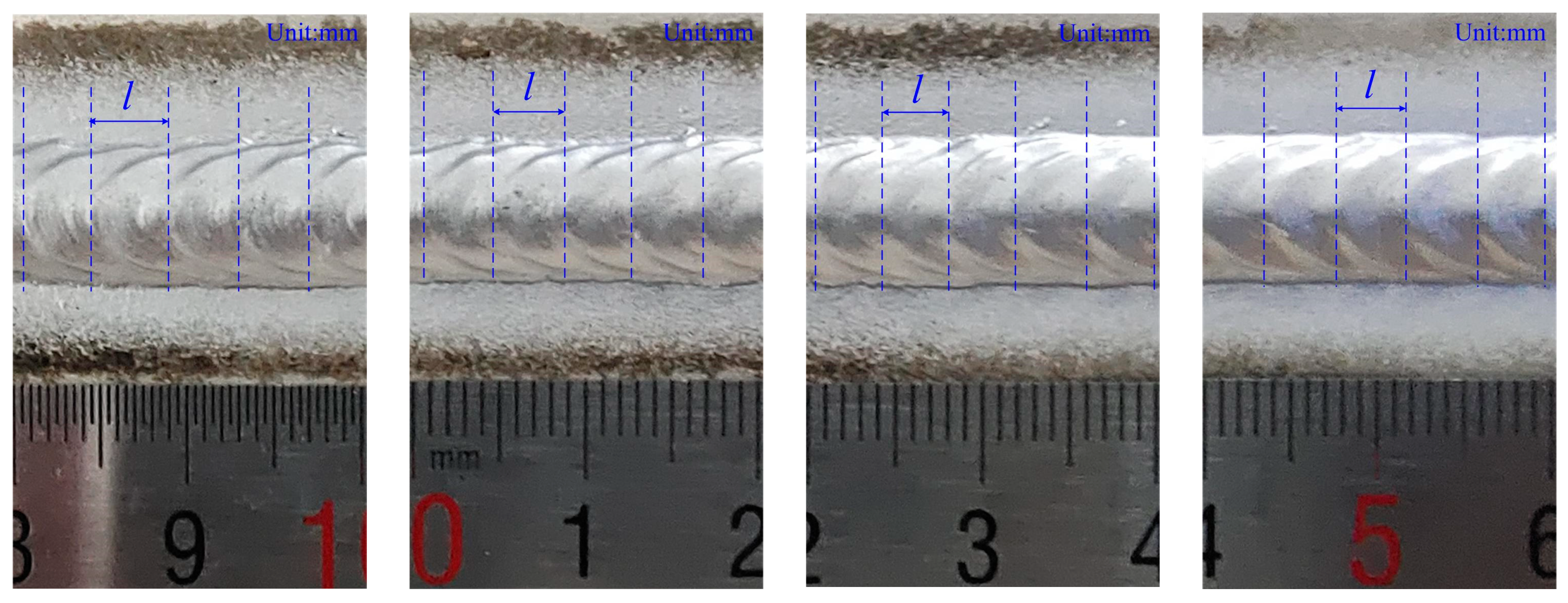
3.1. Weld Bead Appearance Analysis
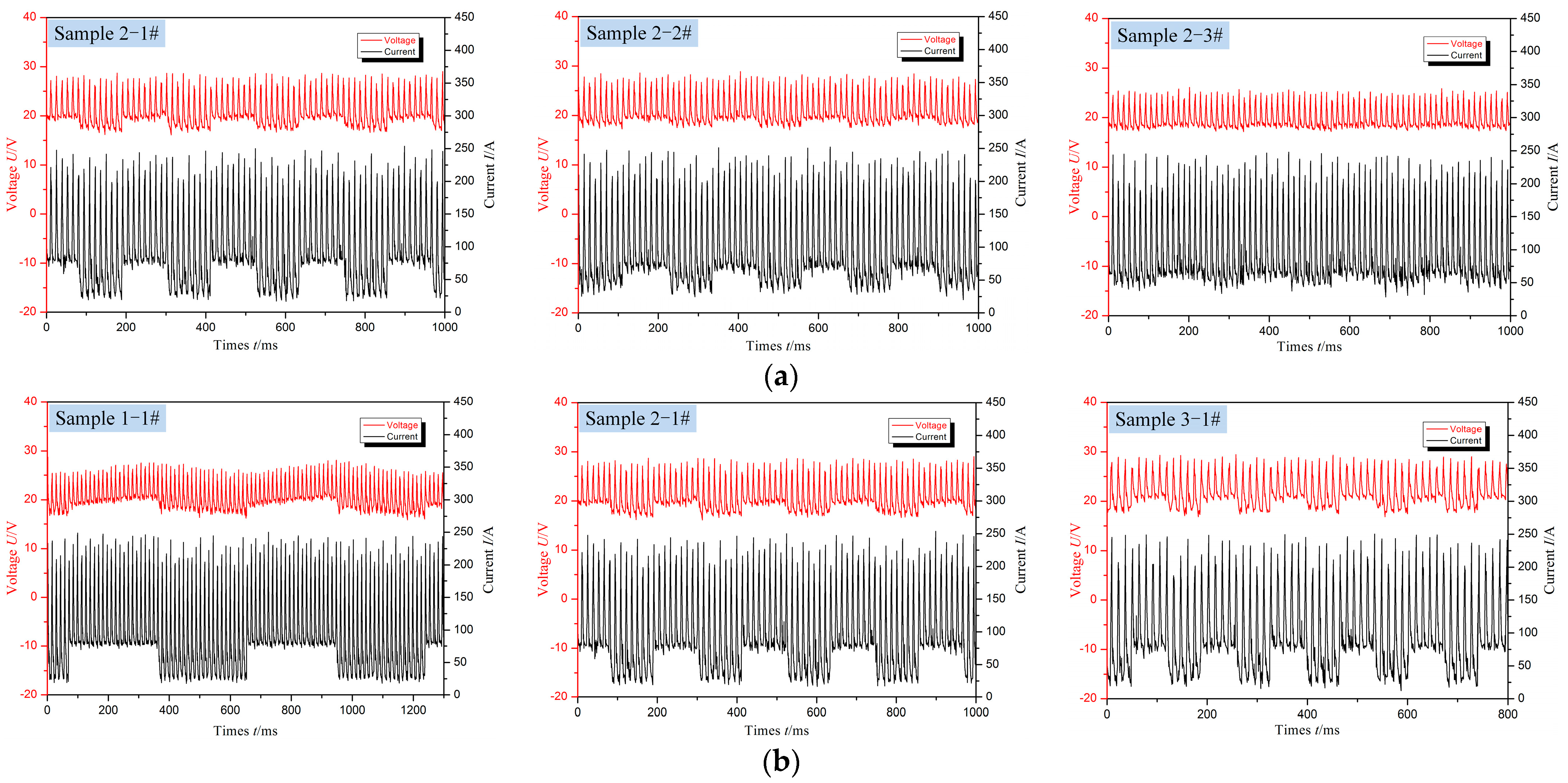
3.2. Molten Pool Oscillation Analysis
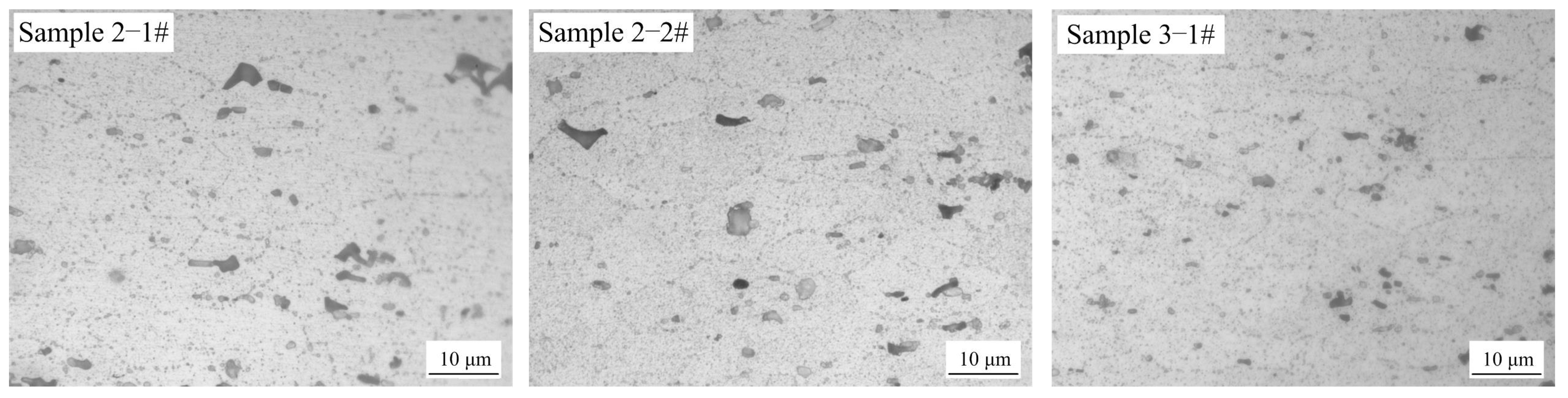
3.3. Micro-Metallographic Structure Analysis
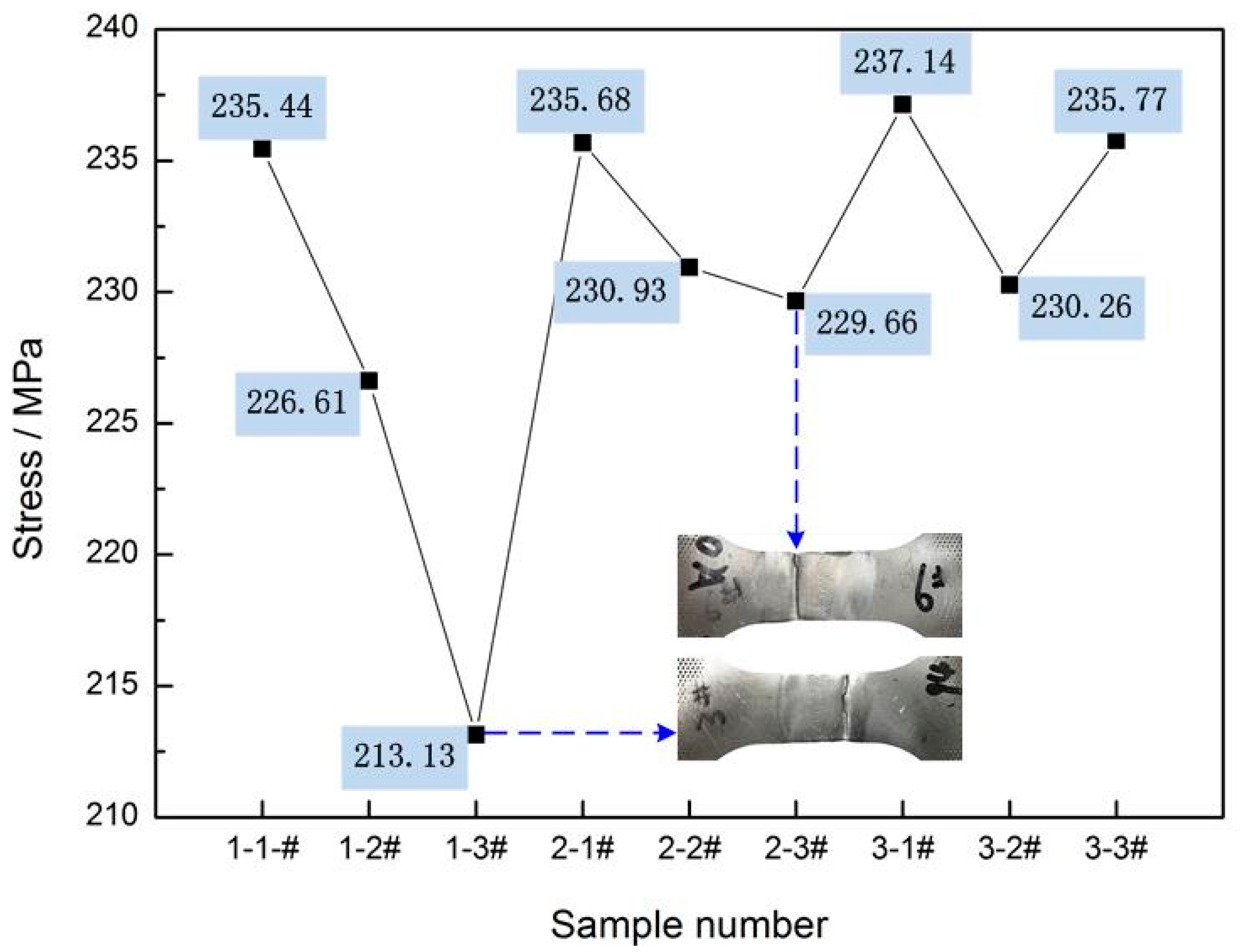
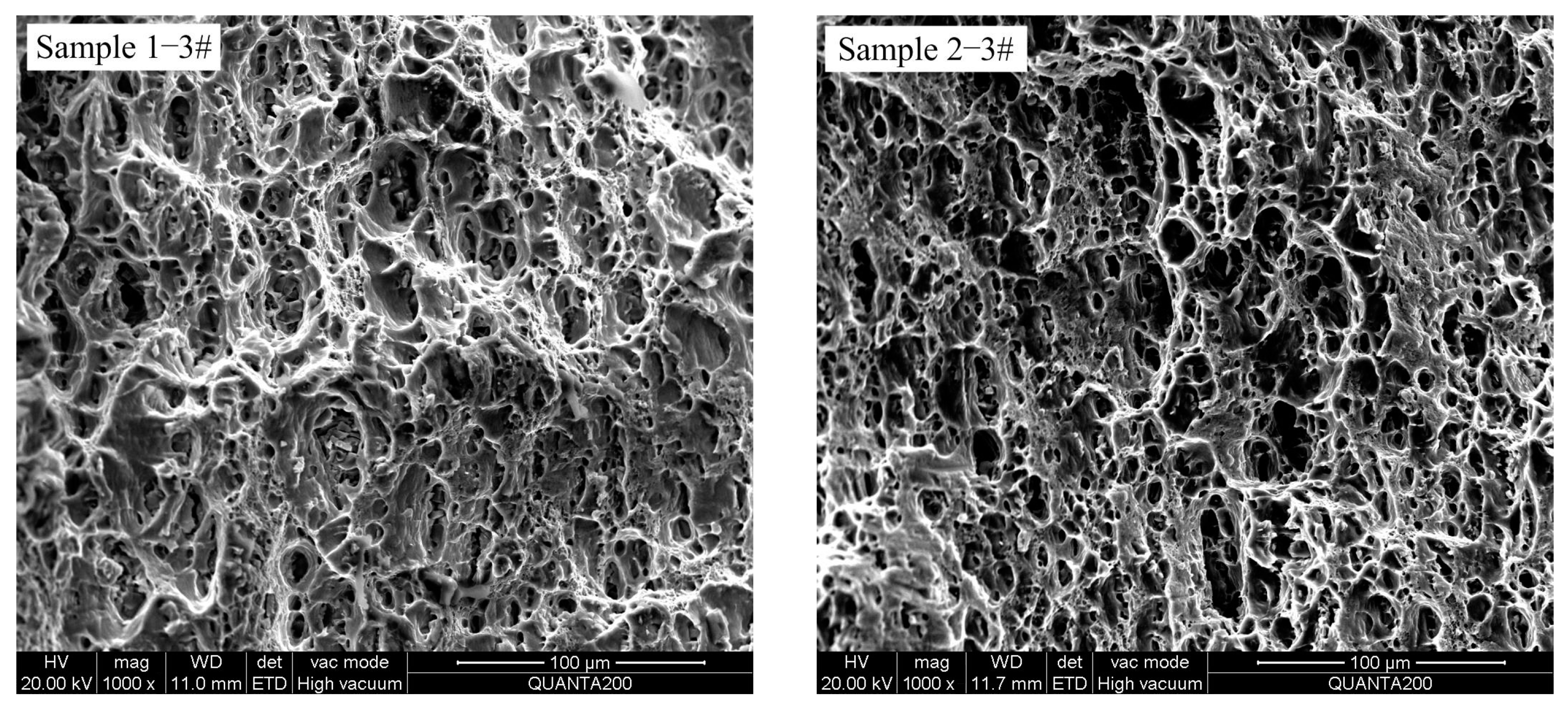
3.4. Macro-Mechanical Performance Analysis
4. Conclusions
- In double-pulse welding, a low-frequency pulse cycle corresponds to a fish-scale pattern, that is, the length “l” of the fish-scale pattern depends on the welding speed “v1” and the low-frequency of current “flow” in the double pulse characteristic. The mathematical relationship between them is l = v1 × 1/flow, and the clarity of the fish-scale depends on the base current amplitude of the strong and weak pulse groups in the double pulse characteristic.
- Increasing the base current amplitude of the strong and weak pulse groups or the low-frequency of the current in double-pulse welding can result in strong molten pool oscillation, refine the grains in the fusion zone, and improve the mechanical properties of the weld in terms of strength, hardness, and toughness. Furthermore, increasing the base current amplitude and the low-frequency of the current simultaneously within a reasonable range will achieve an ideal welding effect. In the test, the tensile strength and the greatest hardness in the fusion zone of specimen 3-1# were up to 237.14 MPa and 76.7HV, respectively.
- The strong molten pool oscillation will cause growing dendrites to be broken through shock and form a “burr-like” boundary. The boundary is at the “handover” position of two adjacent low-frequency pulse cycles.
- There was a phenomenon of coarse grains in the middle of the molten pool corresponding to the strong pulse group. However, the largest area observed was 0.40 mm × 0.30 mm, which had no evident impact on the mechanical properties based on the results of the tensile test.
Author Contributions
Funding
Conflicts of Interest
References
- Li, J.; Li, H.; Huang, C.; Xiang, T.; Ni, Y.; Wei, H. Welding process characteristics of pulse on pulse mig arc brazing of aluminum alloy to stainless steel. Int. J. Adv. Manuf. Technol. 2017, 91, 1057–1067. [Google Scholar] [CrossRef]
- Zhao, Y.; Lu, Z.; Yan, K.; Huang, L. Microstructural characterizations and mechanical properties in underwater friction stir welding of aluminum and magnesium dissimilar alloys. Mater. Des. 2015, 65, 675–681. [Google Scholar] [CrossRef]
- She, X.W.; Jiang, X.Q.; Tan, X.D.; Guo, S.F.; Tang, B.B.; Pan, F.S. Status and prospect for aluminum industrial development in China. Chin. J. Nonferrous Met. 2020, 30, 709–718. [Google Scholar]
- Hua, L.; Wei, P.F.; Hu, Z.L. Green and intelligent forming technology and its applications for high strength lightweight materials. China Mech. Eng. 2020, 31, 2753–2761. [Google Scholar]
- Mathivanan, A.; Devakumaran, K.; Kumar, A.S. Comparative study on mechanical and metallurgical properties of AA6061 aluminum alloy sheet weld by pulsed current and dual pulse gas metal arc welding processes. Mater. Manuf. Process. 2014, 29, 941–947. [Google Scholar] [CrossRef]
- Wu, W.; Xue, J.X.; Jin, L. Effect of modulating frequency in changing pulse numbers on aluminum alloy double pulsed welding. J. Manuf. Process. 2019, 40, 126–130. [Google Scholar]
- Jin, L. Study on Heat Input Control and Weld Performance of Double Pulse Metal Inter-Gas Welding. Ph.D. Thesis, South China University of Technology, Guangzhou, China, 2018. [Google Scholar]
- Liu, A.H. Investigation on Weld Formation Mechanism of DP-GMAW Welding on Al Alloy under Alternative Oscillation of High-Low Frequency Pulses. Ph.D. Thesis, Shanghai Jiao Tong University, Shanghai, China, 2014. [Google Scholar]
- Chen, C.S.; Fan, C.L.; Cai, X.Y.; Lin, S.B.; Yang, C.L. Analysis of droplet transfer, weld formation and microstructure in Al-Cu alloy bead welding joint with pulsed ulstrasonic-GMAW method. J. Mater. Process. Technol. 2019, 271, 144–151. [Google Scholar] [CrossRef]
- Wu, C.S.; Chen, M.A.; Li, S.K. Dynamic analysis of droplet growth and detachment in GMAW. Chin. J. Mech. Eng. 2006, 42, 81. [Google Scholar] [CrossRef]
- Yuan, T.; Luo, Z.; Kou, S. Grain refining of magnesium welds by arc oscillation. Acta. Mater. 2016, 116, 166–176. [Google Scholar] [CrossRef] [Green Version]
- Takai, R.; Kimura, S.; Kashiuchi, R.; Yoshida, M.; Kotaki, H. Grain refinement effects on the strain rate sensitivity and grain boundary sliding in partially solidified Al–5 wt%Mg alloy. Mater. Sci. Eng. A 2016, 667, 417–425. [Google Scholar] [CrossRef]
- Schempp, P.; Rethmeier, M. Understanding grain refinement in aluminium welding. Weld. World 2015, 59, 767–784. [Google Scholar] [CrossRef]
- Chang, Q.; Sun, D.; Gu, X.; Li, H. Microstructures and mechanical properties of metal inert-gas arc welded joints of aluminum alloy and ultrahigh strength steel using Al-Mg and Al-Cu fillers. J. Mater. Res. 2017, 32, 666–676. [Google Scholar] [CrossRef]
- Li, H.L.; Cui, Z.X.; Liu, S.X.; Ma, Q.; Yao, Y.Q.; Lei, Y.C. Acoustic-electric characteristics and process of ultrasonic-arc MIG welding of 6061 aluminum alloy. Acta Aeronaut. Astronaut. Sin. 2021. Available online: https://kns.cnki.net/kcms/detail/11.1929.V.20210202.1809.024.html (accessed on 1 February 2021).
- Shao, Y.K.; Wang, Y.X.; Yang, Z.B.; Shi, C.Y. Plasma-MIG Hybrid Welding Hot Cracking Susceptibility of 7075 Aluminum Alloy Based on Optimum of Weld Penetration. Acta Metall. Sin. 2018, 54, 547–555. [Google Scholar]
- Zhang, T.H.; Yang, Z.B.; Zhang, Z.Y.; Zhang, H.J.; Shi, C.Y. Effects of MIG welding superposition on microstructure and property of 6A01-T5 FSW joint. Trans. China Weld. Inst. 2020, 41, 81–88. [Google Scholar]
- Lei, Y.C.; Cui, Z.X.; Lu, G.Y.; Yao, Y.Q.; Zhang, X.N. Effect of arc-ultrasonic on the microstructure and properties of 6061 aluminum alloy joint with MIG welding. Trans. China Weld. Inst. 2020, 41, 33–44. [Google Scholar]
- Wu, K.Y.; Zhan, J.T.; Cao, X.W.; Zeng, M.; Ding, N. Metal transfer of aluminum alloy double-wire pulsed GMAW with a median waveform. J. Mater. Process. Technol. 2020, 286, 11676. [Google Scholar] [CrossRef]
- Wang, L.L.; Wei, H.L.; Xue, J.X.; DebRoy, T. Special features of double pulsed gas metal arc welding. J. Mater. Process. Technol. 2018, 251, 369–375. [Google Scholar] [CrossRef]
- Liu, A.H.; Tang, X.H.; Lu, F.G. Arc profile characteristics of Al alloy in double-pulsed GMAW. Int. J. Adv. Manuf. Technol. 2013, 65, 1–7. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Dorn, L.; Kulkarni, S.; Hofmann, F. Arc characteristics and behaviour of metal transfer in pulsed current GMA welding of stainless steel. J. Mater. Process. Technol. 2009, 209, 1262–1274. [Google Scholar] [CrossRef]
- Luo, Y.; Zhu, Y.; Xie, X.; Xie, X.J.; Wan, R. Study on the transient impact energy of metal droplet transfer in P-MIG welding based on acoustic emission signals analysis. Mater. Des. 2016, 90, 22–28. [Google Scholar] [CrossRef]
- Zhao, Y.Y.; Lee, P.S.; Chung, H. Effect of pulsing parameters on drop transfe dynamics and heat transfer behavior in pulsed gas metal arc welding. Int. J. Heat Mass Transf. 2019, 129, 1110–1122. [Google Scholar] [CrossRef]
- Da Silva, C.L.M.; Scotti, A. The influence of double pulse on porosity formation in aluminum GMAW. J. Mater. Process. Technol. 2006, 171, 366–372. [Google Scholar] [CrossRef]
- Yan, M.; Gao, M.; Zeng, X.Y. Study on microstructure and mechanical properties of 304 stainless steel joints by TIG, laser and laser-TIG hybrid welding. Optic. Laser. Eng. 2010, 48, 512–517. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Si | Fe | Mn | Zn | Mg | Ti | Cu | Cr | Al |
|---|---|---|---|---|---|---|---|---|---|
| AA6061 | 0.4~0.8 | 0.7 | 0.15 | 0.25 | 0.8~1.2 | - | 0.15~0.4 | 0.04~0.35 | Bal. |
| ER4043 | 4.5~6.0 | ≤0.60 | ≤0.05 | ≤0.10 | ≤0.05 | ≤0.20 | ≤0.30 | - | Bal. |
| Sample Number | flow (Hz) | Ips (A)/ tps (ms) | Ibs (A)/ tbs (ms) | Is (A) | Ipw (A)/ tpw (ms) | Ibw (A)/ tbw (ms) | Iw (A) | Is − Iw (A) | Ns:Nw | Iavg (A) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1-1# | 2 | 270/2.4 | 75/9.6 | 114 | 270/2.4 | 25/9.6 | 74 | 40 | 21:21 | 94 |
| 1-2# | 2 | 270/2.4 | 65/9.6 | 106 | 270/2.4 | 34/9.6 | 81 | 25 | 21:21 | 94 |
| 1-3# | 2 | 270/2.4 | 56/9.6 | 98.8 | 270/2.4 | 43/9.6 | 88.4 | 10 | 21:21 | 94 |
| 2-1# | 5 | 270/2.4 | 75/9.6 | 114 | 270/2.4 | 25/9.6 | 74 | 40 | 8:8 | 94 |
| 2-2# | 5 | 270/2.4 | 65/9.6 | 106 | 270/2.4 | 34/9.6 | 81 | 25 | 8:8 | 94 |
| 2-3# | 5 | 270/2.4 | 56/9.6 | 98.8 | 270/2.4 | 43/9.6 | 88.4 | 10 | 8:8 | 94 |
| 3-1# | 8 | 270/2.4 | 75/9.6 | 114 | 270/2.4 | 25/9.6 | 74 | 40 | 5:5 | 94 |
| 3-2# | 8 | 270/2.4 | 65/9.6 | 106 | 270/2.4 | 34/9.6 | 81 | 25 | 5:5 | 94 |
| 3-3# | 8 | 270/2.4 | 56/9.6 | 98.8 | 270/2.4 | 43/9.6 | 88.4 | 10 | 5:5 | 94 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Yu, X.; Xue, J. Effect of Double-Pulse Characteristics on Weld Bead Formation and Mechanical Properties in Metal Inert Gas Welding. Metals 2021, 11, 995. https://doi.org/10.3390/met11060995
Liu X, Yu X, Xue J. Effect of Double-Pulse Characteristics on Weld Bead Formation and Mechanical Properties in Metal Inert Gas Welding. Metals. 2021; 11(6):995. https://doi.org/10.3390/met11060995
Chicago/Turabian StyleLiu, Xiao, Xiaoyan Yu, and Jiaxiang Xue. 2021. "Effect of Double-Pulse Characteristics on Weld Bead Formation and Mechanical Properties in Metal Inert Gas Welding" Metals 11, no. 6: 995. https://doi.org/10.3390/met11060995