
Causes of Structural Heterogeneity in High-Strength OCTG Tubes and Minimizing Their Impact on Sulfide Stress Corrosion Cracking Resistance

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. Mechanical Properties and Analysis of Samples after SSC Tests
3.2. Metallographic Analysis of Samples of All Metallurgical Manufacture Stages
3.2.1. Metallographic Analysis of CCB
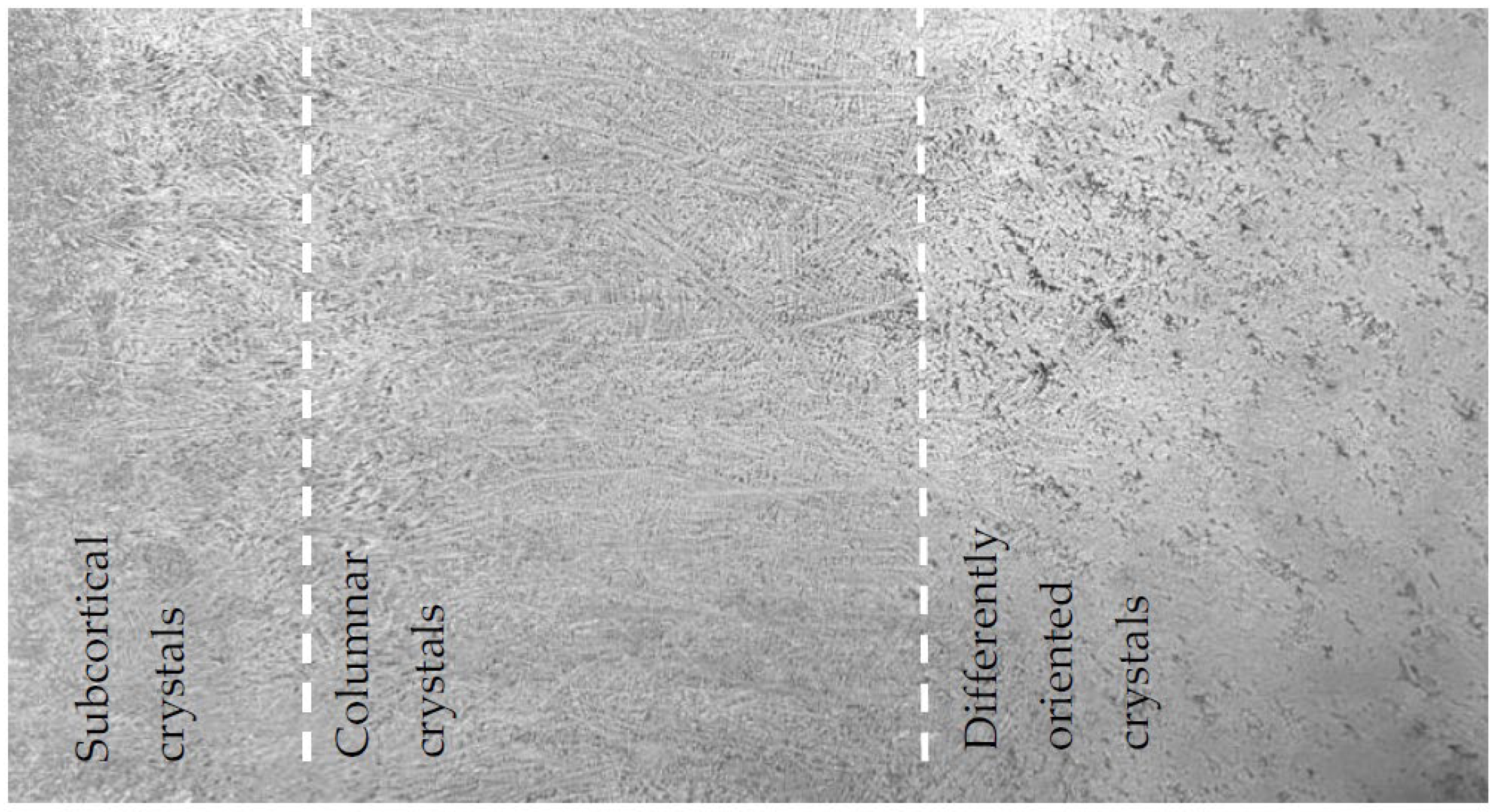
3.2.2. Metallographic Analysis of Hot-Rolled Samples (HRPB)
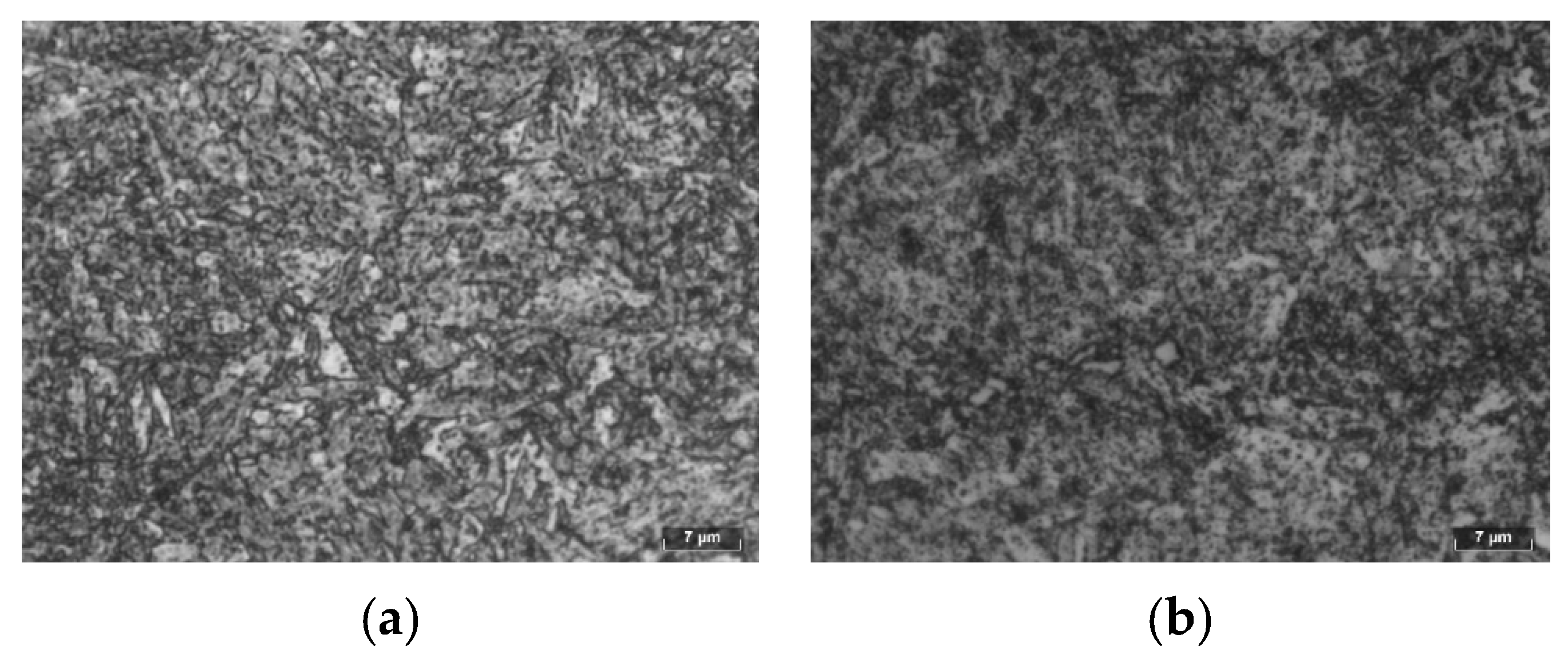
3.2.3. Metallographic Analysis of Casing Tube (CT) Samples
3.3. Evolution of Segregations
4. Conclusions
- It is shown that the main reason for the unsatisfactory resistance of CT samples to SSC is the presence of segregation bands and niobium carbonitrides, from which corrosion cracking begins.
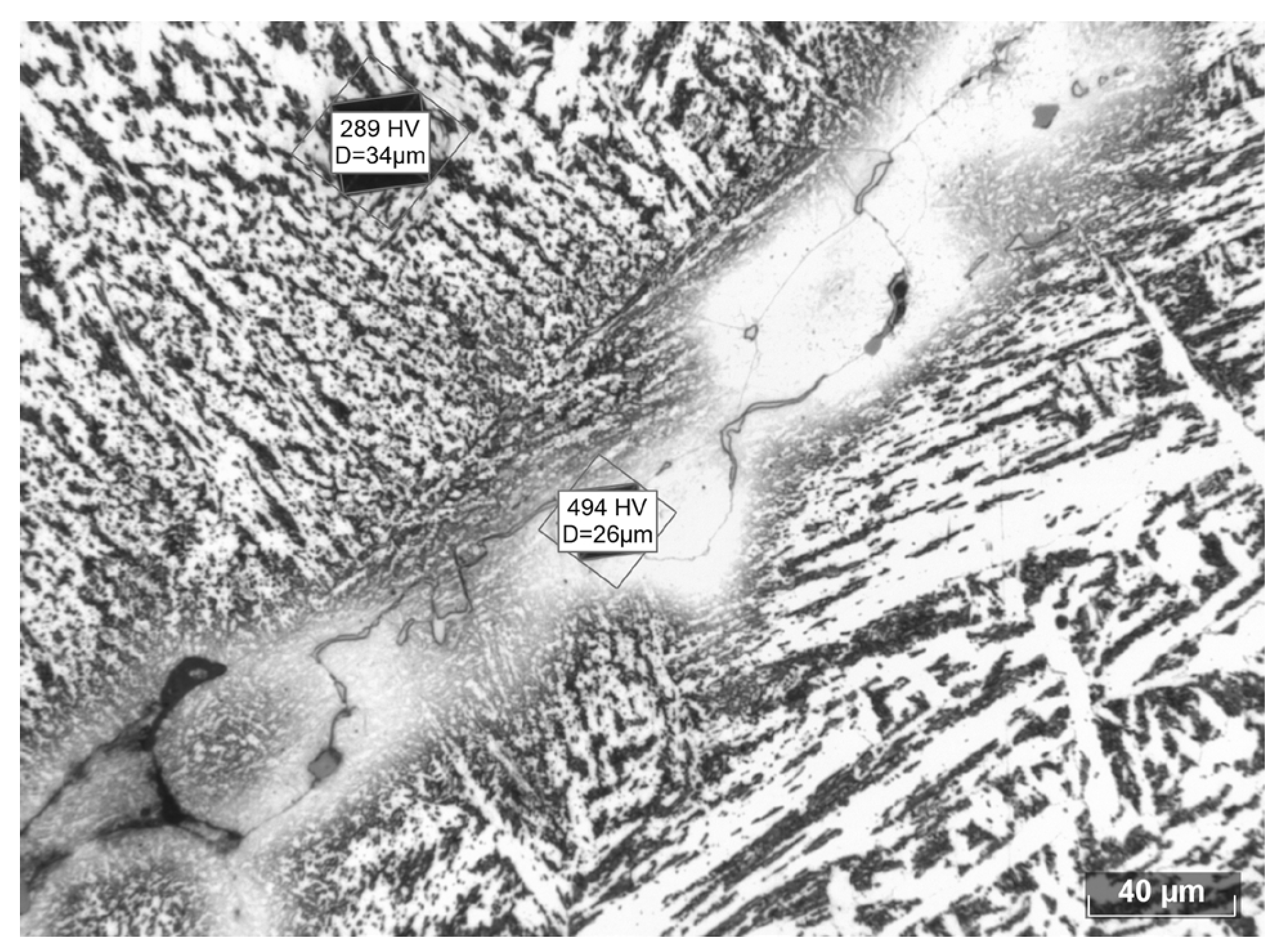
- Sample of CT corresponds to strength group C110 (API 5CT) in terms of mechanical properties (including macrohardness). However, it has structural heterogeneity and high values of microhardness in segregations. Thus, local deviations from the requirements for hardness values (up to 36 HRC in segregations) are observed, which leads to a decrease in corrosion properties and a manifestation of the material’s tendency to SSC.
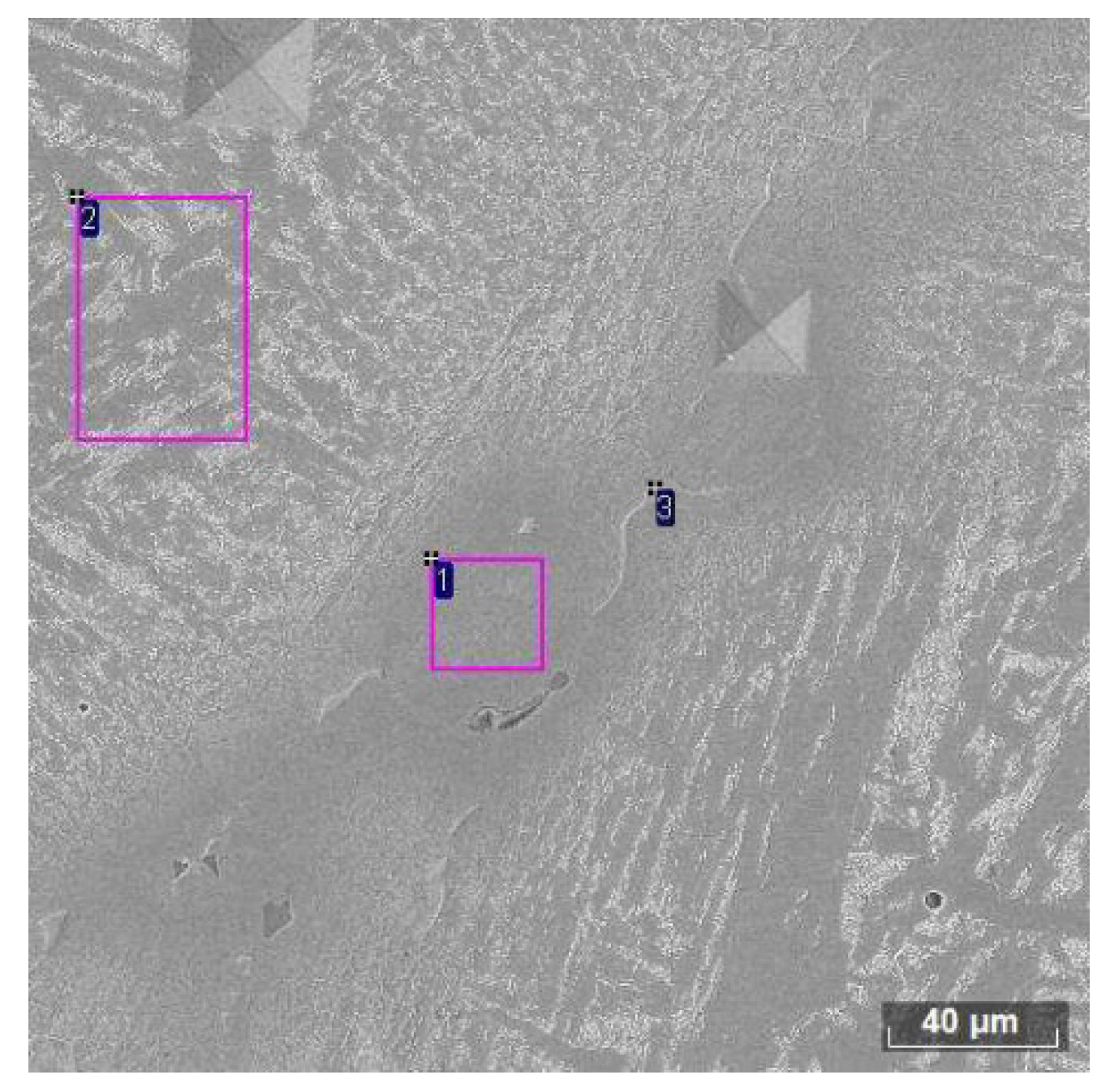
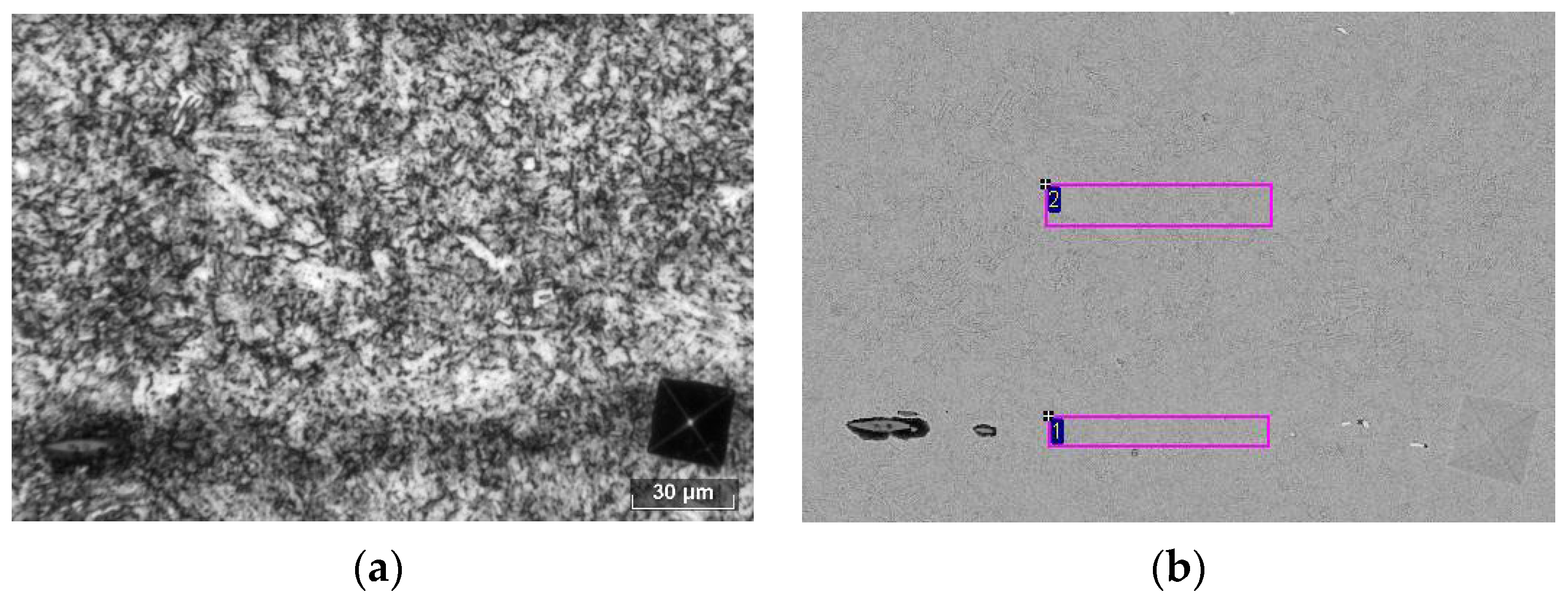
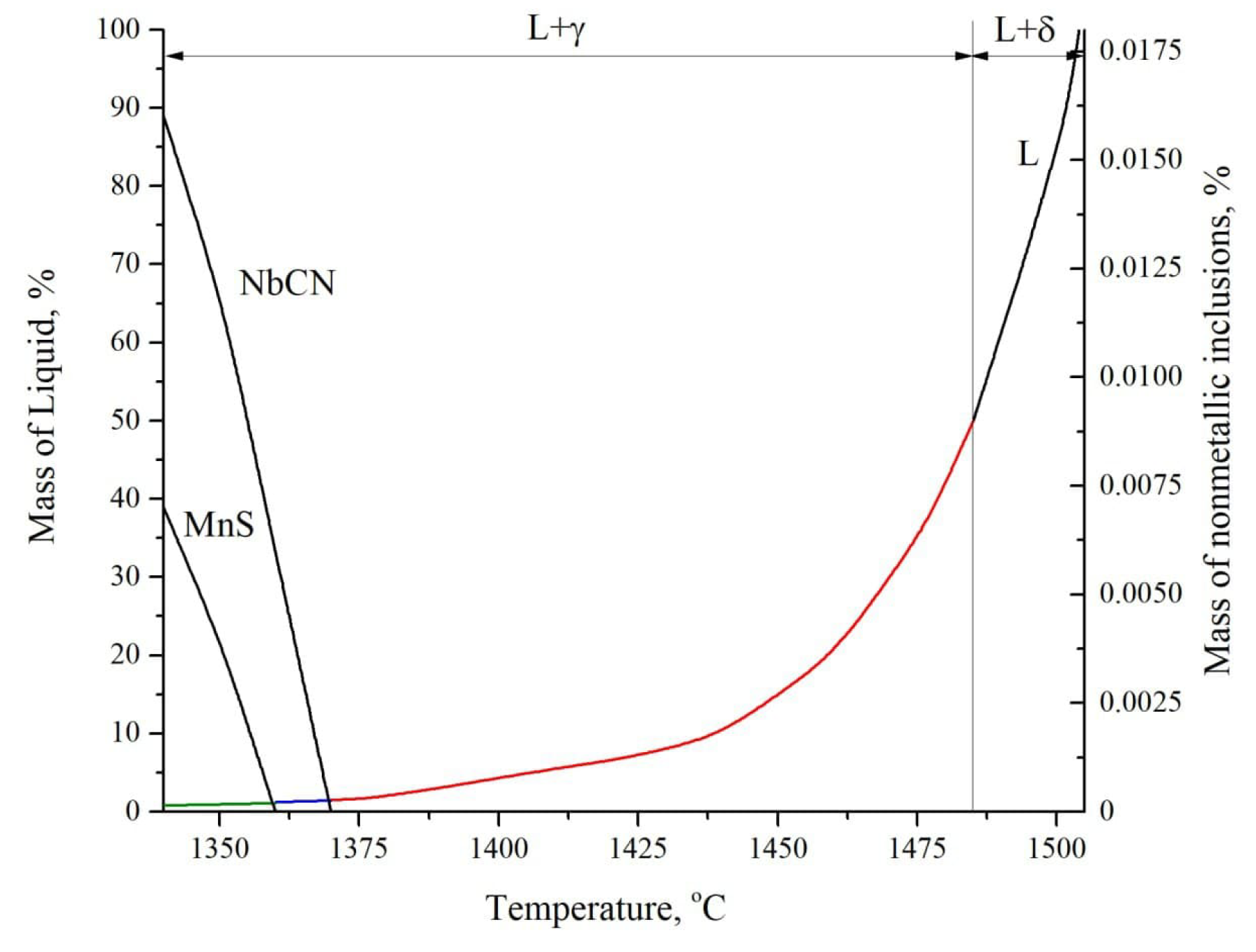
- Coarse segregations were found in the center of the CCB, in which the content of all alloying elements were increased, and also coarse niobium nitrides and manganese sulfides were found. The formation of these segregations is due to the chemical composition of the steel and is also aggravated by the specifics of manufacturing. In the structure of HRPB and CT, segregation bands were found near the inner wall of the tube. In segregations, there is an increased hardness in comparison with the base metal, an increased content of chromium, molybdenum, vanadium and niobium. In addition to dispersed molybdenum and chromium carbides formed during rolling and heat treatment, coarse carbonitrides of niobium, titanium and vanadium were found in the strips, which were formed in the solidifying metal due to liquation processes.
- To increase the resistance of steel 0.3C-Cr-Mn-Mo + 0.15(V + Nb + Ti) to SCC, primary recommendations for adjusting the chemical composition, production technology and heat treatment have been developed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kostitsyna, I.; Shakhmatov, A.; Davydov, A. Study of corrosion behavior of carbon and low-alloy steels in CO2-containing environments. In Proceedings of the E3S Web of Conferences, Saint Petersburg, Russia, 15–17 September 2021; Volume 121, p. 04006. [Google Scholar]
- Strekalovskaya, D.A.; Davydov, A.D.; Lyashenko, D.V.; Tleshev, M. Failure analysis of plunger rod and barrel of sucker rod pumps. Int. J. Mech. Prod. Eng. Res. Dev. 2020, 10, 14835–14844. [Google Scholar] [CrossRef]
- Devyaterikova, N.; Nurmukhametova, M.; Kharlashin, A.; Popov, Y. Types of corrosion damage of tubing in the oilfield. In Proceedings of the E3S Web of Conferences, Saint Petersburg, Russia, 22–24 May 2019; Volume 121, p. 03001. [Google Scholar]
- Ermakov, B.; Alhimenko, A.; Shaposhnikov, N.; Tsvetkov, A.; Shirokov, A. Study of the crystallographic texture of pipe steel. Lett. Mater. 2020, 10, 48–53. [Google Scholar] [CrossRef]
- Alkhimenko, A.A.; Ermakov, B.S.; Alekseeva, E.L.; Mushnikova, S.Y. Peculiarities of Corrosion Cracking of High-Strength Pipe Steels in Hydrogen Sulfide Environment. Int. J. Mech. Prod. Eng. Res. Dev. 2020, 10, 15175–15184. Available online: http://www.tjprc.org/publishpapers/2-67-1601123912-IJMPERDJUN20201446.pdf (accessed on 1 September 2021). [CrossRef]
- Aleksandrov, S.; Laev, K.; Shcherbakov, I.; Devyaterikova, N.; Oshurkov, G.; Rogova, K.; Pavlov, A.; Rodionova, I. Hot-rolled Seamless Tubing with Increased Operational Reliability for Oil-Field Equipment. Patent RU 2719618 C1, 21 April 2020. [Google Scholar]
- ANSI/API Specification 5CT. Specification for Casing and Tubing. Available online: https://www.api.org/~/media/Files/Certification/Monogram-APIQR/Purchasing%20Guidelines/5CT%209th%20Edition%20Purch%20Guidelines%20R1%2020120429.pdf (accessed on 1 September 2021).
- Shiryaeva, A.G.; Chetverikovb, S.G.; Chikalova, S.G.; Pyshmintsevc, I.Y.; Krylovd, P.V. Production of seamless steel pipe for oil and gas extractionin challenging conditions. Steel Transl. 2018, 48, 704–711. [Google Scholar] [CrossRef]
- Zhou, T.; Zhang, P.; Kuuskman, K.; Cerilli, E.; Rehman, K.; Cho, S.; Burella, D. Development of medium-high carbon cas-ing/tubing for direct strip production complex (DSPC). In Proceedings of the Materials Science and Technology 2016 (MS&T16) Salt Palace Convention Center, Salt Lake City, UT, USA, 23–27 October 2016; Volume 1, pp. 769–776. [Google Scholar]
- Putilova, E.A.; Zadvorkin, S.M.; Gorkunov, E.S.; Veselov, I.N.; Pyshmintsev, I.Y. Investigation of structure and properties of low-carbon low-alloyed Cr-Mo pipe steel intended for operating in sour environment. AIP Conf. Proc. 2019, 2167, 020291. [Google Scholar]
- Omura, T.; Numata, M.; Takayama, T.; Arai, Y. Super-high Strength Low Alloy Steel OCTG with Improved Sour Resistance. Nippon Steel & Sumitomo Metal Technical Report No. 107 February 2015. Ferrum. Bull. Iron Steel Inst. Japan 2015, 9, 575–579. [Google Scholar]
- El-Sherik, A.M. Trends in Oil and Gas Corrosion Research and Technologies; Pitting corrosion 28; Sankara Papavinasam CorrMagnet Consulting Inc.: Ottawa, ON, Canada, 2017. [Google Scholar]
- Popoola, L.T.; Grema, A.S.; Latinwo, K.; Gutti, B.; Balogun, A.S. Corrosion problems during oil and gas production and its mitigation. Int. J. Ind. Chem. 2013, 4, 35. [Google Scholar] [CrossRef] [Green Version]
- Alhimenko, A.; Kharkov, A.; Shemyakinskiy, B.; Shaposhnikov, N. Development of the methodology of accelerated testing of oil-gas pipe steels for stress corrosion cracking 2020 Zavodskaya Laboratroiya. Diagn. Mater. 2020, 86, 70–76. [Google Scholar]
- NACE TM 0177 Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in H2S Environments. Available online: https://store.nace.org/tm0177-2016 (accessed on 1 September 2021).
- GOST 1497-84 Metals. Methods of Tension Test. Available online: https://docs.cntd.ru/document/1200004888 (accessed on 1 September 2021).
- Andersson, J.-O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification, 3rd ed.; Trans Tech Publications, Ltd.: Kapellweg, Switzerland, 1990; ISBN 0878495233. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | YS, MPa | TS, MPa | Elongation, % | YS/TS | Hardness, HRC |
|---|---|---|---|---|---|
| 1 | 795 | 878 | 18.7 | 0.90 | 26.0 |
| 2 | 785 | 875 | 19.1 | 0.89 | 26.5 |
| 3 | 800 | 880 | 20.1 | 0.90 | 26.0 |
| API 5CT (C110) | 758–828 | >793 | – | – | <30.0 |
| Element | Dark Band | Bright Band |
|---|---|---|
| Spectrum 1 | Spectrum 2 | |
| Si | 0.42 | 0.32 |
| Cr | 1.29 | 0.96 |
| Mn | 0.88 | 0.93 |
| Fe | 95.99 | 97.07 |
| Mo | 1.42 | 0.71 |
| Element | Si | Ti | V | Cr | Mn | Fe | Cu | Nb | Mo |
|---|---|---|---|---|---|---|---|---|---|
| Spectrum 1 | 0.61 | – | 0.30 | 1.42 | 1.03 | 93.13 | 0.30 | – | 3.22 |
| Spectrum 2 | 0.39 | – | – | 0.69 | 0.66 | 97.30 | 0.32 | – | 0.63 |
| Spectrum 3 | – | 2.34 | 2.10 | – | – | – | – | 95.66 | – |
| Element | Si | Cr | Mn | Fe | Cu | Nb | Mo |
|---|---|---|---|---|---|---|---|
| Spectrum 1 | 0.40 | 0.84 | 0.73 | 96.48 | 0.20 | 0.24 | 1.11 |
| Spectrum 2 | 0.29 | 0.68 | 0.50 | 97.88 | – | – | 0.65 |
| Zone | Segregation Band | Base Metal | |||||
|---|---|---|---|---|---|---|---|
| Spectrum, № | 1 | 2 | 3 | 4 | 1 | 2 | 3 |
| Si | 15.33 | 15.41 | 17.10 | 15.51 | 13.31 | 23.47 | 14.75 |
| Cr | 30.67 | 29.84 | 28.71 | 26.27 | 25.10 | 28.64 | 28.11 |
| Mn | 23.00 | 22.30 | 23.23 | 25.00 | 20.53 | 22.54 | 23.96 |
| Cu | – | – | – | – | 22.06 | – | 9.22 |
| Nb | – | – | – | – | – | – | – |
| Mo | 31.00 | 32.46 | 30.97 | 33.23 | 19.01 | 25.35 | 23.96 |
| Element | Si | Cr | Mn | Fe | Cu | Nb | Mo |
|---|---|---|---|---|---|---|---|
| Spectrum 1 | 0.47 | 0.94 | 0.78 | 96.39 | 0.33 | – | 1.08 |
| Spectrum 2 | 0.31 | 0.72 | 0.63 | 97.53 | 0.24 | – | 0.58 |
| Zone | Segregation Band | Base Metal | ||||||
|---|---|---|---|---|---|---|---|---|
| Spectrum, № | 1 | 2 | 3 | 4 | 1 | 2 | 3 | 4 |
| Si | 16.12 | 12.29 | 21.04 | 16.04 | 16.31 | 16.80 | 20.58 | 17.01 |
| Cr | 24.86 | 22.17 | 30.49 | 22.99 | 29.79 | 30.40 | 26.23 | 26.53 |
| Mn | 21.58 | 20.24 | 25.61 | 20.59 | 22.34 | 22.00 | 24.61 | 21.77 |
| Cu | 7.38 | 6.27 | – | 11.76 | 7.45 | 8.80 | 10.09 | 9.18 |
| Mo | 30.05 | 39.04 | 22.87 | 28.61 | 24.11 | 22.00 | 18.16 | 25.51 |
| Element | Si | V | Cr | Mn | Cu | Nb | Mo |
|---|---|---|---|---|---|---|---|
| Thermodynamic modeling (T = 1375 °C) | 1.2 | 0.5 | 1.00 | 1.80 | – | 2.5 | 4.60 |
| Segregations in CCB | 0.61 | 0.3 | 1.42 | 1.03 | 0.30 | – | 3.22 |
| Base metal in CCB | 0.39 | – | 0.69 | 0.66 | 0.32 | – | 0.63 |
| Segregations in HRPB | 0.40 | – | 0.84 | 0.73 | 0.2 | 0.24 | 1.11 |
| Base metal in HRPB | 0.29 | – | 0.68 | 0.5 | – | – | 0.65 |
| Segregations CT | 0.47 | – | 0.94 | 0.78 | 0.33 | – | 1.08 |
| Base metal in CT | 0.31 | – | 0.72 | 0.63 | 0.24 | – | 0.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Davydov, A.; Zhitenev, A.; Alhimenko, A.; Devyaterikova, N.; Laev, K. Causes of Structural Heterogeneity in High-Strength OCTG Tubes and Minimizing Their Impact on Sulfide Stress Corrosion Cracking Resistance. Metals 2021, 11, 1843. https://doi.org/10.3390/met11111843
Davydov A, Zhitenev A, Alhimenko A, Devyaterikova N, Laev K. Causes of Structural Heterogeneity in High-Strength OCTG Tubes and Minimizing Their Impact on Sulfide Stress Corrosion Cracking Resistance. Metals. 2021; 11(11):1843. https://doi.org/10.3390/met11111843
Chicago/Turabian StyleDavydov, Artem, Andrey Zhitenev, Alexey Alhimenko, Natalya Devyaterikova, and Konstantin Laev. 2021. "Causes of Structural Heterogeneity in High-Strength OCTG Tubes and Minimizing Their Impact on Sulfide Stress Corrosion Cracking Resistance" Metals 11, no. 11: 1843. https://doi.org/10.3390/met11111843