
Task Planner for Robotic Disassembly of Electric Vehicle Battery Pack



Abstract
:1. Introduction
2. Materials and Methods
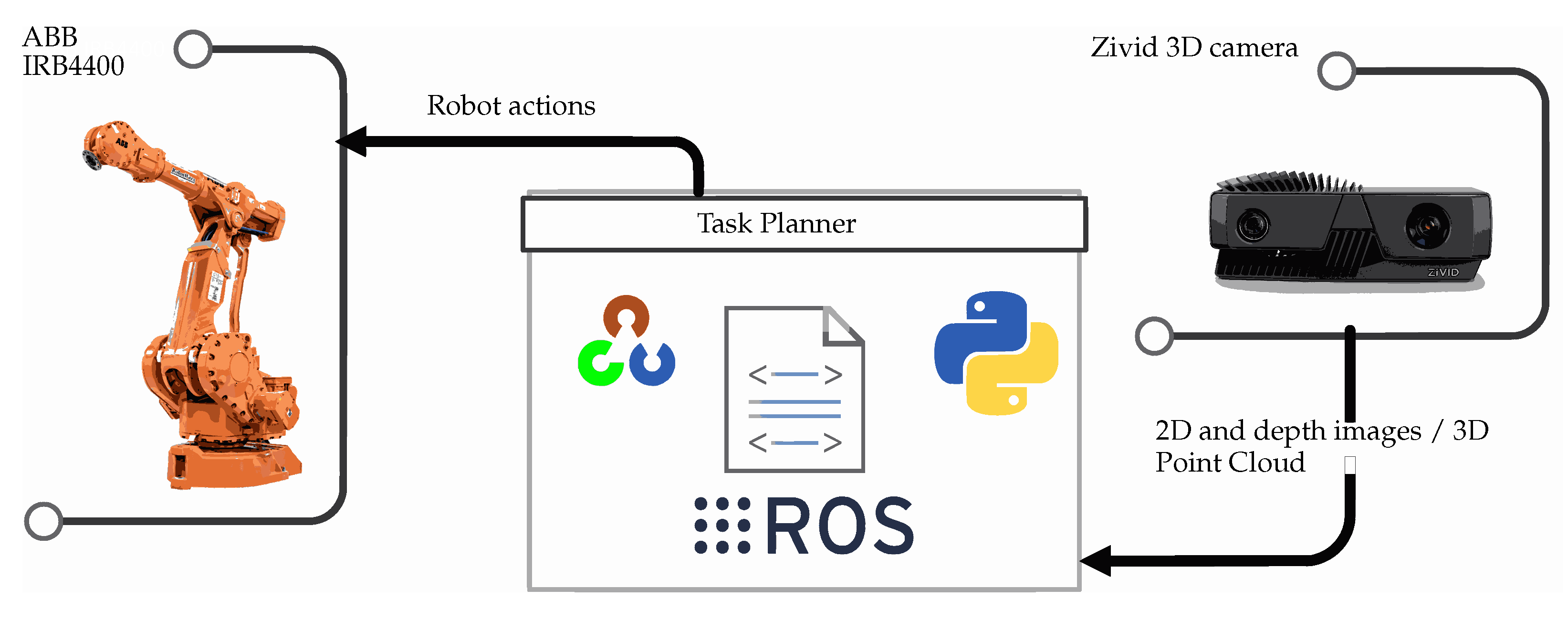
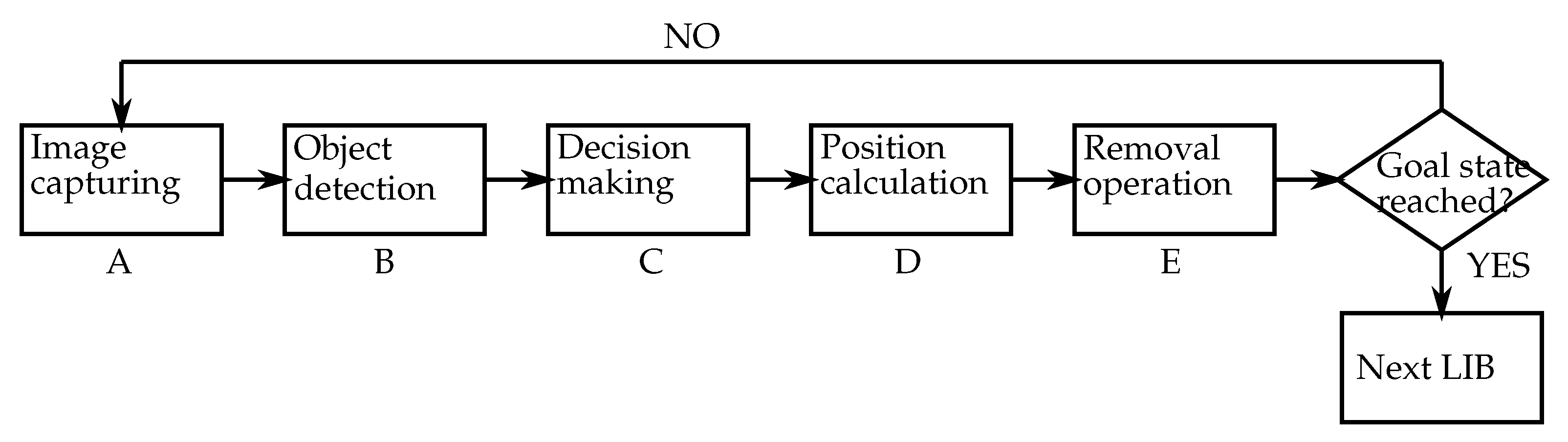
2.1. Task Planner Design
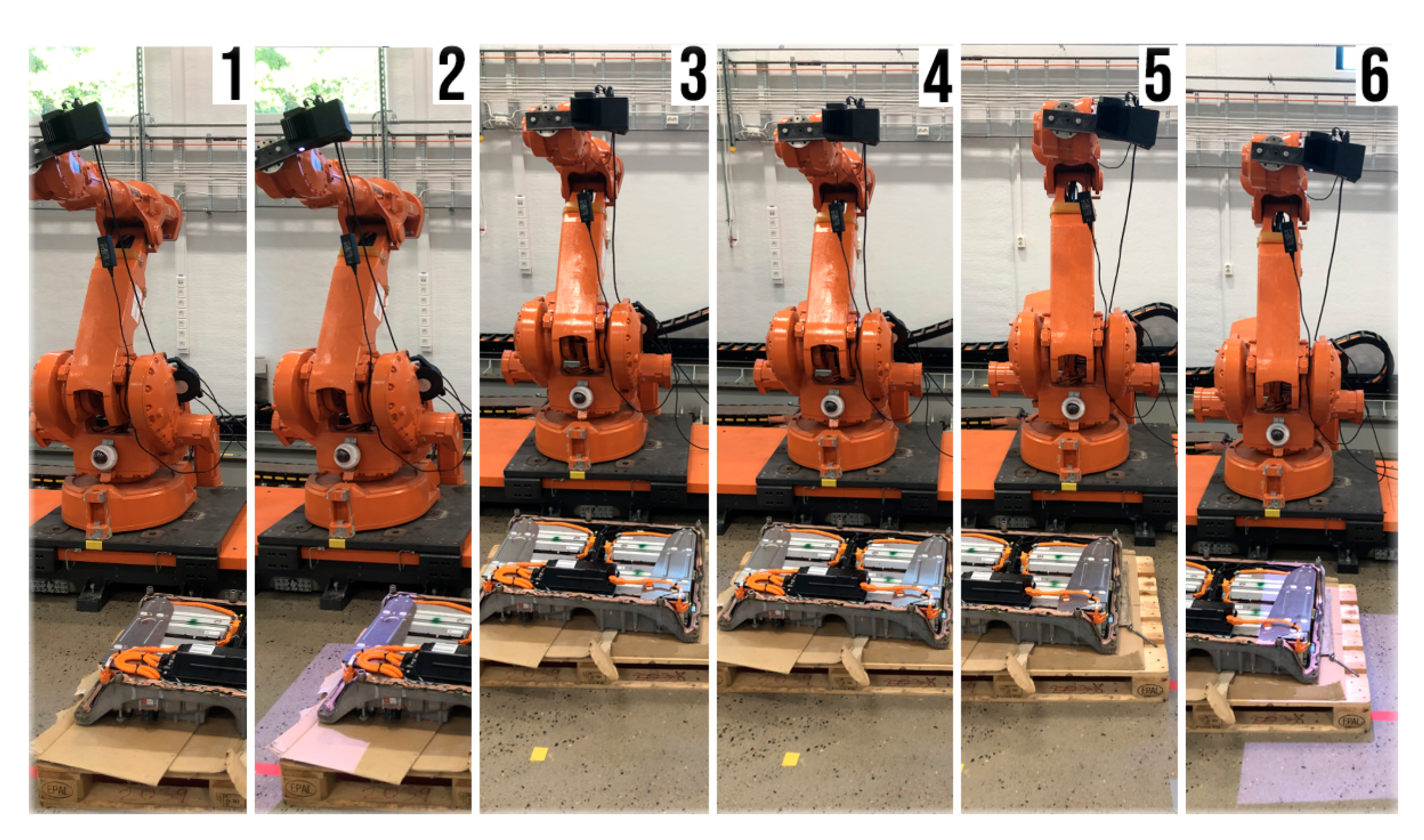
2.1.1. Image Capturing (A)
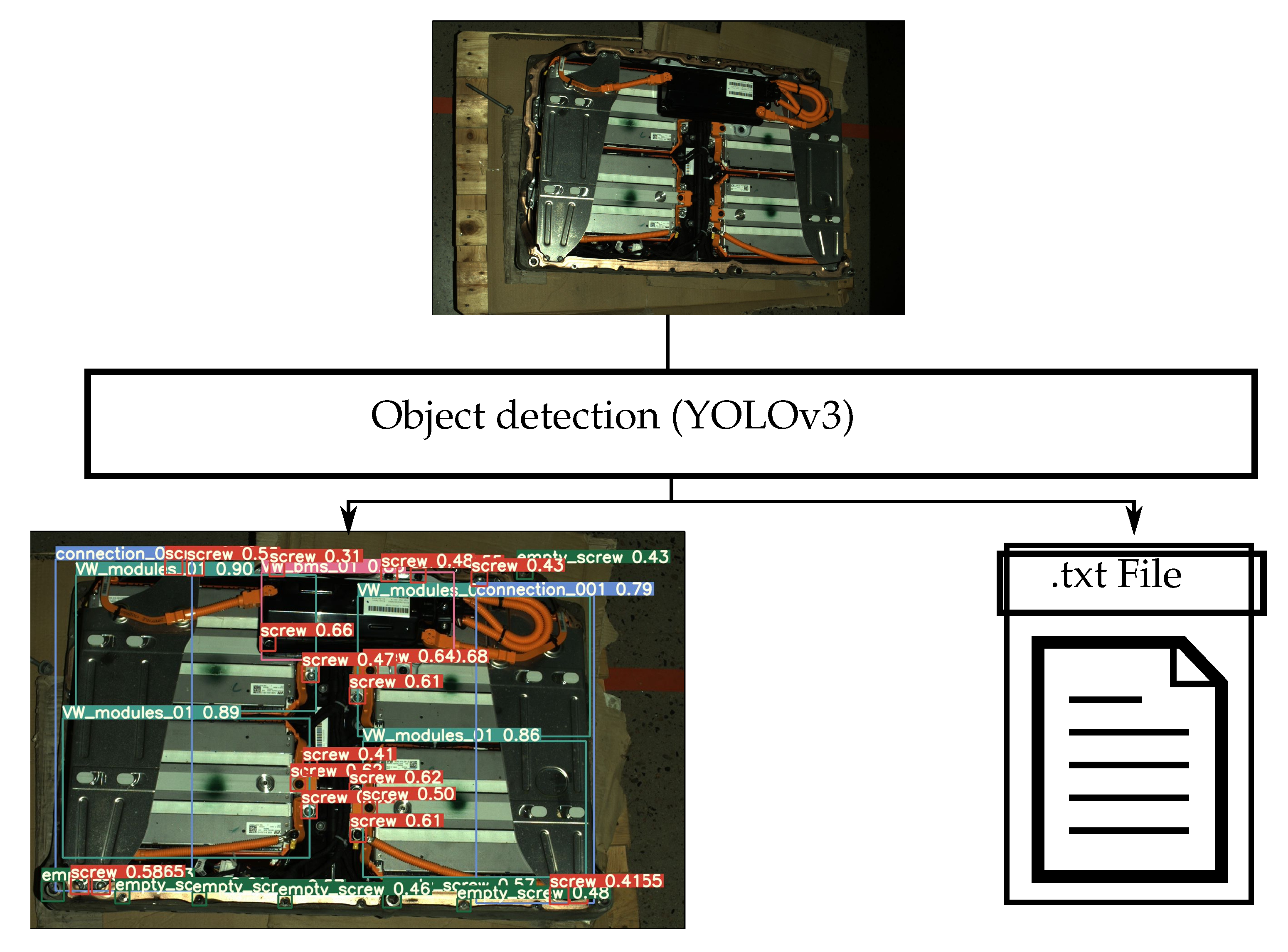
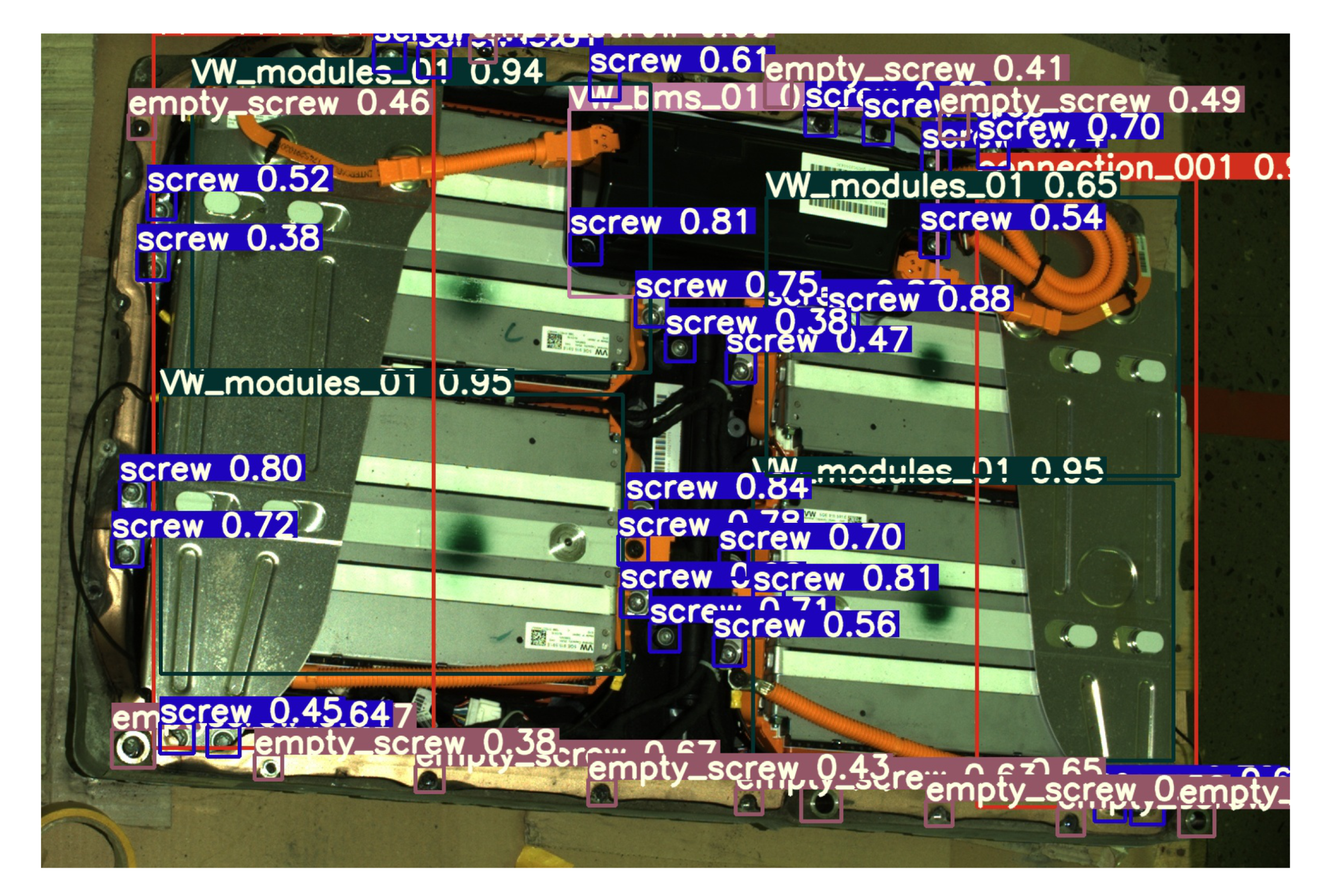
2.1.2. Object Detection (2D Image) (B)
2.1.3. Decision Making (C)
2.1.4. Position Calculation (D)
2.1.5. Robot Communication and Removal Operation (E)
2.2. Main Functions
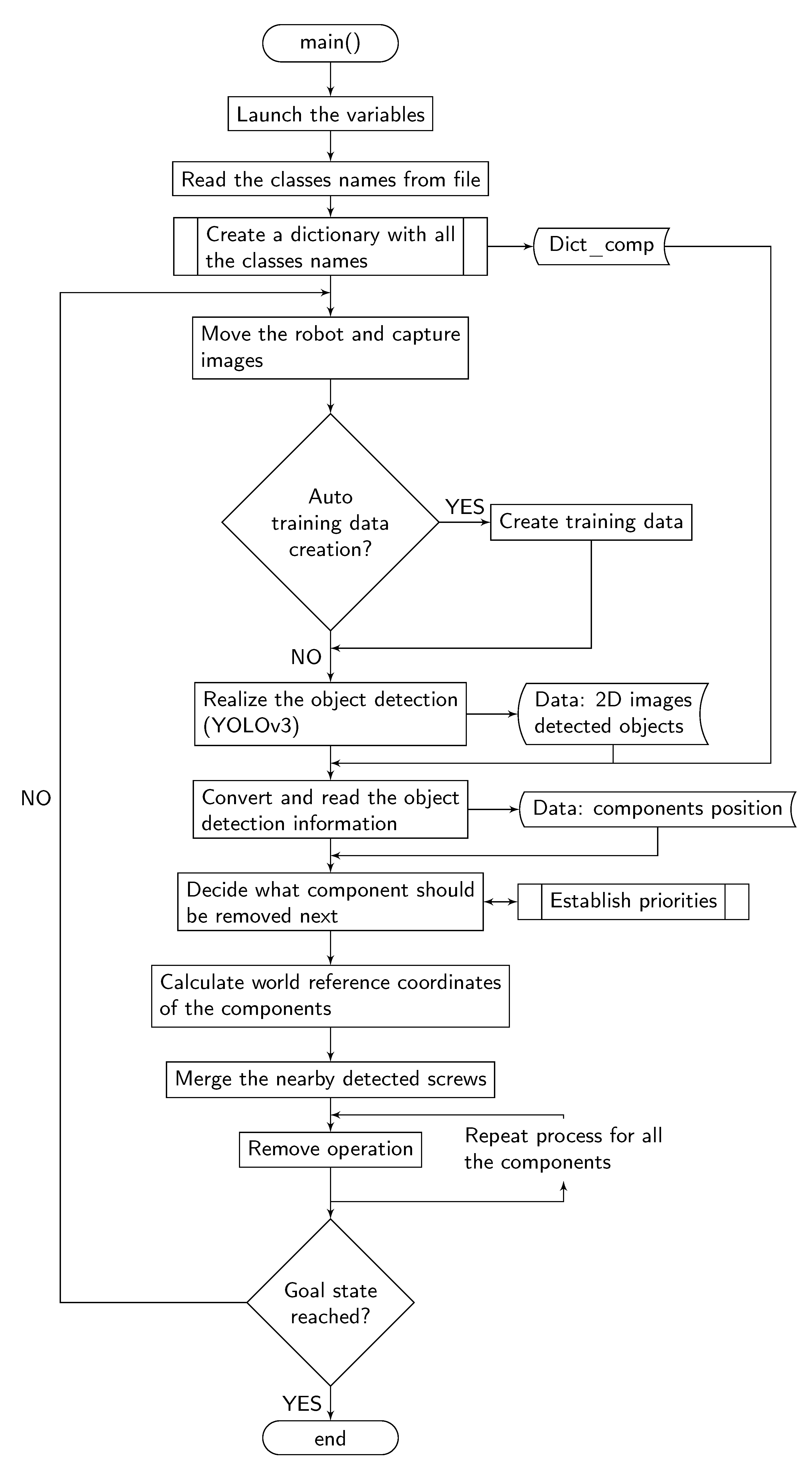
2.2.1. Function: main()
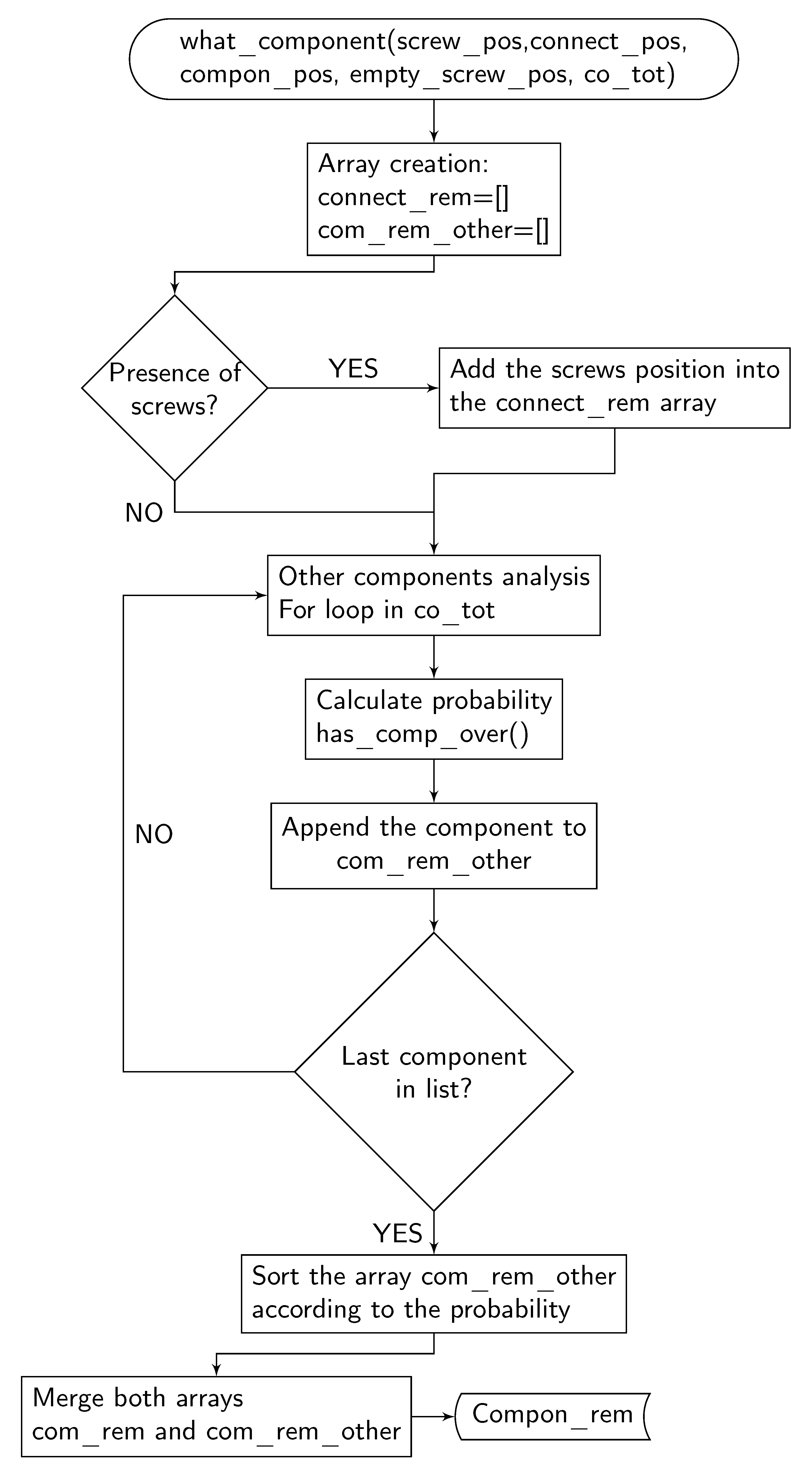
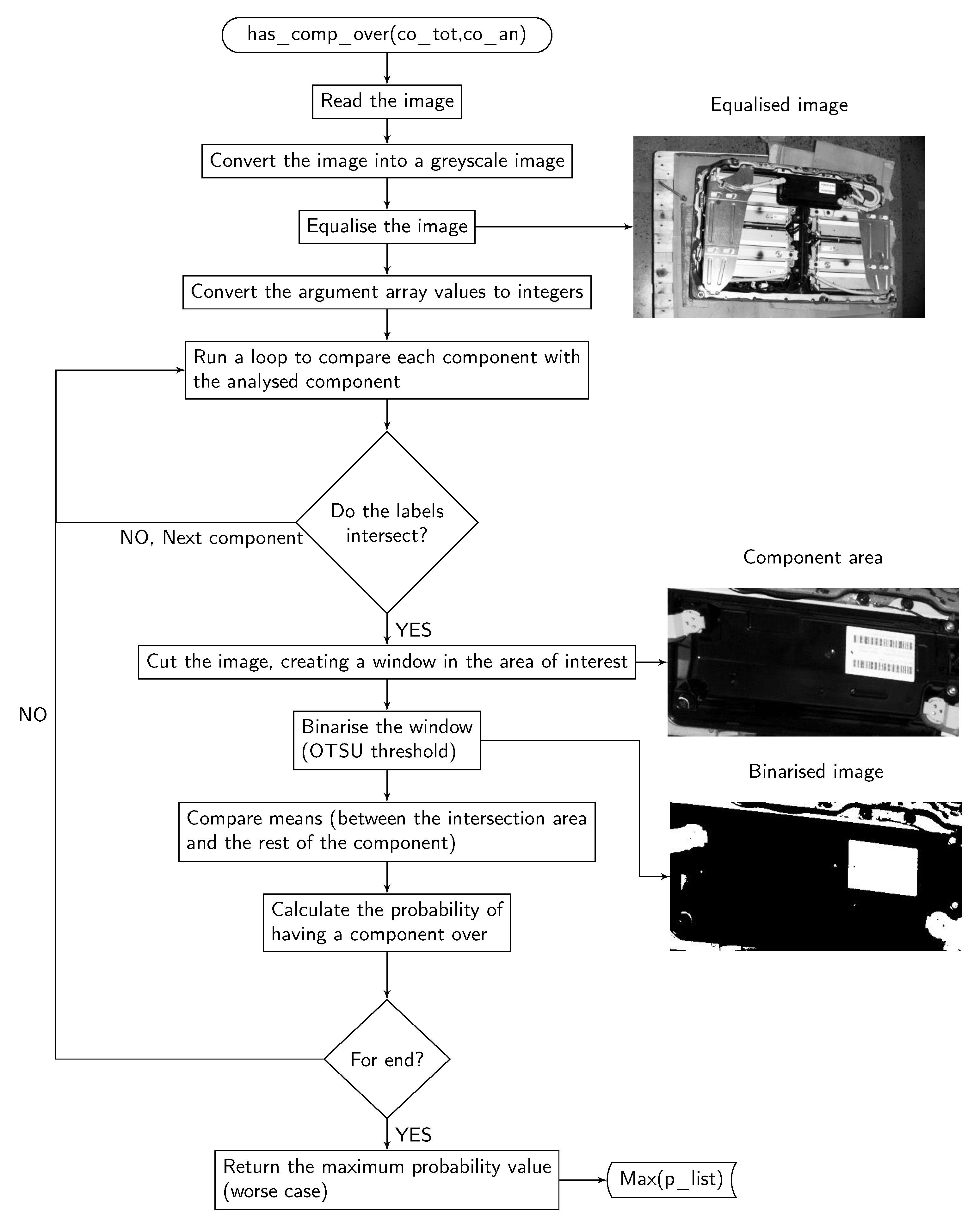
2.2.2. Cognitive Functions: what_component() and has_comp_over()
- screw_pos (array): An array containing coordinates of detected screws, referred to the image base frame.
- connect_pos (array): An array containing coordinates of detected connective components, referred to the image base frame.
- compon_pos (array): An array containing coordinates of detected general components, referred to the image base frame.
- empty_screw_pos (array): An array containing coordinates of detected empty screw holes, referred to the image base frame.
- co_tot (array): An array containing coordinates of all detected components, referred to the image base frame.
- co_tot (array)
- co_an (array): Array containing the image coordinates of a specific component (the component being analysed).
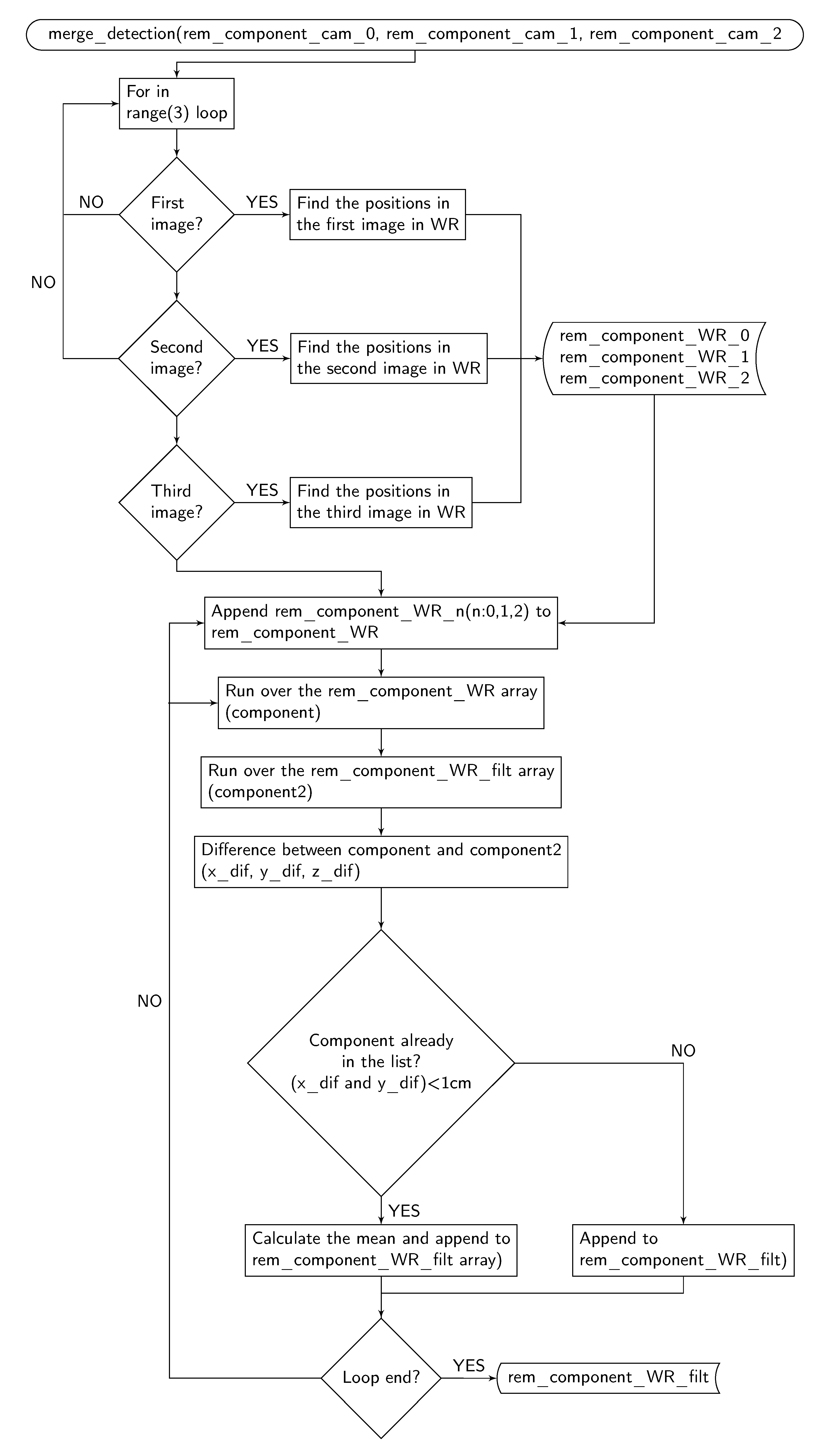
2.2.3. Merging the Pictures: merge_detection()
- rem_component_cam_0 (Array): Array containing positions of all screws detected in the first image in camera reference frame.
- rem_component_cam_1 (Array): Array containing positions of all components detected in the second image in camera reference frame. The components are placed in the removal order list, because the decision-making has been previously done in this image (given its inclinations and consequently its light conditions).
- rem_component_cam_2 (Array): Array containing positions of all screws detected in the last image in camera reference frame.
3. Results
3.1. Object Detection Results
3.2. Time Analysis
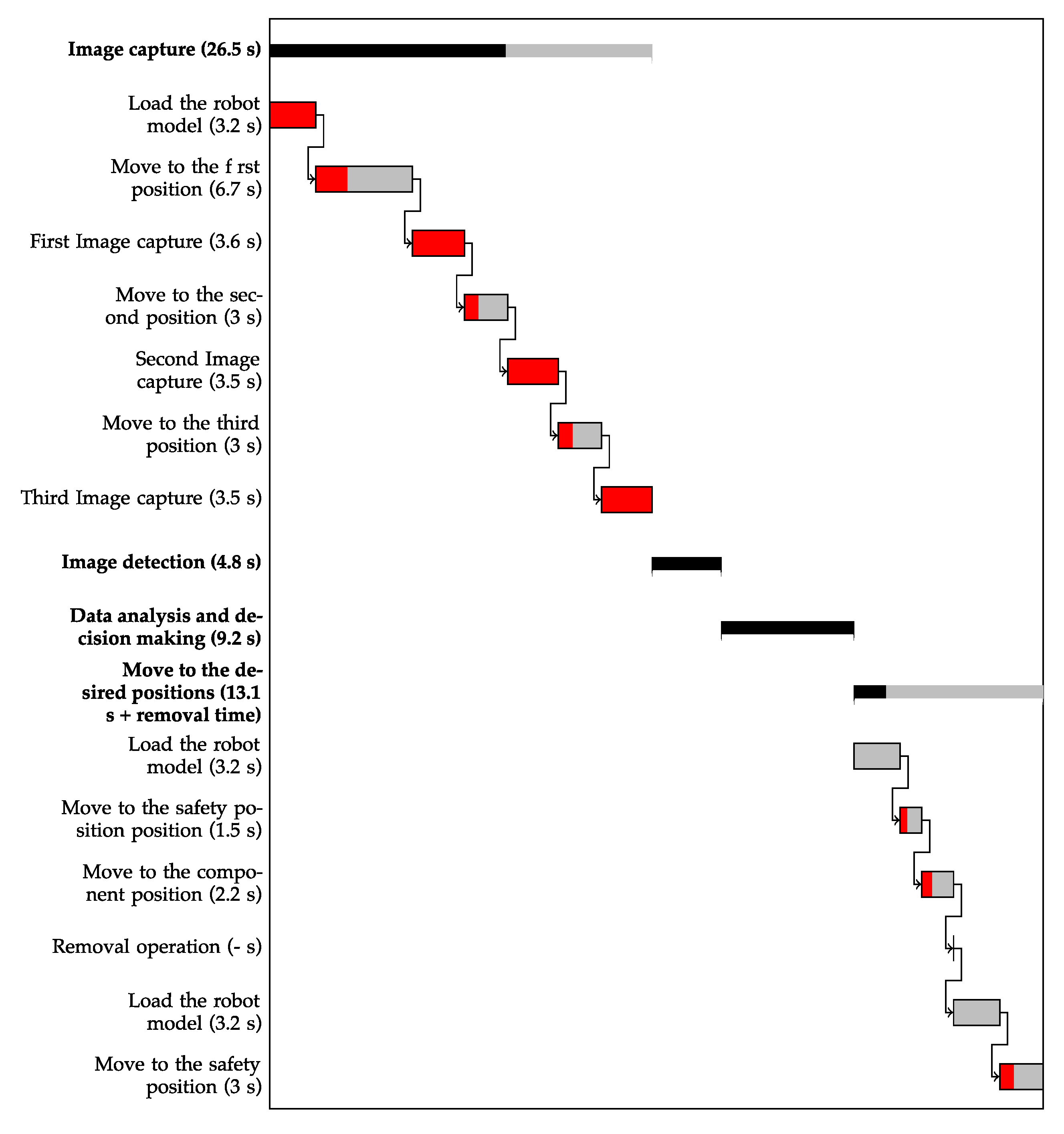
3.2.1. Image Capture (Mean Time: 29.1 s)
- Move to the first position. Mean time: 6.7 s.
- First image capture. Mean time: 3.6 s.
- Move to the second position. Mean time: 3.0 s.
- Second image capture. Mean time: 3.5 s.
- Move to the third position. Mean time: 6.0 s.
- Third image capture. Mean time: 3.6 s.
3.2.2. Object Identification (Mean Time: 4.8 s)
3.2.3. Data Analysis and Decision Making (Mean Time 9.2 s)
3.2.4. Move to the Desired Positions (Mean Time: 13.1 s)
- Load the robot model (MoveIt!). Mean time: 3.2 s.
- Move to the safety position. Mean time: 1.8 s.
- Move to the component position. Mean time: 2.2 s.
- Removal operation. Mean time: not applicable, since it depends on the removal operations, which is not considered in this project.
- Load the robot model (MoveIt!). Mean time: 3.2 s.
- Move to the safety position. Mean time: 2.6 s.
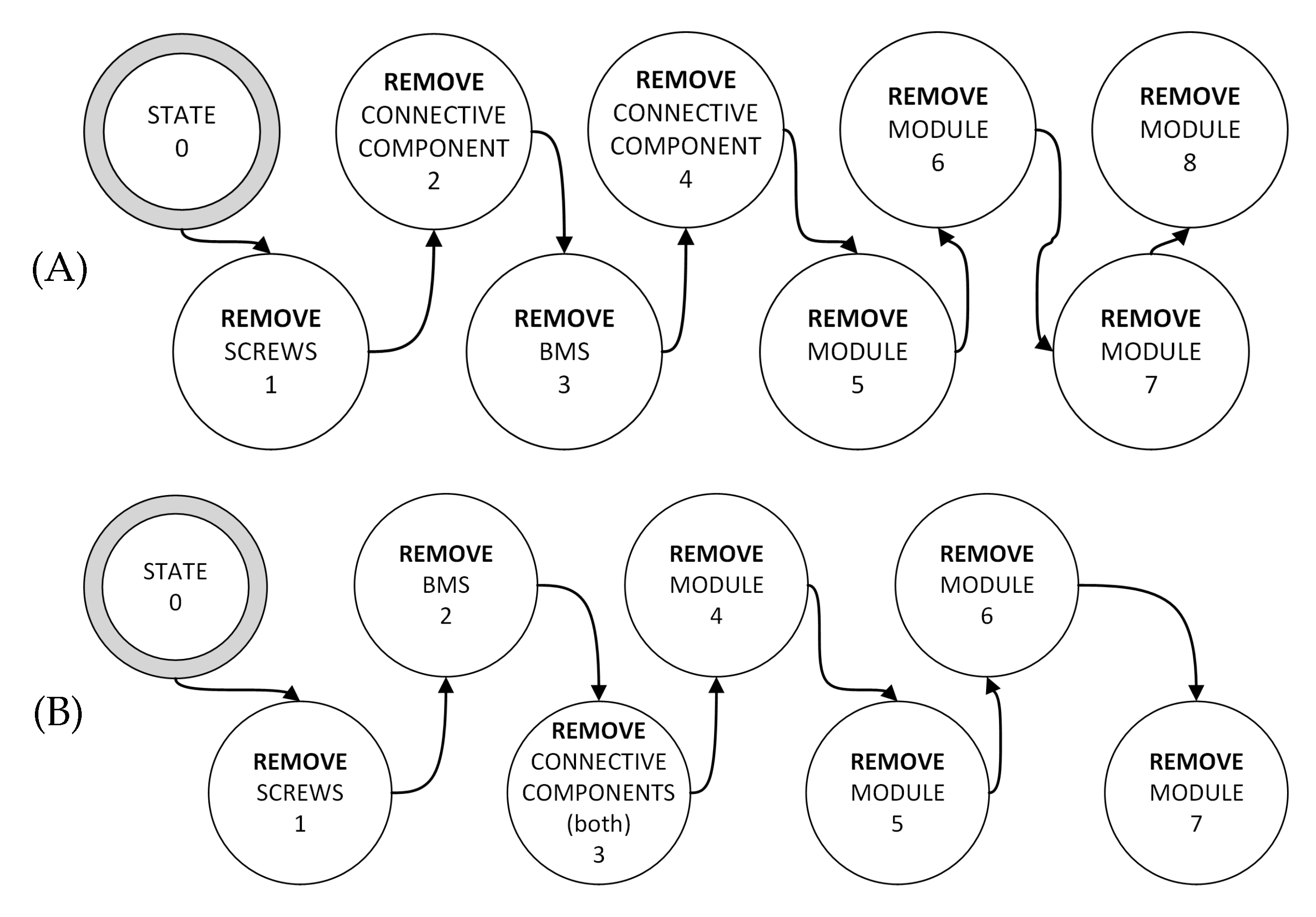
3.3. Decision-Making: Optimal Path
3.3.1. Optimal Dismantling Plans
3.3.2. Dismantling Plans Proposed by the System
3.4. Accuracy
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Awan, A. Batteries: An essential technology to electrify road transport. In Global EV Outlook 2020; International Energy Agency: Paris, France, 2020; pp. 185–219. [Google Scholar]
- Wegener, K.; Andrew, S.; Raatz, A.; Dröder, K.; Herrmann, C. Disassembly of Electric Vehicle Batteries Using the Example of the Audi Q5 Hybrid System. Procedia CIRP 2014, 23. [Google Scholar] [CrossRef] [Green Version]
- Alfaro-Algaba, M.; Ramirez, F.J. Techno-economic and environmental disassembly planning of lithium-ion electric vehicle battery packs for remanufacturing. Resour. Conserv. Recycl. 2020, 154, 104461. [Google Scholar] [CrossRef]
- Pistoia, G.; Liaw, B. Behaviour of Lithium-Ion Batteries in Electric Vehicles: Battery Health, Performance, Safety, and Cost; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Li, J.; Barwood, M.; Rahimifard, S. Robotic disassembly for increased recovery of strategically important materials from electrical vehicles. Robot. Comput. Integr. Manuf. 2018, 50, 203–212. [Google Scholar] [CrossRef] [Green Version]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kroll, E.; Beardsley, B.; Parulian, A. A Methodology to Evaluate Ease of Disassembly for Product Recycling. IIE Trans. 1996, 28, 837–846. [Google Scholar] [CrossRef]
- Mok, H.; Kim, H.; Moon, K. Disassemblability of mechanical parts in automobile for recycling. Comput. Ind. Eng. 1997, 33, 621–624. [Google Scholar] [CrossRef]
- Schäfer, J.; Singer, R.; Hofmann, J.; Fleischer, J. Challenges and Solutions of Automated Disassembly and Condition-Based Remanufacturing of Lithium-Ion Battery Modules for a Circular Economy. Procedia Manuf. 2020, 43, 614–619. [Google Scholar] [CrossRef]
- Velázquez-Martínez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A Critical Review of Lithium-Ion Battery Recycling Processes from a Circular Economy Perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.; Liu, J.; Pham, D.T.; Xu, W.; Ramirez, F.J.; Ji, C.; Liu, Q. Disassembly sequence planning: Recent developments and future trends. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019. [Google Scholar] [CrossRef]
- Xia, K.; Gao, L.; Chao, K.; Wang, L. A Cloud-Based Disassembly Planning Approach towards Sustainable Management of WEEE. In Proceedings of the 2015 IEEE 12th International Conference on e-Business Engineering, Beijing, China, 23–25 October 2015; pp. 203–208. [Google Scholar] [CrossRef]
- Li, L.; Zheng, P.; Yang, T. Disassembly Automation for Recycling End-of-Life Lithium-Ion Pouch Cells. J. Miner. Met. Mater. Soc. 2019, 71, 4457–4464. [Google Scholar] [CrossRef] [Green Version]
- Rujanavech, C.; Lessard, J.; Chandler, S.; Shannon, S.; Dahmus, J.; Guzzo, R. Liam-An Innovation Story; Apple Inc.: Cupertino, CA, USA, 2016. [Google Scholar]
- Torres, F.; Puente, S.; Díaz, C. Automatic cooperative disassembly robotic system: Task planner to distribute tasks among robots. Control Eng. Pract. 2009, 17, 112–121. [Google Scholar] [CrossRef]
- Knoth, R.; Hoffmann, M.; Kopacek, B.; Kopacek, P. Intelligent disassembly of electr(on)ic equipment. In Proceedings of the Second IEEE International Symposium on Environmentally Conscious Design and Inverse Manufacturing, Tokyo, Japan, 11–15 December 2001; pp. 557–561. [Google Scholar] [CrossRef]
- Vongbunyong, S.; Chen, W.H. Cognitive Robotics; Springer: Cham, Switzerland, 2015; pp. 95–128. [Google Scholar] [CrossRef]
- Vongbunyong, S.; Kara, S.; Pagnucco, M. Application of cognitive robotics in disassembly of products. CIRP Ann. 2013, 62, 31–34. [Google Scholar] [CrossRef]
- Aalerud, A.; Dybedal, J.; Ujkani, E.; Hovland, G. Industrial Environment Mapping Using Distributed Static 3D Sensor Nodes. In Proceedings of the 2018 14th IEEE/ASME International Conference on Mechatronic and Embedded Systems and Applications, MESA 2018, Oulu, Finland, 2–4 July 2018. [Google Scholar] [CrossRef]
- Redmon, J.; Farhadi, A. Yolo9000: Better faster stronger. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Honolulu, HI, USA, 21–26 July 2017; pp. 6517–6525. [Google Scholar]
- Nixon, M.; Aguado, A. Feature Extraction and Image Processing for Computer Vision; Academic Press: Cambridge, MA, USA, 2019. [Google Scholar]
- Otsu, N. A Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Simony, M.; Milzy, S.; Amendey, K.; Gross, H.M. Complex-YOLO: An Euler-Region-Proposal for Real-time 3D Object Detection on Point Clouds. In Proceedings of the European Conference on Computer Vision (ECCV) Workshops, Munich, Germany, 8–14 September 2018. [Google Scholar]
- Li, G.; Muller, M.; Thabet, A.; Ghanem, B. DeepGCNs: Can GCNs go as deep as CNNs? In Proceedings of the IEEE International Conference on Computer Vision, Seoul, Korea, 27 October–2 November 2019; pp. 9266–9275. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | %w/w | Material |
|---|---|---|
| Upper housing shell | 2.8% | Composite |
| Upper and lower insulator | 0.4% | Expanded polyethylene |
| BMS (Battery Junction Box and Battery Management Controller) | 2.2% | Plastic, electronics |
| Connecting plates (Top transverse covers) (2) | 0.7% | Al |
| Modules (8) | 75.3% | Li, Co, Mg, Ni, Cu, Al, Graphite, plastic |
| Cooling system | 0.4% | Ruber, plastic, Al |
| Lower housing shell | 16.6% | Al |
| High-voltage cables and connectors | 1.2% | Cu |
| Screws | 0.4% | Fe |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choux, M.; Marti Bigorra, E.; Tyapin, I. Task Planner for Robotic Disassembly of Electric Vehicle Battery Pack. Metals 2021, 11, 387. https://doi.org/10.3390/met11030387
Choux M, Marti Bigorra E, Tyapin I. Task Planner for Robotic Disassembly of Electric Vehicle Battery Pack. Metals. 2021; 11(3):387. https://doi.org/10.3390/met11030387
Chicago/Turabian StyleChoux, Martin, Eduard Marti Bigorra, and Ilya Tyapin. 2021. "Task Planner for Robotic Disassembly of Electric Vehicle Battery Pack" Metals 11, no. 3: 387. https://doi.org/10.3390/met11030387