
Weldability and Damage Evaluations of Fresh-to-Aged Reformer Furnace Tubes


Abstract
:
1. Introduction
2. Materials and Experimental Section
3. Experimental Results and Discussion
3.1. Precipitate Identification
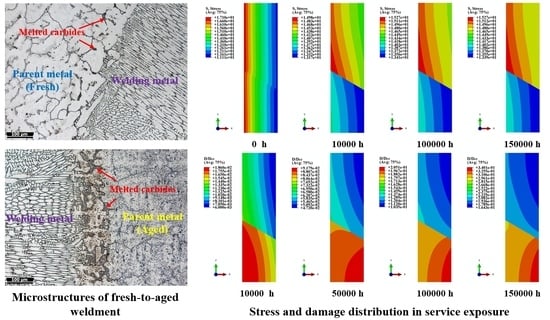
3.2. Microstructural Characterization
3.3. Tensile Properties
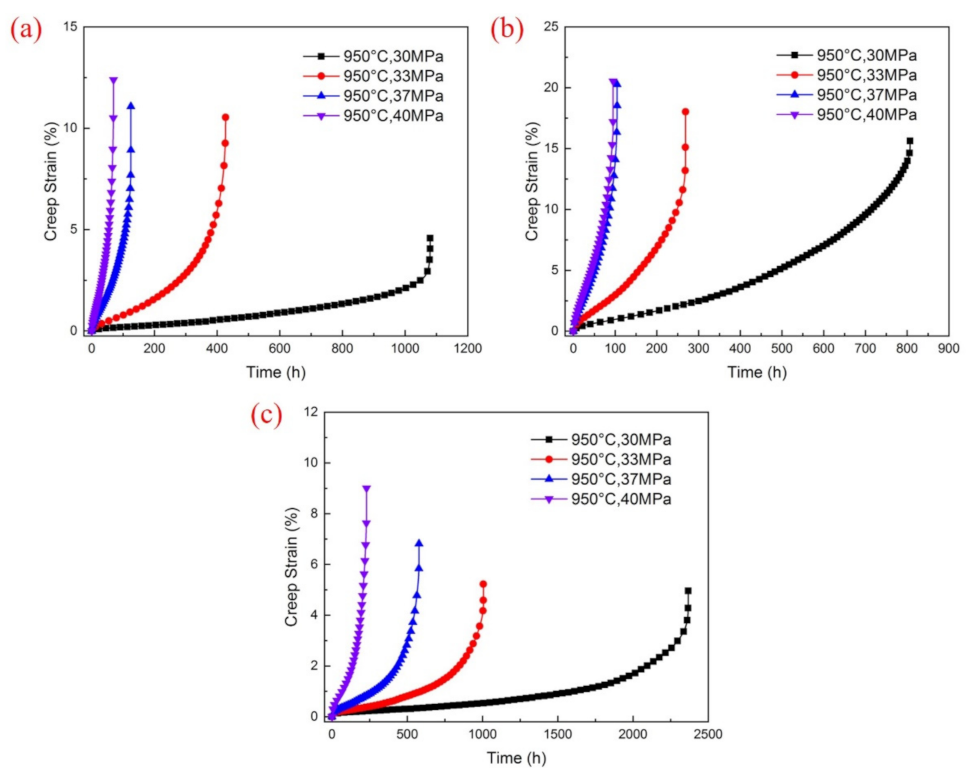
3.4. Creep Properties
4. Numerical Simulation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bonaccorsi, L.; Guglielmino, E.; Pino, R.; Servetto, C.; Sili, A. Damage analysis in Fe-Cr-Ni centrifugally cast alloy tubes for reforming furnaces. Eng. Fail. Anal. 2014, 36, 65–74. [Google Scholar] [CrossRef]
- Bahrami, A.; Taheri, P. Creep failure of reformer tubes in a petrochemical plant. Metals 2019, 9, 1026. [Google Scholar] [CrossRef] [Green Version]
- Abbasi, M.; Park, I.; Ro, Y.; Ji, Y.; Ayer, R.; Shim, J.-H. G-phase formation in twenty-years aged heat-resistant cast austenitic steel reformer tube. Mater. Charact. 2019, 148, 297–306. [Google Scholar] [CrossRef]
- API. Calculation of Heater Tube Thickness in Petroleum Refineries: API Recommended Practice 530, 3rd ed.; API: Washington, DC, USA, 1988. [Google Scholar]
- Alvino, A.; Lega, D.; Giacobbe, F.; Mazzocchi, V.; Rinaldi, A. Damage characterization in two reformer heater tubes after nearly 10 years of service at different operative and maintenance conditions. Eng. Fail. Anal. 2010, 17, 1526–1541. [Google Scholar] [CrossRef]
- Haidemenopoulos, G.N.; Polychronopoulou, K.; Zervaki, A.D.; Kamoutsi, H.; Alkhoori, S.I.; Jaffar, S.; Cho, P.; Mavros, H. Aging Phenomena during In-service creep exposure of heat-resistant steels. Metals 2019, 9, 800. [Google Scholar] [CrossRef] [Green Version]
- Gong, J.M.; Tu, S.T.; Yoon, K.B. Damage assessment and maintenance strategy of hydrogen reformer furnace tubes. Eng. Fail. Anal. 1999, 6, 143–153. [Google Scholar] [CrossRef]
- Kondrat’ev, S.Y.; Anastasiadi, G.P.; Ptashnik, A.V.; Petrov, S.N. Kinetics of the high-temperature oxidation of heat-resistant statically and centrifugally cast HP40NbTi alloys. Oxid. Met. 2019, 91, 33–53. [Google Scholar] [CrossRef]
- Silveiraa, R.; Arenas, M.P.; Pacheco, C.J.; Rocha, A.C.; Eckstein, C.B.; Bruno, A.C.; Pereira, G.R.; Almeida, L.H. Characterization of the oxide scale formed on external surface of HP reformer tubes. J. Mater. Res. Technol. 2018, 7, 578–583. [Google Scholar] [CrossRef]
- Tancret, F.; Laigo, J.; Christien, F.; Gall, R.L.; Furtado, J. Phase transformations in Fe-Ni-Cr heat-resistant alloys for reformer tube applications. Mater. Sci. Technol. 2019, 34, 1333–1343. [Google Scholar] [CrossRef]
- Almeida, L.H.D.; Ribeiro, A.F.; May, I.L. Microstructural characterization of modified 25Cr-35Ni centrifugally cast steel furnace tubes. Mater. Charact. 2003, 49, 219–229. [Google Scholar] [CrossRef]
- Andrade, A.; Bolfarini, C.; Ferreira, L.; Vilar, A.; Filho, C.S.; Bonazzi, L. Influence of niobium addition on the high temperature mechanical properties of a centrifugally cast HP alloy. Mater. Sci. Eng. A. 2015, 628, 176–180. [Google Scholar] [CrossRef]
- Attarian, M.; Taheri, A.K.; Jalilvand, S.; Habibi, A. Microstructural and failure analysis of welded primary reformer furnace tube made of HP-Nb micro alloyed heat resistant steel. Eng. Fail. Anal. 2016, 68, 32–51. [Google Scholar] [CrossRef]
- Abbasi, M.; Park, I.; Ro, Y.; Nam, J.; Ji, Y.; Kim, J.; Ayer, R. Microstructural evaluation of welded fresh-to-aged reformer tubes used in hydrogen production plants. Eng. Fail. Anal. 2018, 92, 368–377. [Google Scholar] [CrossRef]
- Fuyang, C.-M.; Zhu, R.; Zhang, P.-P.; Guo, X.-F.; Li, H.; Geng, L.-Y.; Gong, J.-M. Feasibility assessment of local repairment for reformer furnace tubes in service exposure. Int. J. Pres. Ves. Pip. 2020, 179, 104032. [Google Scholar] [CrossRef]
- Fuyang, C.-M.; Chen, J.-Y.; Shao, B.; Zhou, Y.; Gong, J.-M.; Guo, X.-F.; Jiang, Y. Effect of microstructural evolution in thermal exposure on mechanical properties of HP40Nb alloy. Int. J. Pres. Ves. Pip. 2021, 191, 104391. [Google Scholar] [CrossRef]
- Mostafaei, M.; Shamanian, M.; Purmohamad, H.; Amini, M.; Saatchi, A. Microstructural degradation of two cast heat resistant reformer tubes after long term service exposure. Eng. Fail. Anal. 2011, 18, 164–171. [Google Scholar] [CrossRef]
- Tomków, J.; Janeczek, A. Underwater in situ local heat treatment by additional stitches for improving the weldability of steel. Appl. Sci. 2020, 10, 1823. [Google Scholar] [CrossRef] [Green Version]
- Tomków, J.; Janeczek, A.; Rogalski, G.; Wolski, A. Underwater local cavity welding of S460N steel. Materials 2020, 13, 5535. [Google Scholar] [CrossRef] [PubMed]
- Mostafaei, M.; Shamanian, M.; Purmohamad, H.; Amini, M. Increasing weldability of service-aged reformer tubes by partial solution annealing. J. Mater. Eng. Perform. 2016, 25, 1291–1303. [Google Scholar] [CrossRef]
- Bhaumik, S.; Rangaraju, R.; Parameswara, M.; Bhaskaran, T.; Venkataswamy, M.; Raghuram, A.; Krishnan, R. Failure of reformer tube of an ammonia plant. Eng. Fail. Anal. 2002, 9, 553–561. [Google Scholar] [CrossRef]
- Branza, T.; Deschaux-Beaume, F.; Sierra, G.; Lours, P. Study and prevention of cracking during weld-repair of heat-resistant cast steels. J. Mater. Process. Technol. 2009, 209, 536–547. [Google Scholar] [CrossRef] [Green Version]
- Kachanov, L.M. Rupture time under creep condition. Izvestia Akademi Nauk SSSR Otd. Tekhn Nauk. 1958, 8, 26–31. [Google Scholar]
- Rabotnov, Y.N. Creep Problems in Structural Members; Elsevier (North Holland Publishing, Co.): Amsterdam, The Netherlands, 1969. [Google Scholar]
- Hayhurst, D. Creep rupture under multi-axial states of stress. J. Mech. Phys. Solids. 1972, 20, 381–382. [Google Scholar] [CrossRef]
- Liu, Y. A Localized Creep Damage Theory and Its Application to Creep Crack Growth; Southwestern Jiaotong University: Chengdu, China, 1990. (In Chinese) [Google Scholar]
- Liu, Y.; Murakami, S. Damage localization of conventional creep damage models and proposition of a new model for creep damage analysis. JSME Int. J. 1998, 41, 57–65. [Google Scholar] [CrossRef] [Green Version]
- Othman, A.M.; Hayhurst, D.R.; Dyson, B.F. Skeletal point stresses in circumferentially notched tension bars undergoing tertiary creep modeled with physically based constitutive equations. Proc. R. Soc. Lond. A 1993, 441, 343–358. [Google Scholar]
- Kowalewski, Z.L.; Hayhurst, D.R.; Dyson, B.F. Mechanisms-based creep constitutive equations for an aluminium alloy. J. Strain. Anal. Eng. Des. 1994, 29, 309–316. [Google Scholar] [CrossRef]
- Perrin, I.J.; Hayhurst, D.R. Creep constitutive equations for a 0.5Cr-0.5Mo-0.25V ferritic steel in the temperature range 600 °C to 675 °C. J. Strain Anal. Eng Des. 1996, 31, 299–314. [Google Scholar] [CrossRef]
- Dyson, B. Use of CDM in materials modeling and component creep life prediction. J. Pres. Ves. Technol. ASME. 2000, 122, 281–296. [Google Scholar] [CrossRef]
- Larson, F.R.; Miller, J. A time-temperature relationship for rupture and creep stress. Trans. ASME 1952, 74, 765–771. [Google Scholar]
- Burke, K.E. Chemical extraction of refractory inclusions from iron- and nickel-base alloys. Metallography 1975, 8, 473–488. [Google Scholar] [CrossRef]
- Shi, S.; Lippold, J.C. Microstructure evolution during service exposure of two cast, heat-resisting stainless steels—HP-Nb modified and 20-32Nb. Mater. Charact. 2008, 59, 1029–1040. [Google Scholar] [CrossRef]
- Dessolier, T.; McAuliffe, T.; Hamer, W.J.; Hermse, C.G.M.; Britton, T.B. Effect of high temperature service on the complex through-wall microstructure of centrifugally cast HP40 reformer tube. Mater. Charact. 2021, 111070. [Google Scholar] [CrossRef]
- Chen, Q.Z.; Thomas, C.W.; Knowles, D.M. Characterisation of 20Cr32Ni1Nb alloys in as-cast and ex-service conditions by SEM, TEM and EDX. Mater. Sci. Eng. A 2004, 374, 398–408. [Google Scholar] [CrossRef]
- Soares, G.D.D.A.; Almeida, L.H.D.; Silveira, T.L.D.; May, I.L. Niobium additions in HP heat-resistant cast stainless steels. Mater. Charact. 1992, 29, 387–396. [Google Scholar] [CrossRef]
- Guo, X.; Jia, X.; Gong, J.; Geng, L.; Tang, J.; Jiang, Y.; Ni, Y.; Yang, X. Effect of long-term aging on microstructural stabilization and mechanical properties of 20Cr32Ni1Nb steel. Mater. Sci. Eng. A 2017, 690, 62–70. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Ni | Cr | Nb | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| HP40Nb TIG 35CW | 0.45 0.41 | 34.13 34.95 | 25.47 25.12 | 0.70 1.28 | 1.35 1.49 | 1.03 1.30 | 0.029 0.025 | 0.008 0.006 | Bal. Bal. |
| Temperature/°C | 900 | 910 | 920 | 930 | 940 | 950 | 990 |
|---|---|---|---|---|---|---|---|
| Time/h | 3 × 104 1.2 × 105 2.5 × 105 | 1.5 × 104 8 × 104 1.5 × 105 | 1 × 104 5 × 104 1 × 105 | 6000 3 × 104 6 × 104 | 4000 2 × 104 4 × 104 | 3000 1.2 × 104 2.4 × 104 | 500 2000 4000 |
| Temperature (°C) | Condition | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| 20 | As-cast alloy | 248.35 | 500.46 | 26.67 |
| Aged alloy | 258.39 | 490.69 | 4.17 | |
| Welded joint | 369.32 | 496.97 | 2.50 | |
| 950 | As-cast alloy | 87.12 | 108.34 | 36.55 |
| Aged alloy | 68.44 | 102.42 | 43.37 | |
| Welded joint | 92.17 | 119.29 | 21.05 |
| Material | B | n | A | υ | g | ρ | φ | α | Dcr |
|---|---|---|---|---|---|---|---|---|---|
| As-cast alloy Aged alloy | 8.18 × 10−20 1.75 × 10−22 | 9.22 11.91 | 2.14 × 10−15 8.24 × 10−15 | 7.65 7.62 | 0.92 0.88 | 0.18 0.06 | 2.9 3.8 | 0.25 0.25 | 0.477 0.357 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fuyang, C.; Zhou, Y.; Shao, B.; Zhang, T.; Guo, X.; Gong, J.; Wang, X. Weldability and Damage Evaluations of Fresh-to-Aged Reformer Furnace Tubes. Metals 2021, 11, 900. https://doi.org/10.3390/met11060900
Fuyang C, Zhou Y, Shao B, Zhang T, Guo X, Gong J, Wang X. Weldability and Damage Evaluations of Fresh-to-Aged Reformer Furnace Tubes. Metals. 2021; 11(6):900. https://doi.org/10.3390/met11060900
Chicago/Turabian StyleFuyang, Chengming, Yang Zhou, Bing Shao, Tianyu Zhang, Xiaofeng Guo, Jianming Gong, and Xiaowei Wang. 2021. "Weldability and Damage Evaluations of Fresh-to-Aged Reformer Furnace Tubes" Metals 11, no. 6: 900. https://doi.org/10.3390/met11060900