Effect of Microsegregation and Bainitic Reaction Temperature on the Microstructure and Mechanical Properties of a High-Carbon and High-Silicon Cast Steel

 ,
,  , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
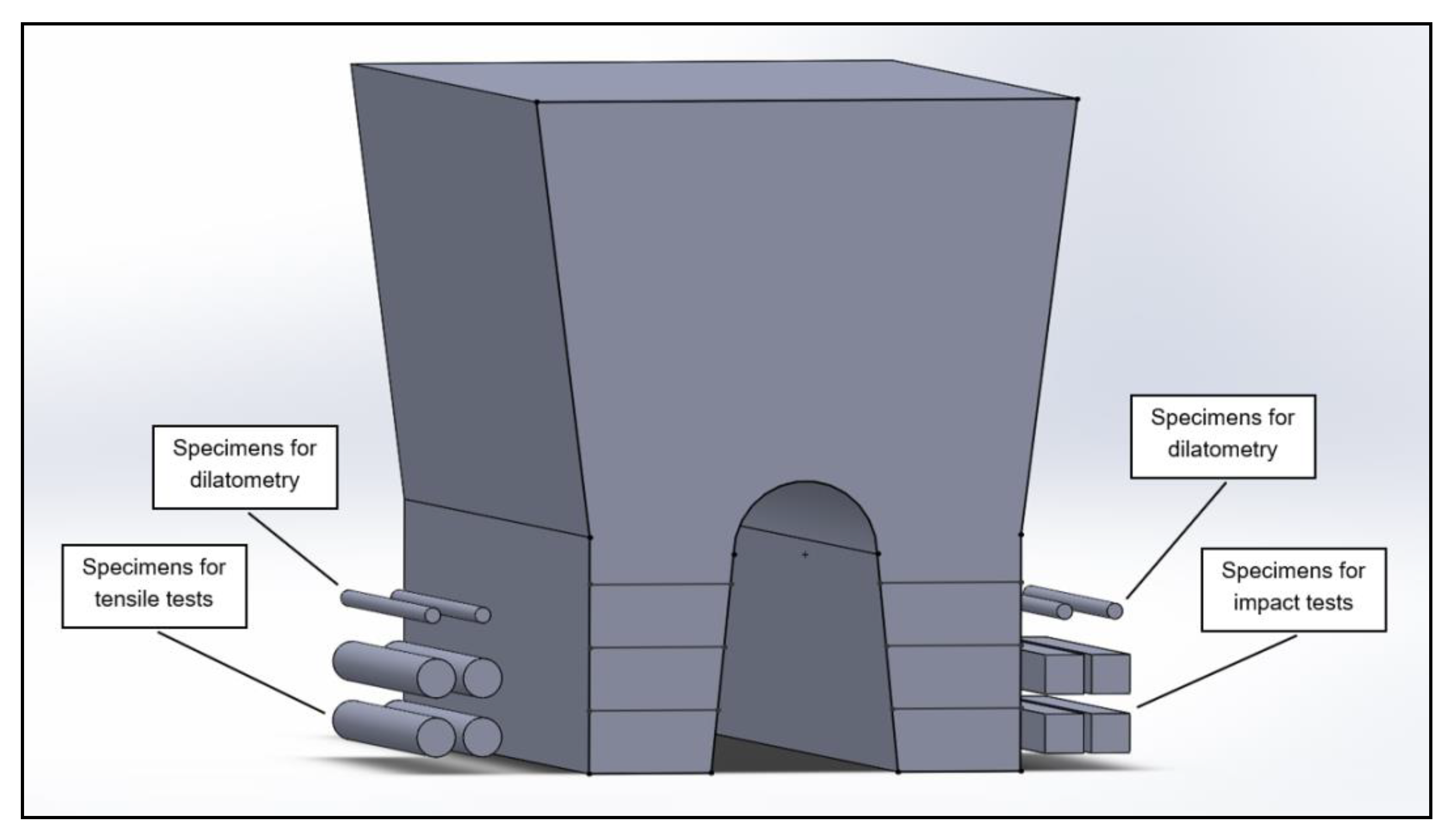
2.1. Material
2.2. Heat Treatments Using a High-Resolution Dilatometer
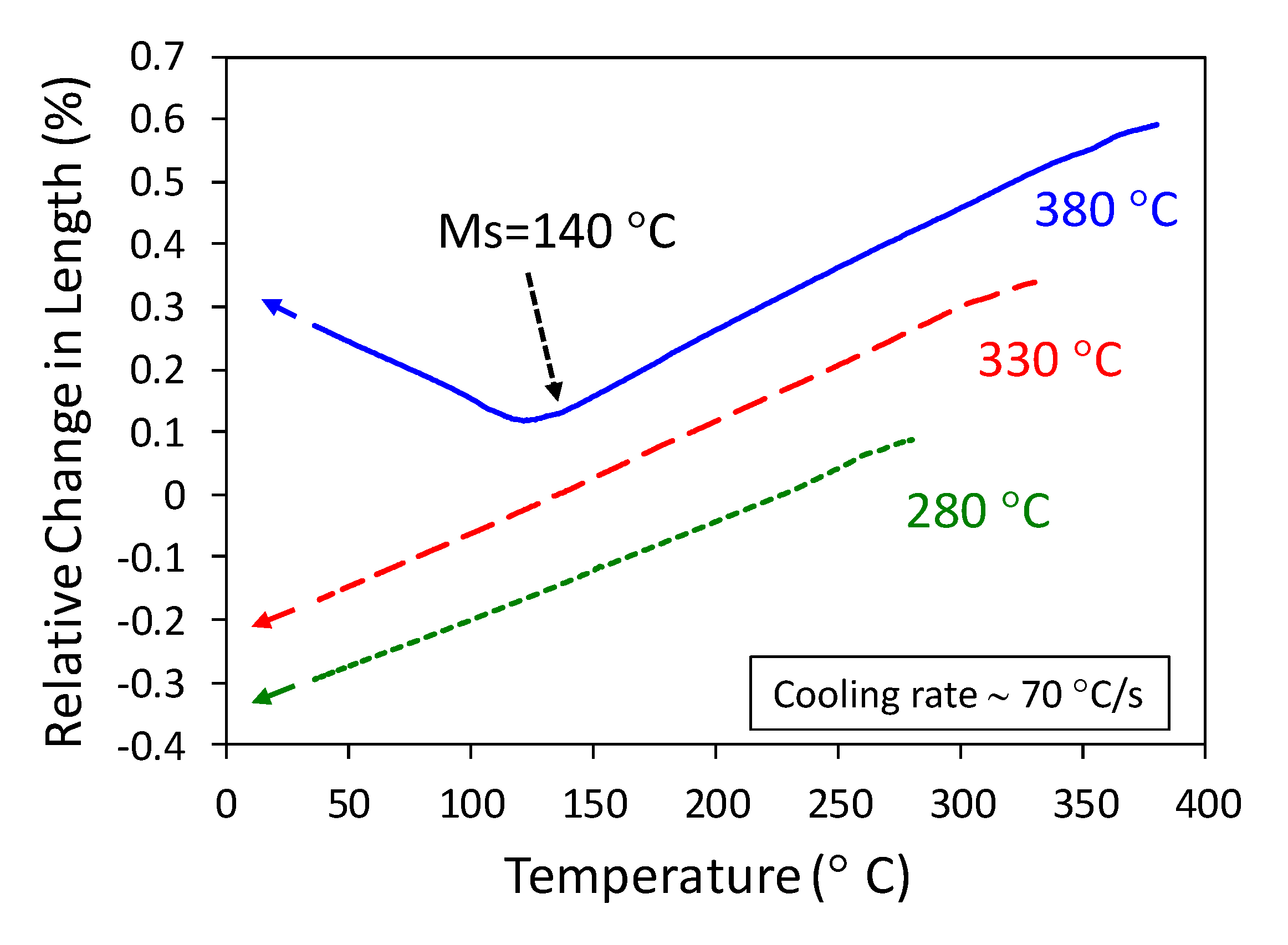
2.2.1. Determination of the Ms Temperature and the Prior Austenite Grain Size
2.2.2. Isothermal Heat Treatments
2.3. Microstructural Characterization
2.4. Mechanical Properties
3. Results and Discussion
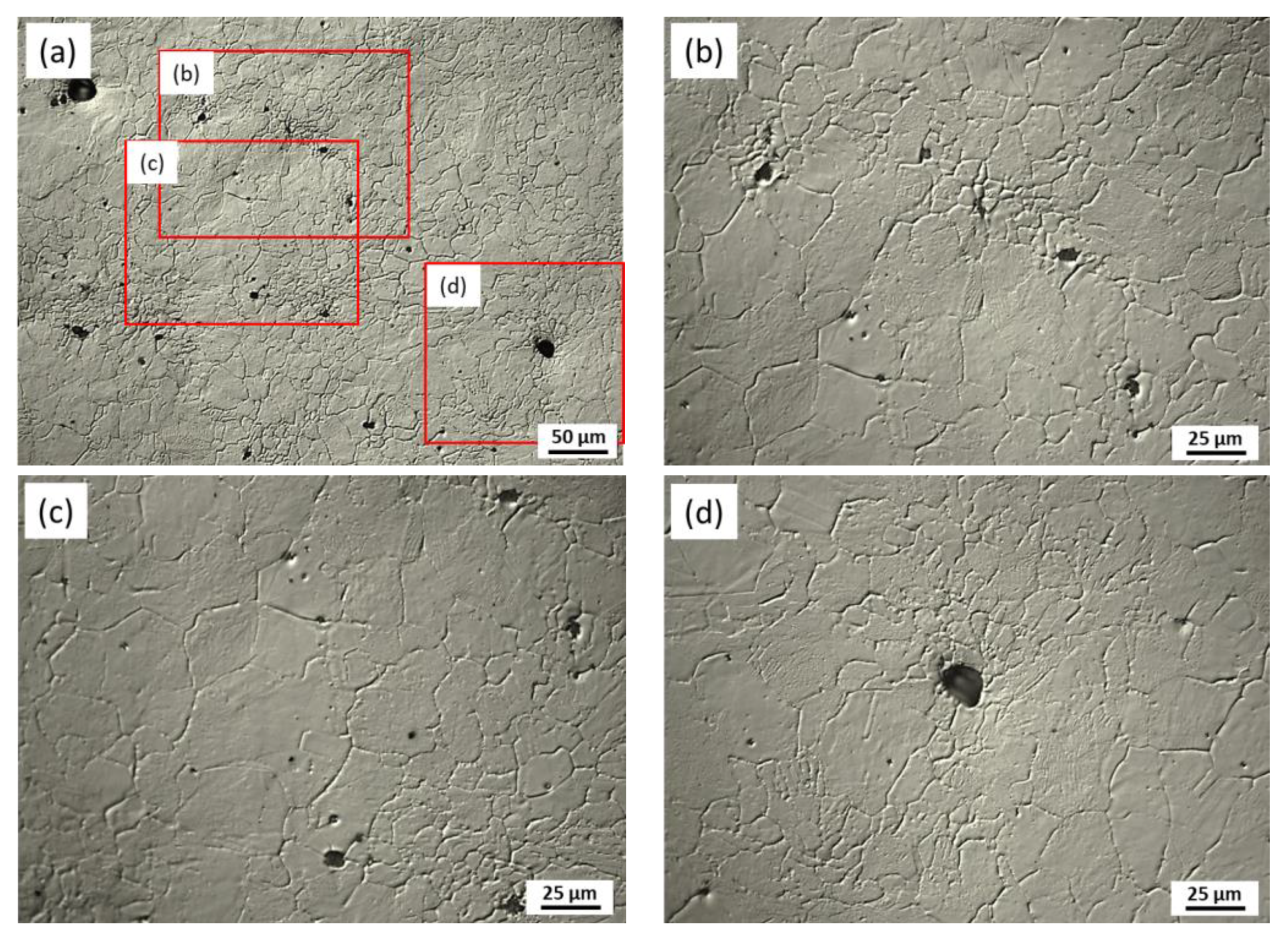
3.1. Determination of the Ms Temperature and the Prior Austenitic Grain Size
3.2. Kinetics of the Bainitic Reaction
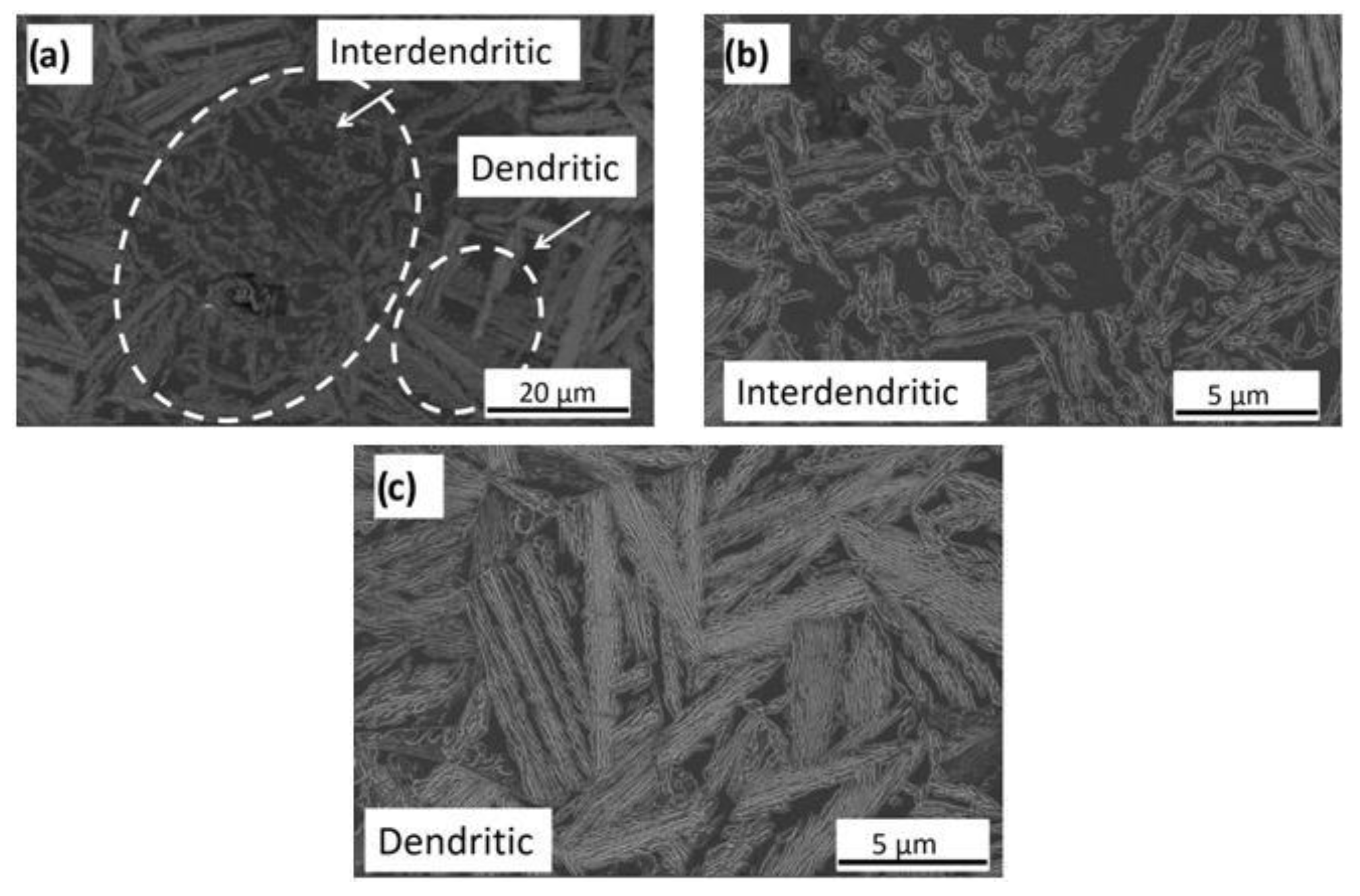
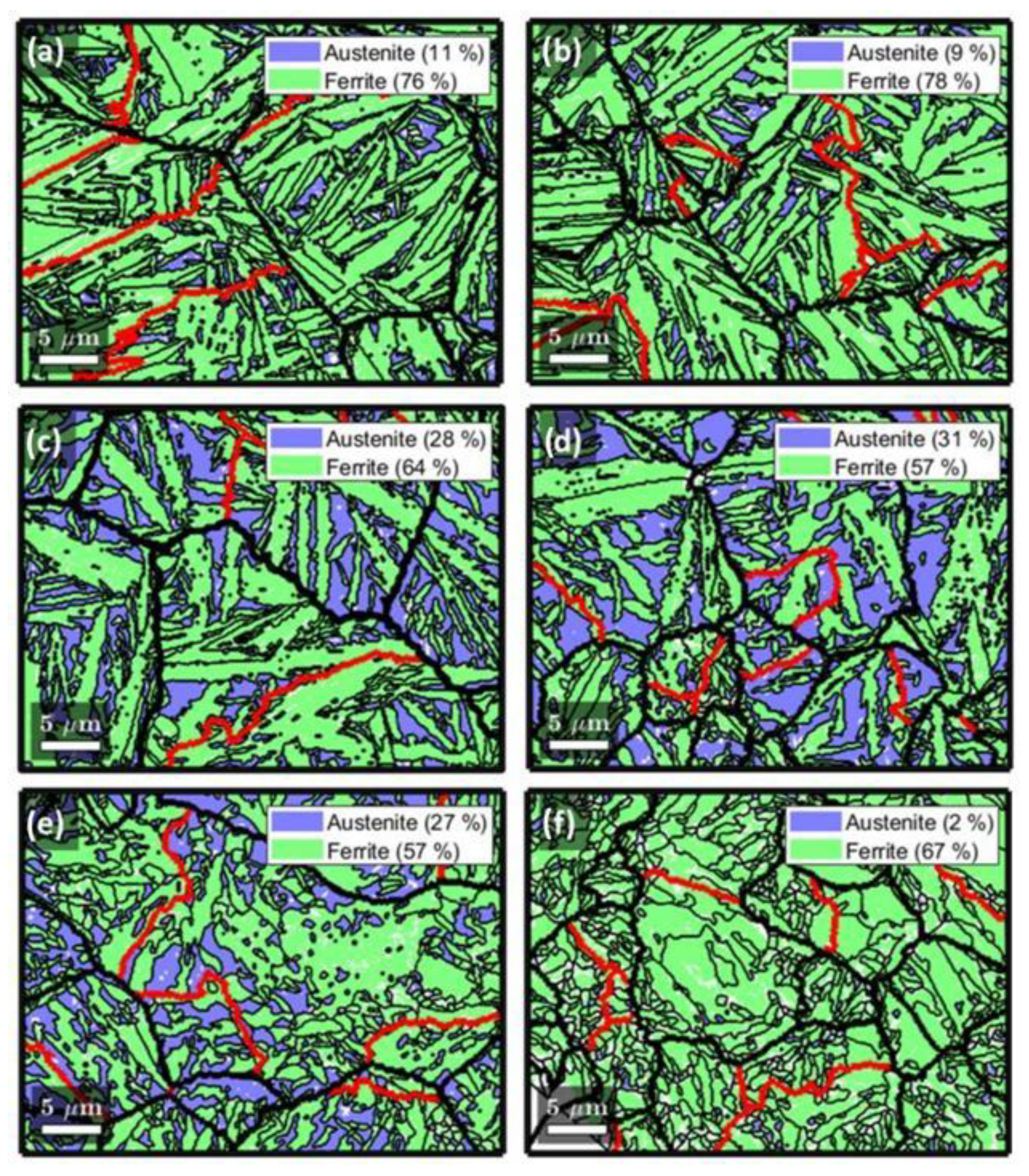
3.3. Microstructural Characterization of Bainitic Microstructures after the Transformation Has Been Stopped
3.4. Tensile and Impact Properties
4. Conclusions
- The overall microstructure depicts a clear bi-modal lognormal distribution of PAGS. Interdendritic and dendritic zones display an average grain size of 6.4 µm and 22.4 µm, respectively.
- This cast steel presents a considerable microsegregation pattern of Mn, Si and Cr with larger concentrations in the interdendritic regions (≈2.6 wt.%Si, ≈1.6 wt.%Mn and ≈1.3 wt.%Cr) compared to the dendritic ones (≈1.6 wt.%Si, ≈0.8 wt.%Mn and ≈0.7 wt.%Cr). This affects the bainitic transformation, which starts in the dendritic areas, and these areasshow a faster transformation rate than the interdendritic areas.
- An increase in the transformation temperature is not always associated with faster reaction kinetics. The transformation rate at 380 °C was lower than at 330 °C and 280 °C. However, for the three isothermal temperatures evaluated, the time to achieve the maximum amount of bainitic ferrite is reasonable for the point of view of the industrial practice (<200 min).
- EBSD results show that the bainitic ferrite block size coarsens as the transformation temperature increases and the PAGS parameter governs their size over the chemical composition variation (microsegregation).
- The ultra-fine microstructure developed by the isothermal treatment at 280 °C possesses a very high YS (≈1.6 GPa) and UTS (≈1.8 GPa) but a low TE (≈2%). On the other hand, the microstructure obtained at 380 °C showed the worst mechanical performance due to the presence of a significant amount of martensite in the microstructure. The poor ductility and toughness is attributed to the presence of inclusions, shrinkage cavities, and microsegregation. This could be overcome by improving the casting process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Acm | Critical temperature at which pearlite to austenite transformation starts |
| AHSS | Advanced high-strength steel |
| Al | Aluminum |
| ASTM | American Society of Testing Materials |
| bcc | Body-centered cubic |
| C | Carbon |
| cm | Cementite phase |
| Co | Cobalt |
| CP | Complex phase |
| Cr | Chromium |
| DP | Dual phase |
| DIC | Differential interference contrast |
| DRCL | Derivative of the RCL |
| EBSD | Electron backscatter diffraction |
| Fe | Iron |
| FEG-SEM | Field emission gun-scanning electron microscopy |
| HC-HSi-Steels | High-carbon and high-silicon steels |
| HV | Vickers Hardness |
| k | Partition coefficient |
| LOM | Light optical microscopy |
| M | Martensite |
| Mn | Manganese |
| Mo | Molybdenum |
| Ms | Martensite start temperature |
| Si | Silicon |
| P | Phosphorous |
| PAGB | Prior austenite grain boundary |
| PAGS | Prior austenite grain size |
| RCL | Relative change in length |
| S | Sulfur |
| TRIP | Transformation-Induced Plasticity |
| SAE-AISI | Society of Automotive Engineers-American Iron and Steel Institute |
| SEM | Scanning Electron Microscopy |
| TE | Total elongation |
| Tγ | Austenitizingtemperature |
| UTS | Ultimate tensile strength |
| V | Vanadium |
| vol.% | Volume percent |
| wt.% | Weight percent |
| XRD | X-Ray diffraction |
| YS | Yield stress |
| α’ | Martensite phase |
| ΔT | Difference between Tγ and Acm |
| γ | Austenite phase |
| μ1 and μ2 | Constants that represent the mean of the logarithmic values of y1 (x) and y2 (x), respectively |
| p | Constant that represents the weight of y1 (x) |
| σ1 and σ2 | Constants that represent the standard deviation of the logarithmic values of y1 (x) and y2 (x), respectively |
| x0 | Constant that increases as y2 (x) is shifted horizontally to higher values |
| y | Theoretical probability (in percentage) of a prior austenite grain of size x (in µm) |
| y1 (x) and y2 (x) | Function that describe the probability of a prior austenite grain of size x in the interdendritic and dendritic regions, respectively |
References
- Putatunda, S.K. Austempering of a silicon manganese cast steel. Mater. Manuf. Process. 2001, 16, 743–762. [Google Scholar] [CrossRef]
- Lefevre, J.; Hayrynen, K.L. Austempered Materials for Powertrain Applications. J. Mater. Eng. Perform. 2013, 22, 1914–1922. [Google Scholar] [CrossRef] [Green Version]
- Ductile Iron Data for Design Engineers—Ductile Iron Society. Strongville(OH): DIS. Available online: https://www.ductile.org/didata/Section2/2intro.htm (accessed on 18 November 2020).
- Swift, K.G.; Booker, J.D. Manufacturing Process Selection Handbook; Chapter 3; Casting Processes; Butterworth-Heinemann: Oxford, UK, 2013; pp. 61–91. [Google Scholar] [CrossRef]
- Castings Applications—The Metalcasting. The Metalcasting. 2019. Available online: http://www.themetalcasting.com/casting-applications.html (accessed on 18 November 2020).
- Degarmo, E.P.; Black, J.T.; Kohser, R.A. Materials and Processes in Manufacturing, 9th ed.; Wiley: Hoboken, NJ, USA, 2003. [Google Scholar]
- ASM International. ASM Handbook, 9th ed.; ASM International: Geauga County, OH, USA, 2008; Volume 15. [Google Scholar]
- Casting Process Advantages—The Metalcasting. 2019. Available online: http://www.themetalcasting.com/casting-process-advantages.html (accessed on 18 November 2020).
- Åström, H.; Loberg, B.; Bengtsson, B.; Easterling, K.E. Hot cracking and micro-segregation in 18–10 stainless steel welds. Met. Sci. 1976, 10, 225–234. [Google Scholar] [CrossRef]
- Chojecki, A.; Telejko, I.; Bogacz, T. Influence of chemical composition on the hot tearing formation of cast steel. Theor. Appl. Fract. Mech. 1997, 27, 99–105. [Google Scholar] [CrossRef]
- Katayama, S.; Fujimoto, T.; Matsunawa, A. Correlation among solidification process, microstructure microsegregation and so-lidification cracking susceptibility in stainless steel weld metals. Trans. JWRI 1985, 14, 123–138. [Google Scholar]
- Ennis, B.; Jimenez-Melero, E.; Mostert, R.; Santillana, B.; Lee, P. The role of aluminium in chemical and phase segregation in a TRIP-assisted dual phase steel. Acta Mater. 2016, 115, 132–142. [Google Scholar] [CrossRef]
- Ahmed, M.; Salam, I.; Hashmi, F.H.; Khan, A.Q. Influence of banded structure on the mechanical properties of a high-strength maraging steel. J. Mater. Eng. Perform. 1997, 6, 165–171. [Google Scholar] [CrossRef]
- Offerman, S.; Van Dijk, N.; Rekveldt, M.T.; Sietsma, J.; Van Der Zwaag, S. Ferrite/pearlite band formation in hot rolled medium carbon steel. Mater. Sci. Technol. 2002, 18, 297–303. [Google Scholar] [CrossRef]
- Stauffer, A.C.; Koss, D.; Mckirgan, J.B. Microstructural banding and failure of a stainless steel. Met. Mater. Trans. A 2004, 35, 1317–1324. [Google Scholar] [CrossRef]
- Ramazani, A.; Quade, H.; Abbasi, M.; Prahl, U. The effect of martensite banding on the mechanical properties and formability of TRIP steels. Mater. Sci. Eng. A 2016, 651, 160–164. [Google Scholar] [CrossRef]
- Penha, R.N.; Vatavuk, J.; Couto, A.A.; Pereira, S.A.D.L.; De Sousa, S.A.; Canale, L.D.C. Effect of chemical banding on the local hardenability in AISI 4340 steel bar. Eng. Fail. Anal. 2015, 53, 59–68. [Google Scholar] [CrossRef]
- Verhoeven, J.D. A Review of Microsegregation Induced Banding Phenomena in Steels. J. Mater. Eng. Perform. 2000, 9, 286–296. [Google Scholar] [CrossRef]
- Krauss, G. Solidification, segregation, and banding in carbon and alloy steels. Met. Mater. Trans. A 2003, 34, 781–792. [Google Scholar] [CrossRef]
- Caballero, F.; Chao, J.; Cornide, J.; Garcia-Mateo, C.; Santofimia, M.J.; Capdevila, C. Toughness of Advanced High Strength Bainitic Steels. Mater. Sci. Forum 2010, 638, 118–123. [Google Scholar] [CrossRef]
- Edmonds, D. Advanced Bainitic and Martensitic Steels with Carbide-Free Microstructures Containing Retained Austenite. Mater. Sci. Forum 2010, 638, 110–117. [Google Scholar] [CrossRef]
- De Moor, E.; Speer, J.G. Chapter 10: Bainitic and quenching and partitioning steels. In Automotive Steels; Rana, R., Singh, S.B., Eds.; Woodhead Publishing: Cambridge, UK, 2017; pp. 289–336. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Design of novel high strength bainitic steels: Part 1. Mater. Sci. Technol. 2001, 17, 512–516. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Design of novel high strength bainitic steels: Part 2. Mater. Sci. Technol. 2001, 17, 517–522. [Google Scholar] [CrossRef] [Green Version]
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Very strong low temperature bainite. Mater. Sci. Technol. 2002, 18, 279–284. [Google Scholar] [CrossRef] [Green Version]
- Putatunda, S.K. Fracture toughness of a high carbon and high silicon steel. Mater. Sci. Eng. A 2001, 297, 31–43. [Google Scholar] [CrossRef]
- Fu, H.; Miao, Y.; Chen, X.; Qiao, B. Effect of Austempering on the Structures and Performances of Cast High Carbon Si-Mn Steel. Steel Res. Int. 2007, 78, 358–363. [Google Scholar] [CrossRef]
- Mandal, D.; Ghosh, M.; Pal, J.; Chowdhury, S.G.; Das, G.; Das, S.K.; Chowdhury, S. Evolution of microstructure and mechanical properties under different austempering hold-ing time of cast Fe–1.5Si–1.5Mn–V steels. Mater. Des. 2014, 54, 831–837. [Google Scholar] [CrossRef]
- Basso, A.; Toda-Caraballo, I.; San-Martín, D.; Caballero, F. Influence of cast part size on macro- and microsegregation patterns in a high carbon high silicon steel. J. Mater. Res. Technol. 2020, 9, 3013–3025. [Google Scholar] [CrossRef]
- Yoozbashi, M.; Yazdani, S.; Wang, T. Design of a new nanostructured, high-Si bainitic steel with lower cost production. Mater. Des. 2011, 32, 3248–3253. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Acceleration of Low-temperature Bainite. ISIJ Int. 2003, 43, 1821–1825. [Google Scholar] [CrossRef] [Green Version]
- Caballero, F.; Bhadeshia, H. Very strong bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 251–257. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Mateo, C.; Caballero, F.G.; Sourmail, T.; Kuntz, M.; Cornide, J.; Smanio, V.; Elvira, R. Tensile behaviour of a nanocrystalline bainitic steel containing 3 wt% silicon. Mater. Sci. Eng. A 2012, 549, 185–192. [Google Scholar] [CrossRef] [Green Version]
- Tenaglia, N.E.; Boeri, R.; Massone, J.; Basso, A.D. Assessment of the austemperability of high-silicon cast steels through Jominy hardenability tests. Mater. Sci. Technol. 2018, 34, 1990–2000. [Google Scholar] [CrossRef]
- Yang, H.-S.; Bhadeshia, H.K.D.H. Uncertainties in dilatometric determination of martensite start temperature. Mater. Sci. Technol. 2007, 23, 556–560. [Google Scholar] [CrossRef]
- García de Andrés, C.; Bartolomé, M.J.; Capdevila, C.; Martín, D.S.; Caballero, F.G.; López, V. Metallographic techniques for the determination of the austenite grain size in medium-carbon microalloyed steels. Mater. Charact. 2001, 46, 389–398. [Google Scholar] [CrossRef] [Green Version]
- San-Martin, D.; Palizdar, Y.; Cochrane, R.; Brydson, R.; Scott, A. Application of Nomarski differential interference contrast microscopy to highlight the prior austenite grain boundaries revealed by thermal etching. Mater. Charact. 2010, 61, 584–588. [Google Scholar] [CrossRef] [Green Version]
- García de Andrés, C.; Caballero, F.; Capdevila, C.; Martín, D.S. Revealing austenite grain boundaries by thermal etching: Advantages and disadvantages. Mater. Charact. 2003, 49, 121–127. [Google Scholar] [CrossRef] [Green Version]
- Palizdar, Y.; Martin, D.S.; Ward, M.B.; Cochrane, R.; Brydson, R.; Scott, A. Observation of thermally etched grain boundaries with the FIB/TEM technique. Mater. Charact. 2013, 84, 28–33. [Google Scholar] [CrossRef] [Green Version]
- Bruker, A.X.S.; Gmb, H. DIFFRAC Plus Topas Version 4.2 [CD-ROM]; Bruker AXS GmbH: Karlsruhe, Germany, 2009. [Google Scholar]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX—Free and Open Source Software Toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Lagarias, J.C.; Reeds, J.A.; Wright, M.H.; Wright, P.E. Convergence Properties of the Nelder—Mead Simplex Method in Low Dimensions. SIAM J. Optim. 1998, 9, 112–147. [Google Scholar] [CrossRef] [Green Version]
- Hao, Y.; Liu, W.; Li, J.; Nie, B.; Zhang, W.-N.; Liu, Z. Microstructural bandings evolution behavior and their effects on microstructure and mechanical property of super-austenitic stainless steel. Mater. Sci. Eng. A 2018, 736, 258–268. [Google Scholar] [CrossRef]
- Sha, W.; Leitner, H.; Guo, Z.; Xu, W. Chapter 11—Phase transformations in maraging steels. In Phase Transformations in Steels; Pereloma, E., Edmonds, D.V., Eds.; Woodhead Publishing: Cambridge, UK, 2012; Volume 2, pp. 332–362. [Google Scholar] [CrossRef]
- Liang, J.; Zhao, Z.; Tang, D.; Ye, N.; Yang, S.; Liu, W. Improved microstructural homogeneity and mechanical property of medium manganese steel with Mn segregation banding by alternating lath matrix. Mater. Sci. Eng. A 2018, 711, 175–181. [Google Scholar] [CrossRef]
- Basso, A.D.; Toda-Caraballo, I.; Eres-Castellanos, A.; San-Martin, D.; Jimenez, J.A.; Caballero, F. Effect of the Microsegregation on Martensitic and Bainitic Reactions in a High Carbon-High Silicon Cast Steel. Metals 2020, 10, 574. [Google Scholar] [CrossRef]
- Cahn, J.W. The impurity-drag effect in grain boundary motion. Acta Met. 1962, 10, 789–798. [Google Scholar] [CrossRef]
- Hillert, M. Solute drag, solute trapping and diffusional dissipation of Gibbs energy. Acta Mater. 1999, 47, 4481–4505. [Google Scholar] [CrossRef]
- Fujiyama, N.; Nishibata, T.; Seki, A.; Hirata, H.; Kojima, K.; Ogawa, K. Austenite grain growth simulation considering the solute-drag effect and pinning effect. Sci. Technol. Adv. Mater. 2017, 18, 88–95. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels: Transformations, Microstructure and Properties, 2nd ed.; Chapter 5: Thermodynamics; IOM Communications Ltd.: London, UK, 2001; pp. 122–128. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite: The Incomplete-Reaction phenomenon and the approach to equilibrium. In Proceedings of the International Solid-Solid Phase Transformations Conference, Pittsburgh, PA, USA, 10–14 August 1981. [Google Scholar]
- Garcia-Mateo, C.; Caballero, F.; Capdevila, C.; De Andrés, C.G. Estimation of dislocation density in bainitic microstructures using high-resolution dilatometry. Scr. Mater. 2009, 61, 855–858. [Google Scholar] [CrossRef] [Green Version]
- Caballero, F.G.; Santofimia, M.J.; García-Mateo, C.; De Andrés, C.G. Time-Temperature-Transformation Diagram within the Bainitic Temperature Range in a Medium Carbon Steel. Mater. Trans. 2004, 45, 3272–3281. [Google Scholar] [CrossRef] [Green Version]
- Santajuana, M.A.; Eres-Castellanos, A.; Ruiz-Jimenez, V.; Allain, S.; Geandier, G.; Caballero, F.; Garcia-Mateo, C. Quantitative Assessment of the Time to End Bainitic Transformation. Metals 2019, 9, 925. [Google Scholar] [CrossRef] [Green Version]
- Tenaglia, N.E.; Massone, J.; Boeri, R.; Speer, J.G. Effect of microsegregation on carbide-free bainitic transformation in a high-silicon cast steel. Mater. Sci. Technol. 2020, 36, 690–698. [Google Scholar] [CrossRef]
- Tenaglia, N.E.; Arias-Hidalgo, M.; Boeri, R.; Massone, J.; Basso, A.D. Study of austempering kinetics of high silicon bainitic cast steels. Int. J. Cast Met. Res. 2018, 32, 21–30. [Google Scholar] [CrossRef]
- Morales-Rivas, L.; González-Orive, A.; Garcia-Mateo, C.; Hernández-Creus, A.; Caballero, F.G.; Vázquez, L. Nanomechanical characterization of nanostructured bainitic steel: Peak Force Microscopy and Nanoindentation with AFM. Sci. Rep. 2015, 5, 17164. [Google Scholar] [CrossRef] [Green Version]
- Furnémont, Q.; Kempf, M.; Jacques, P.; Göken, M.; Delannay, F. On the measurement of the nanohardness of the constitutive phases of TRIP-assisted multiphase steels. Mater. Sci. Eng. A 2002, 328, 26–32. [Google Scholar] [CrossRef]
- Nyyssönen, T.; Peura, P.; Kuokkala, V.-T. Crystallography, Morphology, and Martensite Transformation of Prior Austenite in Intercritically Annealed High-Aluminum Steel. Met. Mater. Trans. A 2018, 49, 6426–6441. [Google Scholar] [CrossRef]
- Carpenter, H.C.H.; Tamura, S. Experiments on the production of large copper crystals. In Proceedings of the Royal Society of London; Series A. Mathematical and Physical Sciences; The Royal Society: London, UK, 1926; Volume 113, pp. 28–43. [Google Scholar]
- Bhadeshia, H.K.D.H. Bainite in Steels: Theory and Practice, 3rd ed.; CRC Press: London, UK, 2015. [Google Scholar]
- Mueller, I.; Rementeria, R.; Caballero, F.; Kuntz, M.; Sourmail, T.; Kerscher, E. A Constitutive Relationship between Fatigue Limit and Microstructure in Nanostructured Bainitic Steels. Materials 2016, 9, 831. [Google Scholar] [CrossRef] [Green Version]
- Sarizam, M.; Komizo, Y. Effects of Holding Temperature on Bainite Transformation in Cr-Mo Steel. J. Mech. Eng. Sci. 2014, 7, 1103–1114. [Google Scholar] [CrossRef]
- Furuhara, T.; Kawata, H.; Morito, S.; Maki, T. Crystallography of upper bainite in Fe–Ni–C alloys. Mater. Sci. Eng. A 2006, 431, 228–236. [Google Scholar] [CrossRef]
- Kawata, H.; Sakamoto, K.; Moritani, T.; Morito, S.; Furuhara, T.; Maki, T. Crystallography of ausformed upper bainite structure in Fe–9Ni–C alloys. Mater. Sci. Eng. A 2006, 438, 140–144. [Google Scholar] [CrossRef]
- Goulas, C.; Mecozzi, M.G.; Sietsma, J. Bainite Formation in Medium-Carbon Low-Silicon Spring Steels Accounting for Chemical Segregation. Met. Mater. Trans. A 2016, 47, 3077–3087. [Google Scholar] [CrossRef] [Green Version]
- Morito, S.; Yoshida, H.; Maki, T.; Huang, X. Effect of block size on the strength of lath martensite in low carbon steels. Mater. Sci. Eng. A 2006, 438, 237–240. [Google Scholar] [CrossRef]
- De-Castro, D.; Rementeria, R.; Vivas, J.; Sourmail, T.; Poplawsky, J.; Urones-Garrote, E.; Jimenez, J.; Capdevila, C.; Caballero, F. Examining the multi-scale complexity and the crystallographic hierarchy of isothermally treated bainitic and martensitic structures. Mater. Charact. 2020, 160, 110127. [Google Scholar] [CrossRef]
- Chang, L.C.; Bhadeshia, H.K.D.H. Austenite films in bainitic microstructures. Mater. Sci. Technol. 1995, 11, 874–882. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F. Understanding the Mechanical Properties of Nanostructured Bainite. In Handbook of Mechanical Nanostructuring; Aliofkhazraei, M., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2015; pp. 35–65. [Google Scholar]
- Langford, G.; Cohen, M. Strain hardening of iron by severe plastic deformation. ASM Trans. 1969, 62, 623–638. [Google Scholar]
- Caballero, F.G. Chapter 12: Carbide-free bainite in steels. In Phase Transformations in Steels; Pereloma, E., Edmonds, D.V., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 436–467. [Google Scholar]
- Garcia-Mateo, C.; Caballero, F.G. Ultra-high-strength Bainitic Steels. ISIJ Int. 2005, 45, 1736–1740. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Li, Y. Effects of Ti, V, and rare earth on the mechanical properties of austempered high silicon cast steel. Met. Mater. Trans. A 2006, 37, 3215–3220. [Google Scholar] [CrossRef]
- García-Mateo, C.; Caballero, F.G. The Role of Retained Austenite on Tensile Properties of Steels with Bainitic Microstructures. Mater. Trans. 2005, 46, 1839–1846. [Google Scholar] [CrossRef] [Green Version]
- Morales-Rivas, L.; Garcia-Mateo, C.; Sourmail, T.; Kuntz, M.; Rementeria, R.; Caballero, F. Ductility of Nanostructured Bainite. Metals 2016, 6, 302. [Google Scholar] [CrossRef]
- Miihkinen, V.T.T.; Edmonds, D.V. Tensile deformation of two experimental high-strength bainitic low-alloy steels containing silicon. Mater. Sci. Technol. 1987, 3, 432–440. [Google Scholar] [CrossRef]
- Tenaglia, N.E.; Boeri, R.; Basso, A.D. Mechanical properties of a carbide-free bainitic cast steel with dispersed free ferrite. Mater. Sci. Technol. 2019, 36, 108–117. [Google Scholar] [CrossRef]
- Tenaglia, N.E.; Basso, A.; Massone, J.; Boeri, R. Development of ultra-high strength carbide-free bainitic cast steels. Int. J. Cast Met. Res. 2020, 33, 258–265. [Google Scholar] [CrossRef]
- Sourmail, T.; Caballero, F.; Garcia-Mateo, C.; Smanio, V.; Ziegler, C.; Kuntz, M.; Elvira, R.; Leiro, A.; Vuorinen, E.; Teeri, T. Evaluation of potential of high Si high C steel nanostructured bainite for wear and fatigue applications. Mater. Sci. Technol. 2013, 29, 1166–1173. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | S | P | Fe |
|---|---|---|---|---|---|---|
| 0.80 | 2.25 | 1.05 | 1.10 | 0.01 | 0.013 | Balance |
| p | μ1 | μ2 | σ1 | σ2 | x0 |
|---|---|---|---|---|---|
| 0.43 | 1.78 | 3.05 | 0.39 | 0.35 | 1.35 |
| Statistical Variables | Mean/µm | Variance/µm2 | Standard Deviation/µm | Mode/µm |
|---|---|---|---|---|
| Log-norm 1 | 6.4 | 6.7 | 2.6 | 5.1 |
| Log-norm 2 | 22.4 | 65.7 | 8.1 | 18.7 |
| Transformation Temperature | UTS (MPa) | YS (MPa) | TE (%) | Impact Energy (J/cm2) | Plate Thickness (nm) |
|---|---|---|---|---|---|
| 280 °C | 1811 ± 38 | 1632 ± 42 | 2.0 ± 0.1 | 7.2 ± 2.8 | 55 ± 16 |
| 330 °C | 1363 ± 101 | 1124 ± 51 | 2.8 ± 0.8 | 12.1 ± 0.7 | 84 ± 32 |
| 380 °C | 1024 ± 84 | - | 0.2 ± 0.1 | 5.0 ± 0.1 | 330 ± 71 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Basso, A.; Eres-Castellanos, A.; Tenaglia, N.; San-Martin, D.; Jimenez, J.A.; Caballero, F.G. Effect of Microsegregation and Bainitic Reaction Temperature on the Microstructure and Mechanical Properties of a High-Carbon and High-Silicon Cast Steel. Metals 2021, 11, 220. https://doi.org/10.3390/met11020220
Basso A, Eres-Castellanos A, Tenaglia N, San-Martin D, Jimenez JA, Caballero FG. Effect of Microsegregation and Bainitic Reaction Temperature on the Microstructure and Mechanical Properties of a High-Carbon and High-Silicon Cast Steel. Metals. 2021; 11(2):220. https://doi.org/10.3390/met11020220
Chicago/Turabian StyleBasso, Alejandro, Adriana Eres-Castellanos, Nicolás Tenaglia, David San-Martin, José Antonio Jimenez, and Francisca G. Caballero. 2021. "Effect of Microsegregation and Bainitic Reaction Temperature on the Microstructure and Mechanical Properties of a High-Carbon and High-Silicon Cast Steel" Metals 11, no. 2: 220. https://doi.org/10.3390/met11020220