
The Recovery of Cu, Co, Zn, and Mn from a Complex Oxide Ore Using an Enhanced Reduction Leaching

Abstract
:1. Introduction
2. Experimental
2.1. Materials and Chemicals
2.2. Experimental Procedures
2.3. Methods of Analysis
3. Results and Discussion
3.1. Mineralogy
3.2. Oxidation–Reduction Leaching
3.3. Reduction Leaching
3.3.1. Comparison between Leaching Regimes Using Oxidation–Reduction and Reduction Only
3.3.2. Effect of Temperature
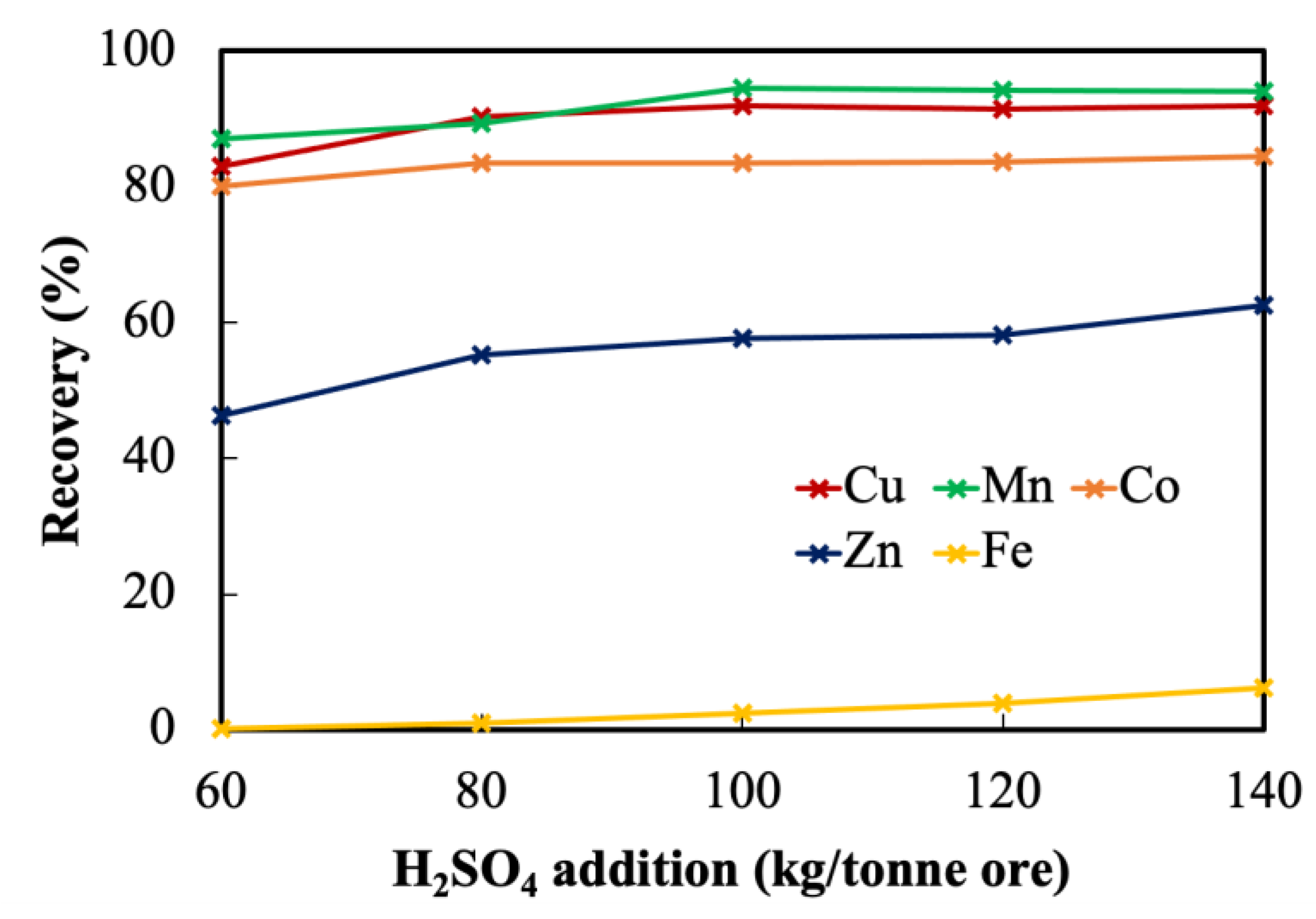
3.3.3. Effect of Acid Additions
3.4. Economical Aspect on the Proposed Process
4. Conclusions
- (a)
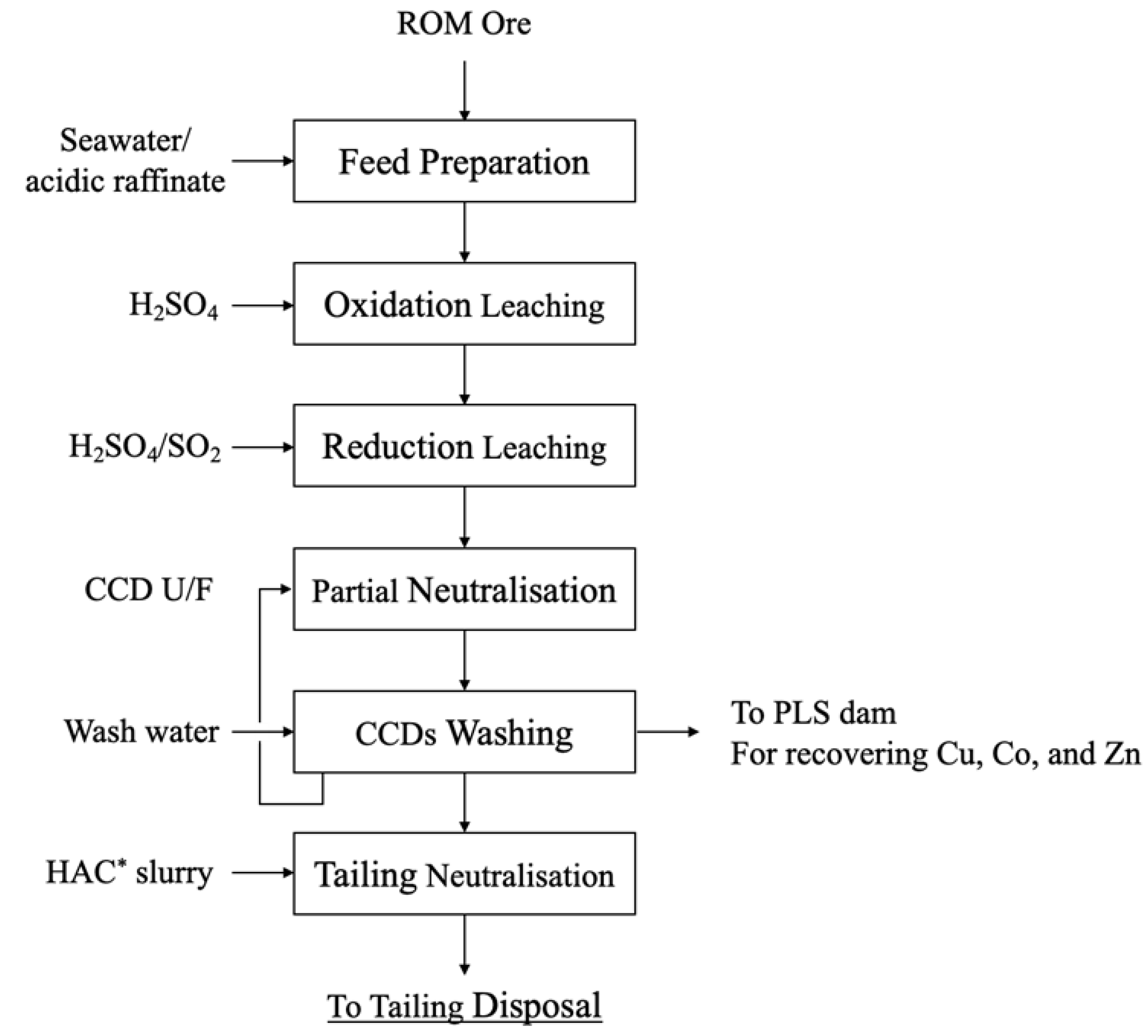
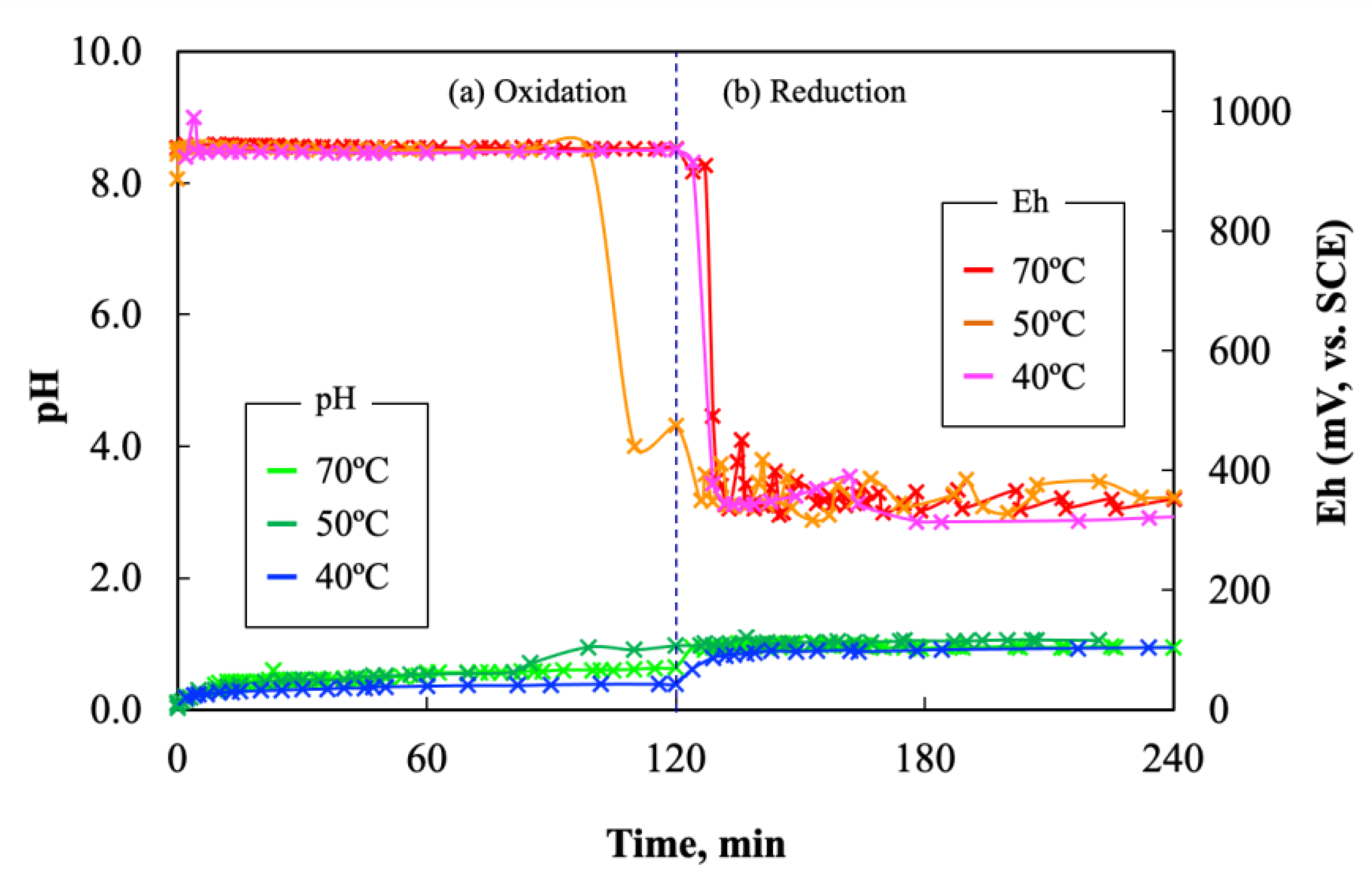
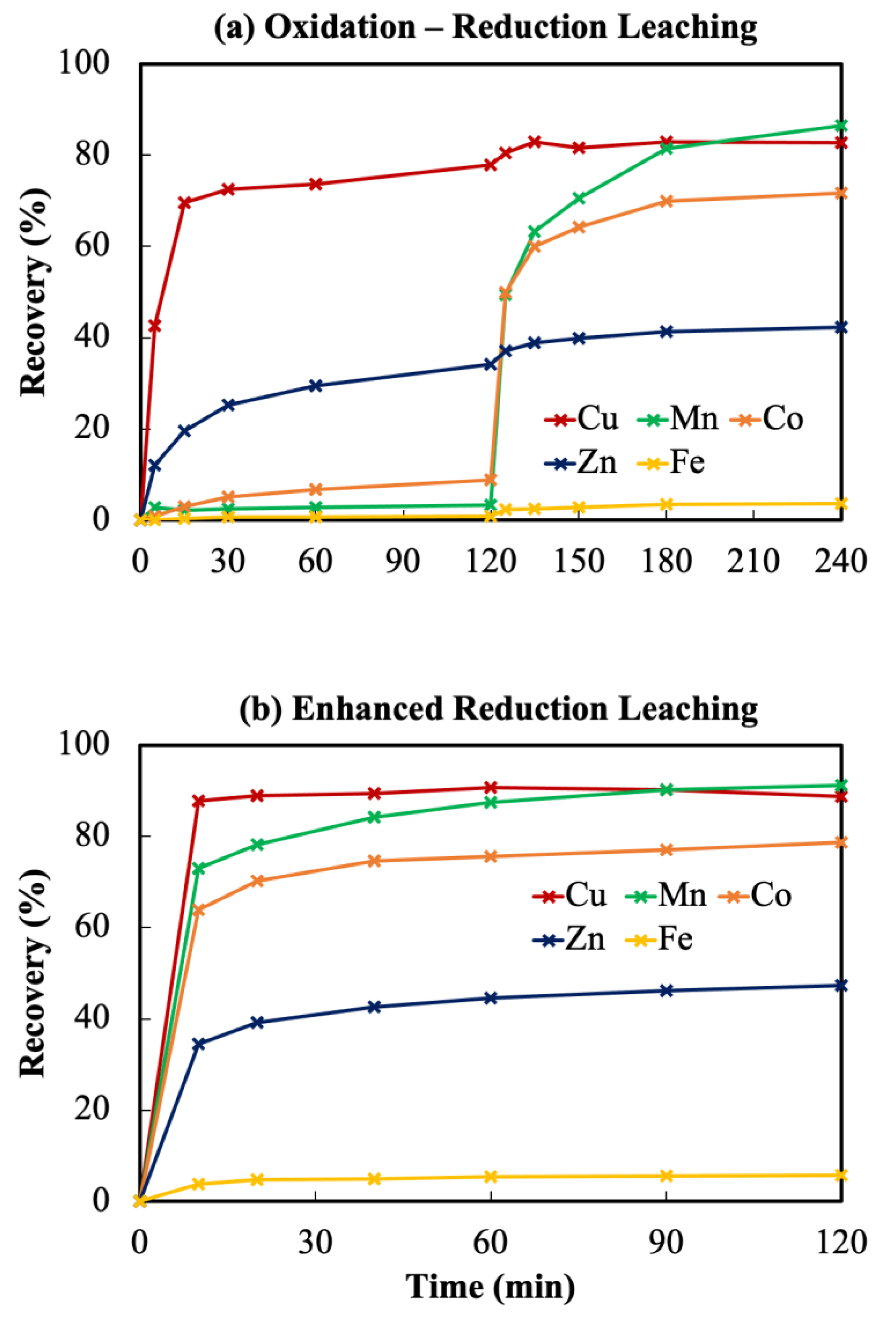
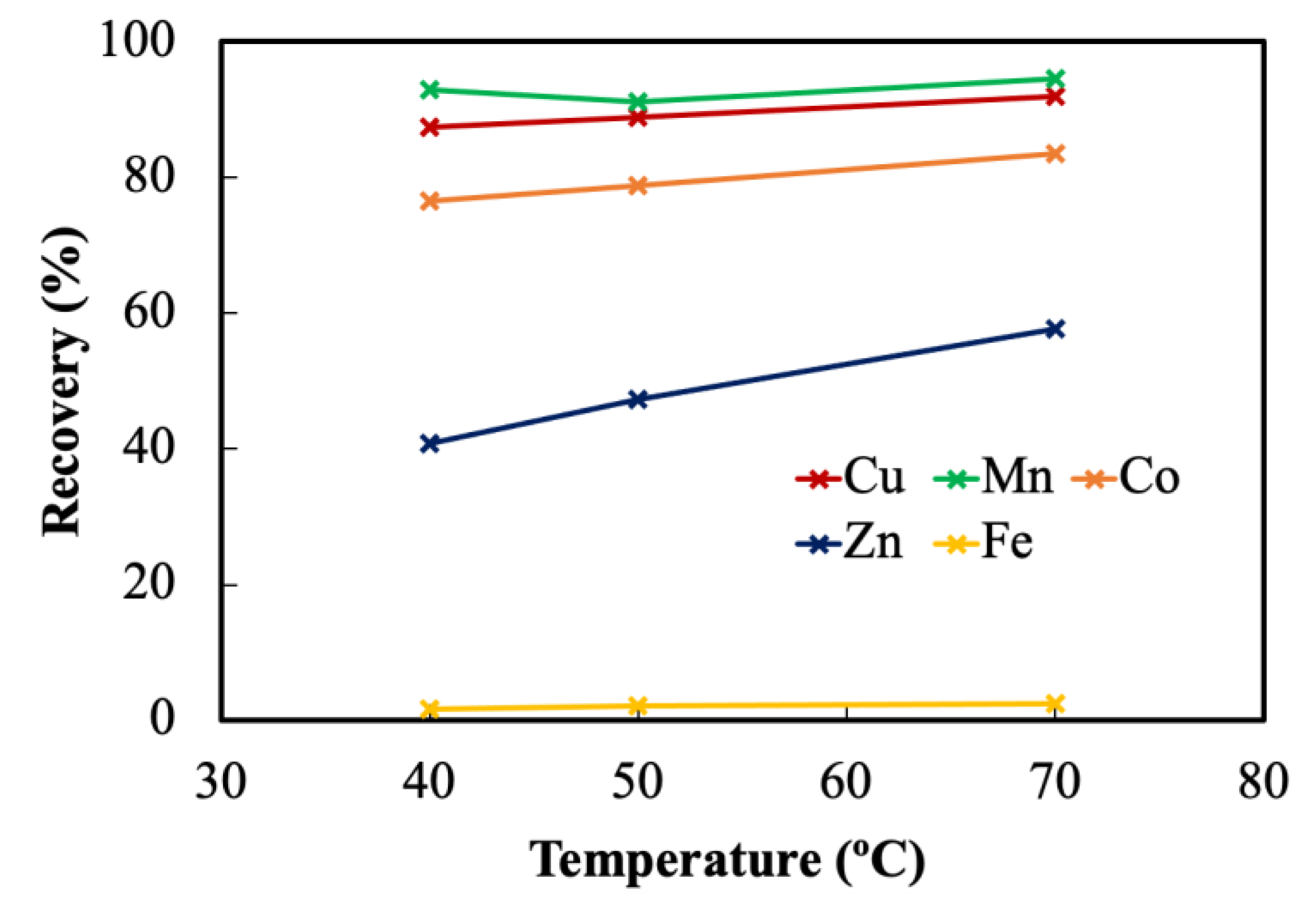
- The leaching operation at the Boleo process is currently conducted through two stages, with the addition of 100–120 kg sulphuric acid/tonne ore. This study confirms that under these two-stage leaching regimes, a total of 85–88% Cu was extracted in 4 h, first at an oxidising condition with Eh of ~900 mV (vs. SCE), followed by the addition of SO2 as sulphurous acid to reduce the Eh to 350–370 mV (vs. SCE). The extractions of Mn, Co, and Zn reached 92%, 80%, and 60%, respectively, after 4 h of combined oxidation–reduction leaching at 70 °C.
- (b)
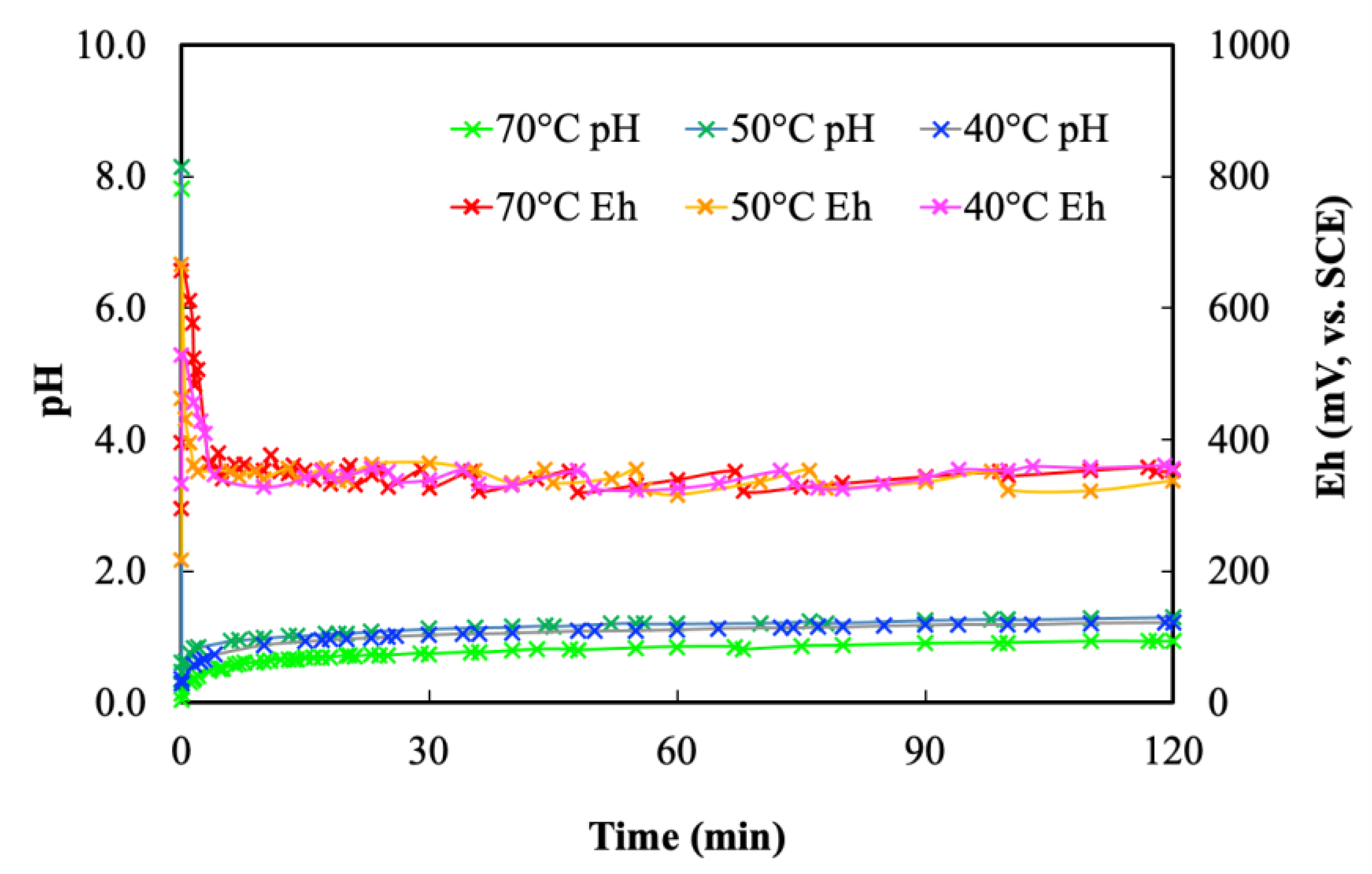
- However, using a 25 kg addition of SO2/tonne ore (equivalent to 7.5 g/L SO2 added as sulphurous acid) together with 100–120kg sulphuric acid/tonne ore in a single-stage reduction leaching, similar metal recoveries of 85%, 80%, 60%, and 92% for Cu, Co, Zn, and Mn, respectively, were reached within only 2 h (at Eh of 350–370 mV (vs. SCE) and pH 0.8–1.2).
- (c)
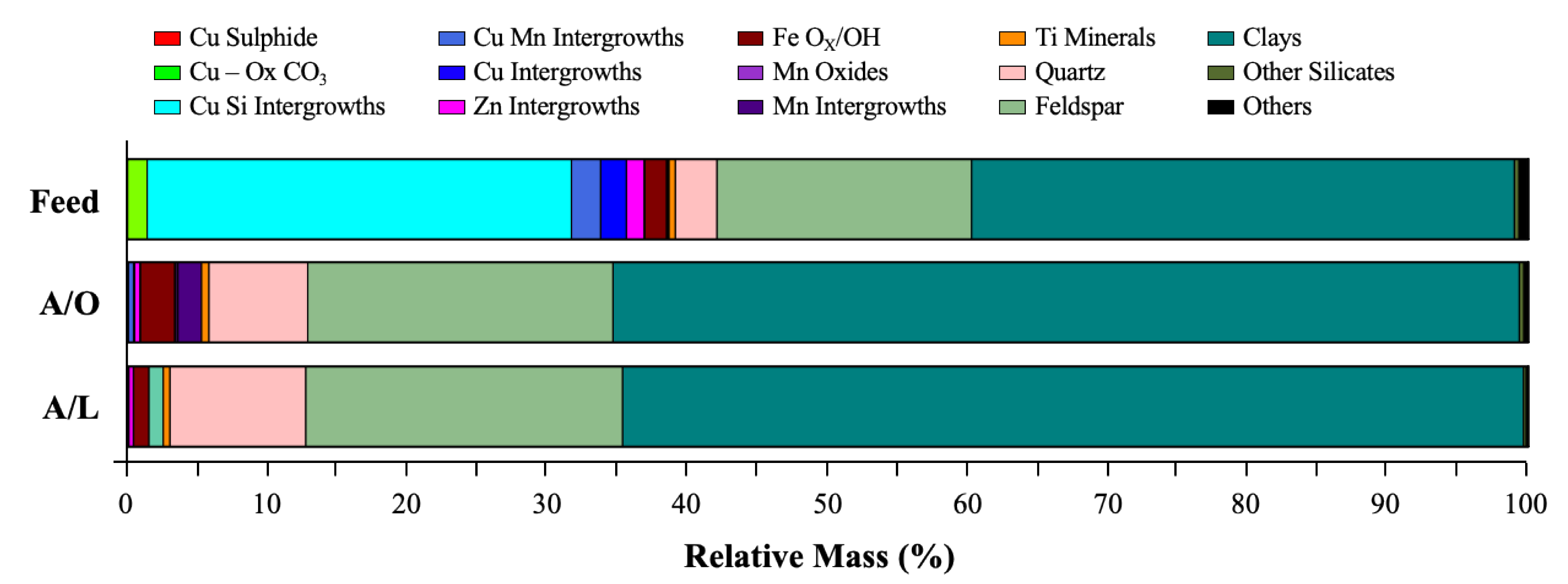
- The dissolution of Cu sulphides and oxides of Mn(IV) or Fe(III) under reduction conditions by sulphurous acid further released Cu simultaneously with the leaching of Cu oxide minerals by sulphuric acid.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dreisinger, D.; Gluck, T.; Marte, K.; Hamm, R.; Molnar, R.; Lu, J.; Xie, F. The Recovery of Zn, Co and Mn from Baja Minig Corp’s EL Boleo Ore Body. Miner. Met. Mater. Soc. 2010, 623–636. [Google Scholar]
- Dreisinger, D.; Murray, W.; Baxter, K.; Holmes, M.; Jacobs, H.; Molnar, R. The Metallurgical Development of the El Boleo Copper-Cobalt-Zinc Project; SGS Minerals Services Australia: Perth, WA, Australia, 2005. [Google Scholar]
- Kordosky, G.A. Copper recovery using leach/solvent extraction/electrowinning technology: Forty years of innovation, 2.2 million tonnes of copper annually. J. South. Afr. Inst. Min. Metall. 2002, 102, 445–450. [Google Scholar]
- Cheng, C.Y.; Zhang, W.; Pranolo, Y. Separation of Cobalt and Zinc from Manganese, Magnesium, and Calcium using a Synergistic Solvent Extraction System Consisting of Versatic 10 and LIX 63. Solvent Extr. Ion Exch. 2010, 28, 608–624. [Google Scholar] [CrossRef]
- Cheng, C.Y.; Zhu, Z.; Pranolo, Y. The Development of a New DSX Process for the Separation of Nickel and Cobalt from Iron and Aluminium and other Impurities, in ALTA 2011 Ni/Co/Cu; ALTA Metallurgical Services: Perth, WA, Australia, 2011; pp. 240–252. [Google Scholar]
- Dreisinger, D.; Cheng, C.Y.; Zhang, W.; Pranolo, Y. Development of the Boleo Process Flow Sheet and the Direct Solvent Extraction (DSX) Circuit for Cobalt and Zinc Recovery, Proceedings of the 25th International Mineral Processing Congress–IMPC 2010, Brisbane, Australia, 6–10 September 2010; Australasian Institute of Mining and Metallurgy (AusIMM): Carlton, VC, Australia.
- Dreisinger, D.; Murray, W.; Norton, E.; Baxter, K.; Holmes, M.; Molnar, R. The Boleo Copper-Cobalt-Zinc-Manganese Project. Can. Metall. Q. 2008, 47, 357–368. [Google Scholar] [CrossRef]
- Helle, S.; Kelm, U. Experimental leaching of atacamite, chrysocolla and malachite: Relationship between copper retention and cation exchange capacity. Hydrometallurgy 2005, 78, 180–186. [Google Scholar] [CrossRef]
- Watling, H. Chalcopyrite hydrometallurgy at atmospheric pressure: 1. Review of acidic sulfate, sulfate–chloride and sulfate–nitrate process options. Hydrometallurgy 2013, 140, 163–180. [Google Scholar] [CrossRef]
- Watling, H. Chalcopyrite hydrometallurgy at atmospheric pressure: 2. Review of acidic chloride process options. Hydrometallurgy 2014, 146, 96–110. [Google Scholar] [CrossRef]
- Baba, A.A.; Ayinla, K.I.; Adekola, F.A.; Ghosh, M.K.; Ayanda, O.S.; Bale, R.B.; Sheik, A.R.; Pradhan, S.R. A Review on Novel Techniques for Chalcopyrite Ore Processing. Int. J. Min. Eng. Miner. Process. 2012, 1, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Córdoba, E.; Muñoz, J.; Blázquez, M.; González, F.; Ballester, A. Leaching of chalcopyrite with ferric ion. Part III: Effect of redox potential on the silver-catalyzed process. Hydrometallurgy 2008, 93, 97–105. [Google Scholar] [CrossRef]
- Marsden, J.O.; Wilmot, J.C.; Hazen, N. Medium-temperature pressure leaching of copper concentrates—Part I: Chemistry and initial process development. Mining, Met. Explor. 2007, 24, 193–204. [Google Scholar] [CrossRef]
- Marsden, J.O.; Wilmot, J.C.; Hazen, N. Medium-temperature pressure leaching of copper concentrates—Part II: Development of direct electrowinning and an acid-autogenous process. Mining Met. Explor. 2007, 24, 205–217. [Google Scholar] [CrossRef]
- Marsden, J.O.; Wilmot, J.C.; Mathern, D.R. Medium-temperature pressure leaching of copper concentrates—Part III: Commercial demonstration at Bagdad, Arizona. Mining Met. Explor. 2007, 24, 218–225. [Google Scholar] [CrossRef]
- McDonald, R.; Muir, D. Pressure oxidation leaching of chalcopyrite. Part I. Comparison of high and low temperature reaction kinetics and products. Hydrometallurgy 2007, 86, 191–205. [Google Scholar] [CrossRef]
- McDonald, R.; Muir, D. Pressure oxidation leaching of chalcopyrite: Part II: Comparison of medium temperature kinetics and products and effect of chloride ion. Hydrometallurgy 2007, 86, 206–220. [Google Scholar] [CrossRef]
- Ferron, C.J. Leaching of Secondary Copper Minerals Using Regenerated Ferric Sulphate; SGS Minerals Services Australia: Perth WA, Australia, 2003. [Google Scholar]
- Cheng, C.Y.; Lawson, F. The kinetics of leaching covellite in acidic oxygenated sulphate-chloride solutions. Hydrometallurgy 1991, 27, 269–284. [Google Scholar] [CrossRef]
- Baba, A.A.; Ibrahim, L.; Adekola, F.A.; Bale, R.B.; Ghosh, M.K.; Sheik, A.R.; Pradhan, S.R.; Ayanda, O.S.; Folorunsho, I.O. Hydrometallurgical Processing of Manganese Ores: A Review. J. Miner. Mater. Charact. Eng. 2014, 2, 230–247. [Google Scholar] [CrossRef] [Green Version]
- Hariprasad, D.; Mohapatra, M.; Anand, S. Sulphuric acid leaching of low/medium grade managanese ores using a novel nitrogeneous reductant-NH3NH2HSO4. J. Min. Metall. Sect. B Met. 2013, 49, 97–106. [Google Scholar] [CrossRef]
- Seo, S.Y.; Choi, W.S.; Kim, M.J.; Tran, T. Leaching of a Cu-Co ore from Congo using sulphuric acid-hydrogen peroxide leachants. J. Min. Metall. Sec. B Metall. 2013, 49, 1–7. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Co | Zn | Mn | Fe | Al | Ca | Mg | K | S | Si |
| (%) | 1.23 | 0.08 | 0.48 | 2.53 | 8.66 | 7.16 | 1.42 | 2.43 | 1.25 | 0.42 | 22.40 |
| Minerals | Formula | Sample | ||
|---|---|---|---|---|
| Feed | A/O | A/L | ||
| Quartz | SiO2 | 1.4 | 1.6 | 2.0 |
| Smectite group (1) | X0.3Y2-3Z4O10(OH)2·nH2O | 73.9 | 68.4 | 69.0 |
| Plagioclase | NaAlSi3O6–CaAl2Si2O8 | 14.3 | 18.4 | 18.0 |
| Gypsum | CaSO4·2(H2O)2 | 0.0 | 0.4 | 0.7 |
| Bassanite | CaSO4·0.5(H2O)2 | 0.0 | 0.0 | 0.6 |
| K-Feldspar | KAlSi3O8 | 5.1 | 3.9 | 7.1 |
| Calcite | CaCO3 | 0.0 | 0.0 | 0.0 |
| Goethite | FeO(OH) | 5.3 | 7.2 | 2.6 |
| Maghemite | Fe2O3 | 0.0 | 0.0 | 0.0 |
| Unassigned Peak | - | Tr | Tr | Tr |
| Total | 100 | 100 | 100 | |
| Component | Concentration, g/L (mol/L) | ||
|---|---|---|---|
| 40 °C | 50 °C | 70 °C | |
| Cu | 3.57 (0.056) | 4.00 (0.063) | 4.55 (0.071) |
| Mn | 5.27 (0.096) | 5.07 (0.092) | 5.43 (0.098) |
| Co | 0.089 (0.0015) | 0.103 (0.0017) | 0.119 (0.002) |
| Zn | 0.205 (0.003) | 0.294 (0.004) | 0.387 (0.005) |
| Fe | 0.477 (0.008) | 0.673 (0.012) | 0.730 (0.013) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seo, S.; Han, K.S.; Lee, S.I.; Kim, M.J. The Recovery of Cu, Co, Zn, and Mn from a Complex Oxide Ore Using an Enhanced Reduction Leaching. Metals 2021, 11, 1636. https://doi.org/10.3390/met11101636
Seo S, Han KS, Lee SI, Kim MJ. The Recovery of Cu, Co, Zn, and Mn from a Complex Oxide Ore Using an Enhanced Reduction Leaching. Metals. 2021; 11(10):1636. https://doi.org/10.3390/met11101636
Chicago/Turabian StyleSeo, Sangyun, Kyu Sung Han, Sung Il Lee, and Myong Jun Kim. 2021. "The Recovery of Cu, Co, Zn, and Mn from a Complex Oxide Ore Using an Enhanced Reduction Leaching" Metals 11, no. 10: 1636. https://doi.org/10.3390/met11101636