
Surface Characteristics and Corrosion Behavior of Carbon Steel Treated by Abrasive Blasting

Abstract
:1. Introduction
2. Experimental
2.1. Milled Specimen
- (1)
- MST: Steel grit blasted specimen.
- (2)
- MAL: Alumina grit blasted specimen.
2.2. Corroded Specimen
- (1)
- CST: Steel grit blasted specimen.
- (2)
- CAL: Alumina grit blasted specimen.
2.3. Evaluation Method of Surface Roughness
2.4. Surface Characterization
2.5. Adhesion Strength Method
2.6. Electrochemical Test
3. Results and Discussion
3.1. Effects of Abrasive Blasting on the Steel Surface
3.2. Mechanical Properties of Blast-Treated Surfaces
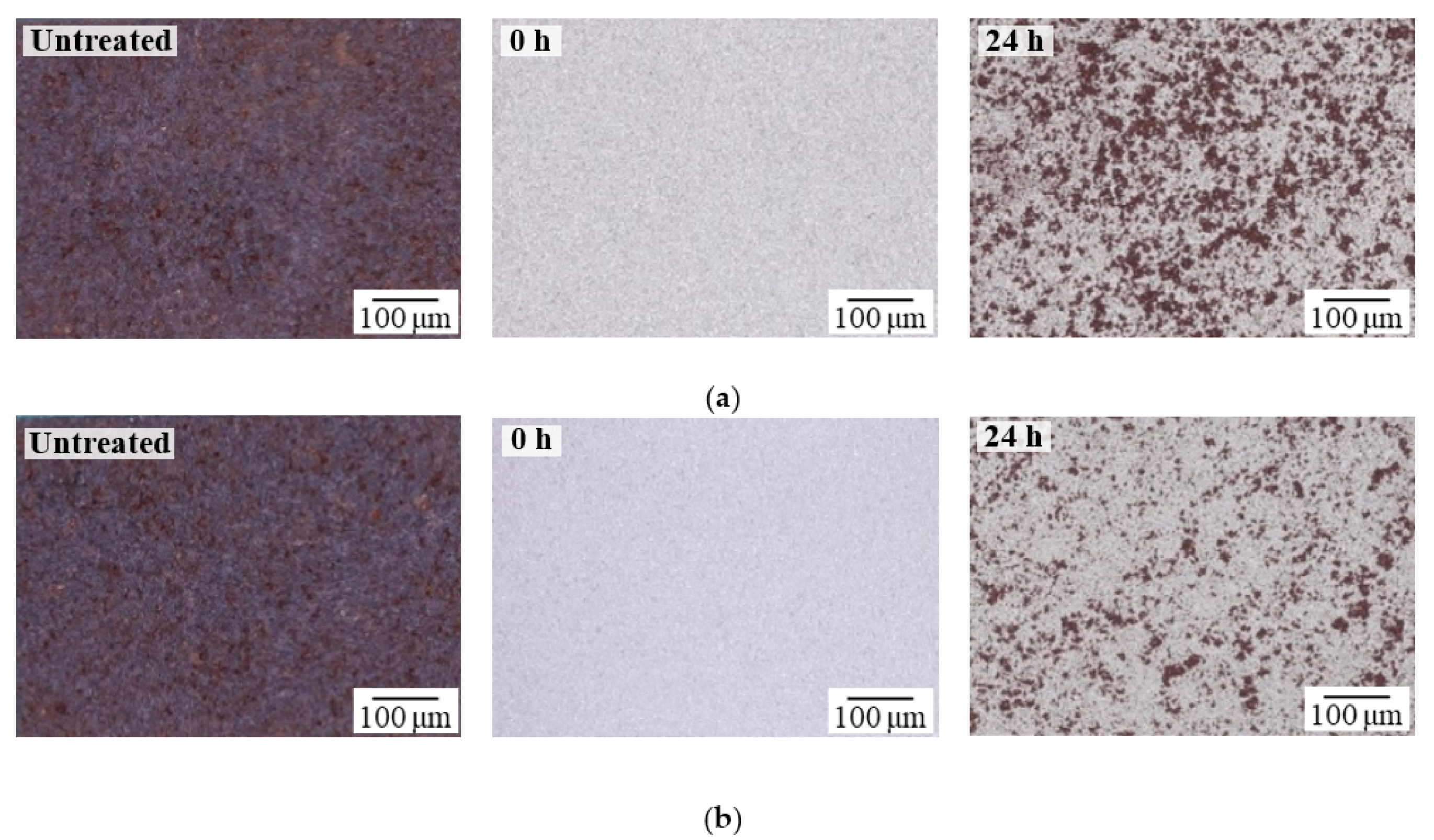
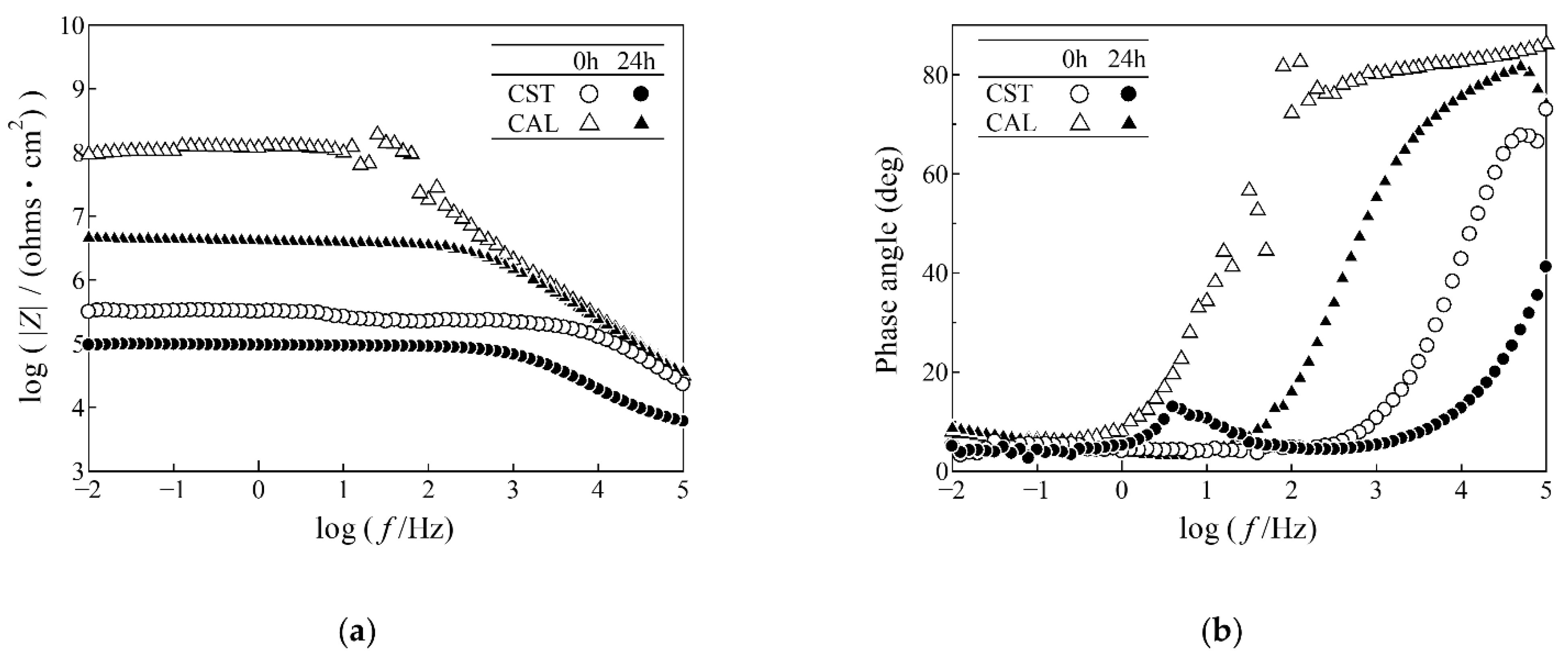
3.3. Electrochemical Properties of Blast-Treated Surface
3.4. Electrochemical Properties and Electrochemical Properties of Blast-Treated Surface
4. Conclusions
- (1)
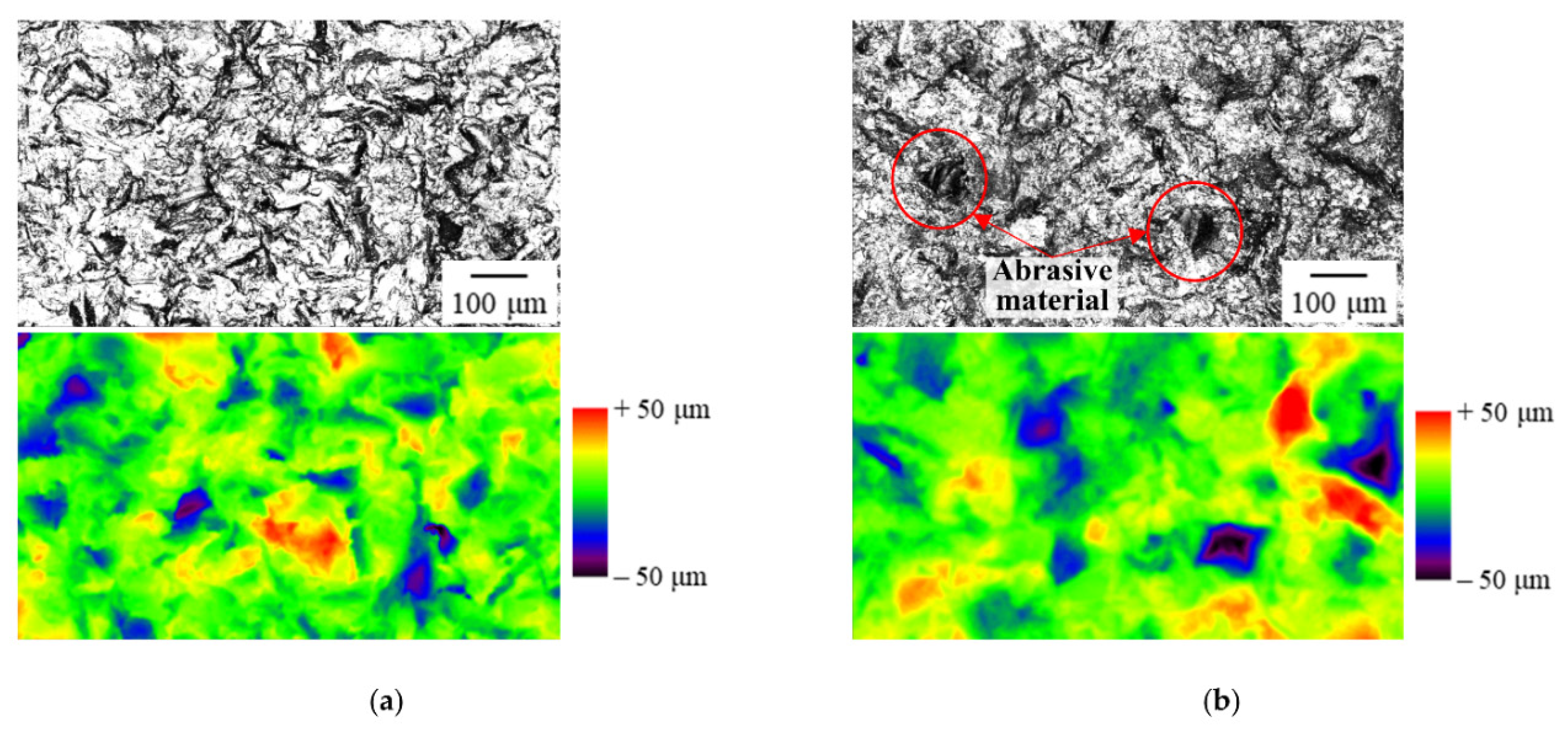
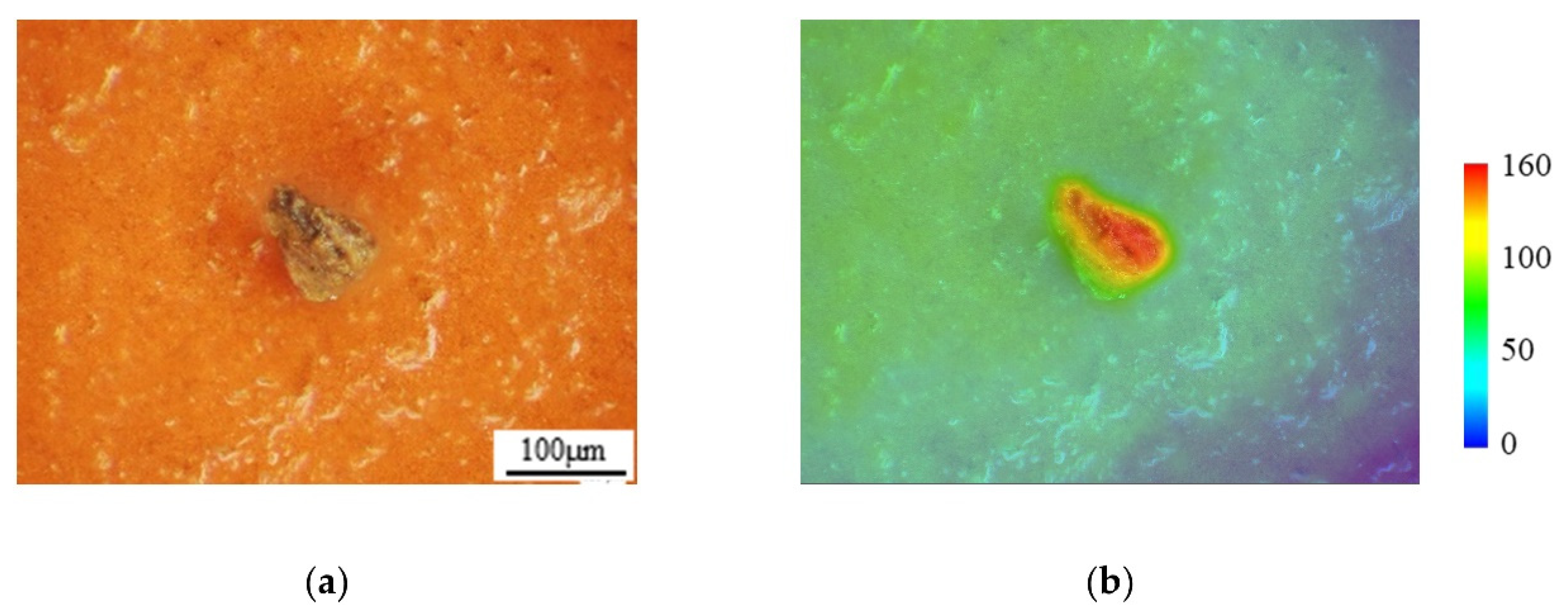
- Abrasive blasting forms irregular roughness on the steel surface. Steel grit with sharp particles, a high specific gravity, and a high density more effectively increased the roughness of the steel surface than alumina grit. However, when specimens were blasted with alumina grit, some residual abrasive remained on the steel surface. For both types of abrasive material, the roughness increased as the blast angle increased, and the amount of residual abrasive also increased in the case of alumina grit. Based on the cross-sectional observation, the roughness of the actual steel was higher and more complex when MAL than that of MST. This finding suggested that the residual abrasive material on the steel surface had a significant effect on the measurement of surface roughness.
- (2)
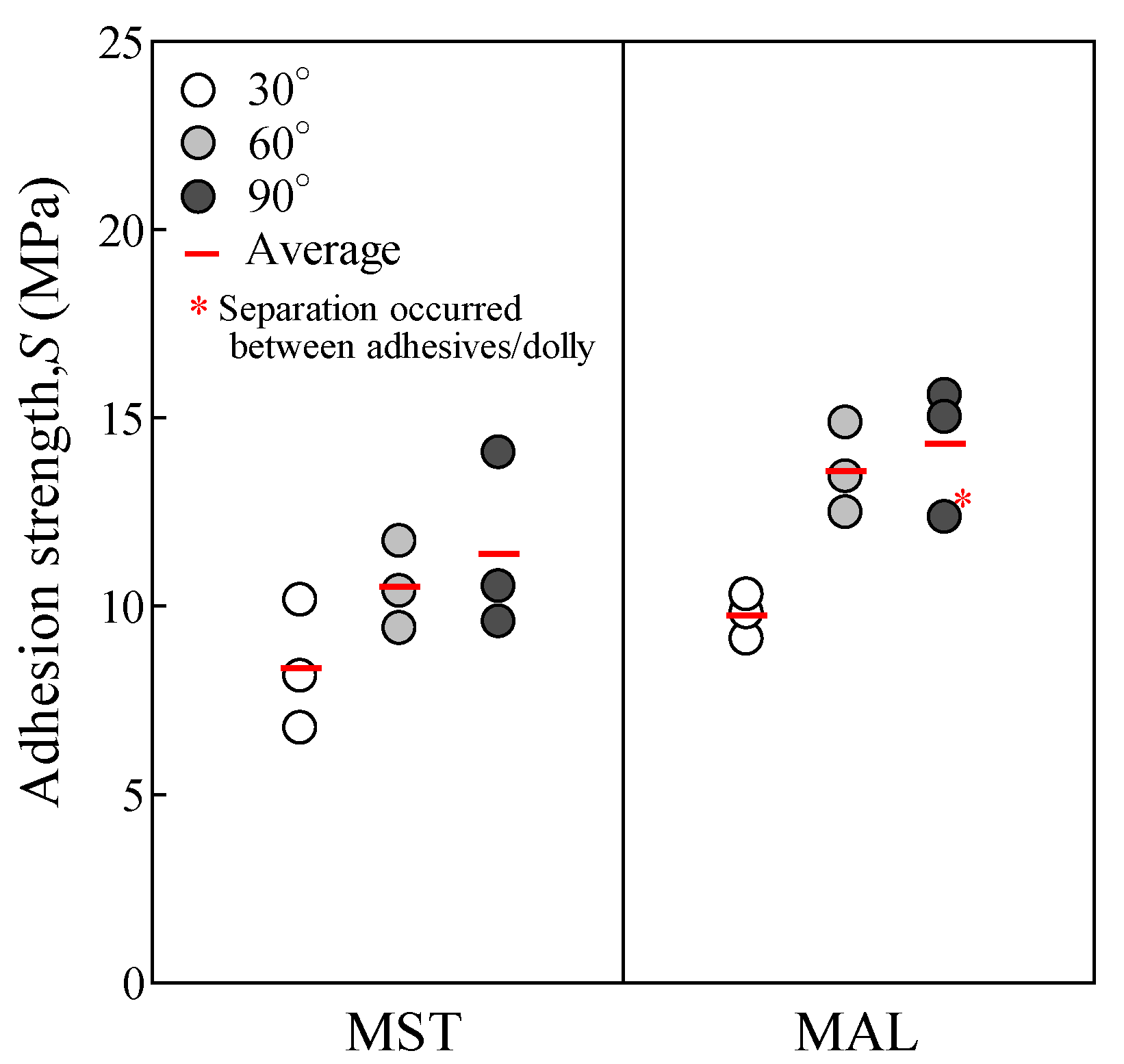
- The tested adhesion strength showed that as the surface roughness of the steel increased and the abrasive residue increased, the surface area available to combine with the adhesive increased, thereby improving adhesion. Regardless of the abrasive material, a highly linear correlation was observed between the surface roughness and adhesion strength, with a correlation coefficient above 0.9. The roughness features of MAL included some abrasive material; although its roughness was lower than that of MST, its adhesion strength was approximately 1.4 times higher. Thus, the particles of broken abrasive material remaining on the surface combine with the adhesion strength to increase the molecular size of the adhesive, thereby increasing the binding strength owing to the uneven roughness.
- (3)
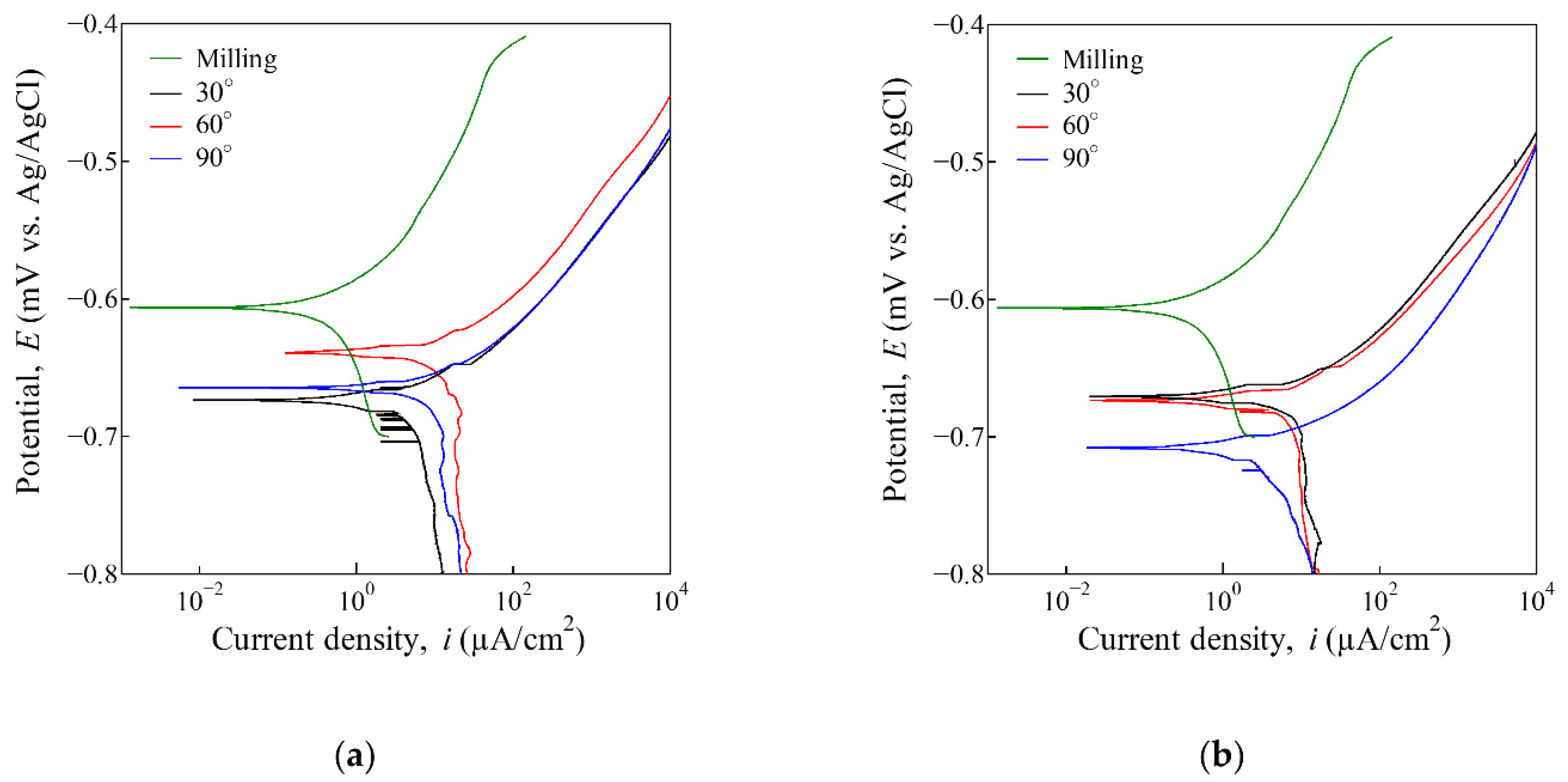
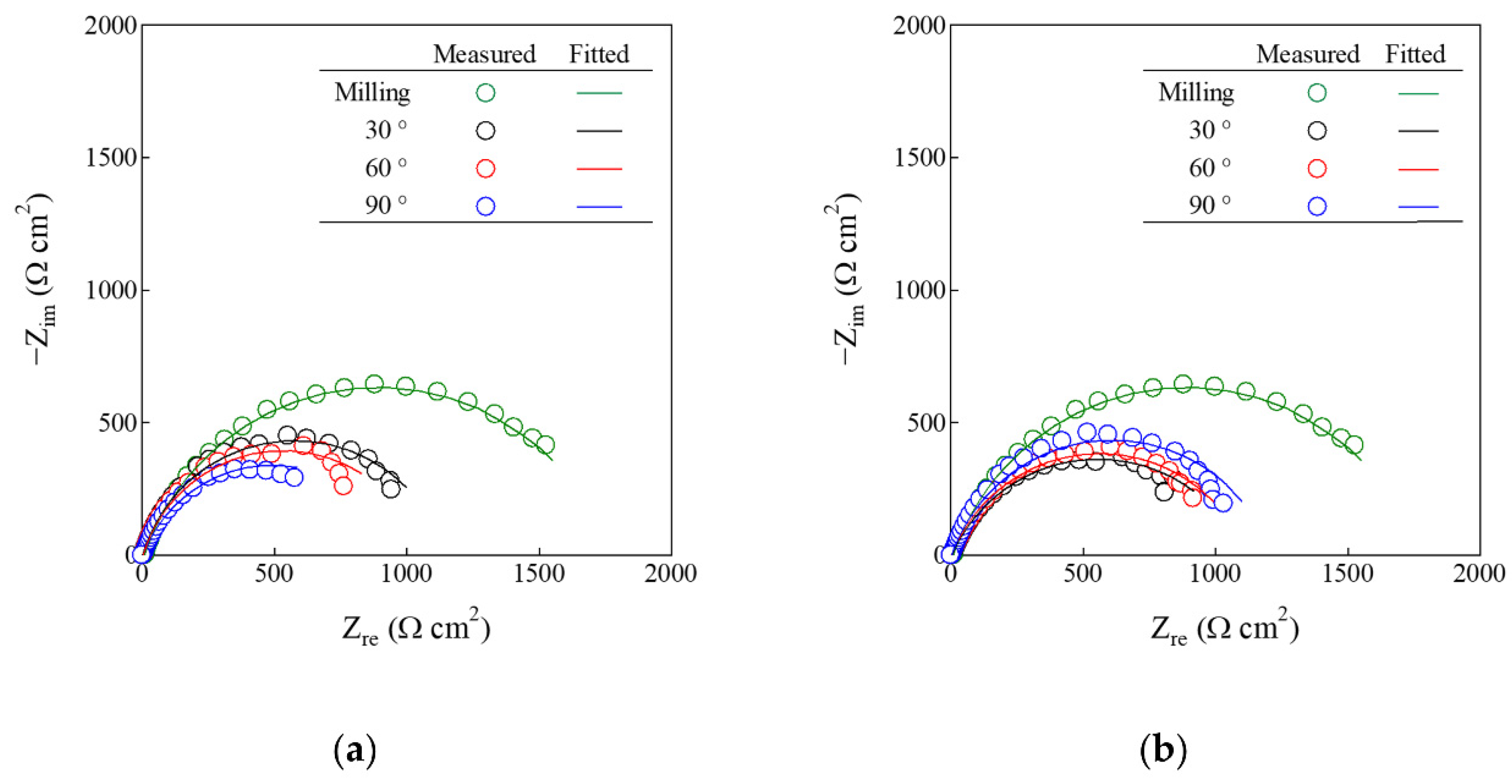
- As observed in electrochemical testing, the lower the roughness of the steel surface and the greater the amount of abrasive remaining on the surface, the smaller the corrosion reaction area of the steel surface, as the abrasive residue decreased the penetration of ions. Blasting the steel surface using alumina grit provided better corrosion resistance than using steel grit. For the corroded steel plates after blast treatment and paint coating, the residue positively affected the corrosion resistance of paint because it reduced the penetration of electrolytes and the diffusion of corrosion. Corrosion was suppressed by residual abrasive materials, and increased adhesion and paint adhesion. Therefore, this finding suggests that alumina grit should be used where issues of severe corrosion persist.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kainuma, S.; Yang, M.; Ishihara, S.; Kaneko, A.; Yamauchi, T. Corrosion protection of steel members using an Al-Zn base sacrificial anode and fiber sheet in an atmospheric environment. Constr. Build. Mater. 2019, 224, 880–893. [Google Scholar] [CrossRef]
- Rudawska, A.; Danczak, I.; Müller, M.; Valasek, P. The effect of sandblasting on surface properties for adhesion. Int. J. Adhes. Adhes. 2016, 70, 176–190. [Google Scholar] [CrossRef]
- Hagen, C.M.H.; Hognestad, A.; Knudsen, O.; Sørby, K. The effect of surface roughness on corrosion resistance of machined and epoxy coated steel. Prog. Org. Coat. 2019, 130, 17–23. [Google Scholar] [CrossRef]
- Amada, S.; Satoh, A. Fractal analysis of surfaces roughened by grit blasting. J. Adhes. Sci. Technol. 2000, 14, 27–41. [Google Scholar] [CrossRef]
- Webb, S.S. Belief Driven Autonomous Manipulator Pose Selection for Less Controlled Environments. Ph.D. Thesis, University of New South Wales Australia, Sydney, NSW, Australia, 2008. [Google Scholar]
- Schmidt, M.; Merklein, M.; Bourell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G.N. Laser based additive manufacturing in industry and academia. CIRP Ann. 2017, 66, 561–583. [Google Scholar] [CrossRef]
- Maková, I.; Sopko, M. Effect of blasting material on surface morphology of steel sheets. Acta Metall. Slovaca 2010, 16, 109–115. [Google Scholar]
- Momber, A. Blast Cleaning Technology; Springer: Berlin/Heidelberg, Germany, 2013; Volume 53, ISBN 9788578110796. [Google Scholar]
- Tshimanga, N.L.; Combrink, G.A.; Wa Kalenga, M. Surface morphology characterization of grade 304L stainless steel after abrasive blasting. Mater. Today Proc. 2020, 38, 544–548. [Google Scholar] [CrossRef]
- Achtsnick, M.; Hoogstrate, A.M.; Karpuschewski, B. Advances in high performance micro abrasive blasting. CIRP Ann.-Manuf. Technol. 2005, 54, 281–284. [Google Scholar] [CrossRef]
- Achtsnick, M.; Geelhoed, P.F.; Hoogstrate, A.M.; Karpuschewski, B. Modelling and evaluation of the micro abrasive blasting process. Wear 2005, 259, 84–94. [Google Scholar] [CrossRef]
- Harris, A.F.; Beevers, A. Effects of grit-blasting on surface properties for adhesion. Int. J. Adhes. Adhes. 1999, 19, 445–452. [Google Scholar] [CrossRef]
- Ding, L.; Torbati-Sarraf, H.; Poursaee, A. The influence of the sandblasting as a surface mechanical attrition treatment on the electrochemical behavior of carbon steel in different pH solutions. Surf. Coat. Technol. 2018, 352, 112–119. [Google Scholar] [CrossRef]
- Liebhard, M.; Levy, A.V. Effect of erodent particle characteristics on the erosion of metals. Wear Mater. Int. Conf. Wear Mater. 1991, 1, 123–127. [Google Scholar] [CrossRef]
- Hadavi, V.; Moreno, C.E.; Papini, M. Numerical and experimental analysis of particle fracture during solid particle erosion, Part II: Effect of incident angle, velocity and abrasive size. Wear 2016, 356–357, 146–157. [Google Scholar] [CrossRef]
- Desale, G.R.; Gandhi, B.K.; Jain, S.C. Effect of erodent properties on erosion wear of ductile type materials. Wear 2006, 261, 914–921. [Google Scholar] [CrossRef]
- Leidheiser, H.; Musić, S.; McIntyre, J.F. The improved corrosion resistance of steel in water after abrasive blasting with alumina. Corros. Sci. 1984, 24, 197–201. [Google Scholar] [CrossRef]
- Mayer, P.; Dmitruk, A.; Kaczmar, J.W. Adhesion of functional layers based on epoxy and polyurethane resins for aluminum substrate. Int. J. Adhes. Adhes. 2021, 109, 102899. [Google Scholar] [CrossRef]
- Amada, S.; Yamada, H. Introduction of fractal dimension to adhesive strength evaluation of plasma-sprayed coatings. Surf. Coat. Technol. 1996, 78, 50–55. [Google Scholar] [CrossRef]
- Saborowski, E.; Steinert, P.; Dittes, A.; Lindner, T.; Schubert, A.; Lampke, T. Introducing fractal dimension for interlaminar shear and tensile strength assessment of mechanically interlocked polymer-metal interfaces. Materials 2020, 13, 2171. [Google Scholar] [CrossRef]
- Pyum, S.I.; Lee, W.J. The effect of prior Cl− ion on pit initiation. Corr. Sci. 2001, 43, 353–363. [Google Scholar]
- Zhang, Z.; Qian, Y.; Xu, J.; Zuo, J.; Li, M. Corrosion behaviors of Cr2AlC/α-Al2O3 composites in 3.5 wt. % NaCl aqueous solution. Ceram. Int. 2020, 46, 11846–11853. [Google Scholar] [CrossRef]
- Ralph, B.; Yuen, H.C.; Lee, W.B. The processing of metal matrix composites—An overview. J. Mater. Process. Technol. 1997, 63, 339–353. [Google Scholar] [CrossRef]
- Yasir, M.; Zhang, C.; Wang, W.; Xu, P.; Liu, L. Wear behaviors of Fe-based amorphous composite coatings reinforced by Al2O3 particles in air and in NaCl solution. Mater. Des. 2015, 88, 207–213. [Google Scholar] [CrossRef]
- Jamali, F.; Danaee, I.; Zaarei, D. Effect of nano-silica on the corrosion behavior of silicate conversion coatings on hot-dip galvanized steel. Mater. Corros. 2015, 66, 459–464. [Google Scholar] [CrossRef]
- He, S.; Wang, Z.; Hu, J.; Zhu, J.; Wei, L.; Chen, Z. Formation of superhydrophobic micro-nanostructured iron oxide for corrosion protection of N80 steel. Mater. Des. 2018, 160, 84–94. [Google Scholar] [CrossRef]
- Kovacı, H.; Bozkurt, Y.B.; Yetim, A.F.; Aslan, M.; Çelik, A. The effect of surface plastic deformation produced by shot peening on corrosion behavior of a low-alloy steel. Surf. Coat. Technol. 2019, 360, 78–86. [Google Scholar] [CrossRef]
- Fond, C. Cavitation criterion for rubber materials: A review of void-growth models. J. Polym. Sci. Part B Polym. Phys. 2001, 39, 2081–2096. [Google Scholar] [CrossRef]
- Kobayashi, H.; Yamashita, Y.; Hayashi, N.; Kataoka, Y.; Okido, M. Research Concerning the Correlation between the Phenomena of Coating Degradation in Steel Coated with Various Paints and Impedance Value. Zairyo-to-Kankyo 2015, 64, 82–90. [Google Scholar] [CrossRef] [Green Version]
- Potvin, E.; Brossard, L.; Larochelle, G. Corrosion protective performances of commercial low-VOC epoxy/urethane coatings on hot-rolled 1010 mild steel. Prog. Org. Coat. 1997, 31, 363–373. [Google Scholar] [CrossRef]
- Souto, R.M.; Fernández-Mérida, L.; González, S.; Scantlebury, D.J. Comparative EIS study of different Zn-based intermediate metallic layers in coil-coated steels. Corros. Sci. 2006, 48, 1182–1192. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|
| 0.18 | 0.19 | 1.33 | 0.014 | 0.003 | bal |
| (a) Steel Grit | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Abrasive Materials | Material | Specific Gravity (g/cm3) | Bulk Density (kg/dm3) | Mohs Hardness | Composition (wt%) | |||||
| Fe | C | Si | Mg | P | S | |||||
| Steel grit | Metallic | 12 | 3.59 | 10 | bal | 1.20 | 0.40 | 0.35 | 0.05 | 0.05 |
| (b) Aluminum Grit | ||||||||||
| Abrasive Materials | Material | Specific Gravity (g/cm3) | Bulk Density (kg/dm3) | Mohs Hardness | Composition (wt%) | |||||
| Al2O3 | SiO2 | Fe2O3 | MgO | CaO | ||||||
| Aluminum grit | Non-Metallic | 4.0 | 1.89 | 12 | 94.0 | 1.76 | 0.89 | 0.37 | 0.47 | |
| Step | Time (h) | Conditions | Temperature (°C) | Humidity (%) |
|---|---|---|---|---|
| 1 | 0.5 | NaCl solution spray (5 wt%) | 30 ± 2 | 98 |
| 2 | 1.5 | Wettability | ||
| 3 | 2 | Drying | 50 ± 2 | 20 |
| 4 | 2 | 30 ± 2 |
| Specimen | Linear Roughness (μm) | Areal Roughness (μm) | ||||
|---|---|---|---|---|---|---|
| Ra | Rq | Rz | RSm | Sa | Sz | |
| MST | 10.1 | 12.8 | 70.3 | 274 | 9.65 | 111 |
| MAL | 8.69 | 10.2 | 55.1 | 295 | 8.13 | 93.1 |
| Specimen | Blasting Angle | Ra (μm) | RSm (μm) | Actual Roughness of the Steel (Fractal Dimension, DB) | Area Ratio of the Residual Abrasive Materials (%) |
|---|---|---|---|---|---|
| MI | - | 0.584 | - | - | - |
| MST | 30 | 9.22 | 255 | 1.06 | - |
| 60 | 9.40 | 278 | 1.14 | - | |
| 90 | 9.74 | 302 | 1.17 | - | |
| MAL | 30 | 8.49 | 142 | 1.14 | 5.03 |
| 60 | 8.69 | 151 | 1.19 | 10.6 | |
| 90 | 8.81 | 166 | 1.30 | 15.8 |
| Specimen | Blasting Angle (°) | Ecorr (mVAg/AgCl) | icorr (μA/cm2) |
|---|---|---|---|
| MI | - | −603 ± 4 | 1.29 ± 0.351 |
| MST | 30 | −669 ± 5 | 6.46 ± 2.40 |
| 60 | −651 ± 11 | 20.4 ± 2.24 | |
| 90 | −658 ± 7 | 23.9 ± 6.31 | |
| MAL | 30 | −679 ± 8 | 9.50 ± 2.19 |
| 60 | −683 ± 5 | 8.03 ± 2.14 | |
| 90 | −701 ± 7 | 6.06 ± 0.802 |
| Specimen | Blasting Angle (°) | Rs (Ω cm2) | CPEdl (Ω−1 sn cm−2) | n | Rct (Ω cm2) | Chi-Squared |
|---|---|---|---|---|---|---|
| MI | - | 9.60 | 3.17 × 10−4 | 0.790 | 1771 | 9.48 × 10−3 |
| MST | 30 | 3.23 | 1.67 × 10−3 | 0.824 | 1133 | 7.00 × 10−2 |
| 60 | 4.45 | 1.92 × 10−3 | 0.773 | 986 | 3.89 × 10−2 | |
| 90 | 4.46 | 2.00 × 10−3 | 0.794 | 842 | 2.49 × 10−2 | |
| MAL | 30 | 4.14 | 2.27 × 10−3 | 0.739 | 1104 | 3.65 × 10−2 |
| 60 | 3.96 | 1.76 × 10−3 | 0.766 | 1117 | 4.56 × 10−2 | |
| 90 | 4.72 | 1.53 × 10−3 | 0.792 | 1211 | 4.76 × 10−2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, A.; Kainuma, S.; Yang, M. Surface Characteristics and Corrosion Behavior of Carbon Steel Treated by Abrasive Blasting. Metals 2021, 11, 2065. https://doi.org/10.3390/met11122065
Kim A, Kainuma S, Yang M. Surface Characteristics and Corrosion Behavior of Carbon Steel Treated by Abrasive Blasting. Metals. 2021; 11(12):2065. https://doi.org/10.3390/met11122065
Chicago/Turabian StyleKim, Aran, Shigenobu Kainuma, and Muye Yang. 2021. "Surface Characteristics and Corrosion Behavior of Carbon Steel Treated by Abrasive Blasting" Metals 11, no. 12: 2065. https://doi.org/10.3390/met11122065