
Innovative Densification Process of a Fe-Cr-C Powder Metallurgy Steel

 , , , and
, , , and
Abstract
:1. Introduction
Electro-Sinter-Forging (ESF)
2. Materials and Methods
3. Results and Discussion
3.1. Porosity
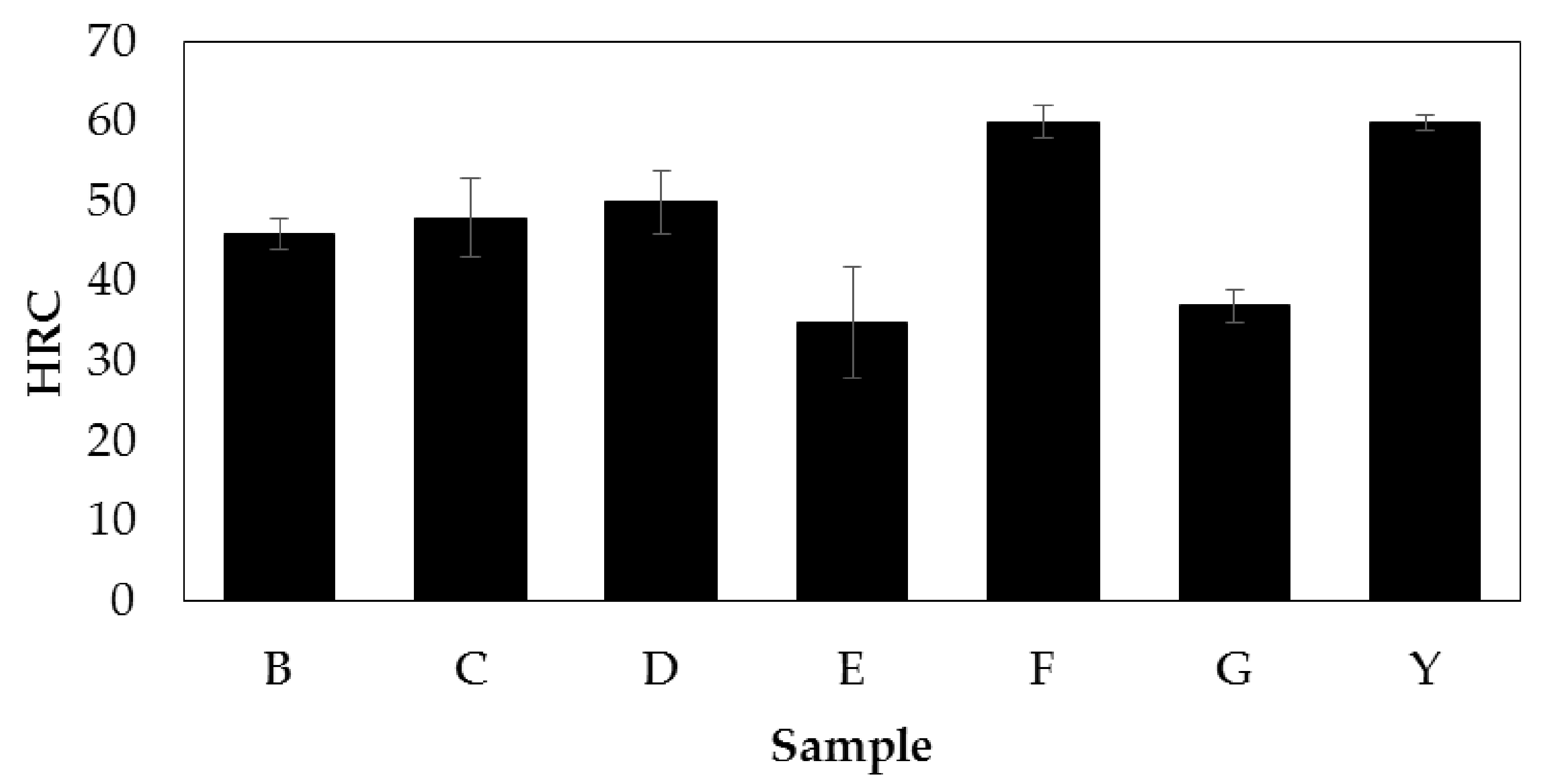
3.2. Microhardness and Macroharndess
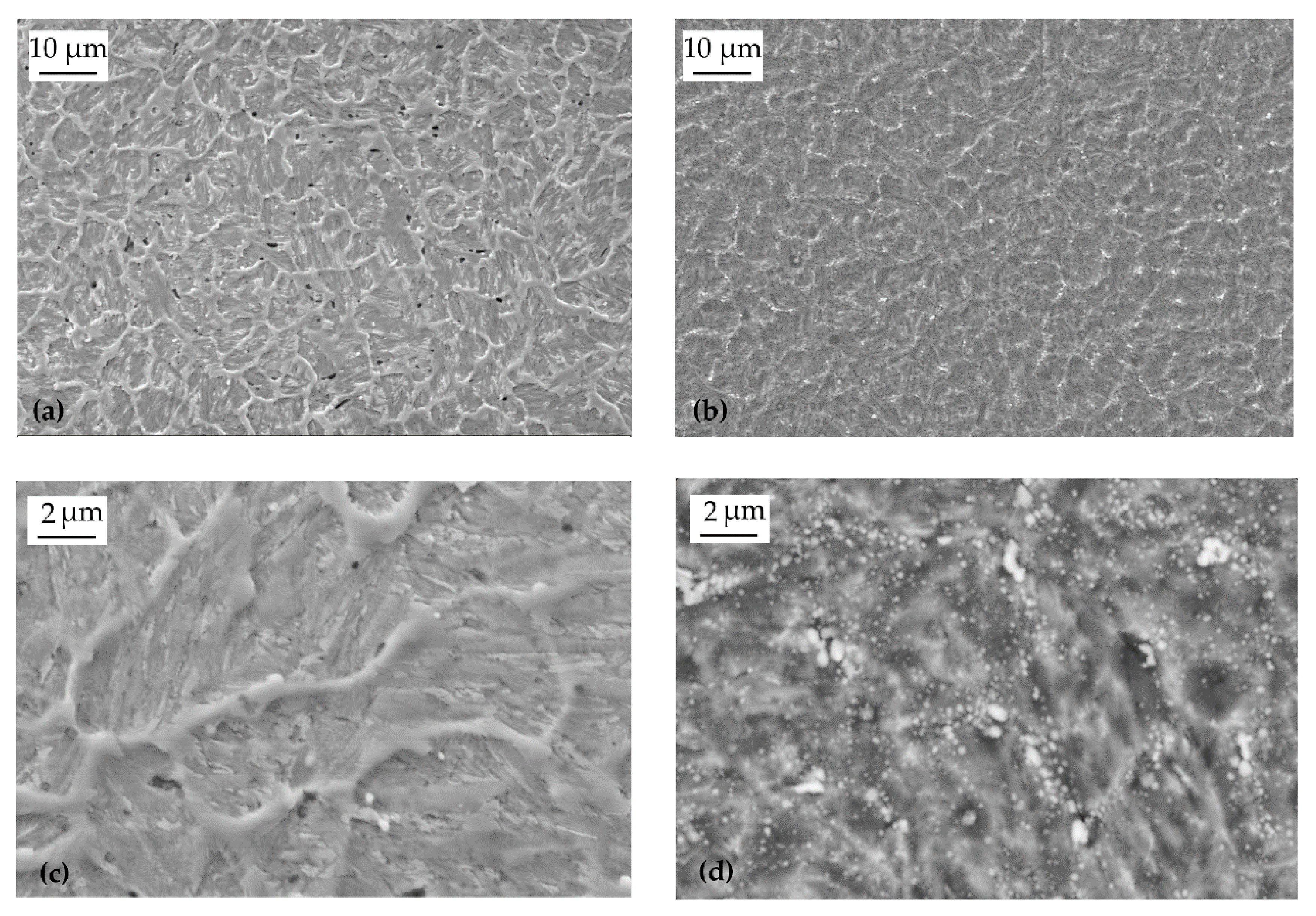
3.3. Microstructure and C and S Content
4. Conclusions
- Astaloy CrM powders were successfully mixed and then alloyed with graphite or graphene to obtain samples with the same carbon content of 100Cr6 steel. Both graphite and graphene effectively raise the carbon content in the starting powders, but based on the compromise between the cost and performance of the materials, it is reasonable to suppose that graphite can provide a more proper and affordable solution.
- ESF’s typical microstructures were observed in the processed samples, presenting a core–rim microstructure distinctive to ESFed materials. By properly tuning the process parameters, fully dense material is obtainable. A careful evaluation of parameters is needed to densify the material without damaging the machine. Surface finishing the sintered samples by grinding must be taken into account to remove the fraction of porosity concentrated in the material’s outermost layers.
- High values of hardness compatible with a quenched material were observed after ESF. Heat treating was not effective to further increase the hardness of the investigated material.
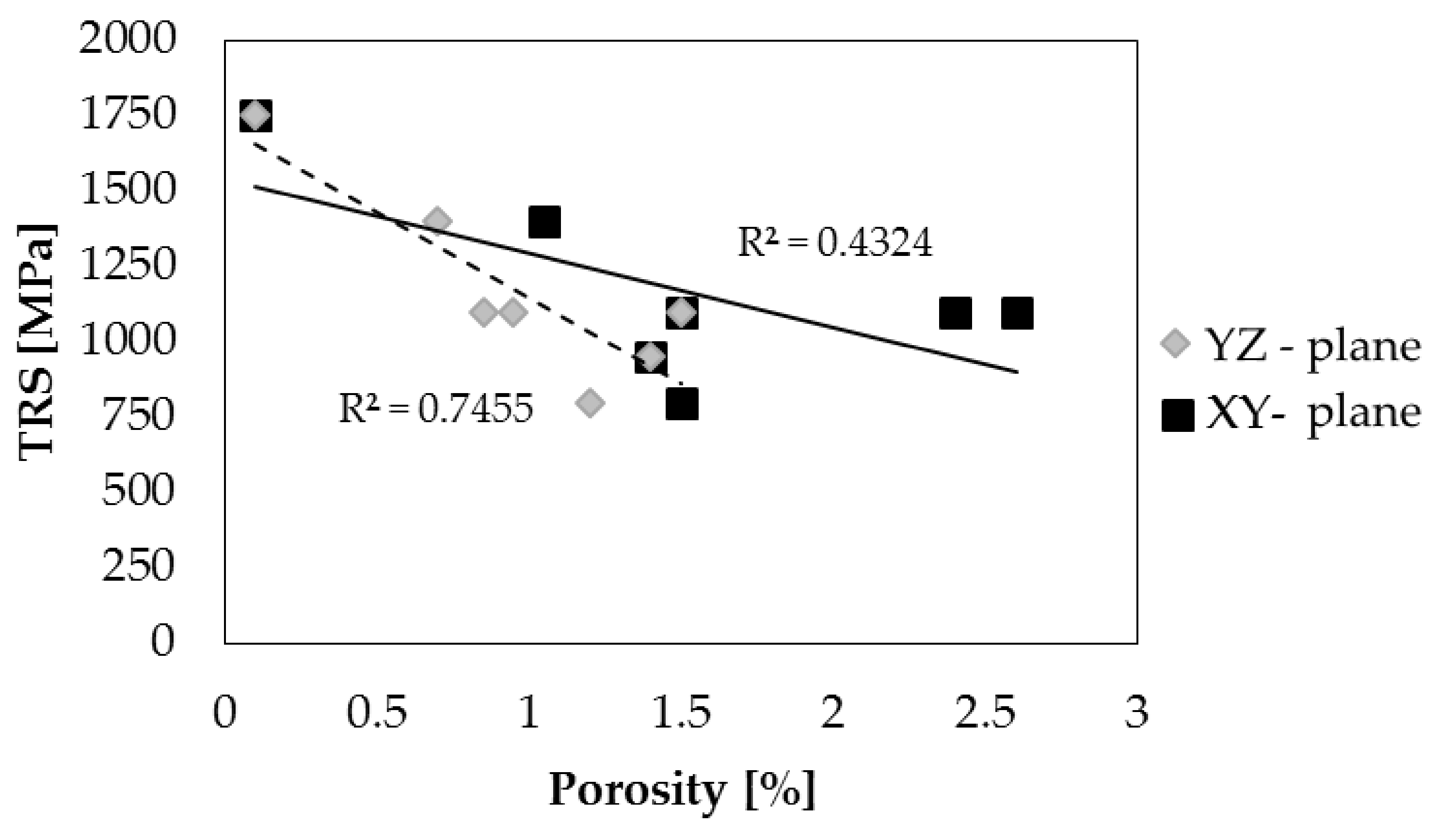
- A linear correlation between porosity on the YZ plane and TRS was found for the tested samples.
- Although further characterizations are undergoing, the results from this study show that discharge sintered 100Cr6 from an ESF process can be comparable to a forged product. The amount of energy and the time needed to produce the solid material with the proposed method is a clear environmental and industrial advantage.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- German, R.M. Powder Metallurgy Science; Metal Powder Industries Federation: Princeton, NJ, USA, 1994; ISBN 0918404606. [Google Scholar]
- Salak, A. Ferrous Powder Metallurgy; Cambridge International Science Publishing: Cambridge, UK, 1997; ISBN 1898326037. [Google Scholar]
- Phuong, D.D.; Trung, T.B.; Chung, L.D.; Hung, T.B. Effect of binder composition and sintering temperature on the microstructure and mechanical properties of WC-7(Ni, Fe) hard alloys prepared by free capsule hip technique. Acta Metall. Slovaca 2019, 25, 123–129. [Google Scholar] [CrossRef] [Green Version]
- German, R.M. Sintering: From Empirical Observations to Scientific Principles; Butterworth-Heinemann: Oxford, UK, 2014. [Google Scholar] [CrossRef]
- Kondo, H.; Hegedus, M. Current trends and challenges in the global aviation industry. Acta Metall. Slovaca 2020, 26, 141–143. [Google Scholar] [CrossRef]
- Bidulský, R.; Seman, J. Kosice self-governing region and their international cooperation in the areas of the space industry and aviation. Acta Metall. Slovaca 2020, 26, 138–140. [Google Scholar] [CrossRef]
- Vicenzi, B.; Boz, K.; Aboussouan, L. Powder metallurgy in aerospace—fundamentals of PM processes and examples of applications. Acta Metall. Slovaca 2020, 26, 144–160. [Google Scholar] [CrossRef]
- Jones, P.; Buckley-Golder, K.; Lawcock, R.; Shivanath, R. Densification strategies for high endurance P/M components. Int. J. Powder Metall. 1997, 33, 37–44. [Google Scholar]
- Kruszewski, M.J.; Zybała, R.; Ciupiński, Ł.; Chmielewski, M.; Adamczyk-Cieślak, B.; Michalski, A.; Rajska, M.; Kurzydłowski, K.J. Microstructure and Thermoelectric Properties of Bulk Cobalt Antimonide (CoSb3) Skutterudites Obtained by Pulse Plasma Sintering. J. Electron. Mater. 2016, 45, 1369–1376. [Google Scholar] [CrossRef] [Green Version]
- Shen, B.; Inoue, A. Fabrication of large-size Fe-based glassy cores with good soft magnetic properties by spark plasma sintering. J. Mater. Res. 2003, 18, 2115–2121. [Google Scholar] [CrossRef]
- Jang, H.; Cho, Y.; Kang, T.; Kim, K.; Lee, W. A Study on the Synthesis and Consolidation of Ti3Al by Electro-Discharge. J. Kor. Inst. Met. Mater. 2009, 47, 488–493. [Google Scholar]
- Wu, X.; Guo, J. Effect of liquid phase on densification in electric-discharge compaction. J. Mater. Sci. 2007, 42, 7787–7793. [Google Scholar] [CrossRef]
- Jo, Y.J.; Lee, C.M.; Jang, H.S.; Lee, N.S.; Suk, J.H.; Lee, W.H. Mechanical properties of fully porous and porous-surfaced Ti–6Al–1412 4V implants fabricated by electro-discharge-sintering. J. Mater. Process. Technol. 2007, 194, 121–125. [Google Scholar] [CrossRef]
- Yurlova, M.S.; Demenyuk, V.D.; Lebedeva, L.Y.; Dudina, D.V.; Grigoryev, E.G.; Olevsky, E.A. Electric pulse consolidation: An alternative to spark plasma sintering. J. Mater. Sci. 2014, 49, 952–985. [Google Scholar] [CrossRef]
- Song, W.; Drouven, C.; Galindo-Nava, E. Carbon redistribution in martensite in high-C steel: Atomic-scale characterization and modelling. Metals 2018, 8, 8. [Google Scholar] [CrossRef] [Green Version]
- Song, W.; Choi, P.-P.; Inden, G.; Prahl, U.; Raabe, D.; Bleck, W. On the Spheroidized Carbide Dissolution and Elemental Partitioning in High Carbon Bearing Steel 100Cr6. Met. Mater. Trans. A 2013, 45, 595–606. [Google Scholar] [CrossRef]
- Fais, A. A faster FAST: Electro-Sinter-Forging. Met. Powder Rep. 2018, 73, 80–86. [Google Scholar] [CrossRef]
- Forno, I.; Grande, M.A.; Fais, A. On the application of Electro-sinter-forging to the sintering of high-karatage gold powders. Gold Bull. 2015, 48, 127–133. [Google Scholar] [CrossRef] [Green Version]
- Balagna, C.; Fais, A.; Brunelli, K.; Peruzzo, L.; Spriano, S. Effect of heat treatments on a Ni-Ti alloy sintered by Electro-Sinter-Forging. J. Alloys Compd. 2017, 726, 338–347. [Google Scholar] [CrossRef]
- Fais, A.; Grande, M.A.; Forno, I. Influence of processing parameters on the mechanical properties of Electro-Sinter-Forged iron based powders. Mater. Des. 2016, 93, 458–466. [Google Scholar] [CrossRef]
- Gobber, F.S.; Bidulská, J.; Fais, A.; Franchini, F.; Bidulský, R.; Kvakaj, T.; Actis Grande, M. Characterization of microstructural and mechanical properties after cold rolling of an electro-sinter-forged Cu-Sn alloy. Arch. Metall. Mater. 2020, 65, 787–792. [Google Scholar] [CrossRef]
- Fais, A. Advancements in single pulse high speed sintering technologies: Electro-sinter-forging. Int. Powder Metall. Congr. Exhib. Euro PM 2013, 1–6. [Google Scholar]
- Gobber, F.S.; Pisa, A.G.; Ugues, D.; Rosso, M. Design of a Test Rig for the Characterization of Thermal Fatigue and Soldering Resistance of the Surfaces of Tool Steels for High-Pressure Die-Casting Dies. Steel Res. Int. 2020, 91, 1900480. [Google Scholar] [CrossRef]
- Rosso, M.; Gobber, F.S.; Fracchia, E. Focus on Carbide-Tipped Circular Saws when Cutting Stainless Steel and Special Alloys. Adv. Mater. Res. 2015, 1114, 13–21. [Google Scholar] [CrossRef]
- Fais, A.; Maizza, G. Densification of AISI M2 high speed steel by means of capacitor discharge sintering (CDS). J. Mater. Process. Technol. 2008, 202, 70–75. [Google Scholar] [CrossRef]
- Lindberg, C.; Johansson, B.; Maroli, B. Mechanical properties of warm compacted Astaloy CrM. Adv. Powder Metall. Part Mater. 2000, 3, 76–81. [Google Scholar]
- Balagna, C.; Fais, A.; Brunelli, K.; Peruzzo, L.; Horynová, M.; Čelko, L.; Spriano, S. Electro-sinter-forged Ni-Ti alloy. Intermetallics 2016, 68, 31–41. [Google Scholar] [CrossRef]
- Pavlasek, P.; Elliott, C.J.; Pearce, J.V.; Duris, S.; Palencar, R.; Koval, M.; Machin, G. Hysteresis Effects and Strain-Induced Homogeneity Effects in Base Metal Thermocouples. Int. J. Thermophys. 2015, 36, 467–481. [Google Scholar] [CrossRef]
- Bidulská, J.; Bidulský, R.; Grande, M.A.; Kvačkaj, T. Different formation routes of pore structure in aluminum powder metallurgy alloy. Materials 2019, 12, 3724. [Google Scholar] [CrossRef] [Green Version]
- Bidulskỳ, R.; Bidulská, J.; Gobber, F.S.; Kvačkaj, T.; Petroušek, P.; Actis-Grande, M.; Weiss, K.P.; Manfredi, D. Case study of the tensile fracture investigation of additive manufactured austenitic stainless steels treated at cryogenic conditions. Materials 2020, 13, 3328. [Google Scholar] [CrossRef]
- Bidulská, J.; Kvackaj, T.; Pokorný, I.; Bidulský, R.; Grande, M.A. Identification of the critical pore sizes in sintered and ECAPed aluminium 6XXX alloy. Arch. Metall. Mater. 2013, 58, 371–375. [Google Scholar] [CrossRef] [Green Version]
- Bidulská, J.; Kvačkaj, T.; Bidulský, R.; Grande, M.A.; Lityńska-Dobrzyńska, L.; Dutkiewicz, J. The densification phenomena in powder metallurgy aluminium alloy Al-Zn-Mg-Cu. Chem. Listy 2011, 105, s471–s473. [Google Scholar]
- Conrad, H. Electroplasticity in metals and ceramics. Mater. Sci. Eng. A 2000, 287, 276–287. [Google Scholar] [CrossRef]
- Niu, H.J.; Chang, I.T.H. Microstructural evolution during laser cladding of M2 high-speed steel. Metall. Mater. Trans. A 2000, 31, 2615–2625. [Google Scholar] [CrossRef]
- Dziedzic, A.; Adamiak, S. The comparison of the structure and microhardness of the tool steel C90 and HS 6-5-2 remelted with the electric arc. Foundry Eng. 2010, 10, 39–42. [Google Scholar]
- Chauhan, S.; Verma, V.; Prakash, U.; Tewari, P.C.; Khanduja, D. Influence of Sintering Temperature and Cooling Rate on Microstructure and Mechanical Properties of Pre-alloyed Fe–Cr–Mo Powder Metallurgy Steel. Trans. Indian Inst. Met. 2018, 71, 219–224. [Google Scholar] [CrossRef]
- Bergman, O.; Lindqvist, B.; Bengtsson, S. Influence of Sintering Parameters on the Mechanical Performance of PM Steels Pre-Alloyed with Chromium. Mater. Sci. Forum 2007, 534–536, 545–548. [Google Scholar] [CrossRef]
- Park, J.; Lee, S.; Kang, S.; Jeon, J.; Lee, S.H.; Kim, H.-K.; Choi, H. Complex effects of alloy composition and porosity on the phase transformations and mechanical properties of powder metallurgy steels. Powder Technol. 2015, 284, 459–466. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | Fe |
|---|---|---|---|
| <0.01 | 3.00 | 0.50 | Bal. |
| Sample Series | Powder | SEI [kJ/g] | Pstart [MPa] | Pmax [MPa] | Finishing Operations | Heat Treatment |
|---|---|---|---|---|---|---|
| Y | Bulk 100Cr6 commercial | - | - | - | Face milled | Yes |
| B | Astaloy CrM + graphite (0.97% C) | 2.1 | 20 | 220 | - | No |
| C | Astaloy CrM + graphite (0.97% C) | 2.1 | 20 | 220 | Ground (0.05 mm) | No |
| D | Astaloy CrM + graphite (0.97% C) | 2.1 | 20 | 220 | Ground (0.05 mm) | Yes, after grinding |
| E | Astaloy CrM + graphene (0,97% C) | 1.9 | 20 | 235 | - | Yes |
| F | Astaloy CrM + graphene (0.97% C) | 2.2 | 20 | 281 | - | Yes |
| G | Astaloy CrM + graphene (0.97% C) | 2.2 | 20 | 279 | - | No |
| Sample | Density [g/cc] | TRS [MPa] | Hv 0.5 kg | Post-Processing |
|---|---|---|---|---|
| Y | 7.8 | 1790 ± 499 | 810 ± 62 | Face milled + HT |
| B | 7.79 | 798 ± 146 | 863 ± 45 | - |
| C | 7.79 | 1080 ± 162 | 850 ± 56 | Grinded (0.05 mm) |
| D | 7.79 | 1340 ± 147 | 852 ± 41 | Grinded (0.05 mm) + HT |
| E | 7.89 | 951 ± 86 | 863 ± 41 | HT |
| F | 7.87 | 658 ± 112 | 914 ± 155 | HT |
| G | 7.87 | 1050 ± 105 | 823 ± 39 | - |
| Ref. | Composition | Density [%] | Hardness [HV] | Strength [MPa] |
|---|---|---|---|---|
| [36] | Astaloy CrM + 0.8 %wt graphite | 7.2% | 230 | 325 (UTS) |
| [37] | Astaloy CrM + 0.6 %wt graphite | 7.81% | 432 | 1470 (UTS) |
| [38] | Astaloy CrM + 0.6 %wt graphite | 7.2% | 280 | 2400 (compressive) |
| Present work | Astaloy CrM + 0.97 %wt graphite | 7.79% | 852 | 1340 ± 147 (TRS) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gobber, F.S.; Bidulská, J.; Fais, A.; Bidulský, R.; Grande, M.A. Innovative Densification Process of a Fe-Cr-C Powder Metallurgy Steel. Metals 2021, 11, 665. https://doi.org/10.3390/met11040665
Gobber FS, Bidulská J, Fais A, Bidulský R, Grande MA. Innovative Densification Process of a Fe-Cr-C Powder Metallurgy Steel. Metals. 2021; 11(4):665. https://doi.org/10.3390/met11040665
Chicago/Turabian StyleGobber, Federico Simone, Jana Bidulská, Alessandro Fais, Róbert Bidulský, and Marco Actis Grande. 2021. "Innovative Densification Process of a Fe-Cr-C Powder Metallurgy Steel" Metals 11, no. 4: 665. https://doi.org/10.3390/met11040665