
Optimum Processing of Absorbable Carbon Nanofiber Reinforced Mg–Zn Composites Based on Two-Level Factorial Design




Abstract
:1. Introduction
2. Materials and Methods
2.1. Design of Experiment
2.2. Sample Preparation
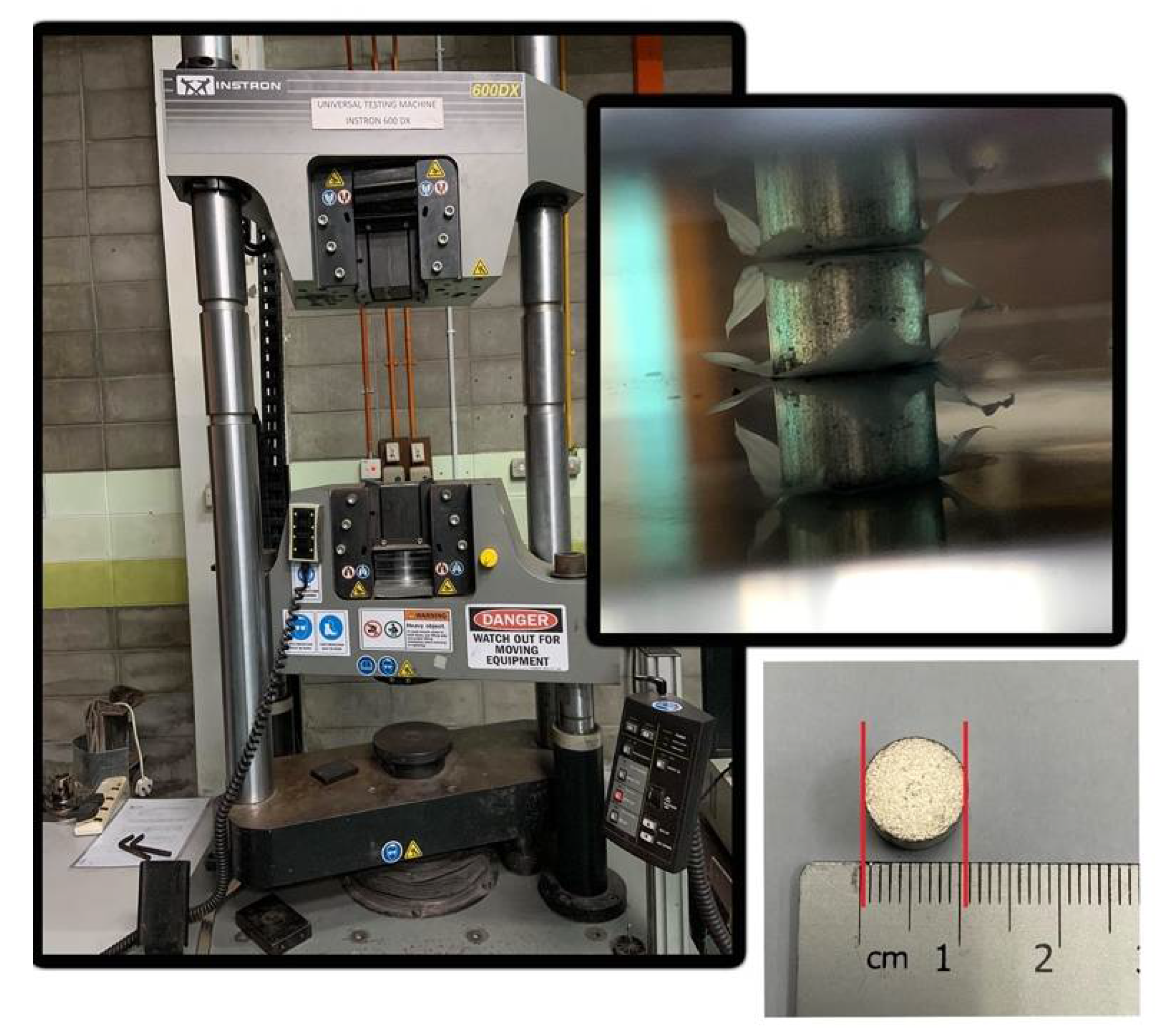
2.3. Materials Characterization and Testing
3. Results
3.1. Elastic Modulus, Hardness and Weight Loss Measurement
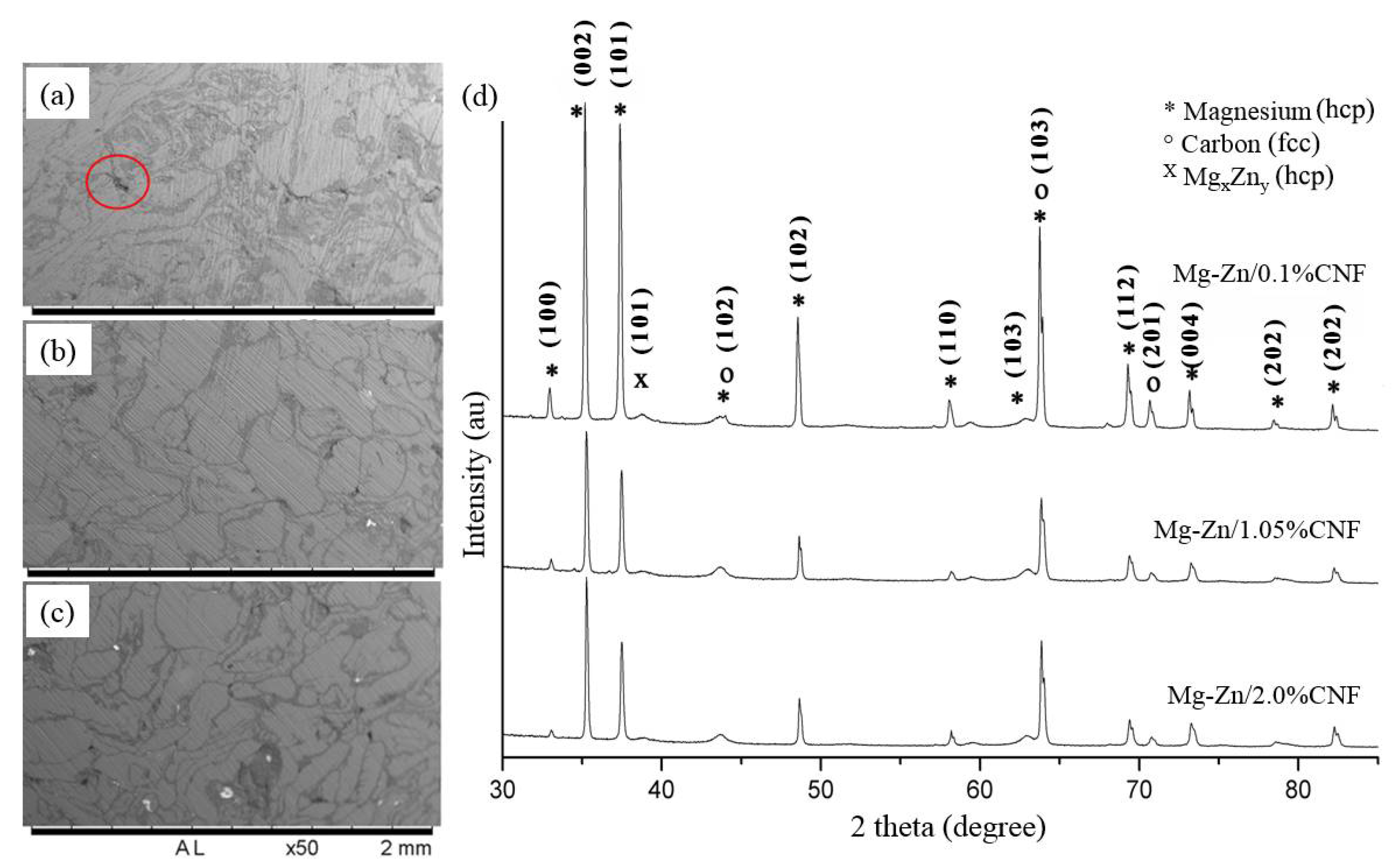
3.2. Microstructural Observation
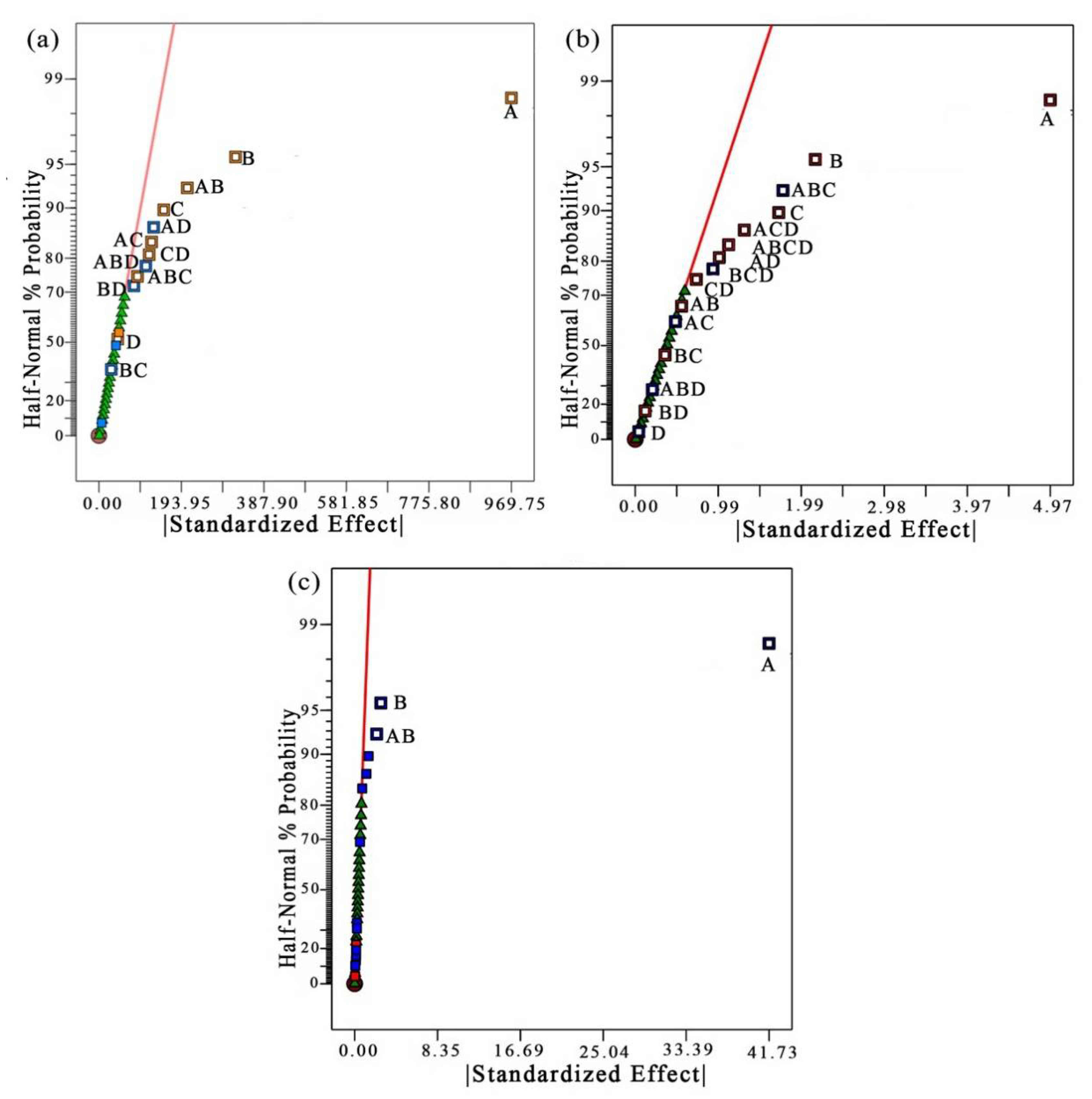
3.3. Half-Normal Plot for Standardized Effect and Analysis of Variance
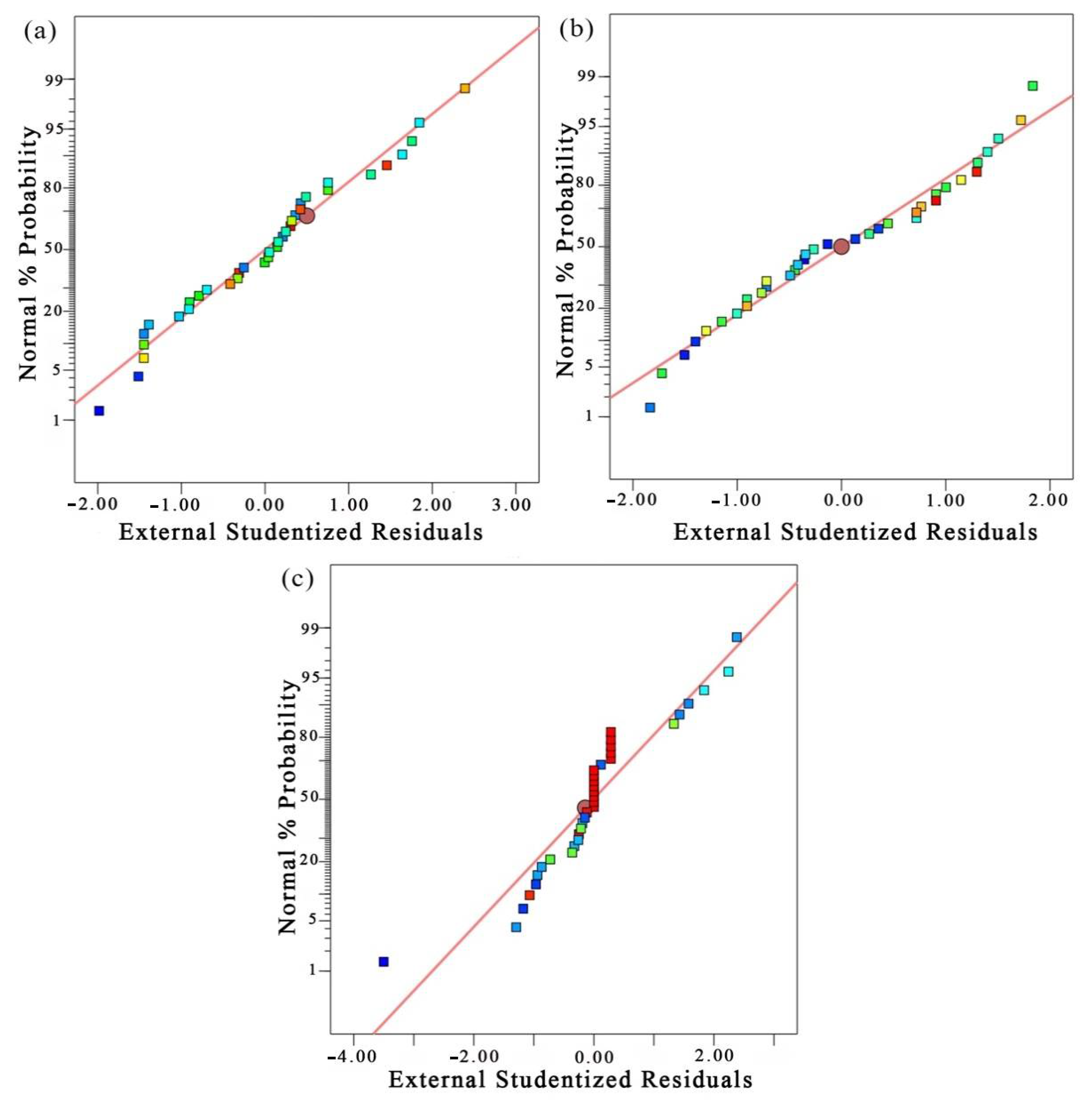
3.4. Fit Statistic Calculation
4. Discussion
4.1. Analysis of Mechanical Properties
4.2. Analysis of Corrosion Behavior
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hermawan, H. Updates on the Research and Development of Absorbable Metals for Biomedical Applications. Prog. Biomater. 2018, 7, 93–110. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, J.-W.; Han, H.-S.; Han, K.-J.; Park, J.; Jeon, H.; Ok, M.R.; Seok, H.K.; Ahn, J.P.; Lee, K.E.; Lee, D.H.; et al. Long-Term Clinical Study and Multiscale Analysis of In Vivo Biodegradation Mechanism of MG Alloy. Proc. Natl. Acad. Sci. USA 2016, 113, 716–721. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Biber, R.; Pauser, J.; Brem, M.; Bail, H.J. Bioabsorbable Metal Screws in Traumatology: A Promising Innovation. Trauma Case Rep. 2017, 8, 11–15. [Google Scholar] [CrossRef] [PubMed]
- Krämer, M.; Schilling, M.; Eifler, R.; Hering, B.; Reifenrath, J.; Besdo, S.; Windhagen, H.; Willbold, E.; Weizbauer, A. Corrosion Behavior, Biocompatibility and Biomechanical Stability of a Prototype Magnesium-Based Biodegradable Intrame-Dullary Nailing System. Mater. Sci. Eng. C 2016, 59, 129–135. [Google Scholar] [CrossRef] [PubMed]
- Salleh, E.M.; Hussain, Z.; Ramakrishnan, S. Synthesis of Biodegradable Mg-Zn Alloy by Mechanical Alloying: Statistical Prediction of Elastic Modulus and Mass Loss Using Fractional Factorial Design. Trans. Nonferrous Met. Soc. Chin. 2018, 28, 687–699. [Google Scholar] [CrossRef]
- Bommala, V.K.; Krishna, M.G.; Rao, C.T. Magnesium Matrix Composites for Biomedical Applications: A Review. J. Magnes. Alloy 2019, 7, 72–79. [Google Scholar] [CrossRef]
- Malizos, K.N.; Papatheodorou, L.K. The Healing Potential of the Periosteum. Injury 2005, 36, S13–S19. [Google Scholar] [CrossRef]
- Yang, Y.; He, C.; Dianyu, E.; Yang, W.; Qi, F.; Xie, D.; Shen, L.; Peng, S.; Shuai, C. Mg Bone Implant: Features, Developments and Perspectives. Mater. Des. 2020, 185, 108259. [Google Scholar] [CrossRef]
- Silvain, J.F.; Vincent, C.; Heintz, J.M.; Chandra, N. Novel Processing and Characterization of Cu/CNF Nanocomposite for High Thermal Conductivity Applications. Compos. Sci. Technol. 2009, 69, 2474–2484. [Google Scholar] [CrossRef]
- Turan, M.E.; Sun, Y.; Aydin, F.; Zengin, H.; Turen, Y.; Ahlatci, H. Effects of Carbonaceous Reinforcements on Microstructure and Corrosion Properties of Magnesium Matrix Composites. Mater. Chem. Phys. 2018, 218, 182–188. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles—A Review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Lee, M.; Choi, Y.; Sugio, K.; Matsugi, K.; Sasaki, G. Effect of Aluminum Carbide on Thermal Conductivity of the Unidirectional CF/Al Composites Fabricated by Low Pressure Infiltration Process. Compos. Sci. Technol. 2014, 97, 1–5. [Google Scholar] [CrossRef]
- Lim, J.Y.; Oh, S.I.; Kim, Y.C.; Jee, K.K.; Sung, Y.M.; Han, J.H. Effects of CNF Dispersion on Mechanical Properties of CNF Reinforced A7xxx Nanocomposites. Mater. Sci. Eng. A 2012, 556, 337–342. [Google Scholar] [CrossRef]
- Diudea, M.V.; Szefler, B.; Nagy, C.L.; Bende, A. Exotic Allotropes of Carbon. In Exotic Properties of Carbon Nanomatter: Advances in Physics and Chemistry; Putz, M.V., Ori, O., Eds.; Springer: Dordrecht, The Netherlands, 2015; pp. 185–201. [Google Scholar]
- Edie, D.D. The Effect of Processing on the Structure and Properties of Carbon Fibers. Carbon 1998, 36, 345–362. [Google Scholar] [CrossRef]
- Xu, H.; Li, Q. Effect of Carbon Nanofiber Concentration on Mechanical Properties of Porous Magnesium Composites: Experimental and Theoretical Analysis. Mater. Sci. Eng. A 2017, 706, 249–255. [Google Scholar] [CrossRef]
- Horzum, N.; Arik, N.; Truong, Y.B. Nanofibers for Fiber-Reinforced Composites. In Fiber Technology for Fiber-Reinforced Composites; Seydibeyoğlu, M.O., Mohanty, A.K., Misra, M., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 251–275. [Google Scholar]
- Abdo, H.S.; Khalil, K.A.; El-Rayes, M.M.; Marzouk, W.W.; Hashem, A.-F.M.; Abdel-Jaber, G.T. Ceramic Nanofibers versus Carbon Nanofibers as a Reinforcement for Magnesium Metal Matrix to Improve the Mechanical Properties. J. King Saud Univ. Eng. Sci. 2020, 32, 346–350. [Google Scholar] [CrossRef]
- Seyedraoufi, Z.S.; Mirdamadi, S. Synthesis, Microstructure and Mechanical Properties of Porous Mg-Zn Scaffolds. J. Mech. Behav. Biomed. Mater. 2013, 21, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Burke, P.; Kipouros, G.J.; Fancelli, D.; Laverdiere, V. Sintering Fundamentals of Magnesium Powders. Can. Metall. Quart. 2009, 48, 123–132. [Google Scholar] [CrossRef]
- De Mello, J.D.B.; Binder, R.; Klein, A.N.; Hutchings, I.M. Effect of Compaction Pressure and Powder Grade on the Microstructure, Hardness and Surface Topography of Steam Oxidized Sintered Iron. Powder Metall. 2006, 44, 248–254. [Google Scholar]
- Mohammed, M.T.; Hussein, H.A.; Jasim, I.N.; Allawi, Z.I. Effect of Compaction Pressure on Morphology and Physical Properties for Cu-Based Produce by Using Powder Metallurgy Technique. Proceeding of the 1st International Scientific Conference of Engineering Sciences—3rd Scientific Conference of Engineering Science, ISCES, Diyala, Baqubah, Iraq, 10–11 January 2018; IEEE: New York, NY, USA, 2018; pp. 198–202. [Google Scholar]
- Arifvianto, B.; Zhou, J. Fabrication of Metallic Biomedical Scaffolds with the Space Holder Method: A Review. Materials 2014, 7, 3588–3622. [Google Scholar] [CrossRef] [Green Version]
- Goh, C.S.; Gupta, M.; Jarfors, A.E.W.; Tan, M.J.; Wei, J. Magnesium and Aluminium Carbon Nanotube Composites. Key Eng. Mater. 2010, 425, 245–261. [Google Scholar] [CrossRef]
- Chui, P.; Jing, R.; Zhang, F.; Li, J.; Feng, T. Mechanical Properties and Corrosion Behavior of β-type Ti-Zr-Nb-Mo Alloys for Biomedical Application. J. Alloys Compd. 2020, 155693. [Google Scholar] [CrossRef]
- Yuangyai, C.; Nembhard, H.B. Design of Experiments: A Key to Innovation in Nanotechnology. In Emerging Nanotechnologies for Manufacturing: A Volume in Micro and Nano Technologies, 2nd ed.; Ahmed, W., Jackson, M.J., Eds.; Elsevier: Amsterdam, The Netherlands, 2010; pp. 207–234. [Google Scholar]
- Gou, J.; Liang, Z.; Wang, B. Experimental Design and Optimization of Dispersion Process for Single-Walled Carbon Nanotube Bucky Paper. Int. J. Nanosci. 2004, 3, 293–307. [Google Scholar] [CrossRef]
- Edrus, M.A.K.; Azman, M.S.M.; Tuminoh, H.; Nasution, A.K.; Ramlee, M.H. Fabrication and Characterization of Mg-Zn Alloys Reinforced with Carbon Nanofiber for Orthopaedics Implant Application: A Study on the Different Compositions. Malays. J. Med. Health Sci. 2020, 83, 1–6. [Google Scholar]
- Tuminoh, H.; Azman, M.S.M.; Edrus, M.A.K.; Nasution, A.K.; Ramlee, M.H. Fabrication and Characterisation of Mg-Zn Alloys Reinforced with Cnf: A Study on the Sintering Process. J. Teknol. 2020, 83, 1–6. [Google Scholar] [CrossRef]
- Salleh, E.M.; Ramakrishnan, S.; Hussain, Z. Synthesis of Biodegradable Mg-Zn Alloy by Mechanical Alloying: Effect of Milling Time. Proc. Chem. 2016, 19, 525–530. [Google Scholar] [CrossRef] [Green Version]
- Vignesh, R.V.; Padmanaban, R.; Govindaraju, M. Study on the Corrosion and Wear Characteristics of Magnesium Alloy AZ91D in Simulated Body Fluids. Bull. Mater. Sci. 2020, 43, 8. [Google Scholar] [CrossRef]
- Li, Q.; Rottmair, C.A.; Singer, R.F. CNT Reinforced Light Metal Composites Produced by Melt Stirring and by High Pressure Die Casting. Compos. Sci. Technol. 2010, 70, 2242–2247. [Google Scholar] [CrossRef] [Green Version]
- Francis, R.; Kumar, D.S. Biomedical Applications of Polymeric Materials and Composites, 1st ed.; Wiley-VCH Verlag: Weinheim, Germany, 2016; pp. 125–140. [Google Scholar]
- Wang, S.; Wei, X.; Xu, J.; Hong, J.; Song, X.; Yu, C.; Chen, J.; Chen, X.; Lu, H. Strengthening and Toughening Mechanisms in Refilled Friction Stir Spot Welding of AA2014 Aluminum Alloy Reinforced by Graphene Nanosheets. Mater. Des. 2020, 186, 108212. [Google Scholar] [CrossRef]
- Meng, L.; Hu, X.; Wang, X.; Zhang, C.; Shi, H.; Xiang, Y.; Liu, N.; Wu, K. Graphene Nanoplatelets Reinforced Mg Matrix Composite with Enhanced Mechanical Properties by Structure Construction. Mater. Sci. Eng. A 2018, 733, 414–418. [Google Scholar] [CrossRef]
- Liang, J.; Li, H.; Qi, L.; Tian, W.; Li, X.; Chao, X.; Wei, J. Fabrication and Mechanical Properties of CNTs/Mg Composites Prepared by Combining Friction Stir Processing and Ultrasonic Assisted Extrusion. J. Alloys Compd. 2017, 728, 282–288. [Google Scholar] [CrossRef]
- Cai, S.; Lei, T.; Li, N.; Feng, F. Effects of Zn on Microstructure, Mechanical Properties and Corrosion Behavior of Mg–Zn Alloys. Mater. Sci. Eng. C 2012, 32, 2570–2577. [Google Scholar] [CrossRef]
- Zou, N.; Li, Q. Effect of Compaction Pressure and Magnesium Weight Fraction on Hardness of Recycled-Polystyrene Matrix Composite. JOM 2018, 70, 1454–1458. [Google Scholar] [CrossRef]
- Yusof, M.M.; Zuhailawati, H. The Effect of Compaction Pressure for on Properties of Binary and Ternary Magnesium Alloys. In Proceeding of the 3rd International Conference of Global Network for Innovative Technology, Advance Materials for Innovative Technologies, Penang, Malaysia, 27–29 January 2016; AIP: New York, NY, USA, 2017; p. 030005. [Google Scholar]
- Rai, A.; Rai, P.; Kumar, V.; Singh, N.K.; Singh, V.K. Effect of Sintering Temperature on the Physico-Mechanical Behavior of SiC Reinforced Zinc-Magnesium Based Composite. Met. Mater. Int. 2020, 1–9. [Google Scholar] [CrossRef]
- Kumar, A.; Pandey, P.M. Development of Mg Based Biomaterial with Improved Mechanical and Degradation Properties Using Powder Metallurgy. J. Magnes. Alloys 2020, 8, 883–898. [Google Scholar] [CrossRef]
- Wahi, A.; Muhamad, N.; Sulong, A.B.; Ahmad, R.N. Effect of Sintering Temperature on Density, Hardness and Strength of MIM Co30Cr6Mo Biomedical alloy. Funtai Oyobi Fummatsu Yakin/J. Jpn. Soc. Powder Powder Metall. 2016, 63, 434–437. [Google Scholar] [CrossRef] [Green Version]
- Dlouhy, I.; Jang, G.J.; Yang, S.S.; Kim, Y.J.; Rudianto, H. Evaluation of Sintering Behavior of Premix Al-Zn-Mg-Cu Alloy Powder. Adv. Mater. Sci. Eng. 2015, 2015, 1–8. [Google Scholar]
- Umasankar, V.; Anthony Xavior, M.; Karthikeyan, S. Experimental Evaluation of the Influence of Processing Parameters on the Mechanical Properties of SiC Particle Reinforced AA6061 Aluminium Alloy Matrix Composite by Powder Processing. J. Alloys Compd. 2014, 582, 380–386. [Google Scholar] [CrossRef]
- Schaffer, G.; Hall, B.; Bonner, S.; Huo, S.; Sercombe, T. The Effect of the Atmosphere and the Role of Pore Filling on the Sintering of Aluminium. Acta Mater. 2006, 54, 131–138. [Google Scholar] [CrossRef]
- Luo, X.; Fang, C.; Yao, F.; Zhao, H.; Yan, S. Effect of Sintering Parameters on the Microstructure and Mechanical Properties of Medical Mg–3Mn and Mg–3Zn Prepared by Powder Metallurgy. Trans. Indian Inst. Metals 2019, 72, 1791–1798. [Google Scholar] [CrossRef]
- Mallireddy, N.; Siva, K. Investigation of Microstructural, Mechanical and Corrosion Properties of AA7010-TiB2 In-Situ Metal Matrix Composite. Sci. Eng. Compos. Mater. 2020, 27, 97–107. [Google Scholar] [CrossRef]
- Samuel, R.; Kumar, P.S.; Robinson, S.D.S.; John, A.S. Corrosion Behaviour of Aluminium Metal Matrix Reinforced with Multi-Wall Carbon Nanotube. J. Asian Ceram. Soc. 2017, 5, 71–75. [Google Scholar] [CrossRef]
- Ding, Y.F.; Lin, J.X.; Wen, C.E.; Zhang, D.M.; Li, Y.C. Mechanical Properties, Corrosion, and Biocompatibility of Mg-Zr-Sr-Dy Alloys for Biodegradable Implant Applications. J. Biomed. Mater. Res. B 2018, 106, 2425–2434. [Google Scholar] [CrossRef]
- Tahmasebifar, A.; Kayhan, S.M.; Evis, Z.; Tezcaner, A.; Çinici, H.; Koç, M. Mechanical, Electrochemical and Biocompatibility Evaluation of AZ91D Magnesium Alloy as a Biomaterial. J. Alloys Compd. 2016, 687, 906–919. [Google Scholar] [CrossRef]
- Niu, B.; Shi, P.; Wei, D.; Shanshan, E.; Li, Q.; Chen, Y. Effects of Sintering Temperature on the Corrosion Behavior of AZ31 Alloy with Ca–P Sol–Gel Coating. J. Alloy. Compd. 2016, 665, 435–442. [Google Scholar] [CrossRef]
- Jafari, S.; Harandi, S.E.; Raman, R.S. A Review of Stress-Corrosion Cracking and Corrosion Fatigue of Magnesium Alloys for Biodegradable Implant Applications. JOM 2015, 67, 1143–1153. [Google Scholar] [CrossRef]
- NACE; ASTM. G31—12a Standard Guide for Laboratory Immersion Corrosion Testing of Metals. Phila. ASTM Int. 2012. [Google Scholar] [CrossRef]
- Ramli, M.I.; Sulong, A.B.; Muhamad, N.; Muchtar, A.; Arifin, A.; Mohd Foudzi, F.; Al-Furjan, H.M.S. Effect of Sintering Parameters on Physical and Mechanical Properties of Powder Injection Moulded Stainless Steel-Hydroxyapatite Composite. PLoS ONE 2018, 13, e0206247. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Lower Limits | Center Points | Upper Level |
|---|---|---|---|
| Percentage of CNF (%) | 0.1 | 1.05 | 2.0 |
| Compaction pressure (MPa) | 100 | 250 | 400 |
| Sintering temperature (°C) | 300 | 400 | 500 |
| Sintering time (h) | 1 | 2.5 | 4 |
| Run | Factors | Responses | |||||
|---|---|---|---|---|---|---|---|
| Percentage of CNF (wt %) | Compaction Pressure (MPa) | Sintering Temperature (°C) | Sintering Time (h) | Elastic Modulus (MPa) | Hardness (Hv) | Weight Loss after 3 Days (%) | |
| 1 | 0.1 | 400 | 300 | 1 | 3049 ± 157 | 49.4 ± 4.2 | 98 |
| 2 | 0.1 | 100 | 500 | 1 | 2866 ± 200 | 52.1 ± 5.3 | 100 |
| 3 | 2 | 400 | 500 | 4 | 4435 ± 108 | 60.1 ± 4.9 | 55.4 |
| 4 | 2 | 100 | 500 | 1 | 3868 ± 149 | 55.3 ± 7.4 | 59.1 |
| 5 | 2 | 400 | 300 | 4 | 3990 ± 215 | 56.2 ± 7.5 | 57.7 |
| 6 | 2 | 400 | 500 | 1 | 4685 ± 278 | 57.8 ± 4.7 | 54.2 |
| 7 | 0.1 | 100 | 300 | 4 | 3092 ± 192 | 48.9 ± 6.1 | 100 |
| 8 | 2 | 400 | 500 | 1 | 4607 ± 68 | 54.2 ± 8.8 | 53.9 |
| 9 | 0.1 | 100 | 300 | 1 | 2788 ± 178 | 53.8 ± 6.2 | 100 |
| 10 | 2 | 100 | 500 | 1 | 3764 ± 133 | 54.3 ± 5.9 | 60.2 |
| 11 | 0.1 | 400 | 500 | 1 | 3070 ± 183 | 57.2 ± 4.7 | 99.2 |
| 12 | 2 | 100 | 300 | 1 | 3861 ± 141 | 53 ± 5.3 | 58.6 |
| 13 | 0.1 | 100 | 500 | 1 | 3246 ± 134 | 48.9 ± 3.9 | 100 |
| 14 | 1.05 | 250 | 400 | 2.5 | 3392 ± 125 | 53.2 ± 4.2 | 80.3 |
| 15 | 0.1 | 400 | 300 | 4 | 3180 ± 182 | 51.7 ± 3.2 | 99.4 |
| 16 | 2 | 100 | 300 | 4 | 3775 ± 192 | 52.1 ± 3.8 | 59.2 |
| 17 | 2 | 100 | 500 | 4 | 3914 ± 179 | 58.5 ± 3.2 | 60.1 |
| 18 | 0.1 | 100 | 500 | 4 | 3468 ± 100 | 49.1 ± 9.1 | 100 |
| 19 | 0.1 | 100 | 500 | 4 | 3144 ± 196 | 52.1 ± 6.2 | 100 |
| 20 | 0.1 | 100 | 300 | 4 | 3015 ± 213 | 49.2 ± 7.2 | 100 |
| 21 | 2 | 400 | 300 | 1 | 4603 ± 137 | 59.8 ± 4.5 | 58.9 |
| 22 | 2 | 400 | 500 | 4 | 4541 ± 137 | 58.1 ± 5.1 | 51.2 |
| 23 | 0.1 | 400 | 500 | 1 | 3042 ± 157 | 54.7 ± 5.5 | 100 |
| 24 | 0.1 | 400 | 500 | 4 | 3341 ± 158 | 52.3 ± 2.5 | 100 |
| 25 | 0.1 | 400 | 300 | 1 | 3319 ± 278 | 48.6 ± 6.3 | 100 |
| 26 | 2 | 400 | 300 | 4 | 4072 ± 206 | 57.9 ± 5.3 | 57.9 |
| 27 | 2 | 100 | 500 | 4 | 4359 ± 201 | 56.9 ± 3.2 | 60 |
| 28 | 2 | 400 | 300 | 1 | 4251 ± 246 | 57 ± 1.6 | 55.8 |
| 29 | 1.05 | 250 | 400 | 2.5 | 3439 ± 198 | 50.8 ± 5.6 | 80.1 |
| 30 | 2 | 100 | 300 | 1 | 3766 ± 358 | 55 ± 3.9 | 63.6 |
| 31 | 2 | 100 | 300 | 4 | 3644 ± 153 | 54.3 ± 3.7 | 63.1 |
| 32 | 1.05 | 250 | 400 | 2.5 | 3242 ± 235 | 50.9 ± 6.8 | 82.4 |
| 33 | 0.1 | 400 | 300 | 4 | 3516 ± 168 | 50.1 ± 4.5 | 100 |
| 34 | 0.1 | 100 | 300 | 1 | 3237 ± 174 | 50 ± 7.3 | 100 |
| 35 | 0.1 | 400 | 500 | 4 | 3247 ± 215 | 52.9 ± 4.9 | 100 |
| 36 | 1.05 | 250 | 400 | 2.5 | 3405 ± 257 | 51 ± 6.2 | 79.6 |
| Source | df | Mean Square | F-Value | p-Value | Lack of Fit | |
|---|---|---|---|---|---|---|
| F-Value | p-Value | |||||
| Model-Elastic modulus | 12 | 7.907 × 105 | 30.44 | <0.0001 | 0.3655 | 0.787 |
| A-Percentage of CNF | 1 | 7.523 × 106 | 289.69 | <0.0001 | ||
| B-Compaction Pressure | 1 | 8.256 × 105 | 31.79 | <0.0001 | ||
| C-Sintering Temperature | 1 | 1.861 × 105 | 7.16 | <0.0001 | ||
| D-Sintering Time | 1 | 15,753.13 | 0.6066 | 0.4444 | ||
| AB | 1 | 3.457 × 105 | 13.31 | 0.0014 | ||
| AC | 1 | 1.228 × 105 | 4.73 | 0.0407 | ||
| AD | 1 | 1.326 × 105 | 5.11 | 0.0341 | ||
| BC | 1 | 6786.13 | 0.2613 | 0.6143 | ||
| BD | 1 | 54,120.50 | 2.08 | 0.1629 | ||
| CD | 1 | 1.119 × 105 | 4.31 | 0.0498 | ||
| ABC | 1 | 65,884.50 | 2.54 | 0.1255 | ||
| ABD | 1 | 97,461.13 | 3.75 | 0.0657 | ||
| Model-Hardness | 15 | 22.14 | 9.18 | <0.0001 | 1.43 | 0.2435 |
| A-Percentage of CNF | 1 | 197.51 | 81.90 | <0.0001 | ||
| B-Compaction Pressure | 1 | 37.20 | 15.42 | 0.0009 | ||
| C-Sintering Temperature | 1 | 23.63 | 9.80 | 0.0055 | ||
| D-Sintering Time | 1 | 0.0153 | 0.0063 | 0.9373 | ||
| AB | 1 | 2.48 | 1.03 | 0.3237 | ||
| AC | 1 | 1.85 | 0.7683 | 0.3917 | ||
| AD | 1 | 8.10 | 3.36 | 0.0826 | ||
| BC | 1 | 1.02 | 0.4210 | 0.5242 | ||
| BD | 1 | 0.1128 | 0.0468 | 0.8311 | ||
| CD | 1 | 4.28 | 1.77 | 0.1987 | ||
| ABC | 1 | 25.03 | 10.38 | 0.0045 | ||
| ABD | 1 | 0.3403 | 0.1411 | 0.7113 | ||
| ACD | 1 | 13.65 | 5.66 | 0.0280 | ||
| BCD | 1 | 6.94 | 2.88 | 0.1062 | ||
| ABCD | 1 | 10.01 | 4.15 | 0.0558 | ||
| Model-Weight loss | 3 | 4675.76 | 1879.06 | <0.0001 | 1.36 | 0.2655 |
| A-Percentage of CNF | 1 | 13,931.98 | 5598.89 | <0.0001 | ||
| B-Compaction Pressure | 1 | 55.92 | 22.47 | <0.0001 | ||
| AB | 1 | 39.38 | 15.83 | 0.0004 | ||
| R2/Responses | Response 1 | Response 2 | Response 3 |
|---|---|---|---|
| R2 | 0.9432 | 0.8788 | 0.9945 |
| Adjusted R2 | 0.9122 | 0.7831 | 0.9940 |
| Predicted R2 | 0.8413 | 0.5385 | 0.9927 |
| Adequate Precision | 16.2332 | 9.4642 | 75.4830 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuminoh, H.; Hermawan, H.; Ramlee, M.H. Optimum Processing of Absorbable Carbon Nanofiber Reinforced Mg–Zn Composites Based on Two-Level Factorial Design. Metals 2021, 11, 278. https://doi.org/10.3390/met11020278
Tuminoh H, Hermawan H, Ramlee MH. Optimum Processing of Absorbable Carbon Nanofiber Reinforced Mg–Zn Composites Based on Two-Level Factorial Design. Metals. 2021; 11(2):278. https://doi.org/10.3390/met11020278
Chicago/Turabian StyleTuminoh, Herman, Hendra Hermawan, and Muhammad Hanif Ramlee. 2021. "Optimum Processing of Absorbable Carbon Nanofiber Reinforced Mg–Zn Composites Based on Two-Level Factorial Design" Metals 11, no. 2: 278. https://doi.org/10.3390/met11020278