
Modification of Liquid Steel Viscosity and Surface Tension for Inert Gas Atomization of Metal Powder


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dunkley, J.J. Atomization. In Powder Metal Technologies and Applications; ASM Handbook; ASM International: Almere, The Netherlands, 1998; Volume 7, p. 2762. ISBN 0-87170-387-4. [Google Scholar]
- Lubanska, H. Correlation of Spray Ring Data for Gas Atomization of Liquid Metals. J. Met. 1970, 22, 45–49. [Google Scholar] [CrossRef]
- Jahn, A.; Kovalev, A.; Weiß, A.; Wolf, S.; Krüger, L.; Scheller, P.R. Temperature Depending Influence of the Martensite Formation on the Mechanical Properties of High-Alloyed Cr-Mn-Ni As-Cast Steels. Steel Res. Int. 2011, 82, 39–44. [Google Scholar] [CrossRef]
- Huang, Q.; Wendler, M.; Mola, J.; Weiß, A.; Krüger, L.; Volkova, O. Design of High Alloy Austenitic CrMnNi Steel Exhibiting TRIP/TWIP Properties. In Austenitic TRIP/TWIP Steels and Steel Zirconia Composites; Springer Series in Materials Science; Springer: Berlin/Heidelberg, Germany, 2020; Volume 298, pp. 41–75. ISBN 978-3-030-42602-6. [Google Scholar]
- Putimtsev, B.N. Conditions of preparation and properties of atomized iron and iron-alloy powders. Sov. Powder Metall. Met. Ceram. 1968, 7, 839–844. [Google Scholar]
- Kunin, L.L. Surface Phenomena in Metals. Metallurgiya 1955, 7, 304. [Google Scholar]
- Ogino, K.; Nogi, K.; Yamase, O. Effects of Selenium and Tellurium on the Surface Tension of Molten Iron and the Wettability of Alumina by Molten Iron. Trans. Iron Steel Inst. Jpn. 1983, 23, 234–239. [Google Scholar] [CrossRef]
- Keene, B.J. Review of Data for The Surface Tension of Iron And Its Binary Alloys. Int. Mater. Rev. 1988, 33, 1–37. [Google Scholar] [CrossRef]
- Zhu, J.; Mukai, K. The Surface Tension of Liquid Iron Containing Nitrogen and Oxygen. ISIJ Int. 1998, 38, 1039–1044. [Google Scholar] [CrossRef]
- Egry, I.; Ricci, E.; Novakovic, R.; Ozawa, S. Surface tension of liquid metals and alloys—Recent developments. Adv. Colloid Interface Sci. 2010, 159, 198–212. [Google Scholar] [CrossRef] [PubMed]
- Dubberstein, T.; Heller, H.-P. Effect of Surface Tension on Gas Atomization of a CrMnNi Steel Alloy. Steel Res. Int. 2013, 84, 845–851. [Google Scholar] [CrossRef]
- Dubberstein, T. Beiträge zu den Thermophysikalischen Eigenschaften Flüssiger Metallschmelzen. PhD. Thesis, TU Bergakademie Freiberg, Freiberg, Germany, 2015. [Google Scholar]
- Lefebvre, A.H. Airblast Atomization. Prog. Energy Combust. Sci. 1980, 6, 233–261. [Google Scholar] [CrossRef]
- Rizkalla, A.A.; Lefebvre, A.H. The Influence of Air and Liquid Properties on Airblast Atomization. J. Fluids Eng. 1975, 97, 316–320. [Google Scholar] [CrossRef]
- Korobeinikov, I.; Perminov, A.; Heller, H.-P.; Volkova, O. Inert Gas Atomization of High-Nitrogen TRIP-Steels. Adv. Eng. Mater. 2018. [Google Scholar] [CrossRef]
- Perminov, A.; Bartzsch, G.; Franke, A.; Biermann, H.; Volkova, O. Manufacturing Fe-TiC composite powder via inert gas atomization by forming reinforcement phase in-situ. Adv. Eng. Mater. 2020. [Google Scholar] [CrossRef]
- Korobeinikov, I.; Chaves, H.; Volkova, O. Tailoring of Thermophysical Properties of New TRIP/TWIP Steel Alloys to Optimize Gas Atomization. In Austenitic TRIP/TWIP Steels and Steel-Zirconia Composites; Biermann, H., Aneziris, C.G., Eds.; Springer Series in Materials Science; Springer International Publishing: Cham, Switzerland, 2020; Volume 298, pp. 77–112. ISBN 978-3-030-42602-6. [Google Scholar]
- Vock, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B. Powders for powder bed fusion: A review. Prog. Addit. Manuf. 2019, 4, 383–397. [Google Scholar] [CrossRef] [Green Version]
- Jahn, A.; Steinhoff, K.-P.; Dubberstein, T.; Franke, P.; Weider, M.; Wolf, S.; Kovalev, A.; Glage, A.; Weiß, A.; Schärfl, W.; et al. Phosphor Alloyed Cr Mn Ni Austenitic As-cast Stainless Steel with TRIP/TWIP Effect. Steel Res. Int. 2014, 85, 477–485. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | Si | Cr | Mn | Ni | Al | Mo | V | N | Otot | S | P |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| % | ppm | |||||||||||
| 16-7-6SP1 | 0.0459 | 0.909 | 16.1 | 7.25 | 6.1 | 0.001 | 0.059 | 0.084 | 129 | 46 | 107 | 170 |
| 16-7-6SP2 | 0.0231 | 0.991 | 15.7 | 7.31 | 5.96 | 0.001 | 0.060 | 0.086 | 141 | 39 | 241 | 280 |
| 16-7-6SP3 | 0.0356 | 0.953 | 15.8 | 7.09 | 5.95 | 0.001 | 0.046 | 0.083 | 191 | 49 | 466 | 650 |
| 16-7-6SP4 | 0.0413 | 0.959 | 16 | 6.79 | 6.21 | 0.001 | 0.067 | 0.085 | 193 | 24 | 574 | 1340 |
| 16-7-6SP5 | 0.0334 | 1 | 15.5 | 7.08 | 5.97 | 0.001 | 0.046 | 0.084 | 184 | 60 | 814 | 3040 |
| Experiment | |||||
|---|---|---|---|---|---|
| SP1 | SP2 | SP3 | SP4 | SP5 | |
| Sample mass, g | 5776 | 5850 | 6001 | 5868 | 5827 |
| Spraying temperature, °C | 1650 | ||||
| Atomizing media | argon | ||||
| Atomization time, s | 48 | 62 | 37 | 44 | 46 |
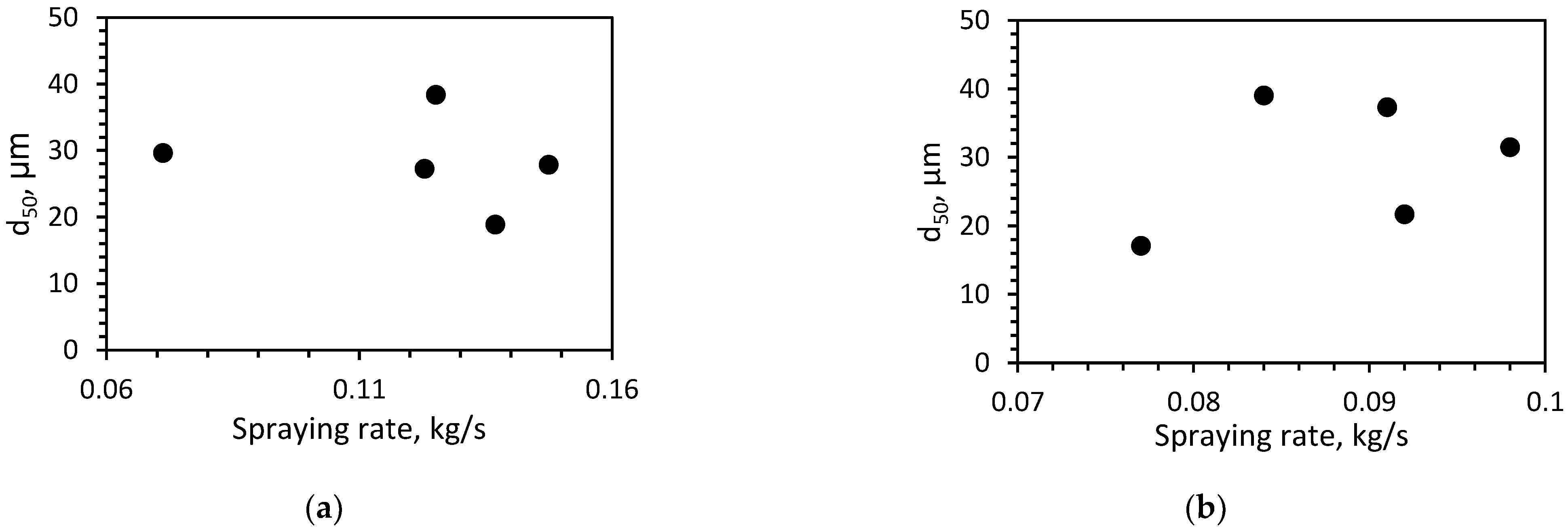
| Spraying rate, kg/s | 0.120 | 0.094 | 0.162 | 0.133 | 0.127 |
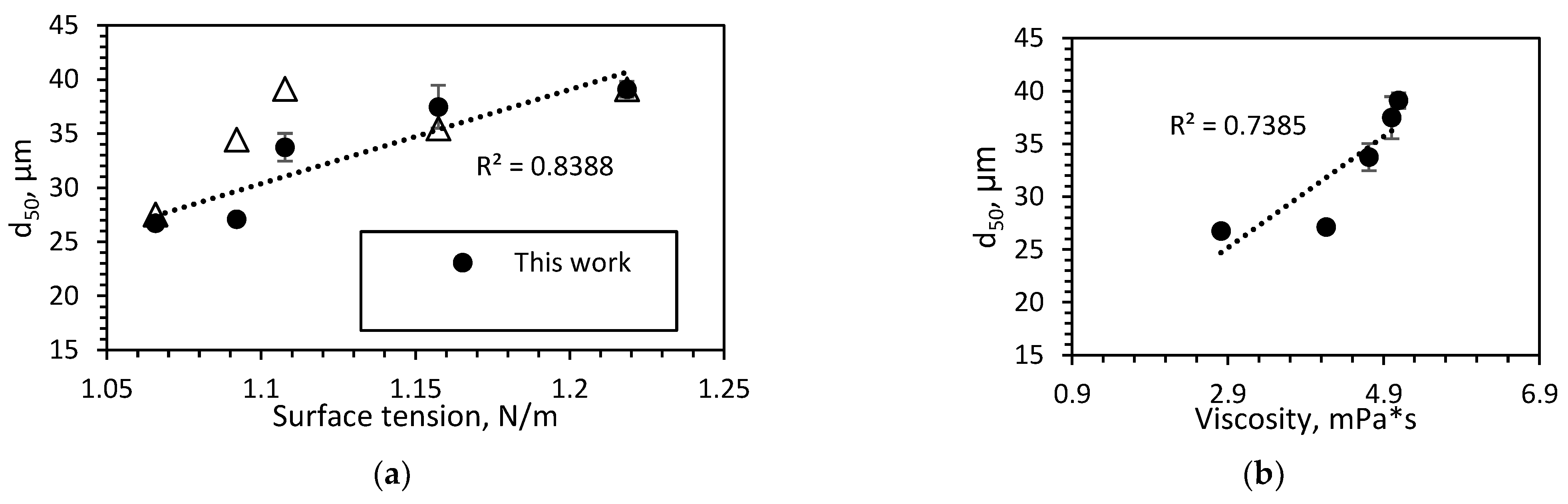
| Median particle size d50, µm | 39.1 ± 0.73 | 37.5 ± 1.99 | 33.7 ± 1.29 | 27.1 ± 0.30 | 26.7 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Korobeinikov, I.; Perminov, A.; Dubberstein, T.; Volkova, O. Modification of Liquid Steel Viscosity and Surface Tension for Inert Gas Atomization of Metal Powder. Metals 2021, 11, 521. https://doi.org/10.3390/met11030521
Korobeinikov I, Perminov A, Dubberstein T, Volkova O. Modification of Liquid Steel Viscosity and Surface Tension for Inert Gas Atomization of Metal Powder. Metals. 2021; 11(3):521. https://doi.org/10.3390/met11030521
Chicago/Turabian StyleKorobeinikov, Iurii, Anton Perminov, Tobias Dubberstein, and Olena Volkova. 2021. "Modification of Liquid Steel Viscosity and Surface Tension for Inert Gas Atomization of Metal Powder" Metals 11, no. 3: 521. https://doi.org/10.3390/met11030521