Improved Procedures for Feature-Based Suppression of Surface Texture High-Frequency Measurement Errors in the Wear Analysis of Cylinder Liner Topographies


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Measuring Equipment and Measurement Process
2.2. Analysed Details and Parameters
2.3. Applied Procedures and Algorithms for Noise Suppressions
2.3.1. Definition of the ‘Noise Surface’ and the ‘Noise Profile’
2.3.2. Feature-Based Characterization of the High-Frequency Measurement Noise
3. Results and Discussion
3.1. Problems in the Detection of the High-Frequency Errors
3.2. Feature-Based Definition (Detection) of the High-Frequency Measurement Noise
3.3. Selection of the Cut-Off Value in the Process of Suppression of the High-Frequency Measurement Noise
- (1)
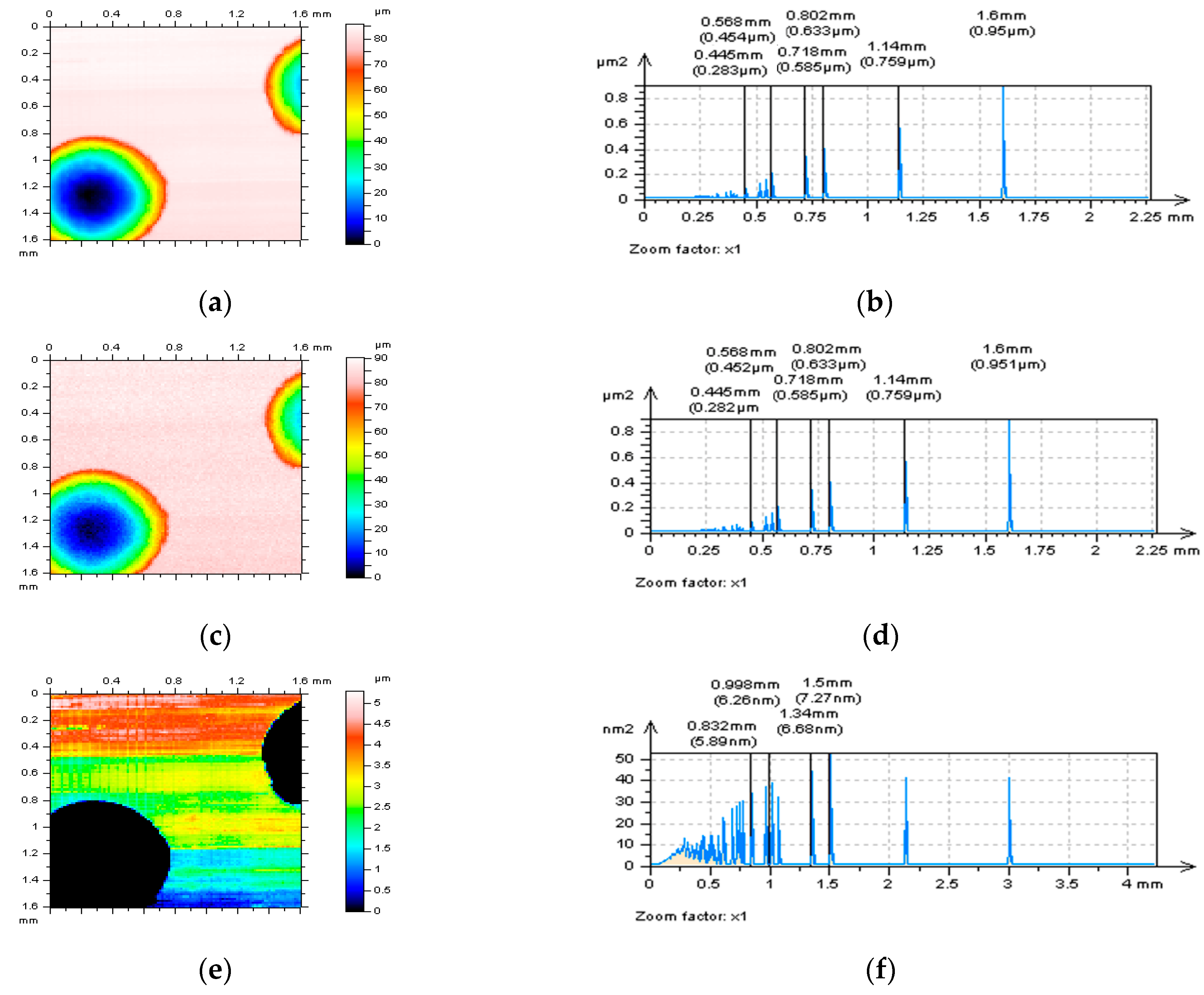
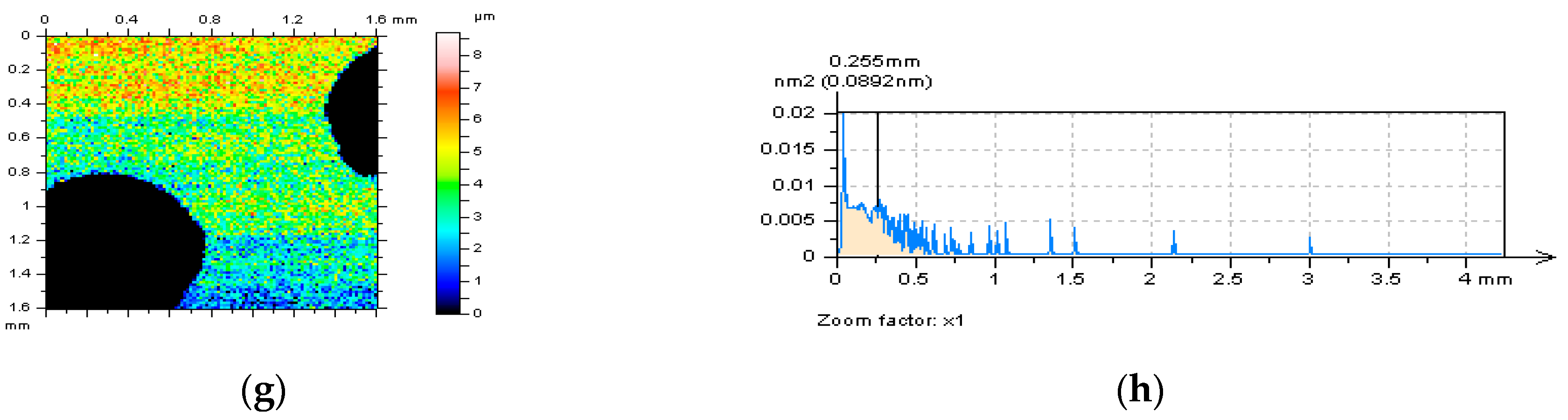
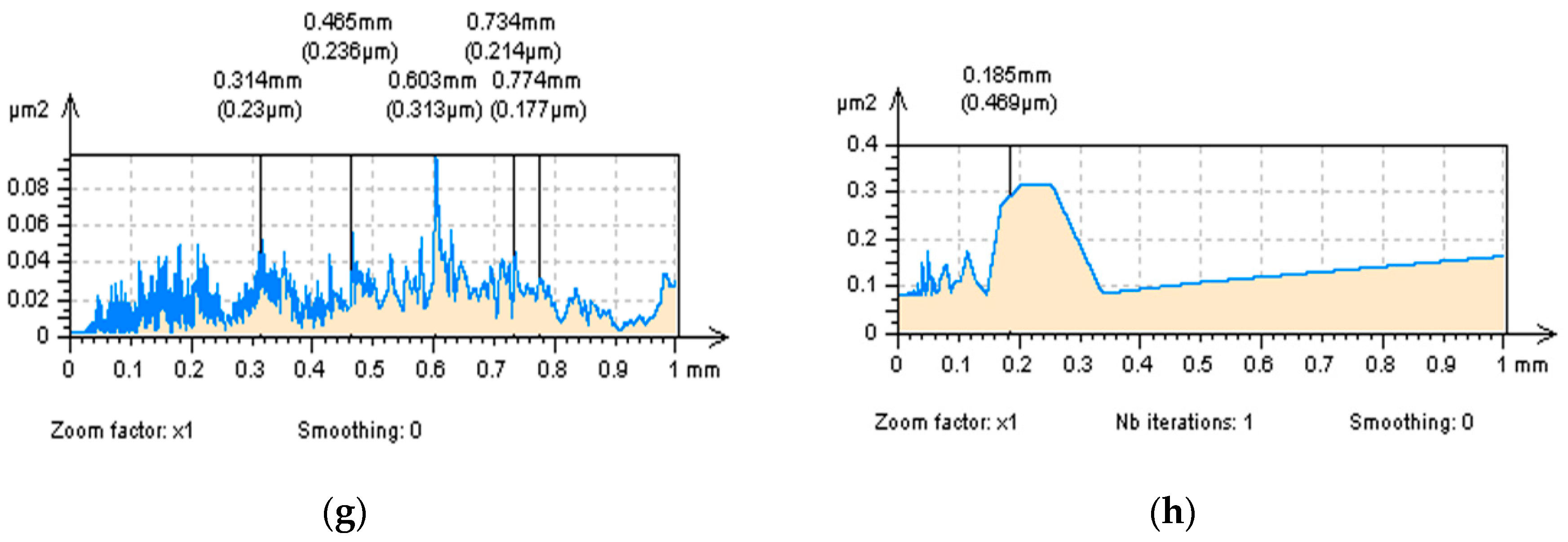
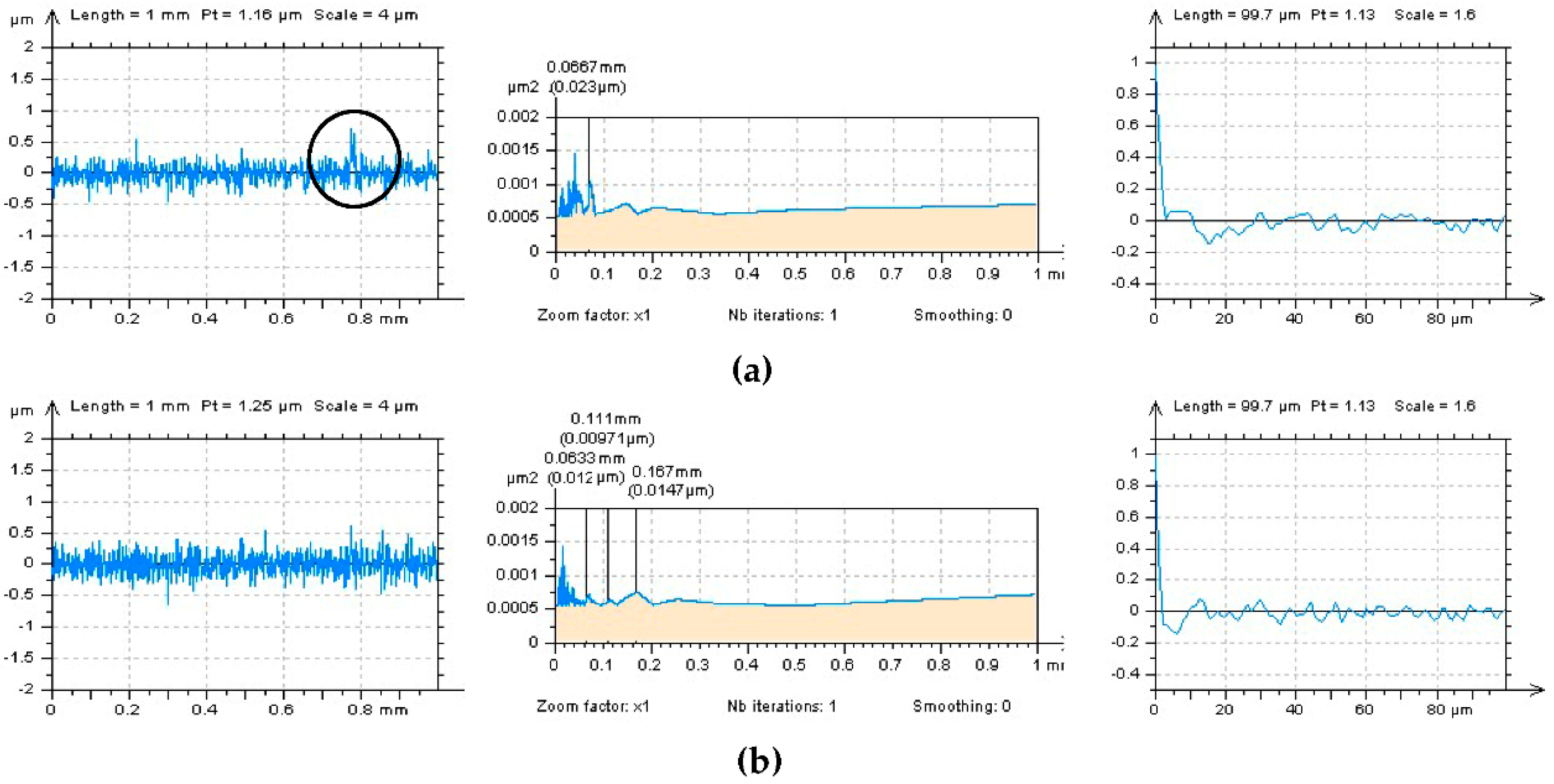
- NS should be consist of the high-frequencies and no other frequencies should be placed on the NS or their influence should be minimized, simplifying, the high-frequency should be this ‘dominant’. This can be easily visible by the analysis of PSD graph.
- (2)
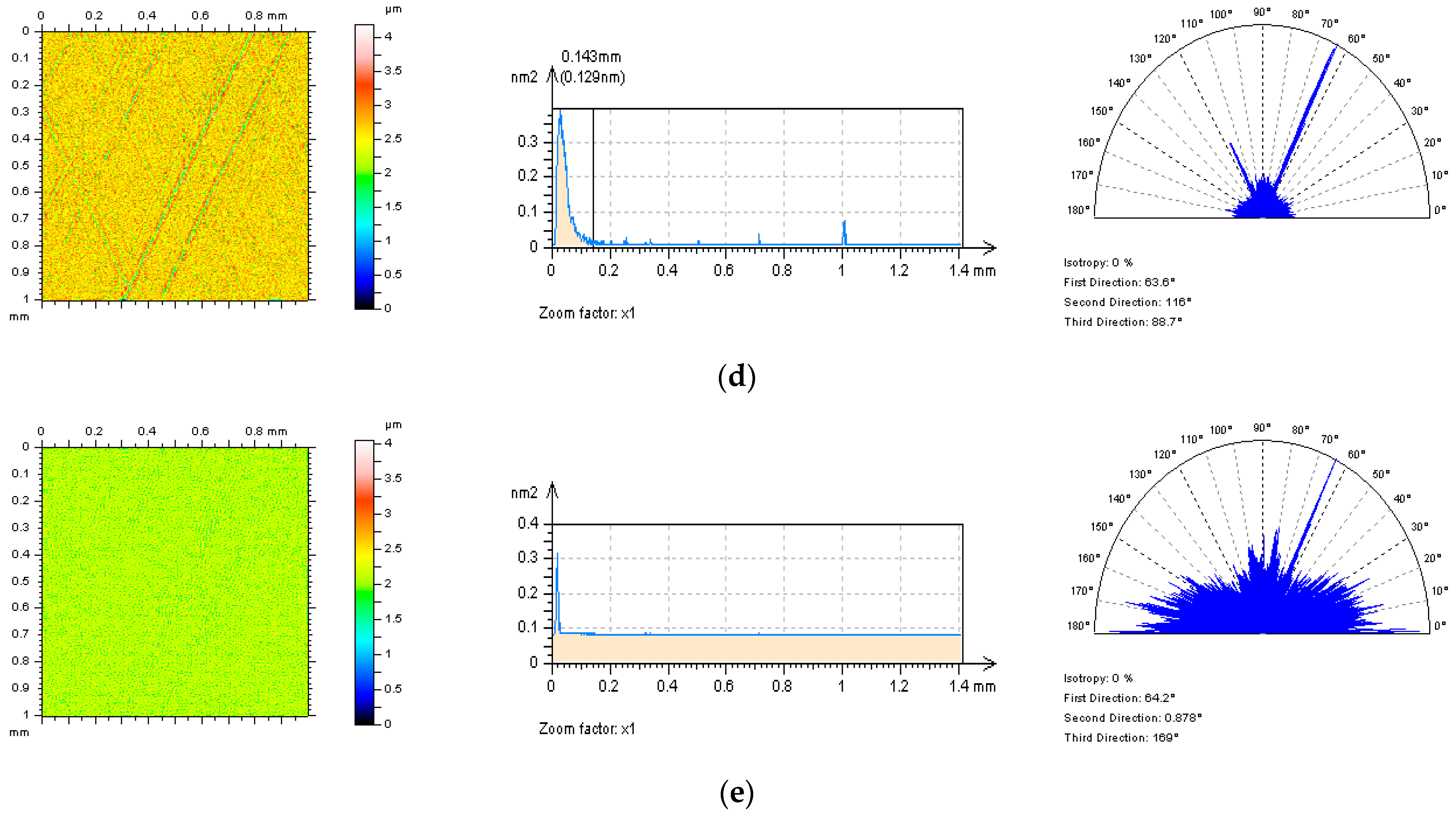
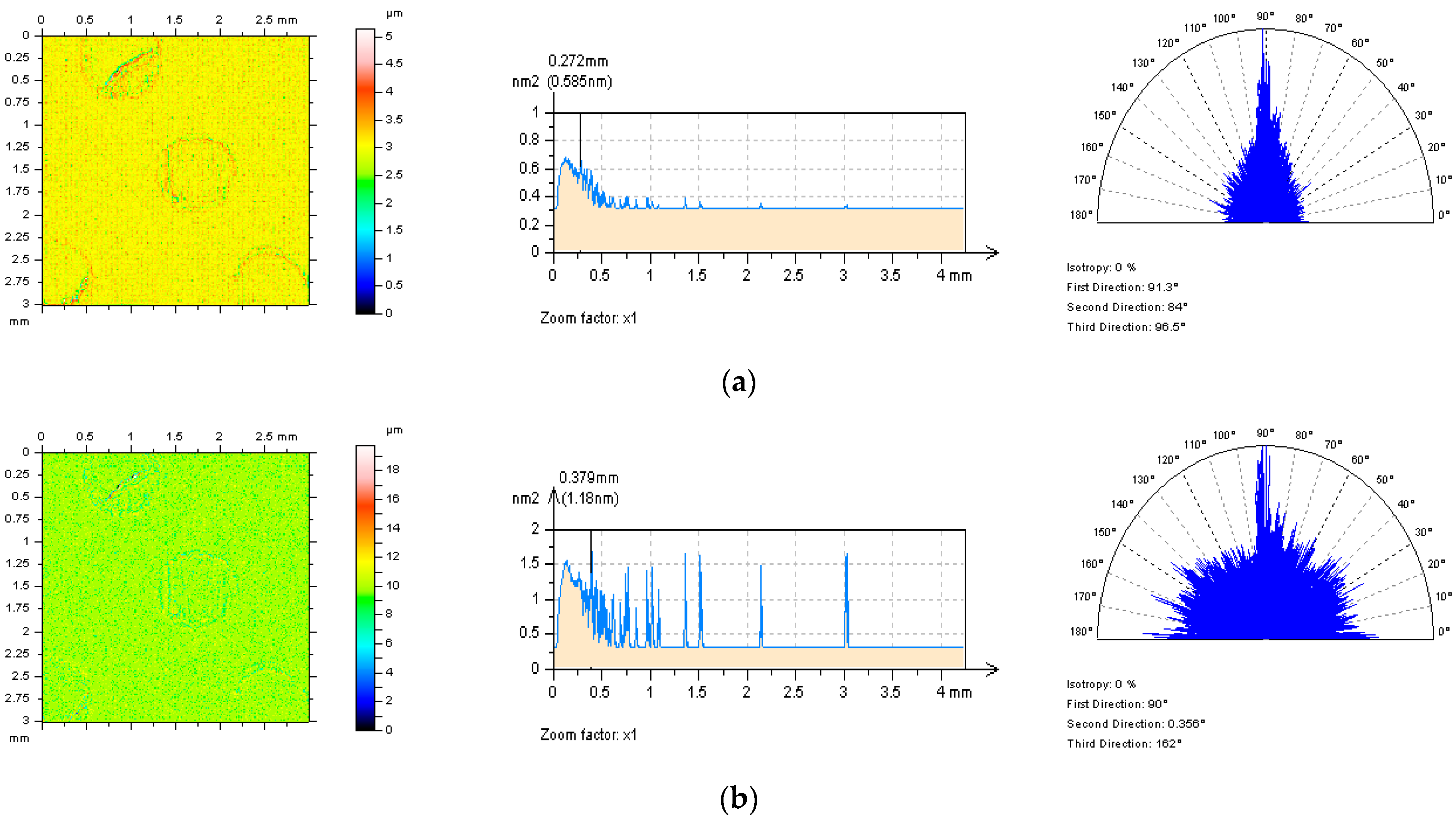
- On the NS, no features should be found, e.g., scratches, valleys, dimples, oil pockets or other traces of treatment process, in particular.
- (3)
- The NS should be isotropic in general. The isotropy can be defined by the analysis of texture direction graph.
4. Conclusions and Prospects
- For improving suppression of the high-frequency measurement noise from the results of cylinder liner surface topography measurements the definition of the noise surface (NS) and noise profile (NP) as a result of the application of S-filtering methods, can be fairly effective.
- Precisely determined NS should be characterized by a few very significant features, e.g., components should be located in the high-frequency domain, the NS should contain only the high-frequencies or any surface texture features (edges of dimples or oil pockets, scratches, valleys) should not be found on the NS. The NS ought to be isotropic as well.
- The occurrence and size (width and depth) of the selected surface texture features (valleys in general) affect the accuracy of detection of the high-frequency noise. Therefore, the out-of-feature (area of analysed detail where the deep/width features did not occur) characterization was performed. However, when the density (especially the scratches in plateau-honed cylinder liner texture) of features was also excessive, other procedures was reasonably required.
- Consequently, the plateau-valley threshold separation method (PVTM), based on the threshold (remove) process of the valley part of the surface topography, was proposed. The PVTM technique can be completed with the valley- or plateau- separation method with different direction of extraction approach. It was found that profile (2D) definition of noise can be more useful than areal (3D), that the PSD graphs described for NP, is more exactly (directly) defined with the high-frequency components.
- Selection of value of the cut-off of S-filtering method may be proposed with a detailed analysis of the NS. When the NS is characterized by the three, mentioned above, features, the noise suppression methods can be classified as relevant for reduction of the high-frequency errors. Generally, for zero-wear cylinder liner topographies, the median de-noising filter with cut-off equal to 0.035 mm was proposed, further, for running-in or worn details, the filter based on the Fast Fourier transform was suggested with value of cut-off equal to 0.025 mm, and consequently, the spline filters can give similar results for worn surfaces.
- Generally, when S-filtration techniques and their cut-off values are selected, the comprehensive analysis of the NS should be directly applied. All the commonly-used, available in the commercial software, algorithms might be applied for suppression (detection and then reduction) of the high-frequency errors from the results of surface topography measurement of plateau-honed cylinder liners after a different stage of worn.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations and Parameters
| ACF | autocorrelation function |
| DMF | regular de-noising Median filter |
| FFTF | Fast Fourier Transform filter |
| GF | Gaussian regression filter |
| NP | noise profile |
| NS | noise surface |
| PSD | power spectral density |
| PVTM | plateau-valley threshold separation method |
| RGF | robust Gaussian regression filter |
| SEC | surface emptiness coefficient, calculated as Sp/Sz |
| SF | regular isotropic spline filter |
| SWLI | Scanning White-Light Interferometry |
| Sa | arithmetic mean height Sa, µm |
| Sal | auto-correlation length, mm |
| Sbi | surface bearing index |
| Sci | core fluid retention index |
| Sda | mean dale area, mm2 |
| Sdq | root mean square gradient |
| Sdr | developed interfacial areal ratio, % |
| Sdv | mean dale volume, mm3 |
| Sk | core roughness depth, µm |
| Sku | kurtosis |
| Smc | inverse areal material ratio, µm |
| Smr | areal material ratio, % |
| Sp | maximum peak height, µm |
| Spc | arithmetic mean peak curvature, 1/mm |
| Spd | peak density, 1/mm2 |
| Spk | reduced summit height, µm |
| Sq | root mean square height, µm |
| Ssk | skewness |
| Std | texture direction, ° |
| Str | texture parameter |
| Sv | maximum valley depth, µm |
| Svi | valley fluid retention index |
| Svk | reduced valley depth, µm |
| Sxp | extreme peak height, µm |
| Sz | the maximum height of the surface, µm |
References
- Kubiak, K.; Wilson, M.; Mathia, T.; Carval, P. Wettability versus roughness of engineering surfaces. Wear 2011, 271, 523–528. [Google Scholar] [CrossRef] [Green Version]
- Grabon, W.; Pawlus, P.; Wos, S.; Koszela, W.; Wieczorowski, M. Effects of cylinder liner surface topography on friction and wear of liner-ring system at low temperature. Tribol. Int. 2018, 121, 148–160. [Google Scholar] [CrossRef]
- Guo, Z.; Yuan, C.; Liu, P.; Peng, Z.; Yan, X. Study on Influence of Cylinder Liner Surface Texture on Lubrication Performance for Cylinder Liner–Piston Ring Components. Tribol. Lett. 2013, 51, 9–23. [Google Scholar] [CrossRef]
- Rao, X.; Sheng, C.; Guo, Z.; Yuan, C. Effects of thread groove width in cylinder liner surface on performances of diesel engine. Wear 2019, 426, 1296–1303. [Google Scholar] [CrossRef]
- Kapsiz, M.; Durat, M.; Ficici, F. Friction and wear studies between cylinder liner and piston ring pair using Taguchi design method. Adv. Eng. Softw. 2011, 42, 595–603. [Google Scholar] [CrossRef]
- Johansson, S.; Nilsson, P.H.; Ohlsson, R.; Rosén, B.-G. Experimental friction evaluation of cylinder liner piston ring contact. Wear 2011, 271, 625–633. [Google Scholar] [CrossRef]
- Agarwa, A.K. Biofuels (alcohol sandbio diesel) applications as fuels for internal combustion engines. Prog. Energy Combust. Sci. 2007, 33, 233–271. [Google Scholar] [CrossRef]
- Lenauer, C.; Tomastik, C.; Wopelka, T.; Jech, M. Piston ring wear and cylinder liner tribofilm in tribotests with lubricants artificially altered with ethanol combustion products. Tribol. Int. 2015, 82, 415–422. [Google Scholar] [CrossRef]
- Jia, B.; Mikalsen, R.; Smallbone, A.; Roskilly, A.P. A study and comparison of frictional losses in free-piston engine and crankshaft engines. Appl. Therm. Eng. 2018, 140, 217–224. [Google Scholar] [CrossRef]
- Sabri, L.; Mezghani, S.; El Mansori, M.; Zahouani, H. Multiscale study of finish-honing process in mass production of cylinder liner. Wear 2011, 271, 509–513. [Google Scholar] [CrossRef]
- Jeng, Y.-R. Impact of Plateaued Surfaces on Tribological Performance. Tribol. Trans. 1996, 39, 354–361. [Google Scholar] [CrossRef]
- Koszela, W.; Pawlus, P.; Galda, L. The effect of oil pockets size and distribution on wear in lubricated sliding. Wear 2007, 263, 1585–1592. [Google Scholar] [CrossRef]
- Dzierwa, A. Influence of surface preparation on surface topography and tribological behaviours. Arch. Civ. Mech. Eng. 2017, 17, 502–510. [Google Scholar] [CrossRef]
- Kapłonek, W.; Mikołajczyk, T.; Pimenov, D.Y.; Gupta, M.K.; Mia, M.; Sharma, S.; Patra, K.; Sutowska, M. High-Accuracy 3D Optical Profilometry for Analysis of Surface Condition of Modern Circulated Coins. Materials 2020, 13, 5371. [Google Scholar] [CrossRef] [PubMed]
- Boedecker, S.; Rembe, C.; Schmid, H.; Hageney, T.; Köhnlein, T. Calibration of the z-axis for large-scale scanning white-light interferometers. J. Phys. Conf. Ser. 2011, 311, 012027. [Google Scholar] [CrossRef]
- Whitehouse, D. Surface metrology today: Complicated, confusing, effective. In Proceedings of the 13th International Conference on Metrology and Properties of Engineering Surfaces, Twickenham, UK, 12–15 April 2011; pp. 1–10. [Google Scholar]
- Pawlus, P.; Wieczorowski, M.; Mathia, T.G. The Errors of Stylus Methods in Surface Topography Measurements; Zapol: Szczecin, Poland, 2014. [Google Scholar]
- Grochalski, K.; Wieczorowski, M.; Pawlus, P.; H’Roura, J. Thermal Sources of Errors in Surface Texture Imaging. Materials 2020, 13, 2337. [Google Scholar] [CrossRef]
- Pawlus, P. Digitisation of surface topography measurement results. Measurement 2007, 40, 672–686. [Google Scholar] [CrossRef]
- Podulka, P. Proposal of frequency-based decomposition approach for minimization of errors in surface texture parameter calculation. Surf. Interface Anal. 2020, 52, 882–889. [Google Scholar] [CrossRef]
- Magdziak, M.; Wdowik, R. Coordinate Measurements of Geometrically Complex Ceramic Parts. Appl. Mech. Mater. 2014, 627, 172–176. [Google Scholar] [CrossRef]
- Wang, Y.; Yuan, P.; Ma, J.; Qian, L. Scattering noise and measurement artifacts in a single-shot cross-correlator and their suppression. Appl. Phys. A 2013, 111, 501–508. [Google Scholar] [CrossRef]
- ISO 25178-605. Geometrical Product Specification (GPS). In Surface Texture: Areal—Part 605: Nominal Characteristics of Non-Contact (Point Autofocus Probe) Instruments, 1st ed.; International Organization for Standardization: Geneva, Switzerland, 2004. [Google Scholar]
- De Groot, P.J. The meaning and measure of vertical resolution in optical surface topography measurement. Appl. Sci. 2017, 7, 54. [Google Scholar] [CrossRef]
- Wang, C.; D’Amato, R.; Gomez, E. Confidence Distance Matrix for outlier identification: A new method to improve the characterisations of surfaces measured by confocal microscopy. Measurement 2019, 137, 484–500. [Google Scholar] [CrossRef]
- Haitjema, H. Uncertainty in measurement of surface topography. Surf. Topogr. Metrol. Prop. 2015, 3, 35004. [Google Scholar] [CrossRef]
- Zuo, X.; Peng, M.; Zhou, Y. Influence of noise on the fractal dimension of measured surface topography. Measurement 2020, 152, 107311. [Google Scholar] [CrossRef]
- Creath, K.; Wayant, J.C. Absolute measurement of surface roughness. Appl. Opt. 1990, 29, 3823–3827. [Google Scholar] [CrossRef] [PubMed]
- ISO 2016 25178-600. Geometrical Product Specification (GPS). In Surface Texture: Areal Part 600: Metrological Characteristics for Areal-Topography Measuring Methods; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- Giusca, C.L.; Leach, R.K.; Helary, F.; Gutauskas, T.; Nimishakavi, L. Calibration of the scales of areal surface topography-measuring instruments: Part 1. Measurement noise and residual flatness. Meas. Sci. Technol. 2012, 23, 035008. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Problem of Non-Measured Points in Surface Texture Measurements. Metrol. Meas. Syst. 2017, 24, 525–536. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P.; Sep, J. Tribological characteristics of one-process and two-process cylinder linerhoned surfaces under reciprocating sliding conditions. Tribol. Int. 2010, 43, 1882–1892. [Google Scholar] [CrossRef]
- Pawlus, P. A study on the functional properties of honed cylinders surface during running-in. Wear 1994, 176, 247–254. [Google Scholar] [CrossRef]
- Galda, L.; Koszela, W.; Pawlus, P. Surface geometry of slide bearings after percussive burnishing. Tribol. Int. 2007, 40, 1516–1525. [Google Scholar] [CrossRef]
- Reizer, R.; Galda, L.; Dzierwa, A.; Pawlus, P. Simulation of textured surface topography during a low wear process. Tribol. Int. 2011, 44, 1309–1319. [Google Scholar] [CrossRef]
- Elson, J.M.; Bennett, J.M. Calculation of the power spectral density from surface profile data. Appl. Opt. 1995, 34, 201–208. [Google Scholar] [CrossRef] [PubMed]
- Królczyk, G.M.; Maruda, R.W.; Nieslony, P.; Wieczorowski, M. Surface morphology analysis of Duplex Stainless Steel (DSS) in Clean Production using the Power Spectral Density. Measurement 2016, 94, 464–470. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Surface metrology. Meas. Sci. Technol. 1997, 8, 955–972. [Google Scholar] [CrossRef]
- Bartkowiak, T.; Berglund, J.; Brown, C.A. Multiscale Characterizations of Surface Anisotropies. Materials 2020, 13, 3028. [Google Scholar] [CrossRef] [PubMed]
- Podulka, P. Comparisons of envelope morphological filtering methods and various regular algorithms for surface texture analysis. Metrol. Meas. Syst. 2020, 27, 243–263. [Google Scholar]
- ISO 25178-3:2012. Geometrical Product Specifications (GPS). In Surface Texture: Areal—Part 3: Specification Operators; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- Yuan, Y.-B.; Qiang, X.-F.; Song, J.-F.; Vorburger, T. A fast algorithm for determining the Gaussian filtered mean line in surface metrology. Precis. Eng. 2000, 24, 62–69. [Google Scholar] [CrossRef]
- Dobrzański, P.; Pawlus, P. Modification of Robust Filtering of Stratified Surface Topography. Metrol. Meas. Syst. 2013, 20, 107–118. [Google Scholar] [CrossRef]
- Zanini, F.; Pagani, L.; Savio, E.; Carmignato, S. Characterisation of additively manufactured metal surfaces by means of X-ray computed tomography and generalised surface texture parameters. CIRP Ann. 2019, 68, 515–518. [Google Scholar] [CrossRef]
- Podsiadlo, P.; Stachowiak, G. Characterization of surface topography of wear particles by SEM stereoscopy. Wear 1997, 206, 39–52. [Google Scholar] [CrossRef]
- Huang, S.; Tong, M.; Huang, W.; Zhao, X. An Isotropic Areal Filter Based on High-Order Thin-Plate Spline for Surface Metrology. IEEE Access 2019, 7, 116809–116822. [Google Scholar] [CrossRef]
- Podulka, P. Fast Fourier Transform detection and reduction of high-frequency errors from the results of surface topography profile measurements of honed textures. Eksploat. Niezawodn. 2021, 23, 84–93. [Google Scholar] [CrossRef]
- Raja, J.; Muralikrishnan, B.; Fu, S. Recent advances in separation of roughness, waviness and form. Precis. Eng. 2002, 26, 222–235. [Google Scholar] [CrossRef]
- Mathia, T.; Pawlus, P.; Wieczorowski, M. Recent trends in surface metrology. Wear 2011, 271, 494–508. [Google Scholar] [CrossRef]
- Kumar, J.; Shunmugam, M. Fitting of robust reference surface based on least absolute deviations. Precis. Eng. 2007, 31, 102–113. [Google Scholar] [CrossRef]
- Podulka, P. Bisquare robust polynomial fitting method for dimple distortion minimisation in surface quality analysis. Surf. Interface Anal. 2020, 52, 875–881. [Google Scholar] [CrossRef]
- Podulka, P. The effect of valley depth on areal form removal in surface topography measurement. Bull. Pol. Ac: Tech. 2019, 67, 391–400. [Google Scholar]
- Grabon, W.; Pawlus, P. Distinguishing the Plateau and Valley Components of Profiles From Various Types of Two-Process Textures. Metrol. Meas. Syst. 2016, 23, 593–602. [Google Scholar] [CrossRef] [Green Version]
- Godi, A.; Kühle, A.; De Chiffre, L. A plateau-valley separation method for textured surfaces with a deterministic pattern. Precis. Eng. 2014, 38, 190–196. [Google Scholar] [CrossRef]
- Schmähling, J.; Hamprecht, F. Generalizing the Abbott–Firestone curve by two new surface descriptors. Wear 2007, 262, 1360–1371. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M.; Krolczyk, G.M. Material ratio curve as information on the state of surface topography—A review. Precis. Eng. 2020, 65, 240–258. [Google Scholar] [CrossRef]
- Lawrence, K.D.; Shanmugamani, R.; Ramamoorthy, B. Evaluation of image based Abbott-Firestone curve parameters using machine vision for the characterization of cylinder liner surface topography. Measurement 2014, 55, 318–334. [Google Scholar] [CrossRef]
- Corraln, I.B.; Calvet, J.V.; Salcedo, M.C. Use of roughness probability parameters to quantify the materialremoved in plateau-honing. Int. J. Mach. Tool Manu. 2010, 50, 621–629. [Google Scholar] [CrossRef]
- Savio, G.; Meneghello, R.; Concheri, G. A surface roughness predictive model in deterministic polishing of ground glass moulds. Int. J. Mach. Tools Manuf. 2009, 49, 1–7. [Google Scholar] [CrossRef]
- Laheurte, R.; Darnis, P.; Darbois, N.; Cahuc, O.; Neauport, J. Subsurface damage distribution characterization of ground surfaces using Abbott-Firestone curves. Opt. Express 2012, 20, 13551–13559. [Google Scholar] [CrossRef] [Green Version]
- Ma, S.; Liu, Y.; Wang; Huang, R.; Xu, J.; Ma; Liu; Xu; Wang, Z.; Wang, Z. The Effect of Honing Angle and Roughness Height on the Tribological Performance of CuNiCr Iron Liner. Metals 2019, 9, 487. [Google Scholar] [CrossRef] [Green Version]
- Feng, C.X.; Wang, X.; Yu, Z. Neural Networks Modeling of Honing Surface Roughness Parameters Defined by ISO 13565. J. Manuf. Sys. 2002, 21, 395–408. [Google Scholar] [CrossRef]
- Mezghani, S.; Demirci, I.; Yousfi, M.; El Mansori, M. Mutual influence of crosshatch angle and superficial roughness of honed surfaces on friction in ring-pack tribo-system. Tribol. Int. 2013, 66, 54–59. [Google Scholar] [CrossRef] [Green Version]





















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Podulka, P. Improved Procedures for Feature-Based Suppression of Surface Texture High-Frequency Measurement Errors in the Wear Analysis of Cylinder Liner Topographies. Metals 2021, 11, 143. https://doi.org/10.3390/met11010143
Podulka P. Improved Procedures for Feature-Based Suppression of Surface Texture High-Frequency Measurement Errors in the Wear Analysis of Cylinder Liner Topographies. Metals. 2021; 11(1):143. https://doi.org/10.3390/met11010143
Chicago/Turabian StylePodulka, Przemysław. 2021. "Improved Procedures for Feature-Based Suppression of Surface Texture High-Frequency Measurement Errors in the Wear Analysis of Cylinder Liner Topographies" Metals 11, no. 1: 143. https://doi.org/10.3390/met11010143