1. Introduction
South Africa has a vision to raise its profile on the global business stage by adding value to its titanium-bearing mineral resource through turning it into metal powder that would be suitable for additive manufacturing (AM). In 2020, South Africa was rated the second largest mining producer of ilmenite (1000 t) and the third largest mining producer of rutile (100 t) in the world [
1]. In South Africa, the Council for Scientific and Industrial Research (CSIR) built a pilot plant that produces commercially pure titanium powder [
2]. The titanium powder is produced in this plant through the continuous stepwise metallothermic reduction of titanium tetrachloride in a molten salt medium. These titanium powders produced at the CSIR are intended to be used in various downstream manufacturing processes, such as AM, powder metallurgy and investment casting. However, the titanium metal powder produced through the CSIR-Ti process is either spongy or crystalline, depending on the process parameters [
3]. For use in powder bed fusion (PBF), the metal powder should ideally be spherical, dense and chemically pure. An irregularly shaped particle is less desirable for PBF processes, because it increases the flow time and could reduce the packing density [
4]. Powder consisting of spherical particles is usually produced by atomisation methods or plasma spheroidisation (PS) [
5].
Titanium alloys primarily stand out due to high specific strength and excellent corrosion resistance. This also explains their preferential use in the aerospace sector, the chemical industry, medical engineering and the leisure sector [
5]. Titanium and its alloys are well-established for their combination of relatively high strengths, low densities, and excellent corrosion resistance [
6,
7]. Yield strengths are in a range from 480 MPa for some grades of commercial titanium to approximately 1100 MPa for structural alloys. Added to their static strength advantage is the fact that titanium alloys have a much better fatigue strength than the other lightweight alloys, such as those of aluminium and magnesium [
8]. Titanium can be obtained in several different grades, and pure titanium is not as formidable as the different titanium alloys. The titanium alloy (Ti6Al4V) is the most extensively used. It has a credible machinability and excellent mechanical properties [
9]. For various weight reduction applications in aerospace, automotive and marine equipment, the alloy has the best overall performance. It is also known to have various applications in medicine. The biocompatibility of Ti6Al4V is exceptional, especially when the requirement is to have direct contact with tissue or bone [
10].
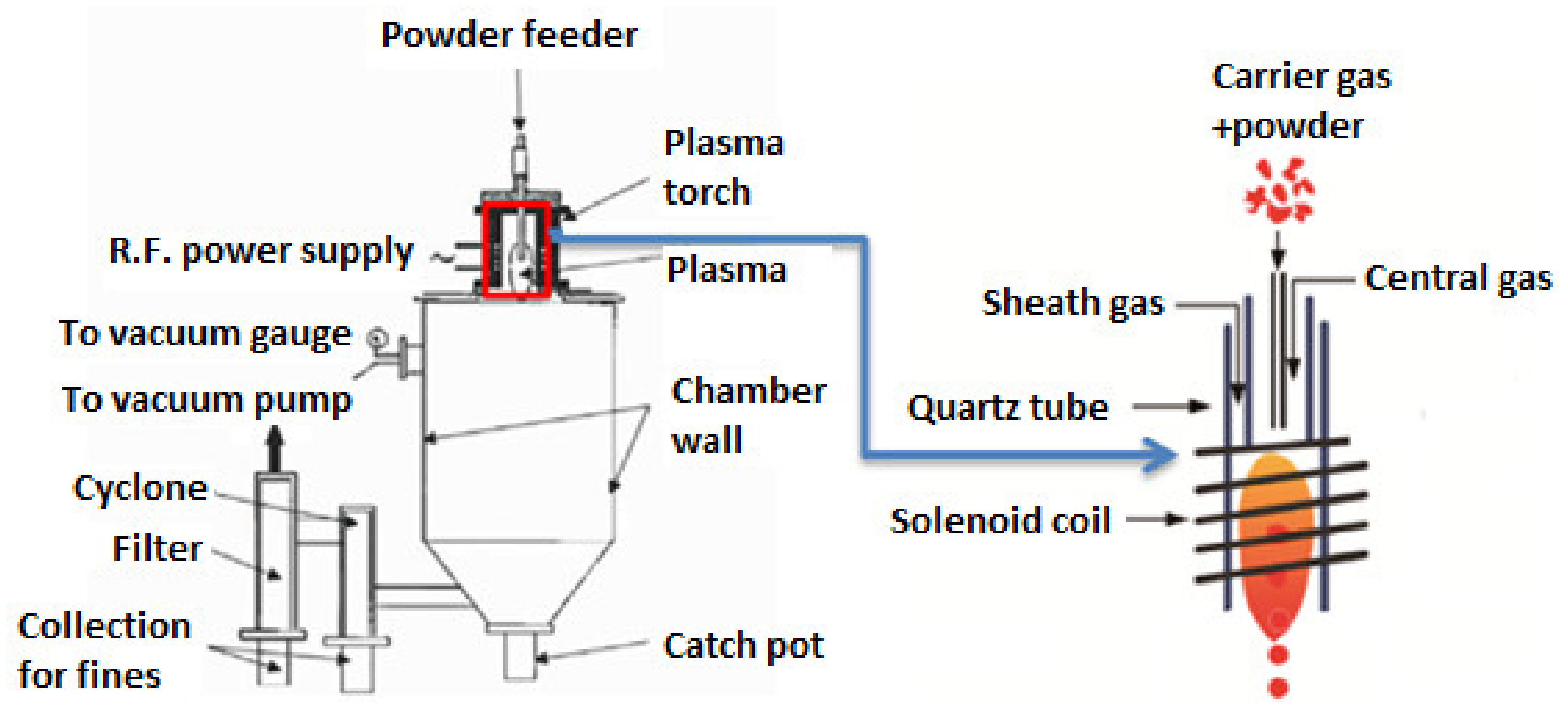
Plasmas are categorised as cold or thermal plasmas, based on the degree of ionisation as well as the relative temperatures and densities of the electrons, ions and neutrons in the plasma. Typical examples of cold plasmas include fluorescent lamps and glow discharges, and examples of thermal plasmas are direct current arc discharges and inductively coupled radio-frequency (RF) induction plasmas. Inductively coupled RF induction plasmas are the preferred choice for the spheroidisation of powder consisting of irregularly shaped particles. This is due to its high purity process, since there is no direct contact of any electrodes with the materials. It supports a wide range of operating conditions with oxidising, reducing and inert gases, and it provides a better purification process as a result of impurities evaporation at high temperature [
11,
12].
Vert et al. found that high-performance Ti6Al4V powder for AM can be achieved using an inductively coupled plasma (ICP) process [
13]. High-performance Ti6Al4V powders are those without any satellites and are spherical with an improved packing density, a narrow particle size distribution (PSD) of 15–45 μm, a flowability of 27 s/50 g, an internal particle structure free of pores and a chemical composition complying with Grade 23 specification [
13]. Zi et al. also stated that ICP is suitable for preparing spherical powders with both the apparent density and flowability of the tungsten powder improving from 5.99 to 10.81 g/cm
3 and from 12.7 s/50 g to 5.46 s/50 g, respectively, with a decrease in the feeding rate [
14].
Bissett et al. conducted a study focused in the PS of irregularly shaped pure titanium metal powder while investigating the capabilities of a 15 kW Tekna plasma system that was purchased by the South African Nuclear Energy Corporation (Necsa) in 2016 [
15]. The irregularly shaped titanium particles were spheroidised in the plasma system at various plasma operating conditions. Subsequently, the spheroidised powder was characterised in terms of morphology, density and flowability. From the experimental results, it was generally concluded that titanium particles that are highly spherical with increased density and improved flow are produced by thermal plasma treatment from irregularly shaped titanium particles under argon thermal plasma in the Tekna plasma system. Therefore, this system can be used for the spheroidisation of other metal and alloy powders [
15]. Sheng et al. prepared spherical Ti6Al4V powder using an RF plasma from irregular Ti6Al4V powder as a feedstock [
16]. The experimental results showed that spherical powder with smooth surfaces and favourable dispersion were obtained. Furthermore, the spheroidisation efficiency of the spherical powders was almost 100% [
16].
Wei et al. conducted characterisation on Ti6Al4V powder that was spheroidised using an ICP [
17]. They found that the spherical powder had smooth surfaces, a narrow PSD and favourable dispersion, as well as nearly 100% degree of sphericity. Furthermore, the conditioned density, dynamics of flowability, compressibility, permeability and shear performance of the spheroidised powder greatly improved [
17].
Xie et al. conducted a comparative investigation into Ti6Al4V powders produced by electrode induction melting gas atomization (EIGA), PS and plasma atomisation (PA) [
18]. PA powder has the fewest satellite spheres followed by EIGA and PREP Ti6Al4V powders. Li et al. fabricated spherical Ti6Al4V powder for AM by RF PS and deoxide using calcium [
19]. They found that the appropriate feeding rate for higher spheroidisation ratios and lower mass loss ratios is 140 g/min and the oxygen content of Ti6Al4V powder can be reduced to 1240 ppm deoxidation without phase transformation [
18].
Chong et al. used ICP to spheroidise Ti6Al4V powder [
20]. The spheroidisation ratio as high as 99% was reached, when the position of the inlet nozzle was 12.5 cm, the chamber pressure was 101.36 kPa, the powder feeding rate was 1.742 g/min, the plasma plate power was 27.2 kW and the PSD of raw particles was around 38–63 μm [
20]. Yang et al. spheroidised polygonal TiH
2 powders, prepared by hydrogenation and a milling process with Ti scraps in an Ar plasma state [
21]. Consequently, polygonal TiH
2 powders were successfully converted into spherical Ti powders by plasma treatment. It was found that the size of the powders also decreased from 30 to 21 μm by means of evaporation at the powder surface during the plasma treatment. Contaminants, such as Fe, Cr and Ni in the powders, were diminished owing to the surface evaporation and the emission of corresponding vapors during the plasma treatment [
21].
From the literature, it can be concluded that different researchers spheroidise different feedstocks using ICP. In this study, the plasma spheroidistion process was used to treat the Ti6Al4V powder produced using a high-energy ball milling process at the CSIR [
22]. The properties of the spheroidised powder were compared to those of commercial powder normally used for PBF. It was expected that the results of this study would confirm the viability of spheroidising CSIR Ti6Al4V powder on the industrial scale through an ICP system.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}