
Effect of Cutting Parameters and Tool Geometry on the Performance Analysis of One-Shot Drilling Process of AA2024-T3

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Thrust Force
3.2. Surface Roughness, Burr Formation, and Hole Surface Damage Analysis
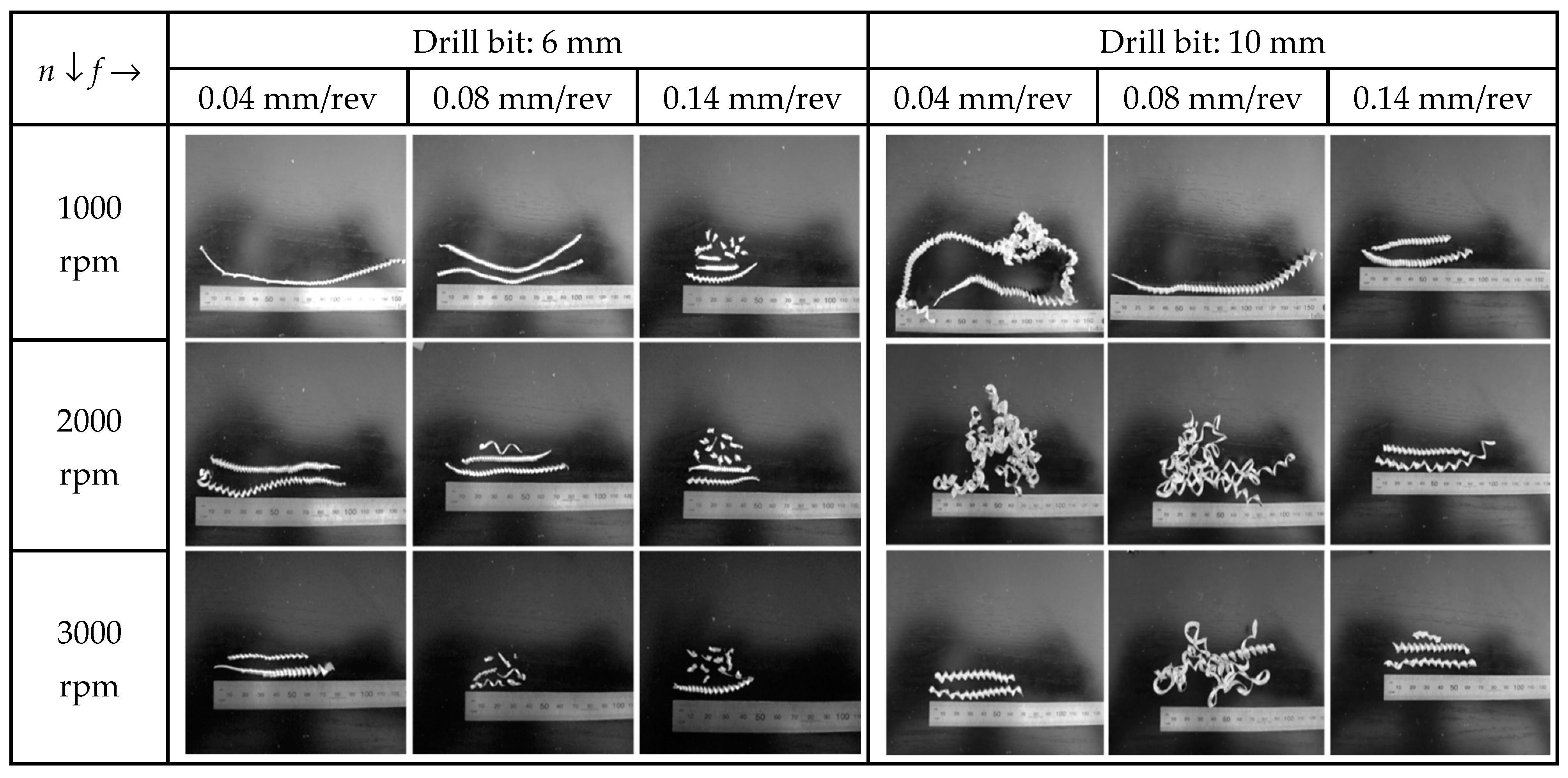
3.3. Chip Analysis and Tool Condition
4. Conclusions
- The thrust force was affected more with the increase in feed rate, while the impact of spindle speed on thrust force was found insignificant. Therefore, the percentage contributions of feed rate, drill size, and spindle speed on thrust force were 67.33%, 29.53%, and 0.81%, respectively.
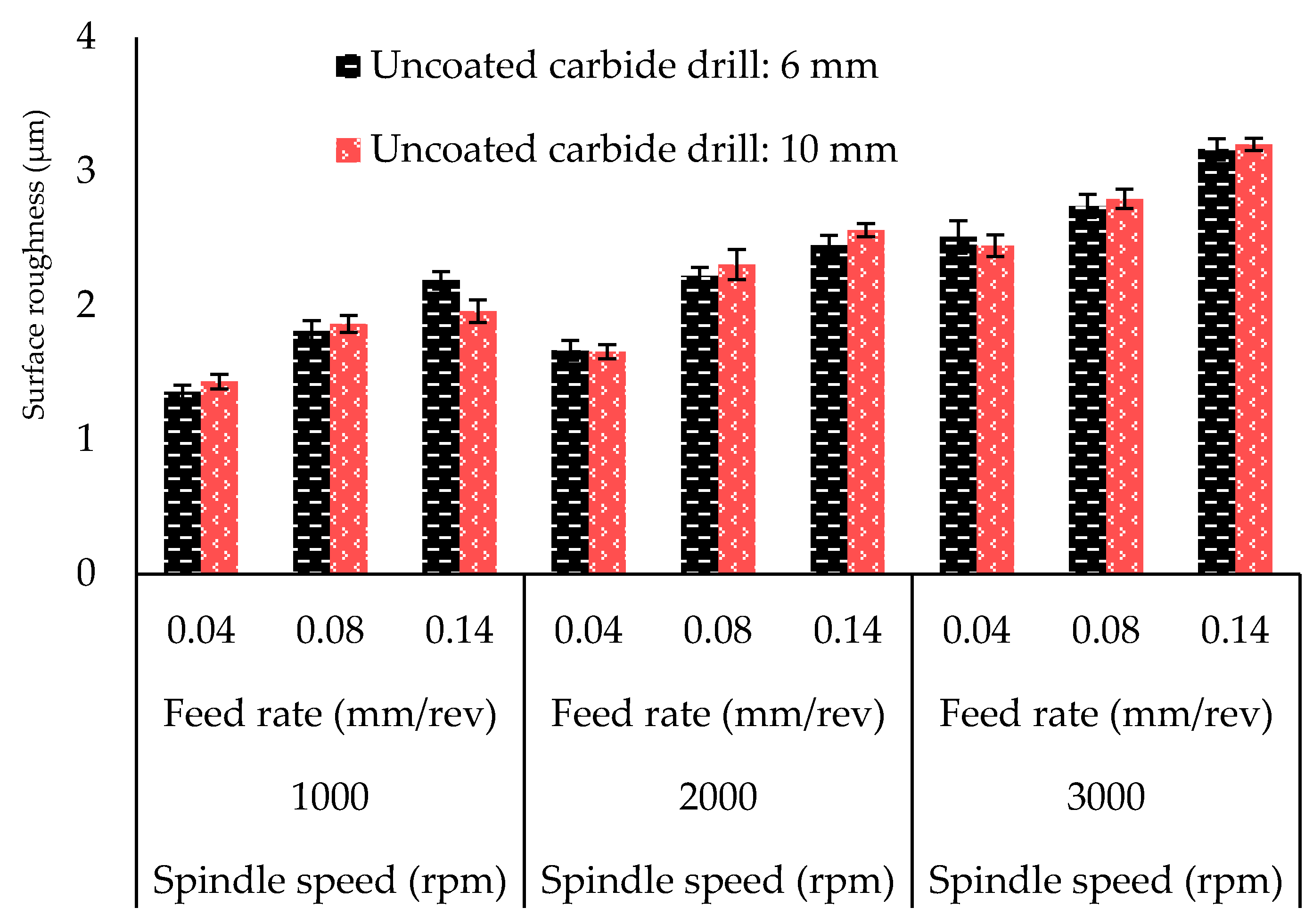
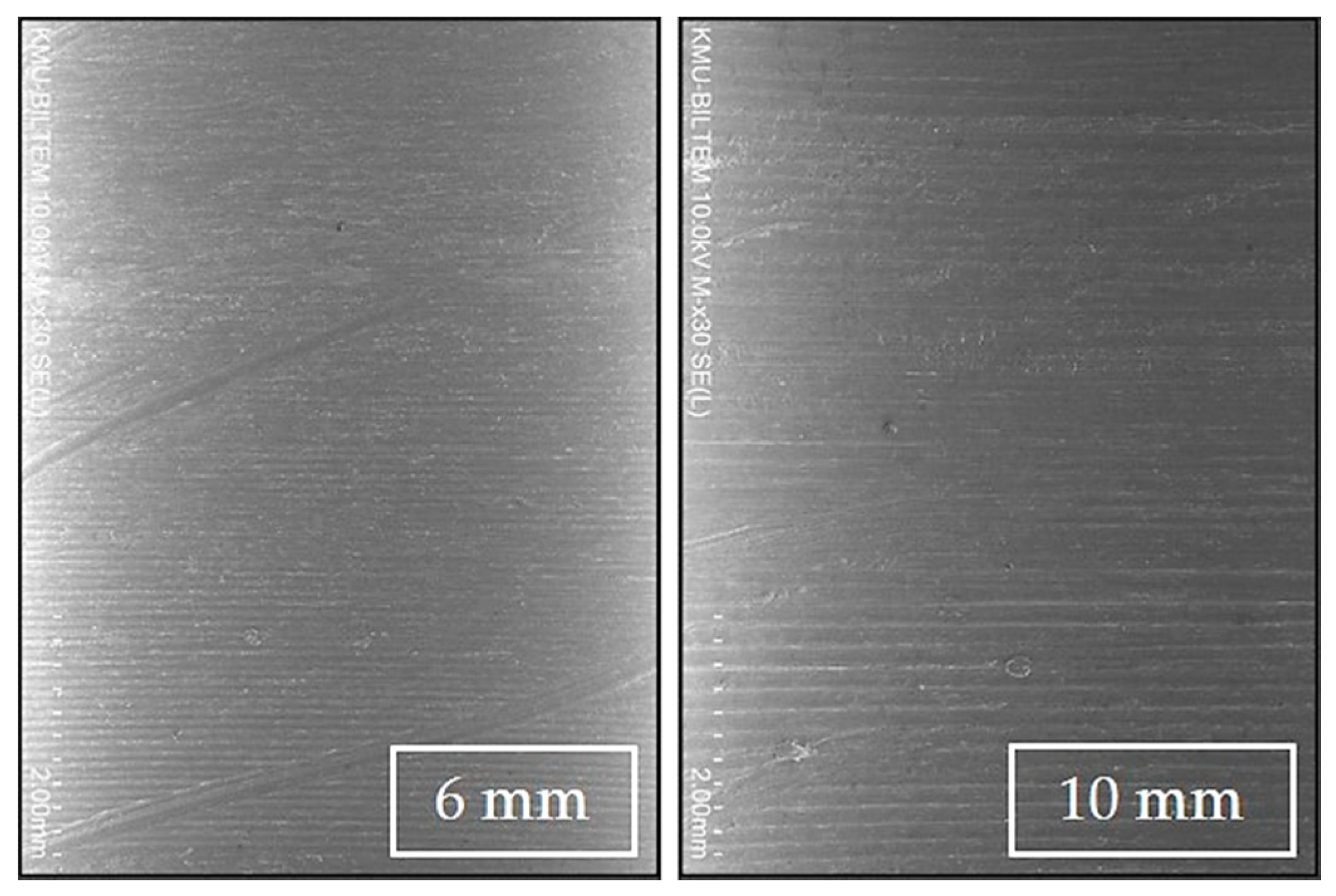
- The surface roughness increased with the increase in spindle speed and feed rate. The spindle speed had an impact of 65.29%, following the feed rate which had a percentage contribution of 32.72%, while the drill size had insignificant influence with a contribution of only 0.01%.
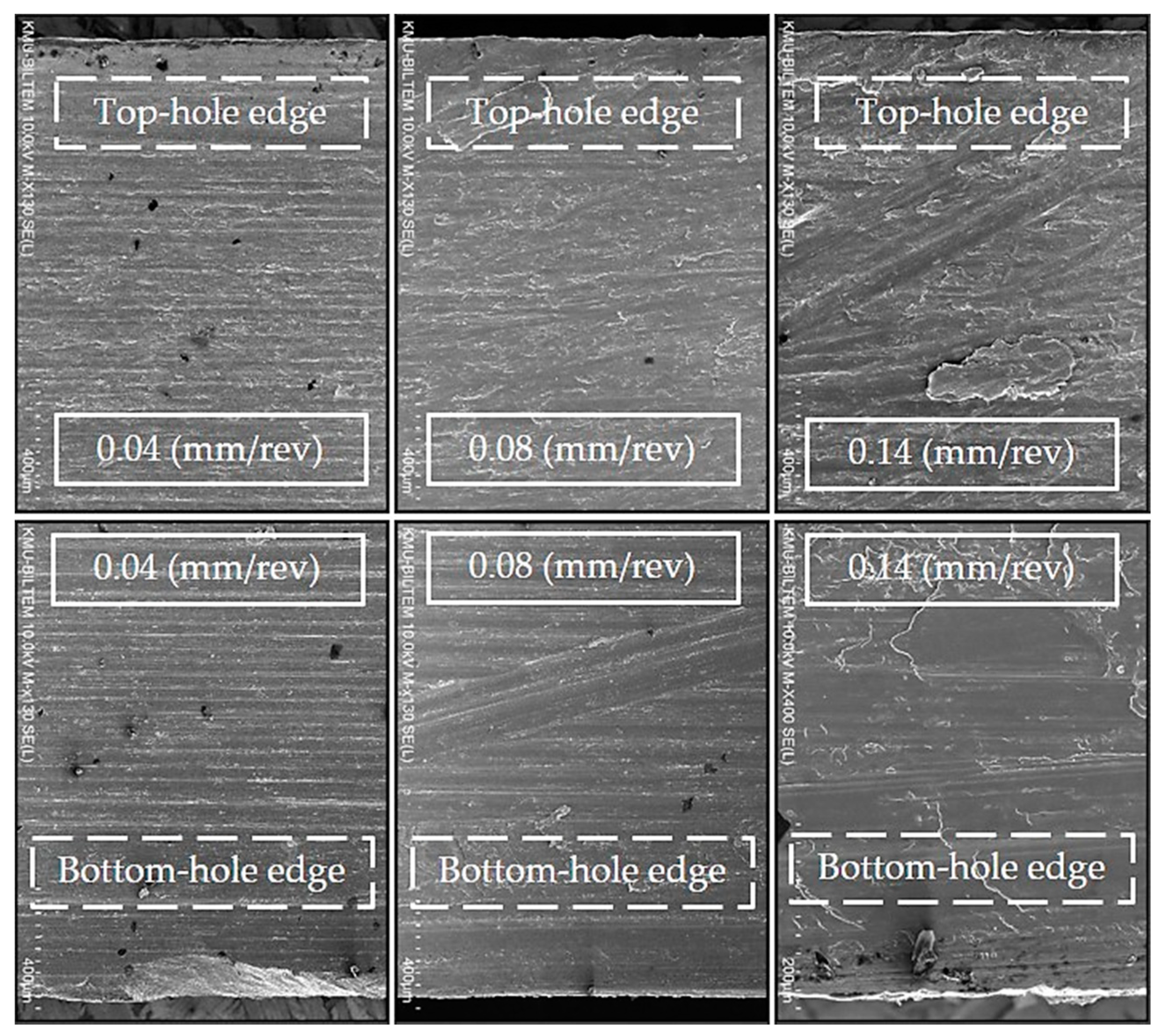
- Both spindle speed and feed rate were influential on burrs formation; however, more burrs were formed with an increased feed rate. Furthermore, it was revealed that entry holes had fewer burrs than holes formed at the exit side.
- The 10 mm size tool covered a large cutting area and produced chips with high thickness, thus generating high thrust force compared to the 6 mm size tool. The high chip thickness resulted in high built-up edges on the drill bits because the small drill size enabled easy chip evacuation and breaking due to the short chip size. The large built-up edge should be avoided for high-quality holes.
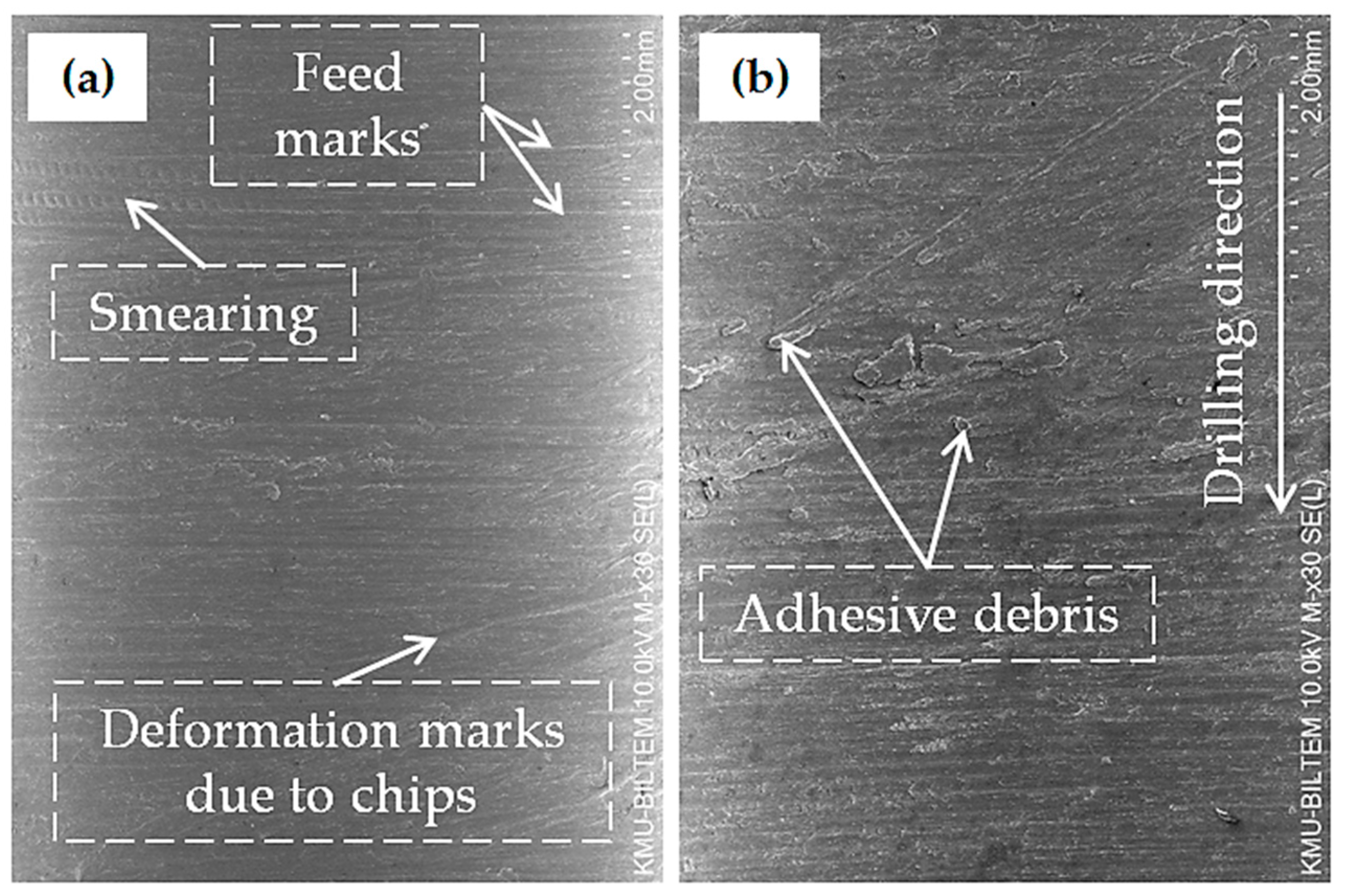
- Both the drill sizes resulted in feed marks, chip debris, deformation due to chip adhesion, and smearing on the hole walls of AA2024-T3.
- The study could be further extended to assess other important hole metrics such as deviation of the hole from nominal size, circularity, cylindricity, and perpendicularity. Moreover, drill bits with coatings and other geometric parameters should be used for further improvement of the holes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| ANOVA | Analysis of Variance |
| BUE | Built-up edge |
| SEM | Scan electron microscope |
| D | Drill diameter |
| f | Feed rate |
| n | Spindle speed |
| Ra | Surface roughness |
| Fz | Thrust force |
| Vc | Cutting speed |
References
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Vafadar, A. A review: Drilling performance and hole quality of aluminium alloys for aerospace applications. J. Mater. Res. Technol. 2020, 9, 12484–12500. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Nosrati, A. Recent advances in drilling of carbon fiber–reinforced polymers for aerospace applications: A review. Int. J. Adv. Manuf. Technol. 2019, 105, 2289–2308. [Google Scholar] [CrossRef]
- Tolouei-Rad, M.; Aamir, M. Analysis of the Performance of Drilling Operations for Improving Productivity. In Drilling; Tolouei-Rad, M., Ed.; IntechOpen: London, UK, 2021; Available online: https://www.intechopen.com/online-first/analysis-of-the-performance-of-drilling-operations-for-improving-productivity (accessed on 16 April 2021).
- Olvera, D.; de Lacalle, L.N.L.; Urbikain, G.; Lamikiz, A.; Rodal, P.; Zamakona, I. Hole making using ball helical milling on titanium alloys. Mach. Sci. Technol. 2012, 16, 173–188. [Google Scholar] [CrossRef]
- Al-Tameemi, H.A.; Al-Dulaimi, T.; Awe, M.O.; Sharma, S.; Pimenov, D.Y.; Koklu, U.; Giasin, K. Evaluation of Cutting-Tool Coating on the Surface Roughness and Hole Dimensional Tolerances during Drilling of Al6061-T651 Alloy. Materials 2021, 14, 1783. [Google Scholar] [CrossRef] [PubMed]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A.; Koklu, U.; Keeble, W. Evaluation of the Surface Defects and Dimensional Tolerances in Multi-Hole Drilling of AA5083, AA6061, and AA2024. Appl. Sci. 2021, 11, 4285. [Google Scholar] [CrossRef]
- Zhao, H. Predictive Models for Forces, Power and Hole Oversize in Drilling Operations. Doctoral Dissertation, The University of Melbourne, Victoria, Australia, 1994. [Google Scholar]
- Aamir, M.; Tu, S.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Optimization and modeling of process parameters in multi-hole simultaneous drilling using taguchi method and fuzzy logic approach. Materials 2020, 13, 680. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Aamir, M.; Tu, S.; Giasin, K.; Tolouei-Rad, M. Multi-hole simultaneous drilling of aluminium alloy: A preliminary study and evaluation against one-shot drilling process. J. Mater. Res. Technol. 2020, 9, 3994–4006. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Machinability of Al2024, Al6061, and Al5083 alloys using multi-hole simultaneous drilling approach. J. Mater. Res. Technol. 2020, 9, 10991–11002. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Vafadar, A.; Raja, M.N.A.; Giasin, K. Performance Analysis of Multi-Spindle Drilling of Al2024 with TiN and TiCN Coated Drills Using Experimental and Artificial Neural Networks Technique. Appl. Sci. 2020, 10, 8633. [Google Scholar] [CrossRef]
- Sarikaya, M.; Gupta, M.K.; Tomaz, I.; Danish, M.; Mia, M.; Rubaiee, S.; Jamil, M.; Pimenov, D.Y.; Khanna, N. Cooling techniques to improve the machinability and sustainability of light-weight alloys: A state-of-the-art review. J. Manuf. Process. 2021, 62, 179–201. [Google Scholar] [CrossRef]
- Bhowmick, S.; Alpas, A.T. Minimum quantity lubrication drilling of aluminium–silicon alloys in water using diamond-like carbon coated drills. Int. J. Mach. Tools Manuf. 2008, 48, 1429–1443. [Google Scholar] [CrossRef]
- Osman, M.; Tamin, N.; Ahmad, M.; Rahman, M.A.; Wahid, M.; Maidin, N.; Bakar, M.A.; Azahar, A. Effect of cutting parameters on surface roughness in dry drilling of AISI D2 tool steel by using Taguchi method. J. Adv. Manuf. Technol. 2018, 12, 535–546. [Google Scholar]
- Reddy, A.S.; Kumar, G.V.; Thirupathaiah, C. Influence of the cutting parameters on the hole diameter accuracy and the thrust force in drilling of aluminium alloys. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 6442–6450. [Google Scholar]
- Kushnoore, S.; Noel, D.; Kamitkar, N.; Satishkumar, M. Experimental investigations on thrust, torque and circularity error in drilling of aluminium alloy (Al6061). Am. J. Mech. Ind. Eng. 2016, 1, 96–102. [Google Scholar]
- Gunay, M.; Yasar, N.; Korkmaz, M.E. Optimization of Drilling Parameters for Thrust Force in Drilling of AA7075 Alloy. In Proceedings of the International Conference on Engineering and Natural Sciences, Sarajevo, Bosnia and Herzegovina, 24–28 May 2016. [Google Scholar]
- Sreenivasulu, R.; Rao, C.S. Optimum combination of machining parameters during drilling of Aluminium 7075 alloys using Grey based Taguchi approach. J. Mech. Energy Eng. 2020, 4, 227–238. [Google Scholar] [CrossRef]
- Kyratsis, P.; Markopoulos, A.P.; Efkolidis, N.; Maliagkas, V.; Kakoulis, K. Prediction of thrust force and cutting torque in drilling based on the response surface methodology. Machines 2018, 6, 24. [Google Scholar] [CrossRef] [Green Version]
- Balaji, M.; Rao, K.V.; Rao, N.M.; Murthy, B. Optimization of drilling parameters for drilling of TI-6Al-4V based on surface roughness, flank wear and drill vibration. Measurement 2018, 114, 332–339. [Google Scholar] [CrossRef]
- Abdelhafeez, A.; Soo, S.; Aspinwall, D.; Dowson, A.; Arnold, D. Burr formation and hole quality when drilling titanium and aluminium alloys. Procedia CIRP 2015, 37, 230–235. [Google Scholar] [CrossRef]
- Pena, B.; Aramendi, G.; Rivero, A.; de Lacalle, L.N.L. Monitoring of drilling for burr detection using spindle torque. Int. J. Mach. Tools Manuf. 2005, 45, 1614–1621. [Google Scholar] [CrossRef]
- Rodríguez, A.; Calleja, A.; de Lacalle, L.L.; Pereira, O.; Rubio-Mateos, A.; Rodríguez, G. Drilling of CFRP-Ti6Al4V stacks using CO2-cryogenic cooling. J. Manuf. Process. 2021, 64, 58–66. [Google Scholar] [CrossRef]
- Rivero, A.; de Lacalle, L.L.; Penalva, M.L. Tool wear detection in dry high-speed milling based upon the analysis of machine internal signals. Mechatronics 2008, 18, 627–633. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Feasibility of tool configuration and the effect of tool material, and tool geometry in multi-hole simultaneous drilling of Al2024. Int. J. Adv. Manuf. Technol. 2020, 111, 861–879. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.Y. Machining of Polymer Composites; Springer: Boston, MA, USA, 2009. [Google Scholar]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K. Multi-spindle drilling of Al2024 alloy and the effect of TiAlN and TiSiN-coated carbide drills for productivity improvement. Int. J. Adv. Manuf. Technol. 2021. ahead-of-print. [Google Scholar] [CrossRef]
- Giasin, K.; Hodzic, A.; Phadnis, V.; Ayvar-Soberanis, S. Assessment of cutting forces and hole quality in drilling Al2024 aluminium alloy: Experimental and finite element study. Int. J. Adv. Manuf. Technol. 2016, 87, 2041–2061. [Google Scholar] [CrossRef]
- Zhu, Z.; Guo, K.; Sun, J.; Li, J.; Liu, Y.; Zheng, Y.; Chen, L. Evaluation of novel tool geometries in dry drilling aluminium 2024-T351/titanium Ti6Al4V stack. J. Mater. Process. Technol. 2018, 259, 270–281. [Google Scholar] [CrossRef]
- Hanif, M.I.; Aamir, M.; Ahmed, N.; Maqsood, S.; Muhammad, R.; Akhtar, R.; Hussain, I. Optimization of facing process by indigenously developed force dynamometer. Int. J. Adv. Manuf. Technol. 2019, 100, 1893–1905. [Google Scholar] [CrossRef]
- Hanif, M.I.; Aamir, M.; Muhammad, R.; Ahmed, N.; Maqsood, S. Design and development of low cost compact force dynamometer for cutting forces measurements and process parameters optimization in turning applications. Int. J. Innov. Sci. 2015, 3, 306–3016. [Google Scholar]
- Köklü, U. Influence of the process parameters and the mechanical properties of aluminum alloys on the burr height and the surface roughness in dry drilling. Mater. Tehnol. 2012, 46, 103–108. [Google Scholar]
- Shetty, N.; Herbert, M.A.; Shetty, D.S.; Vijay, G.; Shetty, R.; Shivamurthy, B. Experimental investigation in drilling of carbon fiber reinforced polymer composite using HSS and solid carbide drills. Int. J. Curr. Eng. Technol. 2015, 5, 313–320. [Google Scholar]
- Uddin, M.; Basak, A.; Pramanik, A.; Singh, S.; Krolczyk, G.M.; Prakash, C. Evaluating hole quality in drilling of Al 6061 alloys. Materials 2018, 11, 2443. [Google Scholar] [CrossRef] [Green Version]
- Liu, K.; Li, J.; Sun, J.; Zhu, Z.; Meng, H. Investigation on chip morphology and properties in drilling aluminum and titanium stack with double cone drill. Int. J. Adv. Manuf. Technol. 2018, 94, 1947–1956. [Google Scholar] [CrossRef]
- Yazman, Ş.; Gemı, L.; Uludağ, M.; Akdemır, A.; Uyaner, M.; Dişpinar, D. Correlation Between Machinability and Chip Morphology of Austempered Ductile Iron. J. Test. Eval. 2017, 46, 1012–1021. [Google Scholar] [CrossRef]
- Astakhov, V.P. Tribology of Metal Cutting; Elsevier Ltd.: Oxford, UK, 2006; Volume 52. [Google Scholar]
- Administration, I.; Group, E.P.; Heginbotham, W.; Gogia, S. Metal cutting and the built-up nose. Proc. Inst. Mech. Eng. 1961, 175, 892–917. [Google Scholar]
- Zitoune, R.; Krishnaraj, V.; Collombet, F. Study of drilling of composite material and aluminium stack. Compos. Struct. 2010, 92, 1246–1255. [Google Scholar] [CrossRef]
- Pramanik, A.; Islam, M.; Basak, A.; Littlefair, G. Machining and tool wear mechanisms during machining titanium alloys. Adv. Mater. Res. 2013, 651, 338–343. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cutting Parameters | Output Parameters | Ref. |
|---|---|---|---|
| Al6061, Al6351, Al7075 | n = 90, 200, 250, 400 (rpm) f = 0.15, 0.2, 0.3, 0.36 (mm/rev) Point angle = 90°, 118° HSS drill bit D = 10 (mm) | Hole size, Thrust force | [16] |
| Al6061 | n = 1000, 2000, 3000 (rpm) f = 100, 120, 150 (mm/min) D = 6, 8, 10 (mm) | Thrust force, Torque, Circularity error | [17] |
| Al7075 | Vc = 40, 80, 120 (m/min) f = 0.05, 0.1, 0.15 (mm/rev) Point angle =120°, 130°, 140° | Thrust force | [18] |
| Al7075 | n = 465, 695, 795 (rpm) f = 18, 20, 26 mm/min Clearance angle = 4°, 6°, 8° Point angle = 100°, 110°, 118° D = 8, 10, 12 (mm) HSS drill bit | Burr height, Thrust force, Surface roughness, Circularity error | [19] |
| Al7075 | Vc = 50, 100, 150 (m/min) f = 0.15, 0.2, 0.25 (mm/rev) D = 8, 10, 12 (mm) Carbide drill bit | Thrust force, Torque | [20] |
| TI-6Al-4V | n = 600, 800, 1000 (rpm) f = 10, 12, 14 (mm/min) Helix angle = 25°, 30° D = 10 mm Carbide drill bit | Surface roughness, flank wear, and drill vibration | [21] |
| Ti-6Al-4V Al7010 Al2024. | Vc = 10, 20, 30 (m/min) f = 0.07, 0.14, 0.21 (mm/rev) D = 6.35 mm Carbide twist drills | Burr size, Hole size and circularity | [22] |
| Specification/Description | ||||
|---|---|---|---|---|
| Type | Twist drill |  | Twist drill |  |
| Material | Uncoated carbide | Uncoated carbide | ||
| Number of flutes | 02 | 02 | ||
| Point angle | 140° | 140° | ||
| Helix angle | 30° | 30° | ||
| Drill diameter | 6 mm | 10 mm | ||
| Overall length | 66 mm | 70 mm | ||
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Model | 13 | 219,473 | 99.85% | 219,473 | 16,882.5 | 199.83 | 0 |
| n | 2 | 1791 | 0.81% | 1791 | 895.5 | 10.6 | 0.025 |
| f | 2 | 147,992 | 67.33% | 147,992 | 73,995.8 | 875.84 | 0 |
| D | 1 | 64,908 | 29.53% | 64,908 | 64,908 | 768.27 | 0 |
| 2-Way Interactions | 8 | 4782 | 2.18% | 4782 | 597.8 | 7.08 | 0.038 |
| n × f | 4 | 566 | 0.26% | 566 | 141.6 | 1.68 | 0.315 |
| n × D | 2 | 103 | 0.05% | 103 | 51.3 | 0.61 | 0.588 |
| f × D | 2 | 4113 | 1.87% | 4113 | 2056.6 | 24.34 | 0.006 |
| Error | 4 | 338 | 0.15% | 338 | 84.5 | - | - |
| Total | 17 | 219,811 | 100.00% | - | - | - | - |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Model | 13 | 5.09143 | 99.39% | 5.09143 | 0.39165 | 50.3 | 0.001 |
| n | 2 | 3.34469 | 65.29% | 3.34469 | 1.67235 | 214.8 | 0 |
| f | 2 | 1.67586 | 32.72% | 1.67586 | 0.83793 | 107.63 | 0 |
| D | 1 | 0.00061 | 0.01% | 0.00061 | 0.00061 | 0.08 | 0.793 |
| 2-Way Interactions | 8 | 0.07026 | 1.37% | 0.07026 | 0.00878 | 1.13 | 0.486 |
| n × f | 4 | 0.05686 | 1.11% | 0.05686 | 0.01421 | 1.83 | 0.287 |
| n × D | 2 | 0.00704 | 0.14% | 0.00704 | 0.00352 | 0.45 | 0.665 |
| f × D | 2 | 0.00637 | 0.12% | 0.00637 | 0.00319 | 0.41 | 0.689 |
| Error | 4 | 0.03114 | 0.61% | 0.03114 | 0.00779 | - | - |
| Total | 17 | 5.12257 | 100.00% | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Ud Din, I.; Hanif, M.I.; Kuklu, U.; Pimenov, D.Y.; Ikhlaq, M. Effect of Cutting Parameters and Tool Geometry on the Performance Analysis of One-Shot Drilling Process of AA2024-T3. Metals 2021, 11, 854. https://doi.org/10.3390/met11060854
Aamir M, Giasin K, Tolouei-Rad M, Ud Din I, Hanif MI, Kuklu U, Pimenov DY, Ikhlaq M. Effect of Cutting Parameters and Tool Geometry on the Performance Analysis of One-Shot Drilling Process of AA2024-T3. Metals. 2021; 11(6):854. https://doi.org/10.3390/met11060854
Chicago/Turabian StyleAamir, Muhammad, Khaled Giasin, Majid Tolouei-Rad, Israr Ud Din, Muhammad Imran Hanif, Ugur Kuklu, Danil Yurievich Pimenov, and Muhammad Ikhlaq. 2021. "Effect of Cutting Parameters and Tool Geometry on the Performance Analysis of One-Shot Drilling Process of AA2024-T3" Metals 11, no. 6: 854. https://doi.org/10.3390/met11060854