
Investigation of the Correlation between Initial Microstructure and Critical Current Density of Nb-46.5 wt%Ti Superconducting Material


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Processes for Plastic Deformation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sequence | 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
|---|---|---|---|---|---|---|---|---|
| Process | Groove Rolling | 1st Heat Treatment | Groove Rolling | 2nd Heat Treatment | 1st Drawing | 3rd Heat Treatment | 2nd Drawing | |
| Hot rolling (strain 2.0) or ECAP (strain 2.0) [16] | Diameter change | × | - | 1.5 mm → 5.2 mm | - | 9.0 mm → 3.5 mm | - | 3.5 mm → 1.2 mm |
| Accumulated strain | × | - | ≒ 2.12 | - | ≒ 1.89 | - | ≒ 2.51 | |
| Specimen condition | NbTi rod | ← | ← | ← | Monowire (Cu tube + Nb tube + NbTi rod) | |||
| Hot rolling (strain 0.7) [17] | Diameter change | 20 mm → 15 mm | - | 15 mm → 8.4 mm | - | 17 mm → 6.4 mm | - | 6.4 mm → 1.0 mm |
| Accumulated strain | ≒ 0.58 | - | ≒ 1.15 | - | ≒ 1.95 | - | ≒ 3.66 | |
| Specimen condition | NbTi rod | ← | ← | ← | Monowire (Cu tube + Nb tube + NbTi rod) | |||
2.3. Material Characterization
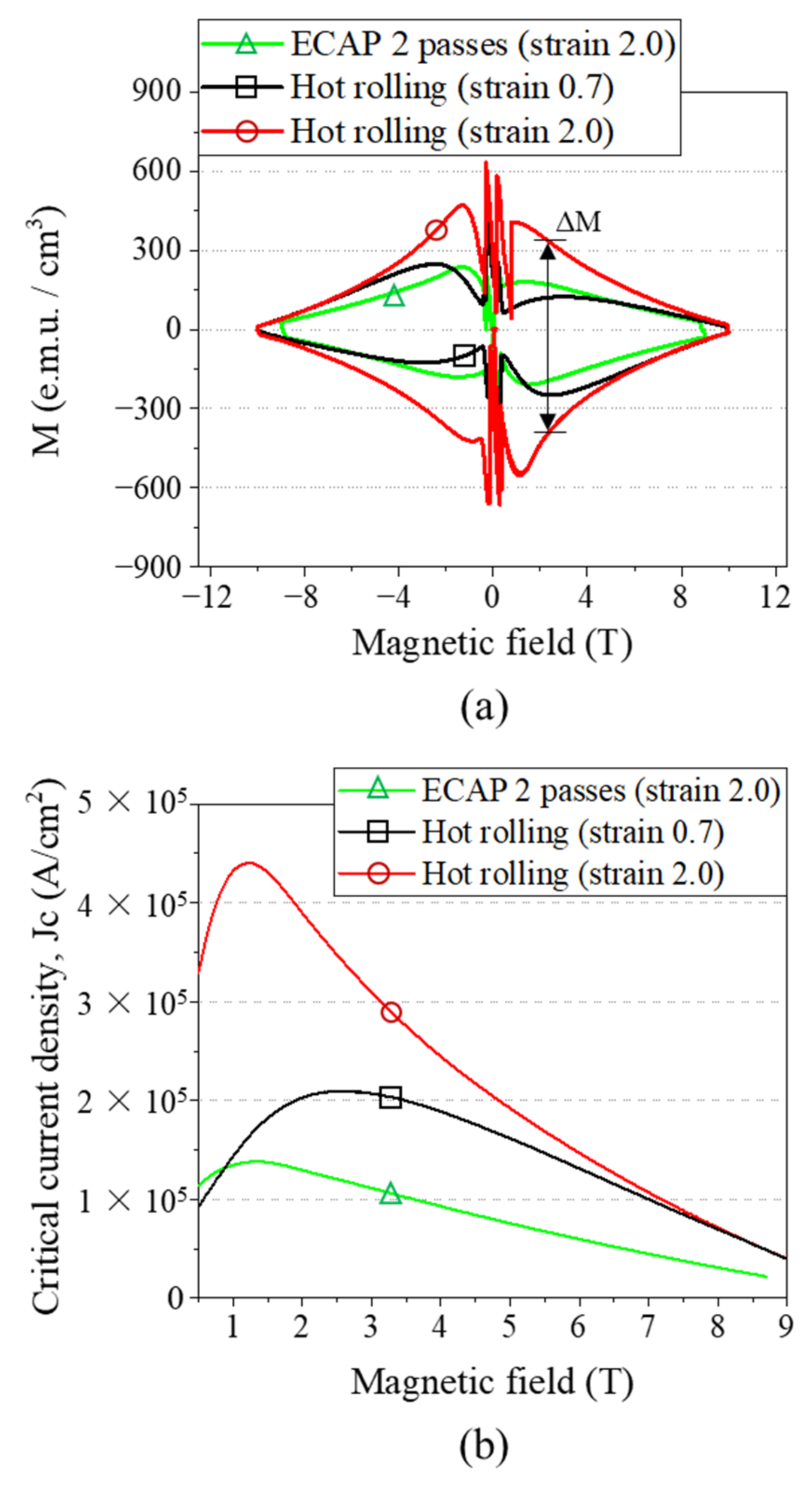
3. Results
3.1. Analysis of OM Images
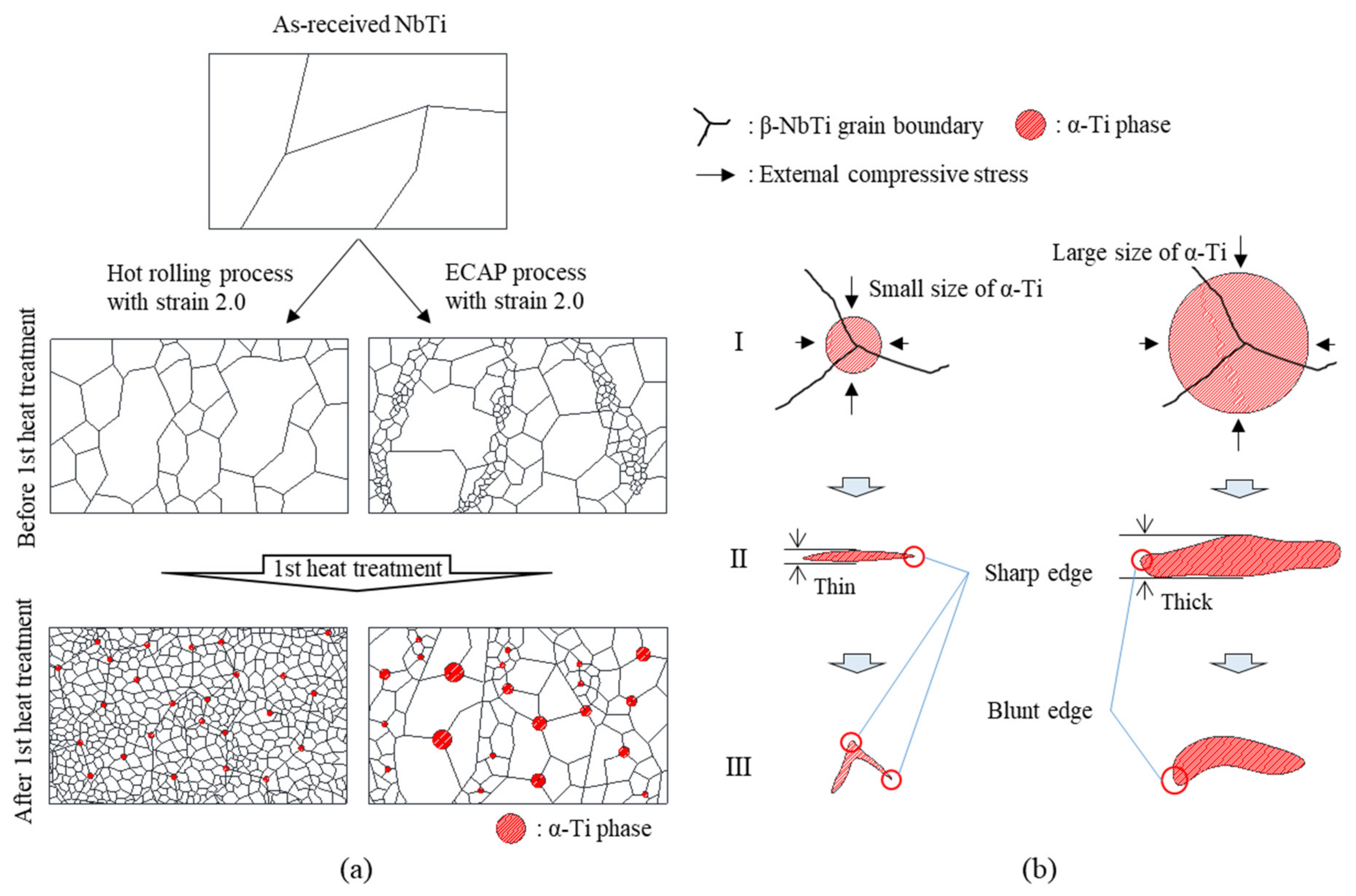
3.2. Effect of Initial Process Conditions on α-Ti Precipitation
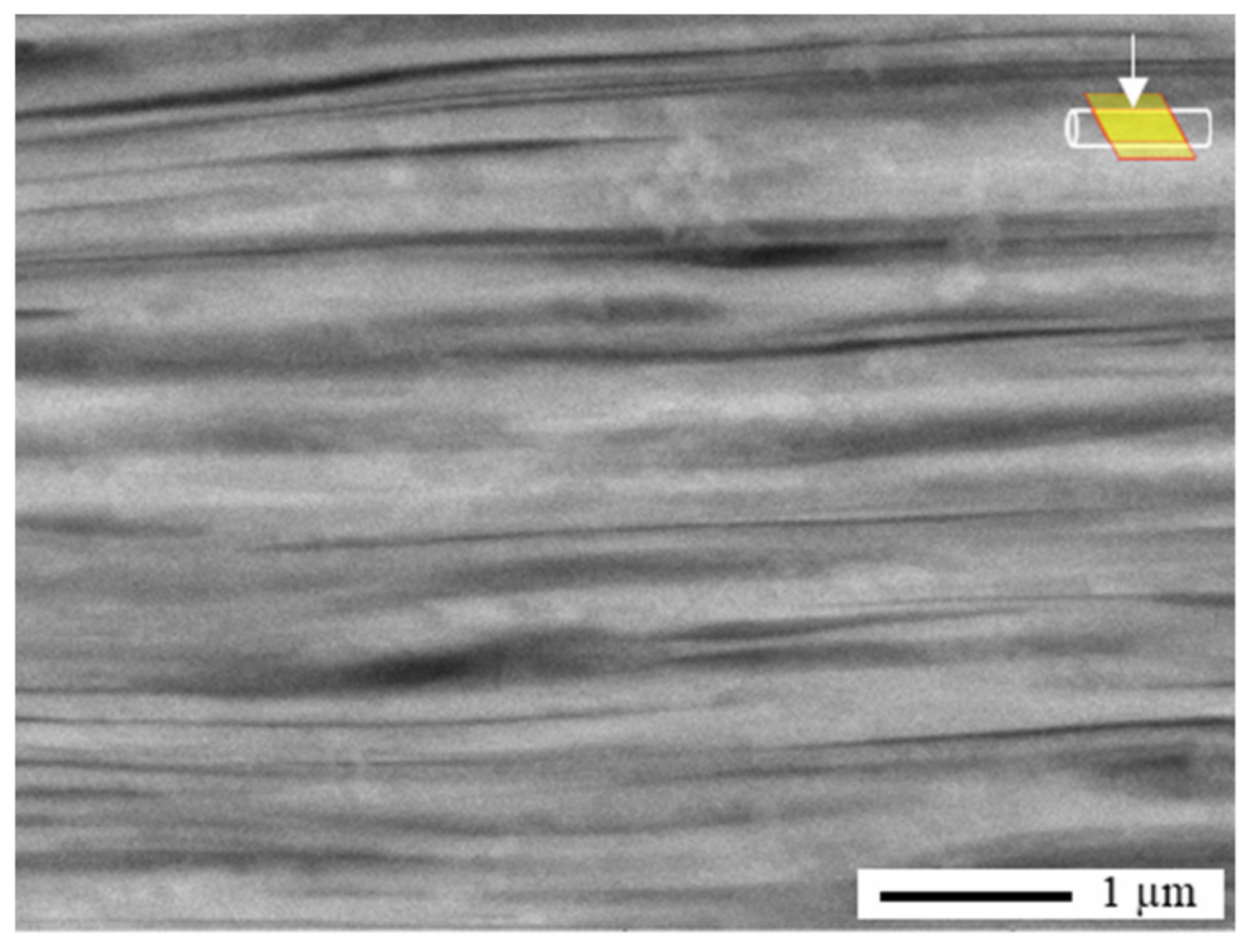
3.2.1. Qualitative Analysis Using BSE Images
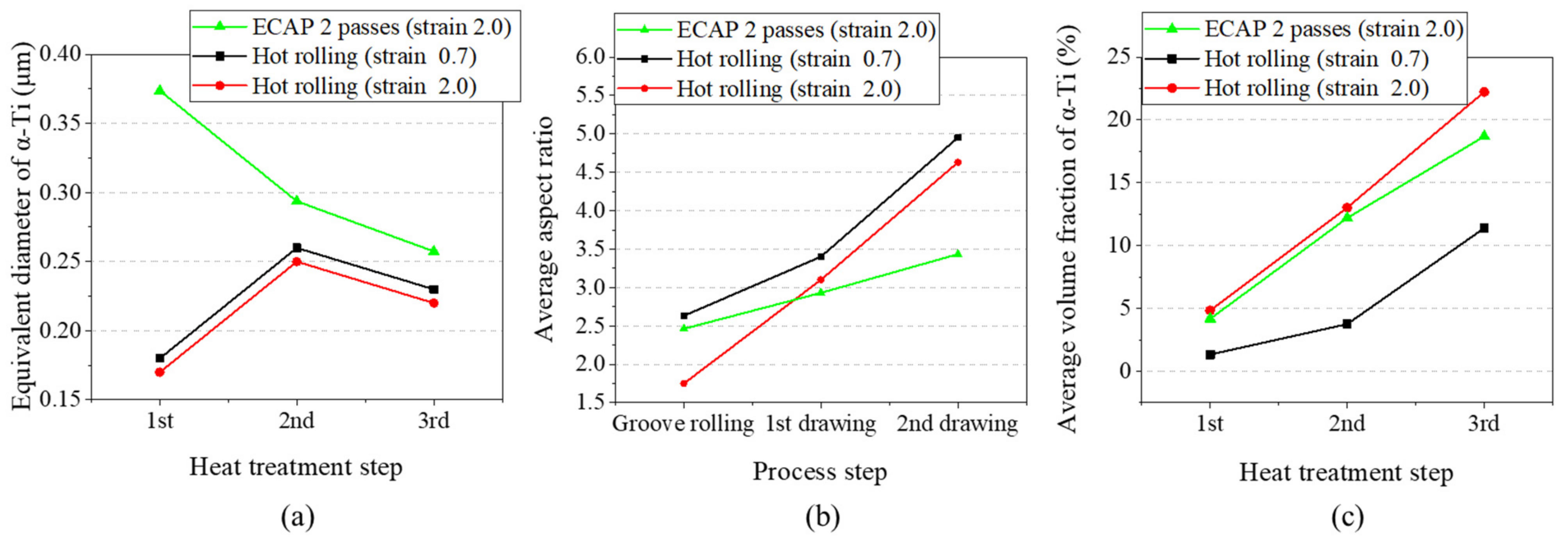
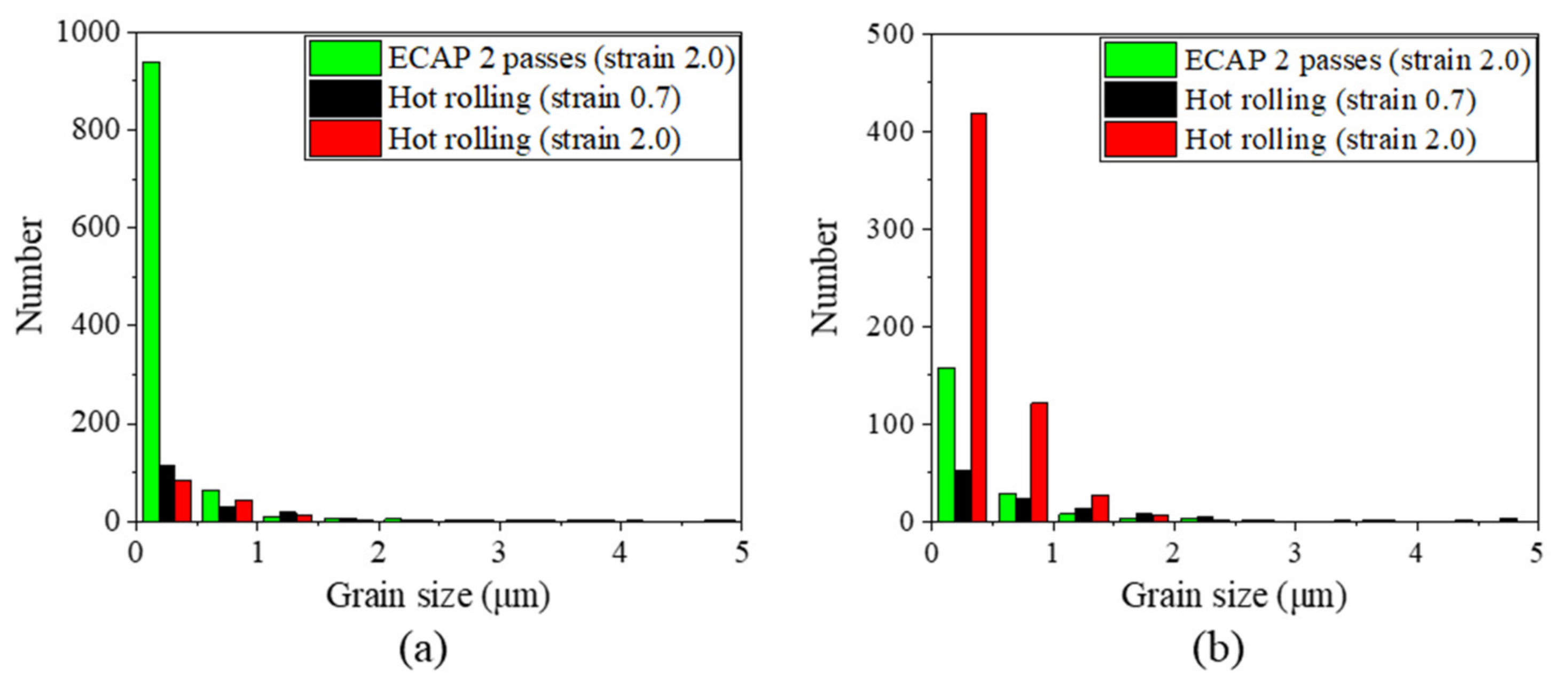
3.2.2. Quantitative Analysis
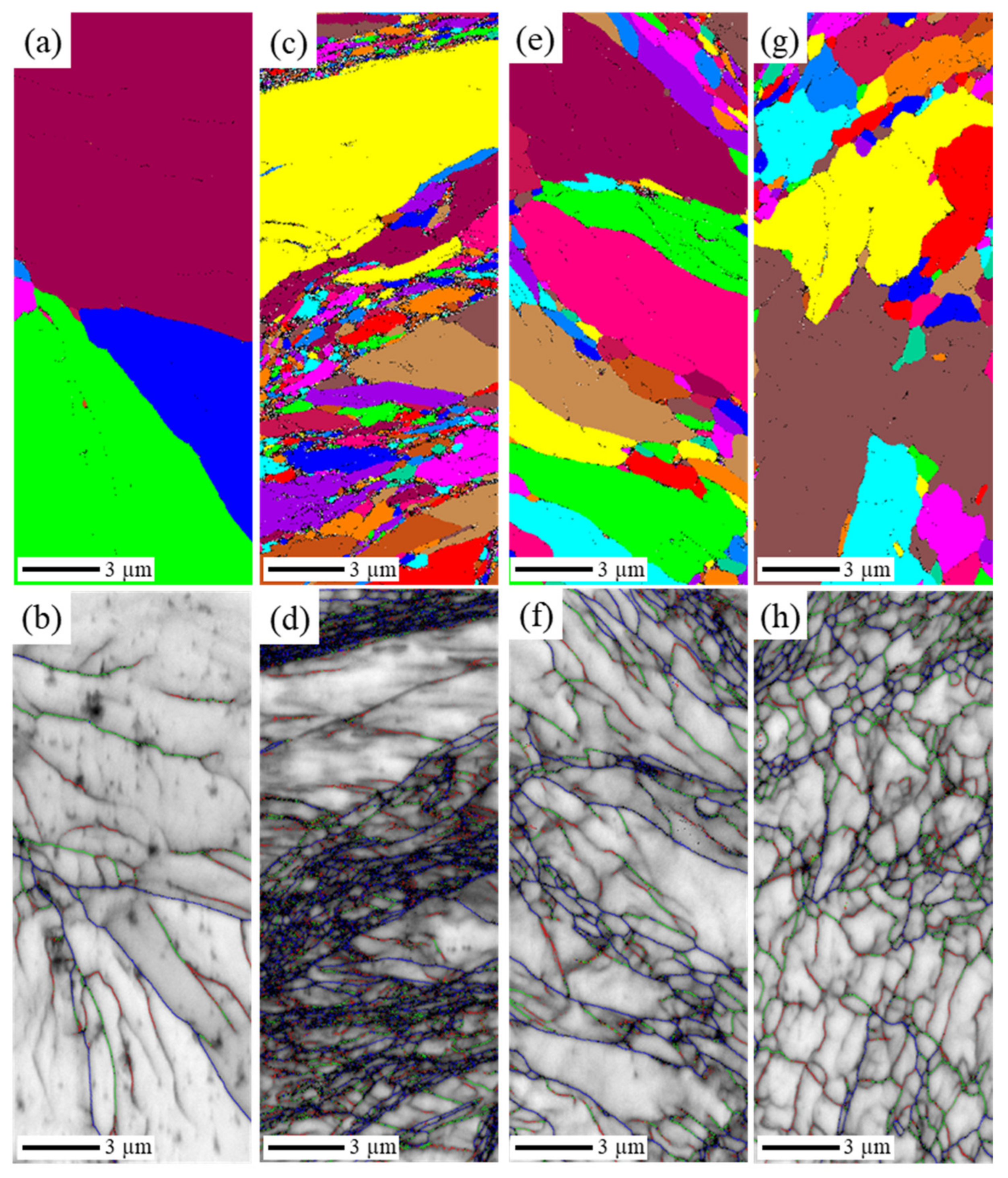
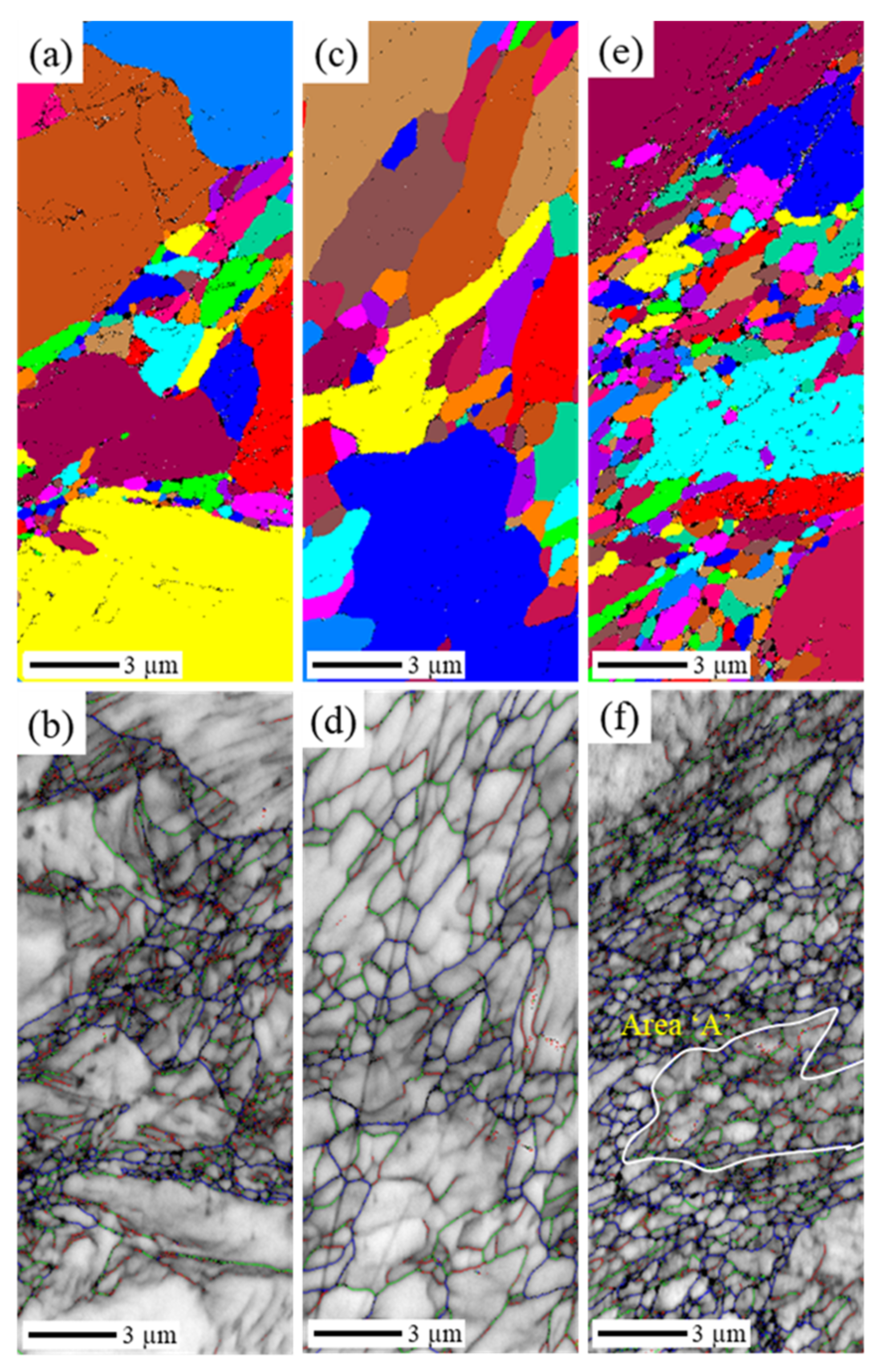
3.3. Microstructure Analysis Using EBSD Measurement
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Parizh, M.; Lvovsky, Y.; Sumption, M. Conductors for commercial MRI magnets beyond NbTi: Requirements and challenges. Supercond. Sci. Technol. 2016, 30, 014007. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Larbalestier, D.; West, A.; Starch, W.; Warnes, W.; Lee, P.; McDonald, W.; O’Larey, P.; Hemachalam, K.; Zeitlin, B.; Scanlan, R.; et al. High critical current densities in industrial scale composites made from high homogeneity Nb 46.5 Ti. IEEE Trans. Magn. 1985, 21, 269–272. [Google Scholar] [CrossRef]
- Mousavi, T.; Grant, P.; Speller, S.; Grovenor, C. New nanoscale artificial pinning centres for NbTi superconductors. Mater. Des. 2020, 198, 109285. [Google Scholar] [CrossRef]
- Santra, S.; Davies, T.; Matthews, G.; Liu, J.; Grovenor, C.R.M.; Speller, S.C. The effect of the size of NbTi filaments on interfacial reactions and the properties of InSn-based superconducting solder joints. Mater. Des. 2019, 176, 107836. [Google Scholar] [CrossRef]
- Pande, C.S.; Masumura, R.A. Grain boundary and grain size effects in high and low transition temperature superconductors. Mater. Sci. Eng. B 1995, 32, 247–253. [Google Scholar] [CrossRef]
- Ekin, J.W. Strain scaling law for flux pinning in practical superconductors. Part 1: Basic relationship and application to Nb3Sn conductors. Cryogenics 1980, 20, 611–624. [Google Scholar] [CrossRef]
- Gajda, D.; Morawski, A.; Zaleski, A.; Cetner, T.; Presz, A. Enhancement of critical current density in superconducting wires NbTi. Prz. Elektrotech. 2011, 87, 209–213. [Google Scholar]
- Li, J.F.; Zhang, P.X.; Liu, X.H.; Li, J.S.; Feng, Y.; Du, S.J.; Hoang, G.K. The microstructure of NbTi superconducting composite wire for ITER project. Phys. C Supercond. 2008, 468, 1840–1842. [Google Scholar] [CrossRef]
- Lee, P.J.; Larbalestier, D.C. Development of nanometer scale structures in composites of Nb-Ti and their effect on the superconducting critical current density. Acta Metall. 1987, 35, 2523–2536. [Google Scholar] [CrossRef]
- Mousavi, T.; Hong, Z.; Morrison, A.; London, A.; Grant, P.S.; Grovenor, C.; Speller, S.C. A new approach to fabricate superconducting NbTi alloys. Supercond. Sci. Technol. 2017, 30, 094001. [Google Scholar] [CrossRef]
- Barannikova, S.; Schlyakhova, G.; Maslova, O.; Li, Y.; Lev, Z. Fine structural characterization of the elements of a Nb-Ti superconducting cable. J. Mater. Res. Technol. 2019, 8, 323–332. [Google Scholar] [CrossRef]
- Koblischka, M.R.; Roth, S.; Koblischka-Veneva, A.; Karwoth, T.; Wiederhold, A.; Zeng, X.L.; Murakami, M. Relation between crystal structure and transition temperature of superconducting metals and alloys. Metals 2020, 10, 158. [Google Scholar] [CrossRef] [Green Version]
- Beloshenko, V.A.; Konstantinova, T.E.; Matrosov, N.I.; Spuskanyuk, V.Z.; Chishko, V.V.; Gajda, D.; Szymczak, H. Equal-channel multi-angle pressing effect on the properties of NbTi alloy. J. Supercond. Nov. Magn. 2009, 22, 505–510. [Google Scholar] [CrossRef]
- Beloshenko, V.A.; Dmitrenko, V.Y.; Chishko, V.V.; Sokolenko, V.I.; Volchok, O.I. Effect of deformation-thermal processing using equal-channel multiangle pressing and low-temperature drawing on the superconducting properties of niobium-titanium alloys. Low Temp. Phys. 2014, 40, 702–706. [Google Scholar] [CrossRef]
- Sun, D.; Jiang, S.; Yan, B.; Yu, J.; Zhang, Y. Mechanical behaviour and microstructural evolution of Ti-37 at.% Nb alloy subjected to hot compression deformation. J. Alloys Compd. 2020, 834, 155010. [Google Scholar] [CrossRef]
- Park, S.M.; Oh, Y.S.; Kim, S.J.; Kim, H.R.; Lee, H.W.; Moon, I.Y.; Kang, S.H. Effect of ECAP on change in microstructure and critical current density of low temperature super-conducting monowire. Int. J. Precis. Eng. Manuf. 2019, 20, 1563–1572. [Google Scholar] [CrossRef]
- Kim, H.R.; Oh, Y.S.; Kim, S.J.; Lee, H.W.; Kim, J.H.; Kang, S.H. Effect of the initial microstructure of low temperature superconducting monowire on critical current density. Trans. Mater. Process. 2020, 29, 37–43. [Google Scholar]
- Horita, Z.; Furukawa, M.; Nemoto, M.; Langdon, T.G. Development of fine grained structures using severe plastic deformation. Mater. Sci. Technol. 2000, 16, 1239–1245. [Google Scholar] [CrossRef]
- Sadasivan, N.; Balasubramanian, M.; Rameshbapu, B.R. A comprehensive review on equal channel angular pressing of bulk metal and sheet metal process methodology and its varied applications. J. Manuf. Process. 2020, 59, 698–726. [Google Scholar] [CrossRef]
- Bagherzadeh, S.; Abrinia, K.; Han, Q. Analysis of plastic deformation behavior of ultrafine-grained aluminum processed by the newly developed ultrasonic vibration enhanced ECAP: Simulation and experiments. J. Manuf. Process. 2020, 50, 485–497. [Google Scholar] [CrossRef]
- Patil, B.V.; Chakkingal, U.; Kumar, T.P. Effect of geometric parameters on strain, strain inhomogeneity and peak pressure in equal channel angular pressing–A study based on 3D finite element analysis. J. Manuf. Process. 2015, 17, 88–97. [Google Scholar] [CrossRef]
- Qarni, M.J.; Sivaswamy, G.; Rosochowski, A.; Boczkal, S. Effect of incremental equal channel angular pressing (I-ECAP) on the microstructural characteristics and mechanical behaviour of commercially pure titanium. Mater. Des. 2017, 122, 385–402. [Google Scholar] [CrossRef] [Green Version]
- Ciemiorek, M.; Chrominski, W.; Olejnik, L.; Lewandowska, M. Evaluation of mechanical properties and anisotropy of ultra-fine grained 1050 aluminum sheets produced by incremental ECAP. Mater. Des. 2017, 130, 392–402. [Google Scholar] [CrossRef]
- Ciemiorek, M.; Lewandowska, M.; Olejnik, L. Microstructure, tensile properties and formability of ultrafine-grained Al–Mn square plates processed by Incremental ECAP. Mater. Des. 2020, 196, 109125. [Google Scholar] [CrossRef]
- Blum, W.; Dvořák, J.; Král, P.; Eisenlohr, P.; Sklenička, V. Effects of grain refinement by ECAP on the deformation resistance of Al interpreted in terms of boundary-mediated processes. J. Mater. Sci. Technol. 2016, 32, 1309–1320. [Google Scholar] [CrossRef]
- Jin, Z.; Cui, Z. Modelling the effect of initial grain size on dynamic recrystallization using a modified cellular automata and a adaptive response surface method. J. Mater. Sci. Technol. 2010, 26, 1063–1070. [Google Scholar] [CrossRef]
- Shaban, M.; Eghbali, B. Characterization of austenite dynamic recrystallization under different z parameters in a microalloyed steel. J. Mater. Sci. Technol. 2011, 27, 359–363. [Google Scholar] [CrossRef]
- Etaati, A.; Dehghani, K. Microstructural evolution of NiTi47.7Cu6.3 alloy during hot deformation. J. Mater. Sci. Technol. 2011, 27, 951–960. [Google Scholar] [CrossRef]
- Dongare, A.M.; Rajendran, A.M.; LaMattina, B.; Zikry, M.A.; Brenner, D.W. Tension–compression asymmetry in nanocrystalline Cu: High strain rate vs. quasi-static deformation. Comput. Mater. Sci. 2010, 49, 260–265. [Google Scholar] [CrossRef]
- Lee, P.J.; Larbalestier, D.C. Determination of the flux pinning force of α-Ti ribbons in Nb46. 5wt% Ti produced by heat treatments of varying temperature, duration and frequency. J. Mater. Sci. 1988, 23, 3951–3957. [Google Scholar] [CrossRef]
- Shin, I.S.; Sim, K.H.; Hwang, D.Y.; Jang, K.H.; Na, S.H.; Park, P.Y. Influence of the heat-treatment conditions on various types of multifilamentary Nb-46.5% Ti superconducting wires. J. Korean Phys. Soc. 2016, 69, 310–315. [Google Scholar] [CrossRef]
- Feng, Y.; Zhao, Y.; Pradhan, A.K.; Zhou, L.; Zhang, P.X.; Liu, X.H.; Koshizuka, N. Fabrication and superconducting properties of MgB2 composite wiresby the PIT method. Supercond. Sci. Technol. 2001, 15, 12. [Google Scholar] [CrossRef]
- Lee, P.J.; Larbalestier, D.C. Niobium-titanium superconducting wires: Nanostructures by extrusion and wiredrawing. Wire J. Int. 2003, 36, 61–66. [Google Scholar]
- Levine, E.; Greenhut, I.; Margolin, H. Grain size and grain growth in an equiaxed alpha-beta titanium alloy. Metall. Trans. 1973, 4, 2519–2525. [Google Scholar] [CrossRef]
- Meingast, C.; Larbalestier, D.C. Quantitative description of a very high critical current density Nb-Ti superconductor during its final optimization strain. II. Flux pinning mechanisms. J. Appl. Phys. 1989, 66, 5971–5983. [Google Scholar] [CrossRef]
- Otabe, E.S.; Matsushita, T. Critical current density in superconducting Nb-Ti under proximity effect. Cryogenics 1993, 33, 531–540. [Google Scholar] [CrossRef]











| Element | Nb | Ti | C | O |
|---|---|---|---|---|
| Content (wt%) | 49.6 | 46.5 | 1.7 | 2.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moon, I.Y.; Kim, S.-J.; Lee, H.W.; Jung, J.; Oh, Y.-S.; Kang, S.-H. Investigation of the Correlation between Initial Microstructure and Critical Current Density of Nb-46.5 wt%Ti Superconducting Material. Metals 2021, 11, 777. https://doi.org/10.3390/met11050777
Moon IY, Kim S-J, Lee HW, Jung J, Oh Y-S, Kang S-H. Investigation of the Correlation between Initial Microstructure and Critical Current Density of Nb-46.5 wt%Ti Superconducting Material. Metals. 2021; 11(5):777. https://doi.org/10.3390/met11050777
Chicago/Turabian StyleMoon, In Yong, Se-Jong Kim, Ho Won Lee, Jaimyun Jung, Young-Seok Oh, and Seong-Hoon Kang. 2021. "Investigation of the Correlation between Initial Microstructure and Critical Current Density of Nb-46.5 wt%Ti Superconducting Material" Metals 11, no. 5: 777. https://doi.org/10.3390/met11050777