
Effects of Ce-Rich Misch Metal on the Microstructures and Tensile Properties of as-Cast Mg-7Al-3Sn-1Zn Alloys


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
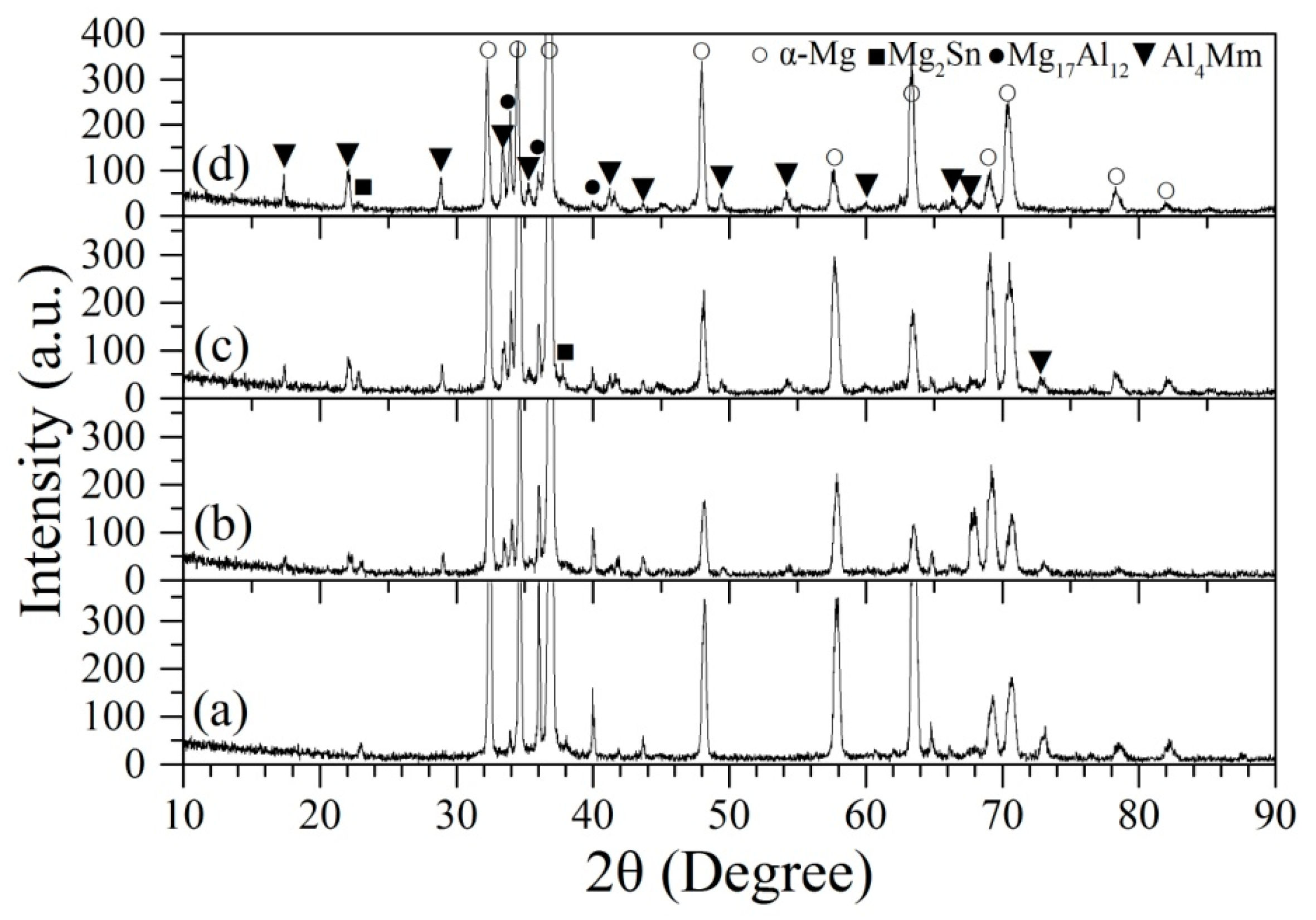
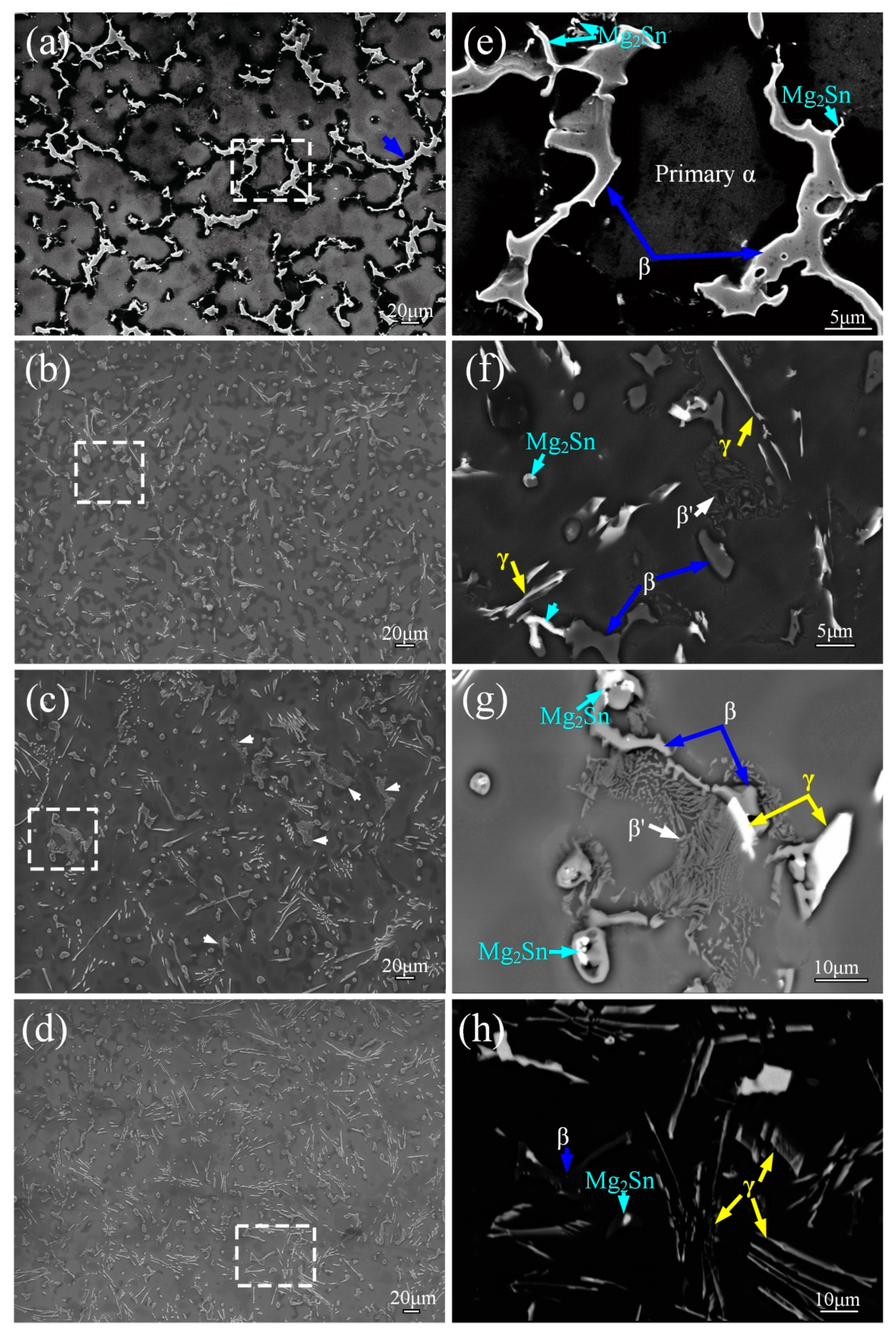
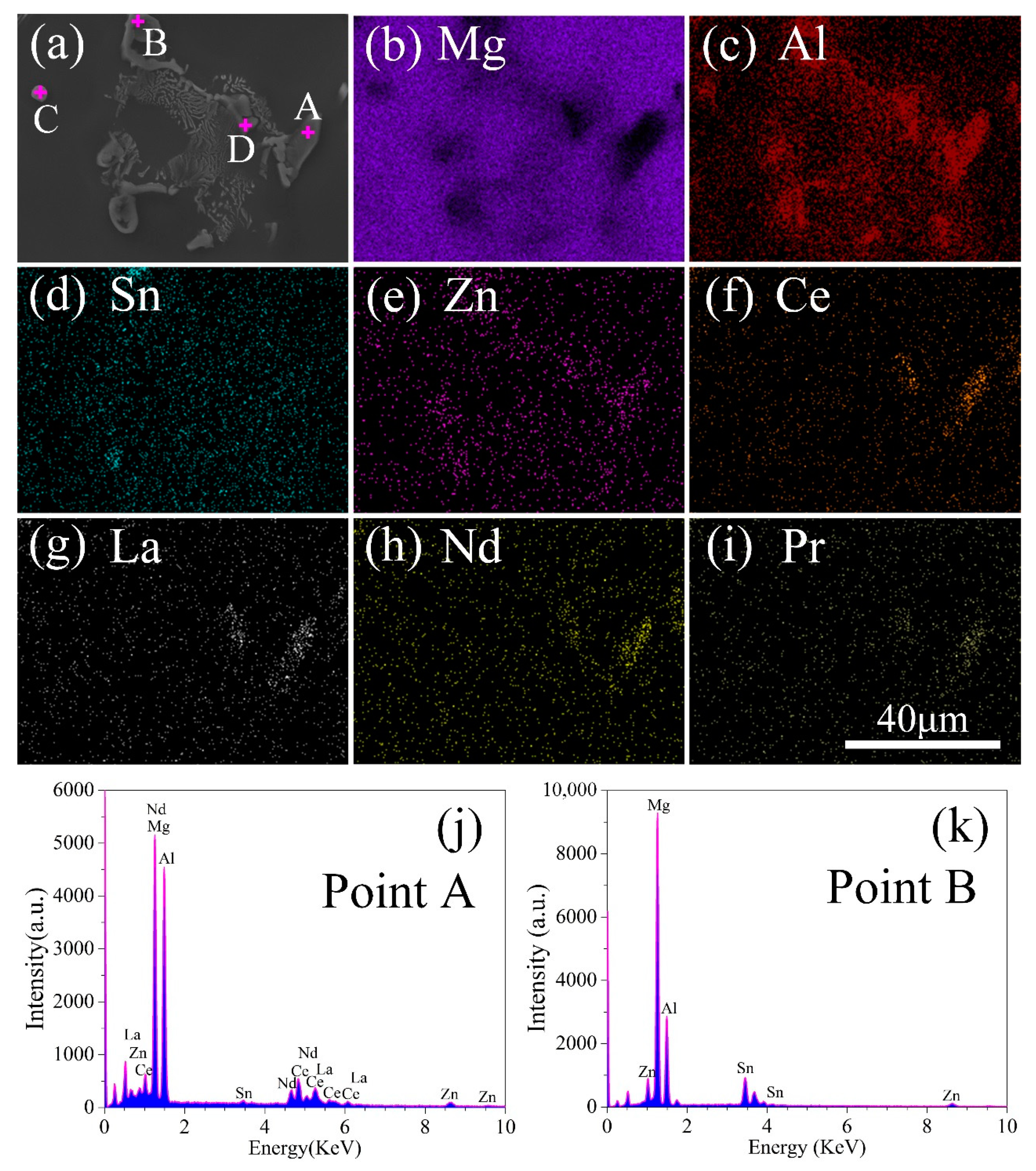
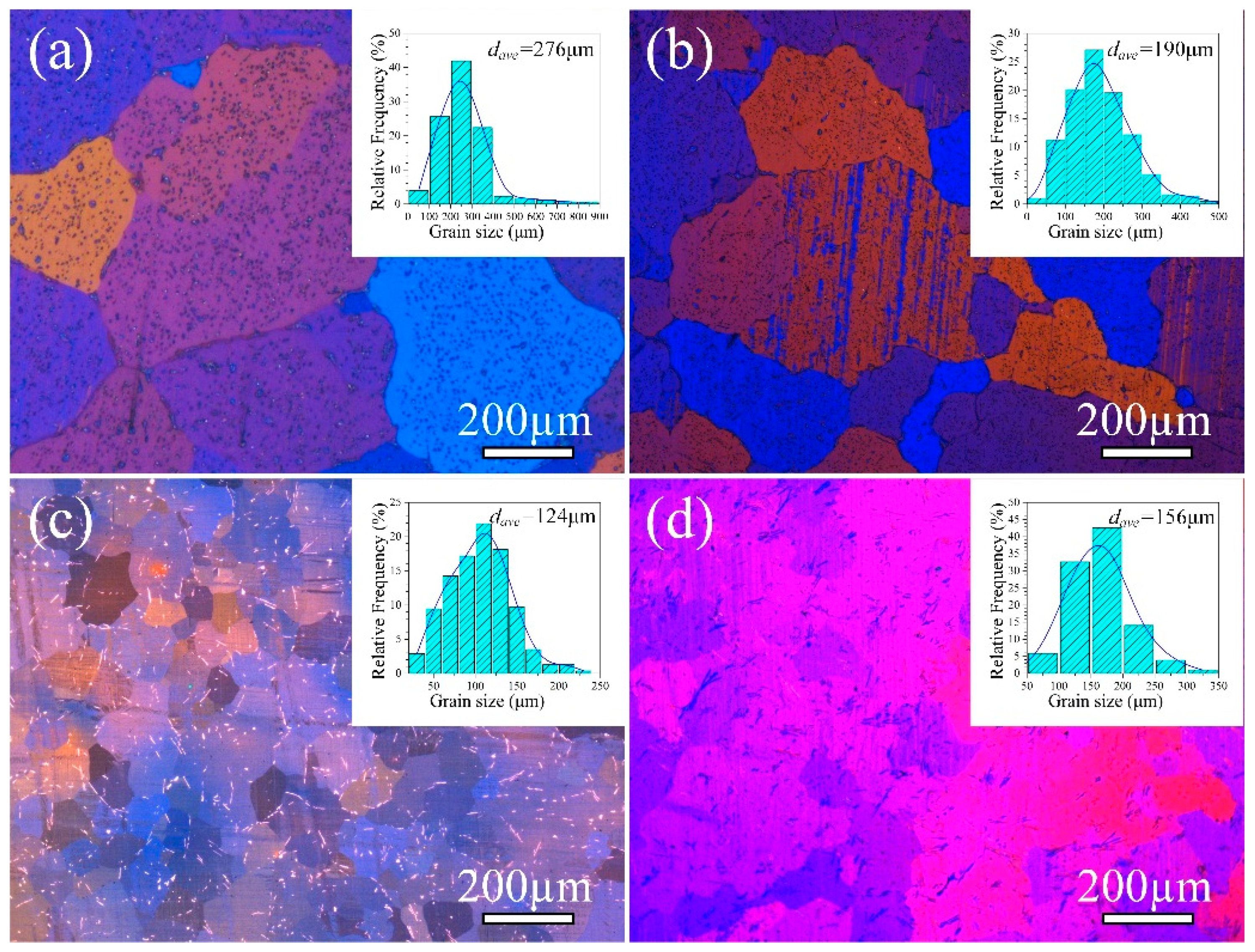
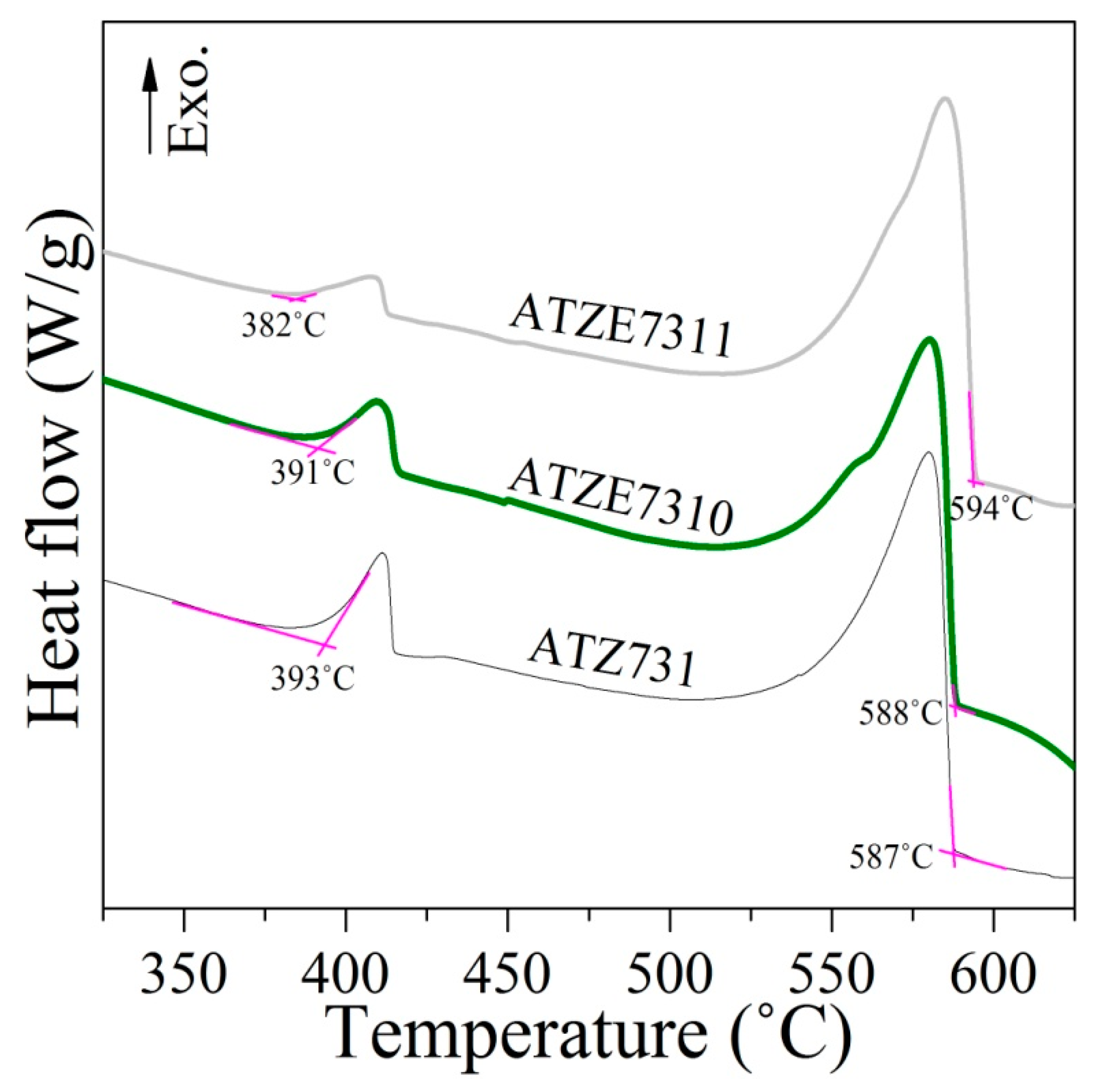
3.1. Phases Composition and Microstructures
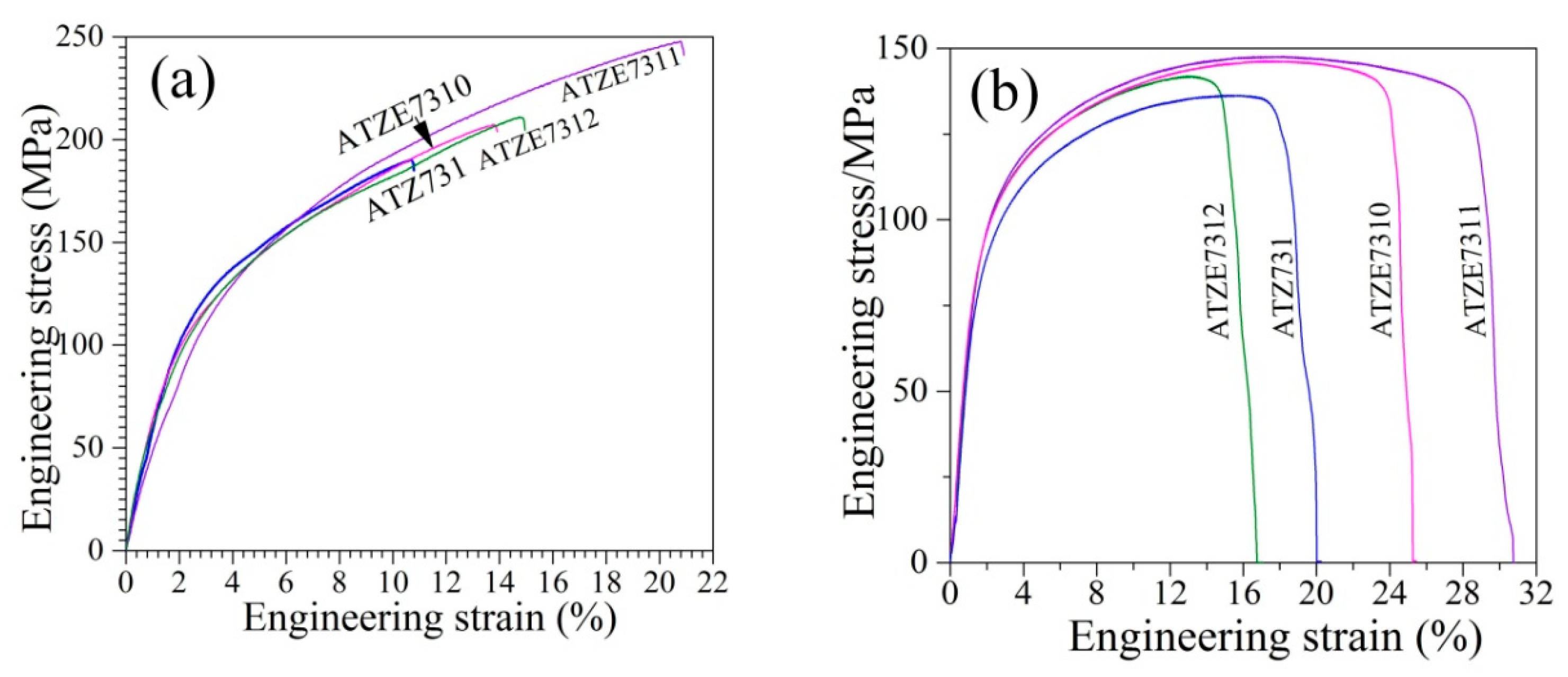
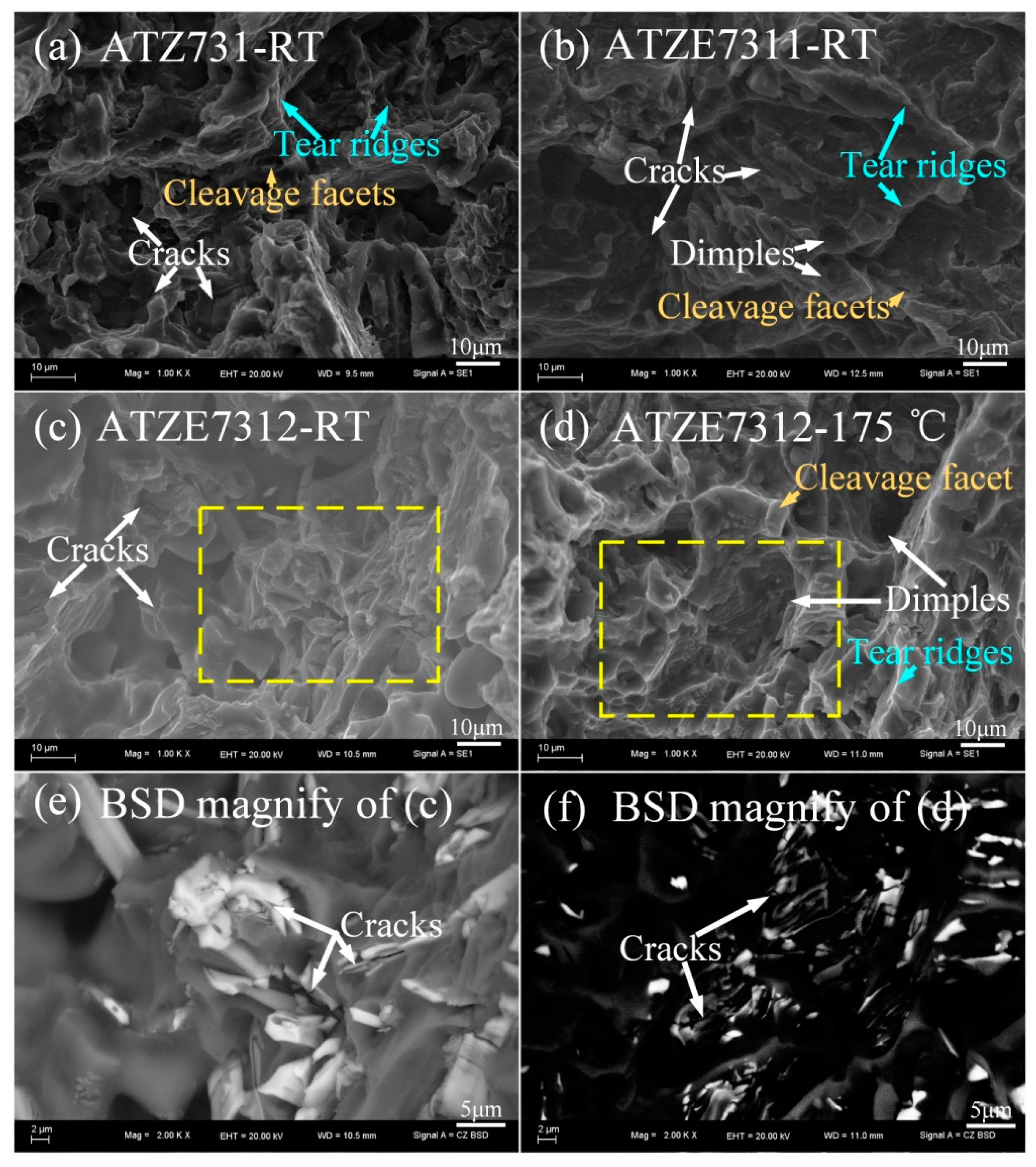
3.2. Tensile Properties and Fracture Morphologies
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, B.Y.; Liu, F.; Yang, N.; Zhai, X.B.; Zhang, L.; Yang, Y.; Li, B.; Li, J.; Ma, E.; Nie, J.F.; et al. Large plasticity in magnesium mediated by pyramidal dislocations. Science 2019, 365, 73–75. [Google Scholar] [CrossRef]
- Ogawa, Y.; Ando, D.; Sutou, Y.; Koike, J. A lightweight shape-memory magnesium alloy. Science 2016, 353, 368–370. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Xu, T.; Yang, Y.; Peng, X.; Song, J.; Pan, F. Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloy. 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Jo, S.M.; Kim, S.D.; Kim, T.H.; Go, Y.; Yang, C.W.; You, B.S.; Kim, Y.M. Sequential precipitation behavior of Mg17Al12 and Mg2Sn in Mg-8Al-2Sn-1Zn alloys. J. Alloy. Compd. 2018, 749, 794–802. [Google Scholar] [CrossRef]
- Kim, S.; Un, J.; Jin, Y.; Jung, J.; Hyuk, S. Controlling the microstructure and improving the tensile properties of extruded Mg-Sn-Zn alloy through Al addition. J. Alloy. Compd. 2018, 751, 1–11. [Google Scholar] [CrossRef]
- Kim, J.K.; Oh, S.H.; Kim, K.C.; Kim, W.T.; Kim, D.H. Effect of Sn addition on the precipitation behavior in AZ91 magnesium alloy. Mater. Trans. 2017, 58, 963–966. [Google Scholar] [CrossRef] [Green Version]
- Kabir, A.S.; Sanjari, M.; Su, J.; Jung, I.H.; Yue, S. Influence of static precipitation on microstructure and texture of annealed cold-rolled Mg-Al-Sn alloys. Metall. Mater. Trans. B 2015, 46, 1674–1683. [Google Scholar] [CrossRef]
- Guan, M.; Hu, Y.; Zheng, T.; Zhao, T.; Pan, F. Composition optimization and mechanical properties of Mg-Al-Sn-Mn alloys anode for Mg-air batteries. Mater. Des. 2018, 137, 1424. [Google Scholar] [CrossRef] [Green Version]
- Davis, A.E.; Robson, J.D.; Turski, M. The effect of multiple precipitate types and texture on yield asymmetry in Mg-Sn-Zn (-Al-Na-Ca) alloys. Acta Mater. 2018, 158, 1–12. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, H.Y.; Wang, H.Y.; Liu, G.J.; Jiang, Q. Effects of doping atoms on the generalized stacking-fault energies of Mg alloys from first-principles calculations. Scr. Mater. 2013, 69, 445–448. [Google Scholar] [CrossRef]
- Liu, H.; Chen, Y.; Zhao, H.; Wei, S.; Gao, W. Effects of strontium on microstructure and mechanical properties of as-cast Mg-5wt.% Sn alloy. J. Alloy. Compd. 2010, 504, 345–350. [Google Scholar] [CrossRef]
- Majd, A.M.; Farzinfar, M.; Pashakhanlou, M.; Nayyeri, M.J. Effect of RE elements on the microstructural and mechanical properties of as-cast and age hardening processed Mg–4Al–2Sn alloy. J. Magnes. Alloy. 2018, 6, 309–317. [Google Scholar] [CrossRef]
- Kabir, A.S.; Sanjari, M.; Su, J.; Jung, I.H.; Yue, S. Effect of strain-induced precipitation on dynamic recrystallization in Mg–Al–Sn alloys. Mater. Sci. Eng. A 2014, 616, 252–259. [Google Scholar] [CrossRef]
- Xiong, H.; Yu, K.; Yin, X.; Dai, Y.; Yan, Y.; Zhu, H. Effects of microstructure on the electrochemical discharge behavior of Mg-6wt% Al-1wt% Sn alloy as anode for Mg-air primary battery. J. Alloy. Compd. 2017, 708, 652–661. [Google Scholar] [CrossRef]
- Klarner, A.D.; Miao, J.; Sun, W.; Luo, A.A.; Zeng, X. The Effects of Silicon Addition on the Microstructure and Mechanical Properties of a Mg-Al-Sn Alloy Produced by Vacuum Assisted High Pressure Die Casting. Metall. Mater. Trans. A 2019, 50, 1522–1533. [Google Scholar] [CrossRef]
- Luo, A.A.; Fu, P.; Peng, L.; Kang, X.; Li, Z.; Zhu, T. Solidification microstructure and mechanical properties of cast magnesium-aluminum-tin alloys. Metall. Mater. Trans. A 2012, 43, 360–368. [Google Scholar] [CrossRef]
- Wang, H.Y.; Rong, J.; Liu, G.J.; Zha, M.; Wang, C.; Luo, D.; Jiang, Q.C. Effects of Zn on the microstructure and tensile properties of as-extruded Mg-8Al-2Sn alloy. Mater. Sci. Eng. A 2017, 698, 249–255. [Google Scholar] [CrossRef]
- Wu, H.Y. Effects of Zn Addition on Microstructure and Mechanical Properties of Mg-8Al-2Sn Alloy. Rare Metal Mat. Eng. 2019, 7, 2091–2098. (In Chinese) [Google Scholar]
- Liu, C.; Chen, H.; He, C.; Zhang, Y.; Nie, J.F. Effects of Zn additions on the microstructure and hardness of Mg–9Al–6Sn alloy. Mater. Charact. 2016, 113, 214–221. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Oh-Ishi, K.; Ohkubo, T.; Hono, K. Enhanced age hardening response by the addition of Zn in Mg-Sn alloys. Scr. Mater. 2006, 55, 251–254. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Oh-Ishi, K.; Ohkubo, T.; Hono, K. Effect of double aging and microalloying on the age hardening behavior of a Mg–Sn–Zn alloy. Mater. Sci. Eng. A 2011, 530, 1–8. [Google Scholar] [CrossRef]
- Wang, J.; Fu, J.; Dong, X.; Yang, Y. Microstructure and mechanical properties of as-cast Mg–Al–Sn–Y–Nd alloy. J. Mater. 2012, 36, 432–437. [Google Scholar] [CrossRef]
- Xiao, W.; Jia, S.; Wang, J.; Yang, J.; Wang, L. The influence of mischmetal and tin on the microstructure and mechanical properties of Mg–6Zn–5Al-based alloys. Acta. Mater. 2008, 56, 934–941. [Google Scholar] [CrossRef]
- Zhang, J.; Leng, Z.; Liu, S.; Zhang, M.; Meng, J.; Wu, R. Structure stability and mechanical properties of Mg–Al-based alloy modified with Y-rich and Ce-rich misch metals. J. Alloy. Compd. 2011, 509, L187–L193. [Google Scholar] [CrossRef]
- Zhang, J.; Yu, P.; Liu, K.; Fang, D.; Tang, D.; Meng, J. Effect of substituting cerium-rich mischmetal with lanthanum on microstructure and mechanical properties of die-cast Mg–Al–RE alloy. Mater. Des. 2009, 30, 2372–2378. [Google Scholar] [CrossRef]
- Jia, R.; Yu, S.; Li, D.; Zhang, T.; Wang, F.; Zhong, C. Study on the effect of mischmetal (La, Ce) on the micro-galvanic corrosion of AZ91 alloy using multiscale methods. Journal of Alloys and Compounds. J. Alloy. Compd. 2019, 778, 427–438. [Google Scholar] [CrossRef]
- Liu, W.; Cao, F.; Chang, L.; Zhang, Z.; Zhang, J. Effect of rare earth element Ce and La on corrosion behavior of AM60 magnesium alloy. Corros. Sci. 2009, 51, 1334–1343. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, K.; Lei, J. Effect of mischmetal on mechanical properties and microstructure of die-cast magnesium alloy AZ91D. J. Rare Earths 2016, 34, 742–746. [Google Scholar] [CrossRef]
- Kang, S.B.; Kim, H.W.; Jeong, S.S.; Kim, J.W. Influence of misch metal addition and deformation processes on microstructure and mechanical properties in AZ61 alloy. Mater. Sci. Forum 2007, 543, 1707–1712. [Google Scholar] [CrossRef]
- Liao, H.M.; Long, S.Y.; Guo, C.B.; Zhu, Z.B. Effect of Ce-rich misch metal addition on squeeze cast microstructure and mechanical properties of AZ81 alloy. Trans. Nonferrous Met. Soc. 2008, s1, 1–6. [Google Scholar] [CrossRef]
- Tang, B.; Ai, Z.D.; Ai, G.X. Grain coarsening behavior of Mg-A1 alloys with mischmetal addition. J. Rare Earths 2007, 25, 227–232. [Google Scholar]
- Luo, D.; Wang, H.Y.; Zhao, L.G.; Wang, C.; Liu, G.J.; Liu, Y.; Jiang, Q.C. Materials Characterization Effect of differential speed rolling on the room and elevated temperature tensile properties of rolled AZ31 Mg alloy sheets. Mater. Charact. 2017, 124, 223–228. [Google Scholar] [CrossRef]
- Su, J.; Guo, F.; Cai, H.; Liu, L. Structural analysis of Al—Ce compound phase in AZ-Ce cast magnesium alloy. J. Mater. Res. Technol. 2019, 6, 6301–6307. [Google Scholar] [CrossRef]
- Wu, X.; Chen, M.; Qu, R.; Li, Q.; Guan, S. Effect of simultaneous addition of Mn and mischmetal on the high temperature deformation behavior of AZ61 magnesium alloy. Mater. Trans. 2017, 58, 1000–1006. [Google Scholar] [CrossRef]
- Pettersen, G.; Westengen, H.; Høier, R.; Lohne, O. Microstructure of a pressure die cast magnesium-4wt.% aluminium alloy modified with rare earth additions. Mater. Sci. Eng. A 1996, 207, 115–120. [Google Scholar] [CrossRef]
- Guo, F.; Li, P.; Gao, X.; Xu, J. Study on solid solution and aging process of AZ91D magnesium alloy with cerium. J. Rare Earths. 2010, 28, 948–951. [Google Scholar] [CrossRef]
- Kim, S.; Hyuk, S. Influence of Ce addition and homogenization temperature on microstructural evolution and mechanical properties of extruded Mg-Sn-Al-Zn alloy. Mater. Sci. Eng. A 2016, 676, 232–240. [Google Scholar] [CrossRef]
- Li, J.F.; Geng, H.R.; Wang, Y.Z.; Cui, F.; Sun, C.J. Effects of Y on microstructure and mechanical properties of AZ91 magnesium alloy. Foundry 2005, 54, 53–56. (In Chinese) [Google Scholar]
- Shen, N.; Tang, Y.; Guan, S.; Zhang, D. Solidification theory and rapid solidification. Acta Metall. Sin. 1996, 7, 673–684. [Google Scholar]
- Birbilis, N.; Easton, M.A.; Sudholz, A.D.; Zhu, S.M.; Gibson, M.A. On the corrosion of binary magnesium-rare earth alloys. Corros. Sci. 2019, 51, 683–689. [Google Scholar] [CrossRef]
- Silva, E.P.; Marques, F.; Nossa, T.S.; Alfaro, U.; Pinto, H.C. Impact of Ce-base mischmetal on the microstructure and mechanical behavior of ZK60 magnesium casting alloys. Mater. Sci. Eng. A 2018, 723, 306–313. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: II Characteristics of the Lüders deformation. Proc. Phys. Soc. Sect. B 1951, 64, 742–747. [Google Scholar] [CrossRef]
- Kim, W.J.; Jeong, H.G.; Jeong, H.T. Achieving high strength and high ductility in magnesium alloys using severe plastic deformation combined with low-temperature aging. Scr. Mater. 2009, 61, 1040–1043. [Google Scholar] [CrossRef]
- Wang, L.; Li, Y.; Zhang, H.; Zhang, Z.; Yang, Q.; Zhang, Q.; Wang, H.; Cheng, W.; Shin, K.S.; Vedani, M. Review: Achieving enhanced plasticity of magnesium alloys below recrystallization temperature through various texture control methods. J. Mater. Res. Technol. 2020, 9, 12604–12625. [Google Scholar] [CrossRef]
- Song, B.; Yang, Q.; Zhou, T.; Chai, L.; Guo, N.; Liu, T.; Guo, S.; Xin, R. Texture control by {10-12} twinning to improve the formability of Mg alloys: A review. J. Mater. Sci. Technol. 2019, 35, 2269–2282. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, H.; Xu, X.; Zha, M.; Wang, C.; Ma, P.; Guan, Z. Current Research and Future Prospect on Microstructure Stability of Superplastic Light Alloys. Acta Metall. Sin. 2018, 11, 1618–1624. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Composition (wt.%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Sn | Zn | Ce | La | Nd | Pr | Total (Mm) | Mg | |
| ATZ731 | 7.453 | 2.967 | 1.105 | - | - | - | - | - | Bal. |
| ATZE7310 | 7.378 | 3.192 | 1.055 | 0.226 | 0.091 | 0.020 | 0.006 | 0.343 | Bal. |
| ATZE7311 | 7.217 | 3.188 | 1.190 | 0.518 | 0.209 | 0.046 | 0.014 | 0.786 | Bal. |
| ATZE7312 | 7.218 | 3.117 | 1.090 | 1.188 | 0.478 | 0.105 | 0.032 | 1.803 | Bal. |
| Number | Composition (at.%) | Possible Phases | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Mg | Al | Sn | Zn | Ce | La | Nd | Pr | ||
| A | 35.35 | 50.64 | 0.86 | 2.80 | 5.44 | 3.6 | 0.37 | 0.94 | Mg17Al12, Al4Mm |
| B | 62.26 | 11.38 | 23.93 | 2.43 | - | - | - | - | Mg2Sn |
| C | 69.34 | 26.44 | 1.35 | 2.87 | - | - | - | - | Mg17Al12 |
| D | 43.96 | 46.73 | 0.93 | 2.9 | 1.96 | 2.66 | 0.29 | 0.58 | Al4Mm |
| Alloy | RT | 175 °C | ||||
|---|---|---|---|---|---|---|
| UTS (MPa) | YS (MPa) | Ef (%) | UTS (MPa) | YS (MPa) | Ef (%) | |
| ATZ731 | 192 ± 3 | 95 ± 3 | 10.2 ± 0.4 | 129 ± 2 | 82 ± 1 | 18.2 ± 1.1 |
| ATZE7310 | 207 ± 4 | 91 ± 1 | 13.5 ± 0.5 | 145 ± 2 | 87 ± 1 | 23.6 ± 1.1 |
| ATZE7311 | 207 ± 4 | 108 ± 2 | 19.6 ± 0.2 | 148 ± 3 | 102 ± 1 | 28.0 ± 0.3 |
| ATZE7312 | 207 ± 4 | 94 ± 3 | 13.8 ± 0.4 | 139 ± 6 | 90 ± 3 | 17.2 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, G.-J.; Sun, Y.-H.; Xia, N.; Guan, X.-F. Effects of Ce-Rich Misch Metal on the Microstructures and Tensile Properties of as-Cast Mg-7Al-3Sn-1Zn Alloys. Metals 2021, 11, 1648. https://doi.org/10.3390/met11101648
Liu G-J, Sun Y-H, Xia N, Guan X-F. Effects of Ce-Rich Misch Metal on the Microstructures and Tensile Properties of as-Cast Mg-7Al-3Sn-1Zn Alloys. Metals. 2021; 11(10):1648. https://doi.org/10.3390/met11101648
Chicago/Turabian StyleLiu, Guo-Jun, Yan-Hua Sun, Nan Xia, and Xiao-Fang Guan. 2021. "Effects of Ce-Rich Misch Metal on the Microstructures and Tensile Properties of as-Cast Mg-7Al-3Sn-1Zn Alloys" Metals 11, no. 10: 1648. https://doi.org/10.3390/met11101648