Improving the Fatigue of Newly Designed Mechanical System Subjected to Repeated Impact Loading

 ,
,  ,
,
Abstract
:1. Introduction
2. Parametric ALT for Mechanical System
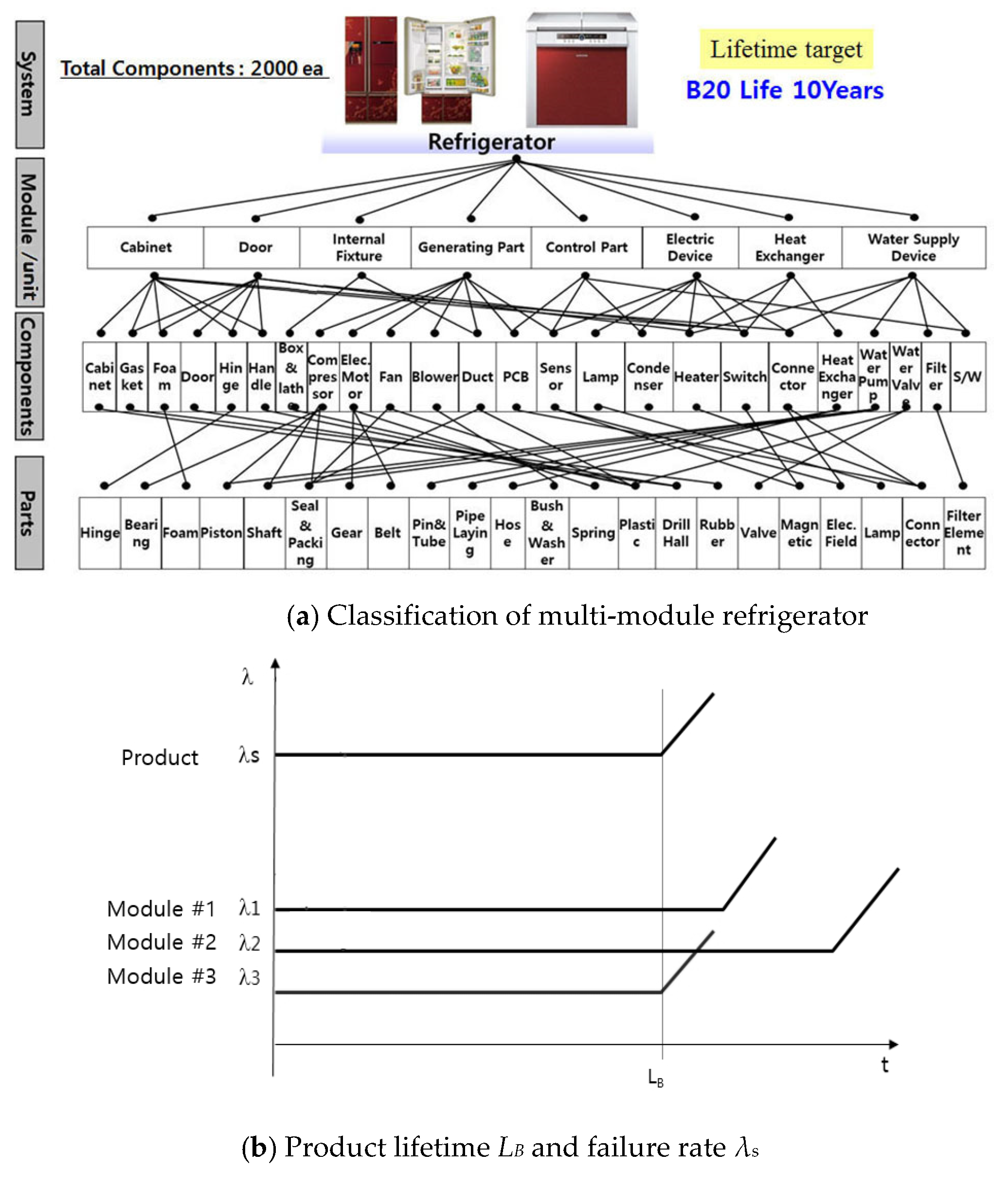
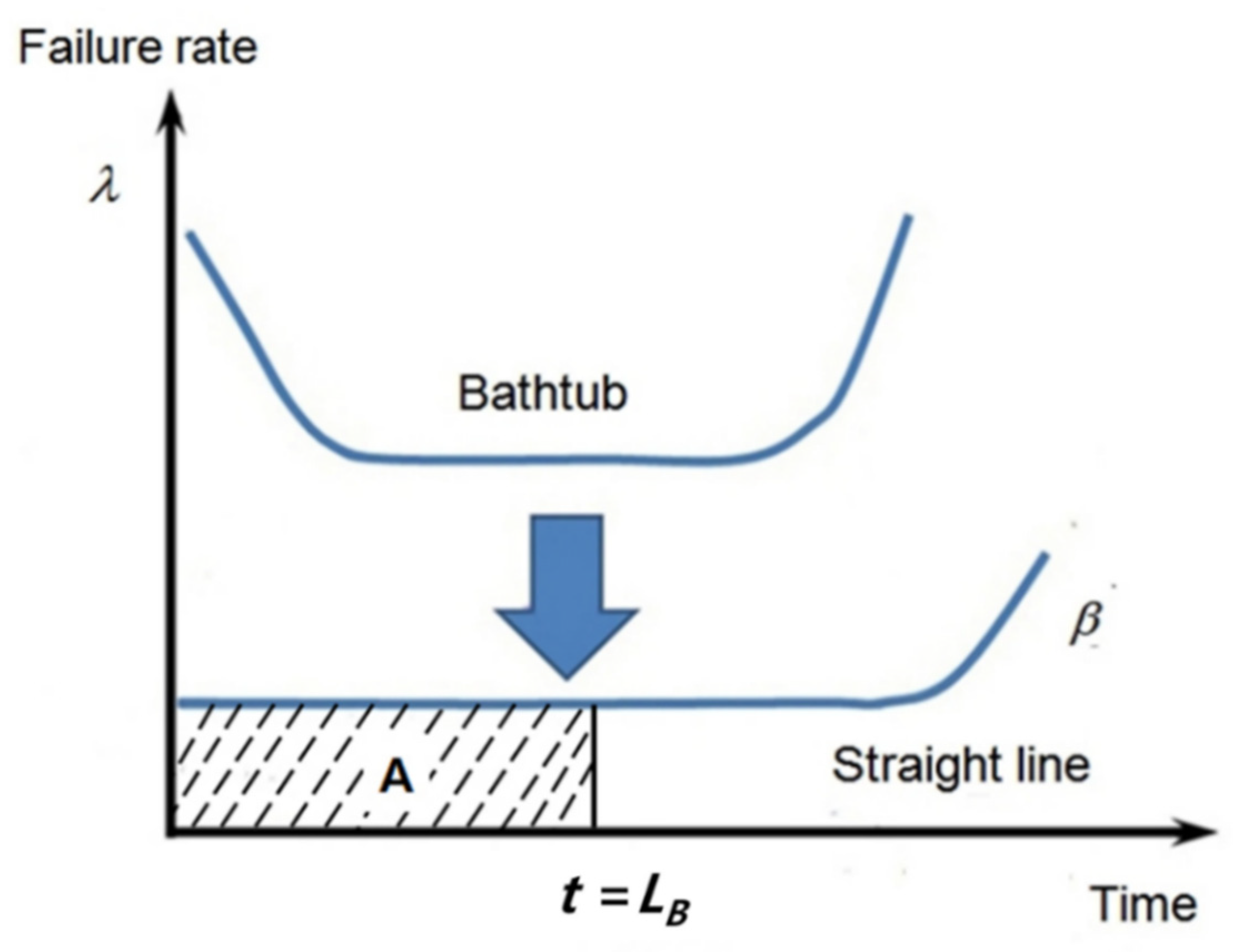
2.1. Definition of BX lifetime for Putting a Whole Parametric ALT Plan
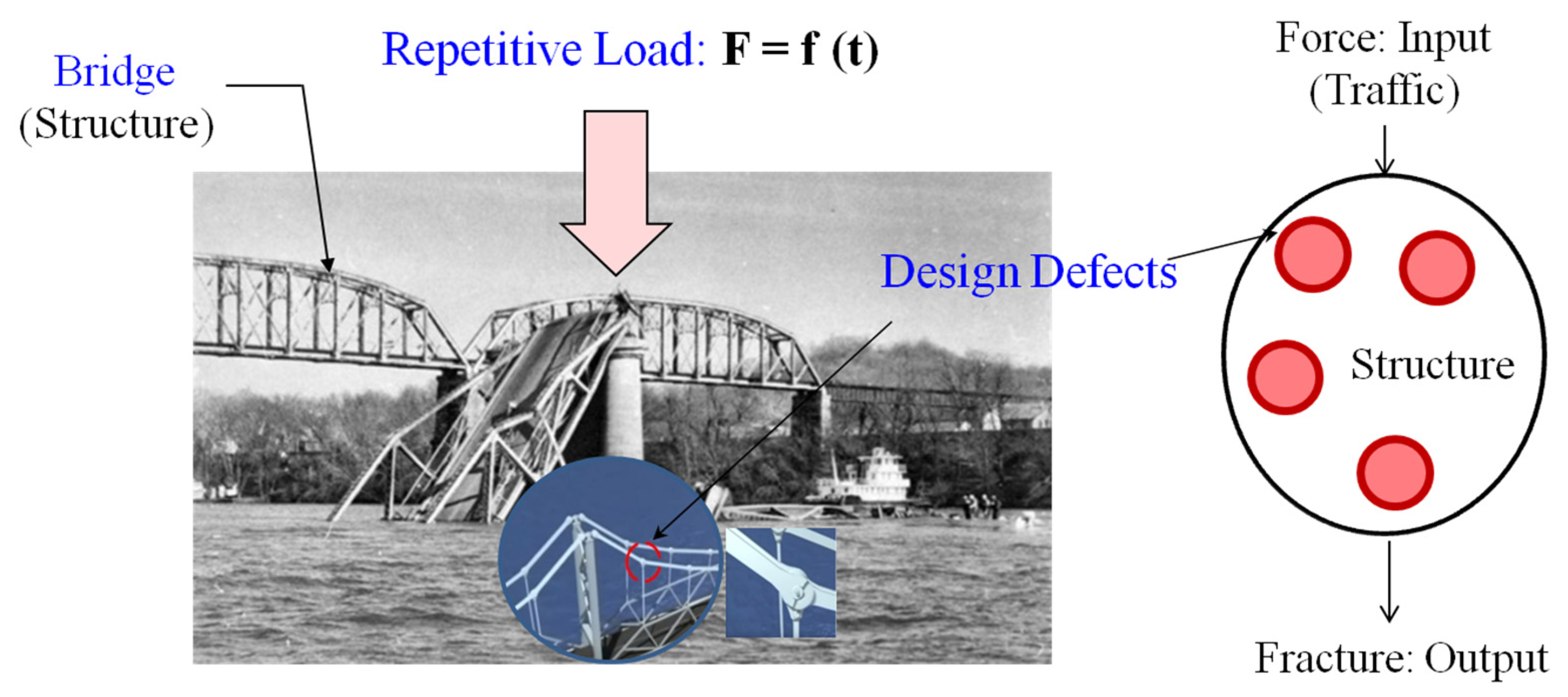
2.2. Failure Mechanics and Accelerated Testing for Design
- in Equation (5) has a little linear effect at first,
- in Equation (5) has what is regarded as a medium effect, and
- in Equation (5) is big in the end.
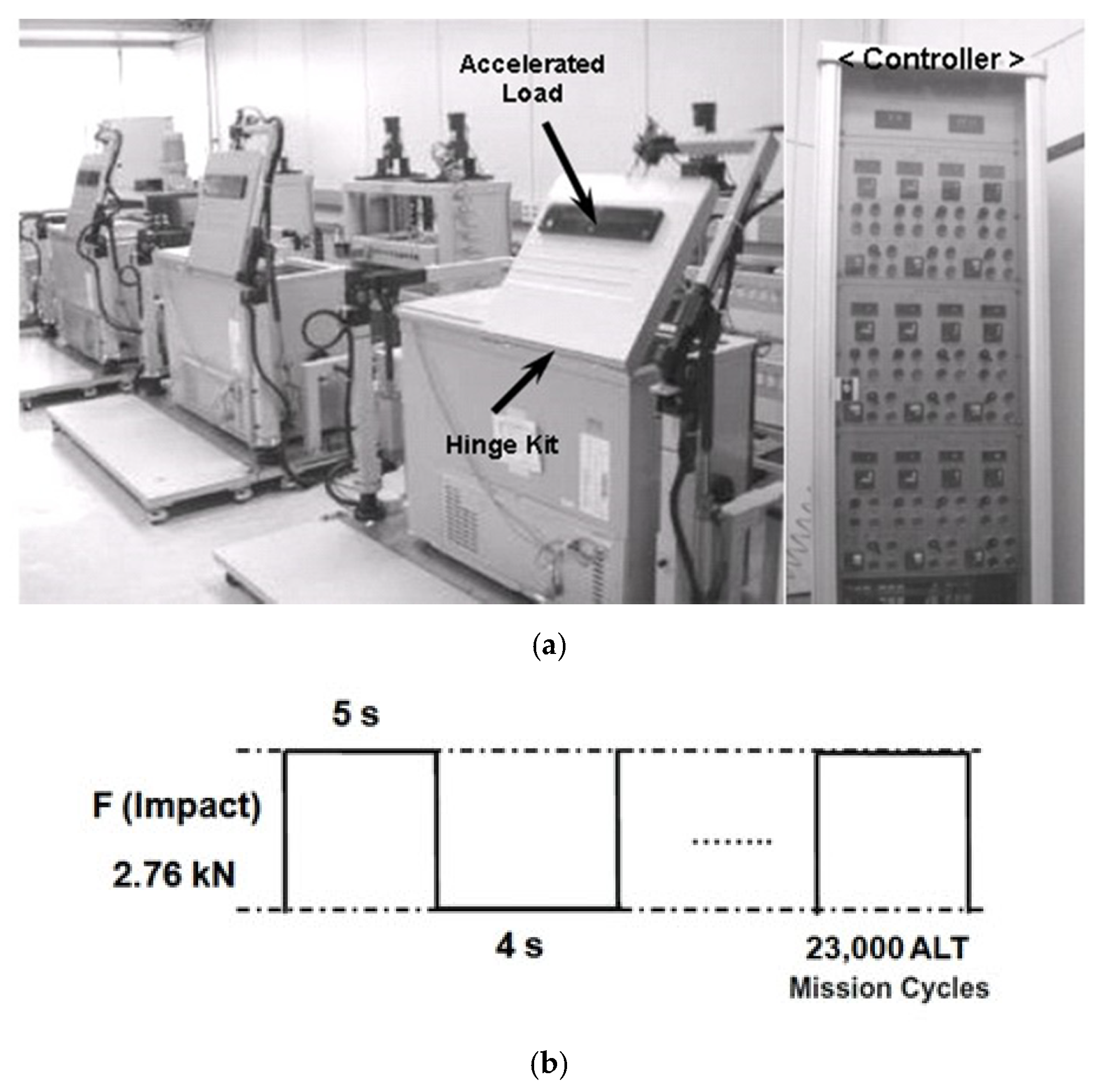
2.3. Parametric ALT of Mechanical Systems
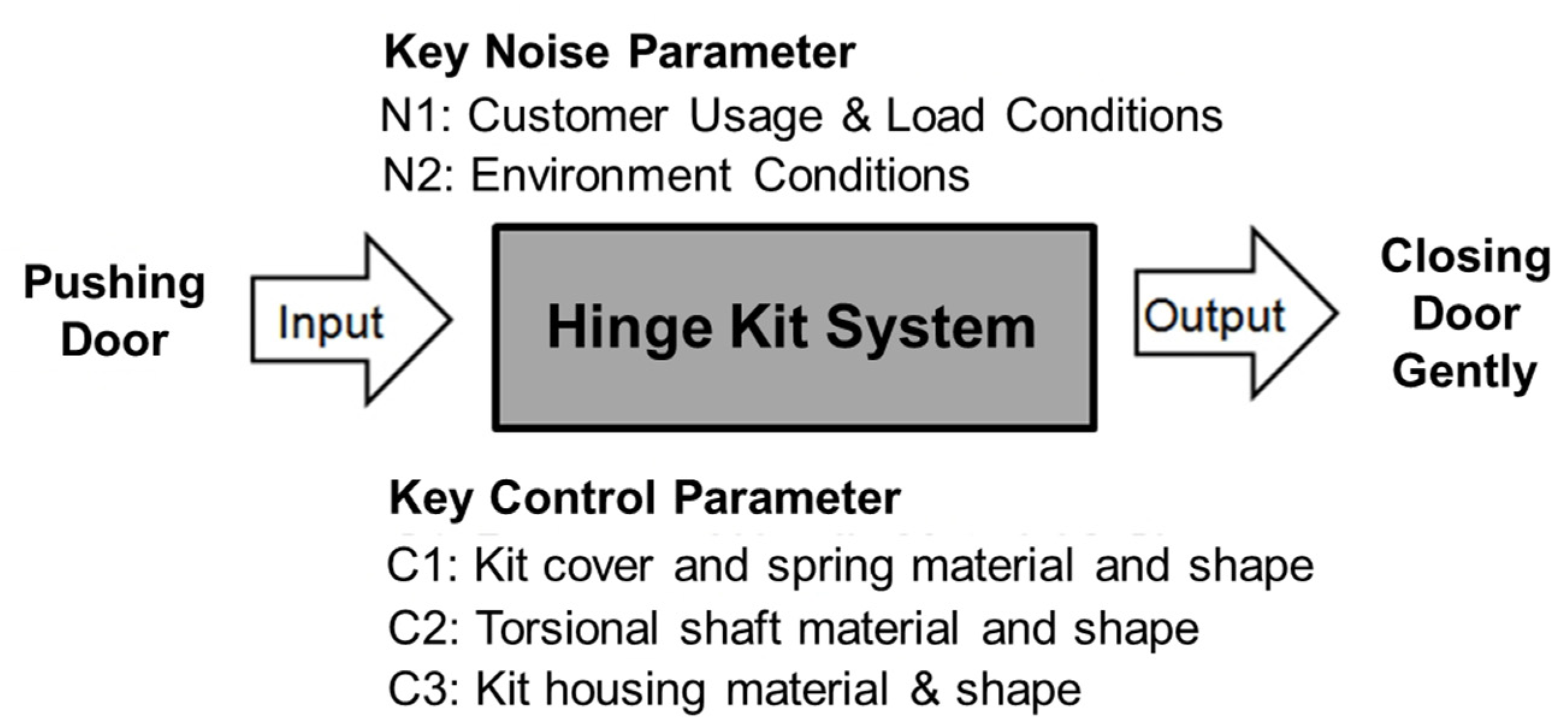
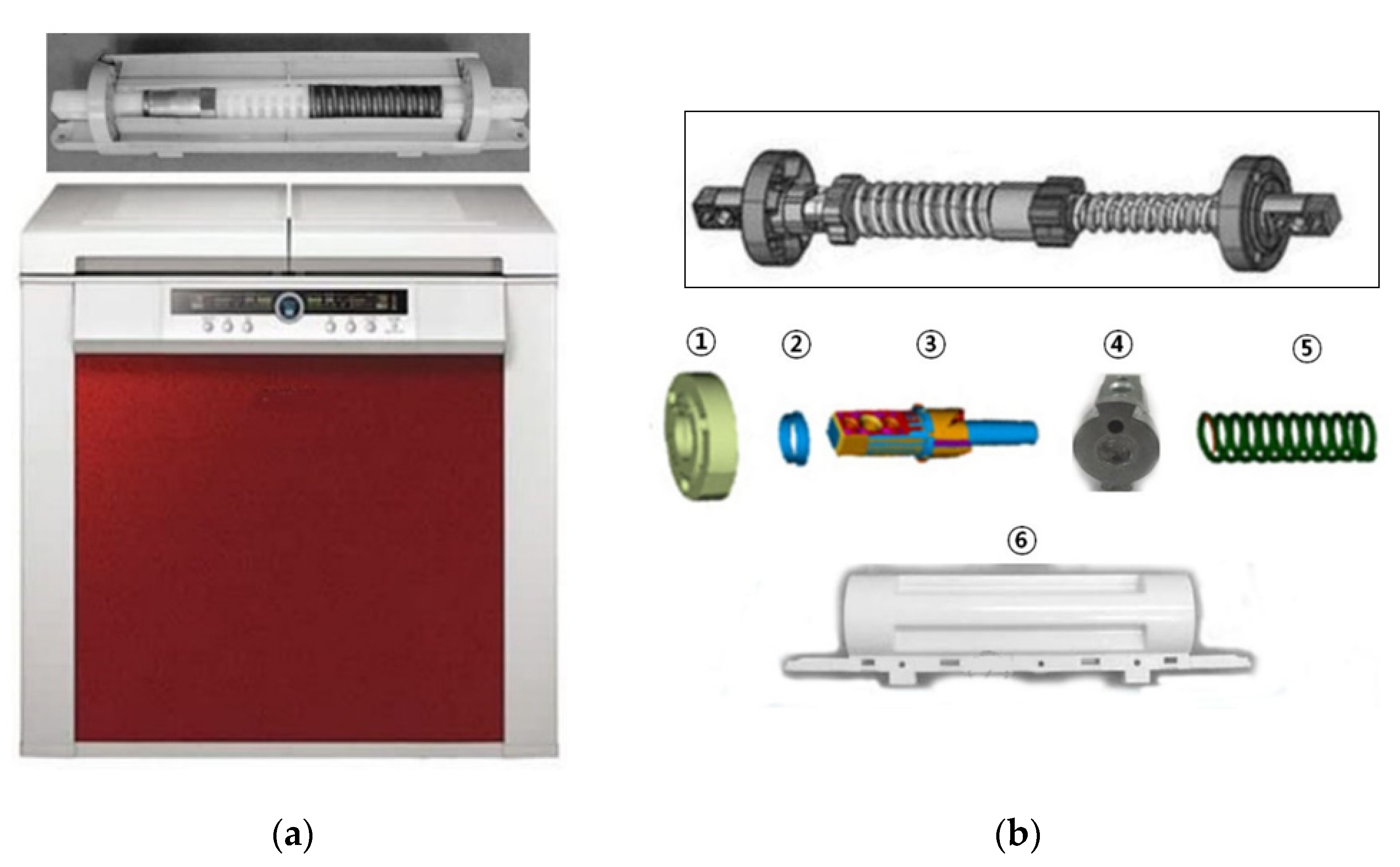
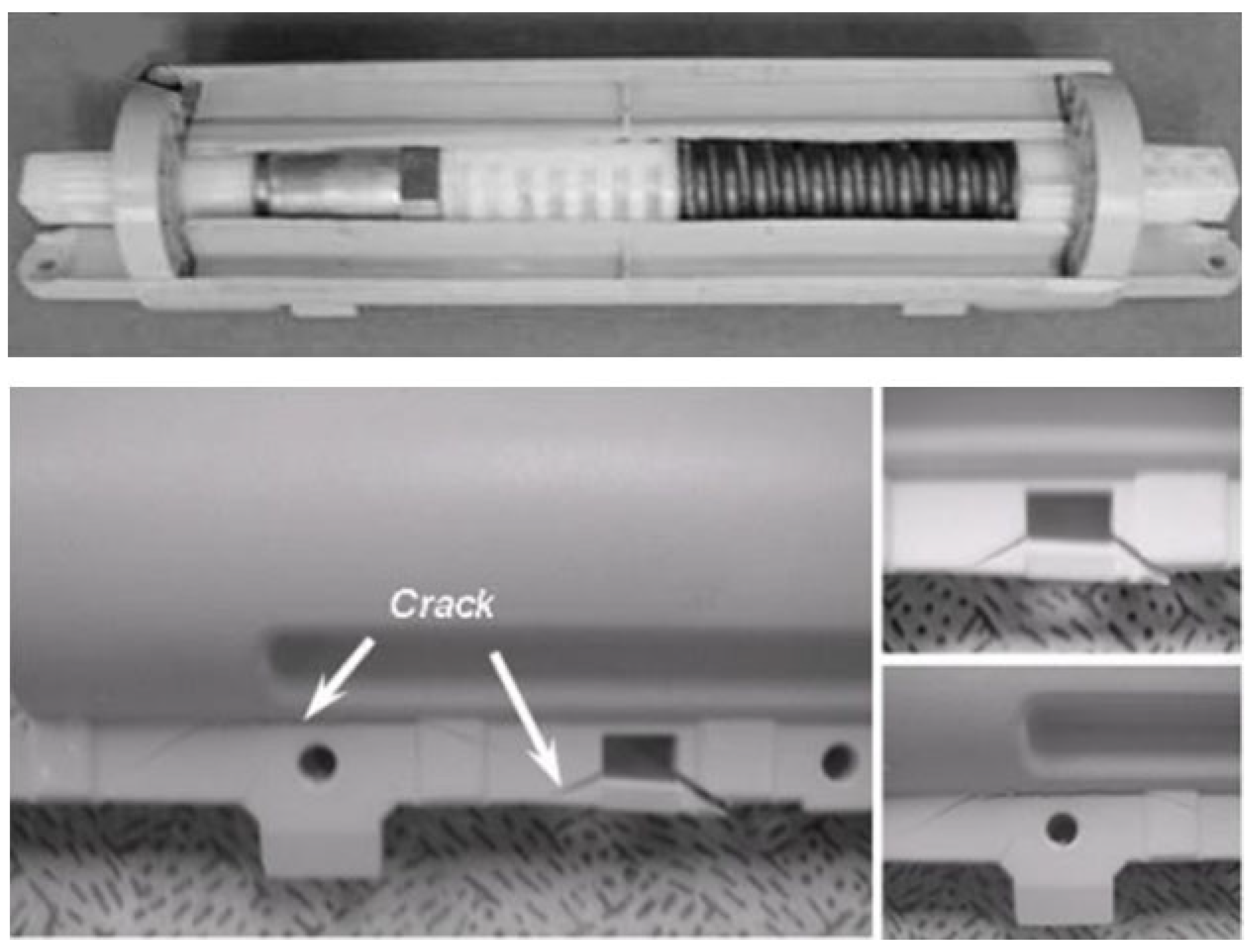
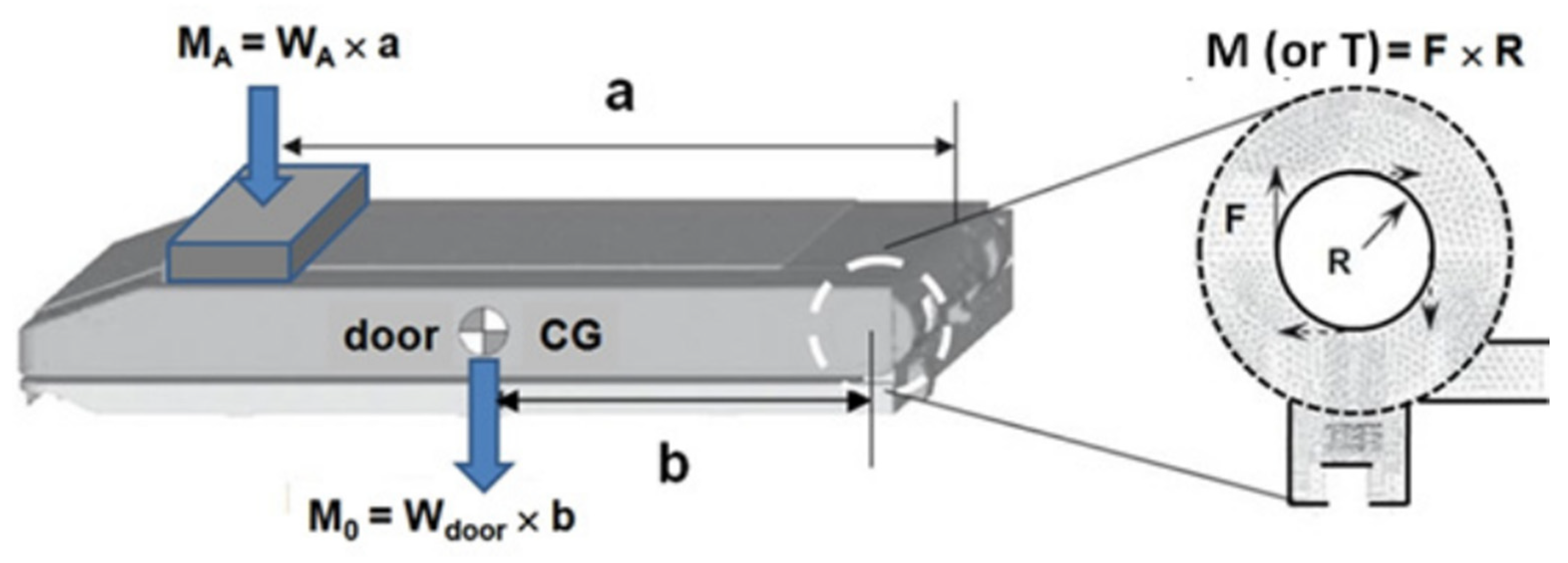
2.4. Case Study—Reliability Design of a Newly Designed HKS in Domestic Refrigerator
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| BX | time that is an accumulated failure rate of X%: durability index |
| Ea | activation energy, eV |
| e | effort |
| f | flow |
| F | impact force, kN |
| F(t) | unreliability |
| h | testing cycles (or cycles) |
| h* J | nondimensional testing cycles, junction equation |
| k | Boltzmann’s constant, 8.62 × 10−5 eV/deg |
| LB M | target BX life and x = 0.01X, on the condition that x ≤ 0.2 moment around the hinge kit system, kN× m |
| N | number of test samples |
| Q | amount of energy absorbed or released during the reaction. For the semiconductor total number of dopants per unit area |
| R R r | radius of the hinge kit system, m ratio for minmum stress to maximum stress in stress cycle, σmin/σmax failed numbers |
| S | stress |
| T T ti | torque around the hinge kit system, kN⋅ m temperature, K test time for each sample |
| TF | time to failure |
| X | accumulated failure rate, % |
| x WA Wdoor | x = 0.01X, on condition that x ≤ 0.2. accelerator weight, kg door weight, kg |
| Greek symbols | |
| ξ | electrical field applied |
| η | characteristic life |
| λ χ2 α | cumulative damage exponent in Palmgren–Miner’s rule chi-square distribution confidence level |
| Superscripts | |
| β | shape parameter in Weibull distribution |
| n | stress dependence, |
| Subscripts | |
| 0 | normal stress conditions |
| 1 | accelerated stress conditions |
References
- Woo, S.; Pecht, M.; O’Neal, D. Reliability design and case study of the domestic compressor subjected to repetitive internal stresses. Reliab. Eng. Syst. Saf. 2020, 193, 106604. [Google Scholar] [CrossRef]
- Deming, W.E. Elementary Principles of the Statistical Control of Quality; Japan JUSE: Hyatt Regency, Tokyo, 1950. [Google Scholar]
- CMMI Product Team. Capability Maturity Model Integration (CMMI) Version 2,0, Continuous Representation; Report CMU/SEI-2002-TR-011; Software Engineering Institute: Pittsburgh, PA, USA, 2018. [Google Scholar]
- NASA. System Engineering Handbook; NASA/SP-2020-6105 Rev 2; NASA Headquarters: Washington, DC, USA, 2020; p. 92. [Google Scholar]
- Cengel, Y.A.; Boles, M.A. Thermodynamics: An Engineering Approach, 9th ed.; McGraw-Hill: New York, NY, USA, 2018. [Google Scholar]
- Magaziner, I.C.; Patinkin, M. Cold competition: GE wages the refrigerator war. Harv. Bus. Rev. 1989, 89, 114–124. [Google Scholar]
- WRDA 2020 Updates. The Final Report of the US House Committee on Transportation and Infrastructure on the Boeing 737 Max. Available online: https://transportation.house.gov/committee-activity/boeing-737-max-investigation (accessed on 16 September 2020).
- Chowdhury, S.; Taguchi, S. Robust Optimization: World’s Best Practices for Developing Winning Vehicles, 1st ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2016. [Google Scholar]
- Montgomery, D. Design and Analysis of Experiments, 10th ed.; John Wiley: Hoboken, NJ, USA, 2020. [Google Scholar]
- ASTM E606/E606M. Standard Test Method for Strain-Controlled Fatigue Testing; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM E399. Standard Test Method for Linear-Elastic Plane-Strain Fracture Toughness of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM E647. Standard Test Method for Measurement of Fatigue Crack Growth Rates; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM E739-10. Standard Practice for Statistical Analysis of Linear or Linearized Stress-Life (S-N) and Strain-Life (ε-N) Fatigue Data; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Braco, R.; Prates, P.; Costa, J.D.M.; Berto, F. New methodology of fatigue life evaluation for multiaxially loaded notched components based on two uniaxial strain-controlled tests. Int. J. Fatigue 2018, 111, 308–320. [Google Scholar] [CrossRef]
- Modarres, M.; Kaminskiy, M.; Krivtsov, V. Reliability Engineering and Risk Analysis: A Practical Guide, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Wang, L.; Li, Y. Boundary for aviation bearing accelerated life test based on quasi-dynamic analysis. Tribol. Int. 2017, 116, 414–421. [Google Scholar] [CrossRef]
- Zaharia, S.M. The methodology of fatigue lifetime prediction and validation based on accelerated reliability testing of the rotor pitch links. Eksploat. Niezawodn. 2019, 2, 638–644. [Google Scholar] [CrossRef]
- Chang, M.S.; Lee, C.S.; Choi, B.O.; Kang, B.S. Study on validation for accelerated life tests of pneumatic cylinders based on the test results of normal use conditions. J. Mech. Sci. Technol. 2017, 31, 2739–2745. [Google Scholar] [CrossRef]
- Koo, H.J.; Kim, Y.K. Reliability assessment of seat belt webbings through accelerated life testing. Polym. Test. 2005, 24, 309–315. [Google Scholar] [CrossRef]
- Özsoy, S.; Çelik, M.; Kadıoğlu, F.S. An accelerated life test approach for aerospace structural components. Eng. Fail. Anal. 2008, 15, 946–957. [Google Scholar] [CrossRef]
- Nakada, M.; Miyano, Y. Accelerated testing for long-term fatigue strength of various FRP laminates for marine use. Compos. Sci. Technol. 2009, 69, 805–813. [Google Scholar] [CrossRef]
- Miyano, Y.; Nakada, M.; Ichimura, J.; Hayakawa, E. Accelerated testing for long-term strength of innovative CFRP laminates for marine use. Compos. Part B Eng. 2008, 39, 5–12. [Google Scholar] [CrossRef]
- Rajaneesh, A.; Satrio, W.; Chai, G.B.; Sridhar, I. Long-term life prediction of woven CFRP laminates under three point flexural fatigue. Compos. Part B Eng. 2016, 91, 539–547. [Google Scholar] [CrossRef]
- Bank, L.C.; Gentry, T.R.; Barkatt, A. Accelerated Test Methods to Determine the Long-Term Behavior of FRP Composite Structures: Environmental Effects. J. Reinf. Plast. Compos. 1995, 14, 559–587. [Google Scholar] [CrossRef]
- Elsayed, E.A. Reliability Engineering; Addison Wesley Longman: Boston, MA, USA, 1996. [Google Scholar]
- Hahn, G.J.; Meeker, W.Q. How to Plan an Accelerated Life Test (E-Book); ASQ Quality Press: Milwaukee, WI, USA, 2004. [Google Scholar]
- McPherson, J. Accelerated testing. In Electronic Materials Handbook Volume 1: Packaging; ASM International Publishing: Materials Park, OH, USA, 1989; pp. 887–894. [Google Scholar]
- McPherson, J. Reliability Physics and Engineering: Time-to-Failure Modeling; Springer: New York, NY, USA, 2010. [Google Scholar]
- Griffith, A.A. The phenomena of rupture and flow in solids. Philos. Trans. R Soc. Lond. A 1921, 221, 163–198. [Google Scholar]
- Irwin, G. Analysis of stresses and strains near the end of a crack traversing a plate. J. Appl. Mech. 1957, 24, 361–364. [Google Scholar]
- Anderson, T.L. Fracture Mechanics—Fundamentals and Applications, 3rd ed.; CRC: Boca Raton, FL, USA, 2017. [Google Scholar]
- Neuber, H. Theory of stress concentration for shear strained prismatical bodies with arbitrary non-linear stress-strain law. J. Appl. Mech. 1961, 28, 544–550. [Google Scholar] [CrossRef]
- Goodno, B.J.; Gere, J.M. Mechanics of Materials, 9th ed.; Thomson Brooks Cole Learning: Boston, MA, USA, 2020. [Google Scholar]
- Hertzberg, R.W.; Vinci, R.P.; Hertzberg, J.L. Deformation and Fracture Mechanics of Engineering Materials, 6th ed.; John Wiley and Sons Inc.: Hoboken, NJ, USA, 2020. [Google Scholar]
- Reddy, J.N. An Introduction to the Finite Element Method, 4th ed.; McGraw-Hill: New York, NY, USA, 2020. [Google Scholar]
- Courant, R. Variational methods for the solution of problems of equilibrium and vibrations. Bull. Am. Math. Soc. 1943, 49, 1–23. [Google Scholar] [CrossRef] [Green Version]
- Matsuishi, M.; Endo, T. Fatigue of metals subjected to varying stress. Jpn. Soc. Mech. Eng. 1968, 68, 37–40. [Google Scholar]
- Janssens, K.G.F. Universal cycle counting for non-proportional and random fatigue loading. Int. J. Fatigue 2020, 133, 105409. [Google Scholar] [CrossRef]
- Palmgren, A.G. Die Lebensdauer von Kugellagern. Z Ver Dtsch Ing. 1924, 68, 339–341. [Google Scholar]
- IEEE Standard Glossary of Software Engineering Terminology. IEEE STD 610.12-1990. Standards Coordinating Committee of the Computer Society of IEEE. (reaffirmed September 2002). Available online: https://ieeexplore.ieee.org/document/159342 (accessed on 31 December 1990).
- Klutke, G.; Kiessler, P.C.; Wortman, M.A. A critical look at the bathtub curve. IEEE Trans. Reliab. 2015, 52, 125–129. [Google Scholar] [CrossRef]
- Kreyszig, E. Advanced Engineering Mathematics, 10th ed.; John Wiley and Son: Hoboken, NJ, USA, 2011; p. 683. [Google Scholar]
- Grove, A. Physics and Technology of Semiconductor Device, 1st ed.; Wiley International Edition: New York, NY, USA, 1967; p. 37. [Google Scholar]
- Minges, M.L. Electronic materials handbook; ASM International: Cleveland, OH, USA, 1989; Volume 1, p. 888. [Google Scholar]
- Karnopp, D.C.; Margolis, D.L.; Rosenberg, R.C. System Dynamics: Modeling, Simulation, and Control of Mechatronic Systems, 6th ed.; John Wiley & Sons: New York, NY, USA, 2012. [Google Scholar]
- Abernethy, R.B. The New Weibull Handbook; Reliability Analysis Center: North Palm Beach, FL, USA, 2000; pp. 6–12. [Google Scholar]
- Woo, S.; Pecht, M. Failure analysis and redesign of a helix upper dispenser. Eng Fail Anal. 2008, 15, 642–653. [Google Scholar] [CrossRef]
- Woo, S.; O’Neal, D.; Pecht, M. Design of a hinge kit system in a Kimchi refrigerator receiving repetitive stresses. Eng. Fail. Anal. 2009, 16, 1655–1665. [Google Scholar] [CrossRef]
- Woo, S.; O’Neal, D.; Pecht, M. Failure analysis and redesign of the evaporator tubing in a Kimchi refrigerator. Eng. Fail. Anal. 2010, 17, 369–379. [Google Scholar] [CrossRef]
- ASTM A439/A439M–18. Standard Specification for Austenitic Ductile Iron Castings; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Nadot, Y.; Mendez, J.; Ranganathan, N. Influence of casting defects on the fatigue limit of nodular cast iron. Int. J. Fatigue 2004, 26, 311–319. [Google Scholar] [CrossRef]
- Tang, L.C. Multiple-steps Step-stress Accelerated Life Test. In Handbook of Reliability Engineering; Springer: London, UK, 2003; Chapter 24; pp. 441–455. [Google Scholar]
- ASTM A874/A874M-98. Standard Specification for Ferritic Ductile Iron Castings Suitable for Low-Temperature Service; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Neugebauer, G.H. Stress concentration factors and their effect in design. Prod. Eng. NY A 1943, 14, 82–87. [Google Scholar]
- Cinkilic, E.; Yan, X.; Luo, A.A. Modeling Precipitation Hardening and Yield Strength in Cast Al-Si-Mg-Mn Alloys. Metals 2020, 10, 1356. [Google Scholar] [CrossRef]
- Szymczak, T.; Gumienny, G.; Klimek, L.; Goły, M.; Pacyniak, T. Microstructural Characteristics of AlSi9Cu3(Fe) Alloy with High Melting Point Elements. Metals 2020, 10, 1278. [Google Scholar] [CrossRef]
- Li, Q.; Xie, L. Analysis and Optimization of Tooth Surface Contact Stress of Gears with Tooth Profile Deviations, Meshing Errors and Lead Crowning Modifications Based on Finite Element Method and Taguchi Method. Metals 2020, 10, 1370. [Google Scholar] [CrossRef]
- Miao, X.; Liu, X.; Lu, P.; Han, J.; Duan, W.; Wu, M. Influence of Scanning Strategy on the Performances of GO-Reinforced Ti6Al4V Nanocomposites Manufactured by SLM. Metals 2020, 10, 1379. [Google Scholar] [CrossRef]
- Raja, A.; Chukka, S.T.; Jayaganthan, R. Prediction of Fatigue Crack Growth Behavior in Ultrafine Grained Al 2014 Alloy Using Machine Learning. Metals 2020, 10, 1349. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Modules | Market Data | Expected Reliability | Targeted Reliability | |||||
|---|---|---|---|---|---|---|---|---|
| Yearly Failure Rate, %/Year | BX Life, Year | Yearly Failure Rate, %/Year | BX Life, Year | Yearly Failure Rate, %/Year | BX Life, Year | |||
| A | 0.35 | 2.9 | Similar | ×1 | 0.35 | 2.9 | 0.10 | 10(BX = 1.0) |
| B | 0.24 | 4.2 | New | ×5 | 1.20 | 0.83 | 0.10 | 10(BX = 1.0) |
| C | 0.30 | 3.3 | Similar | ×1 | 0.30 | 3.33 | 0.10 | 10(BX = 1.0) |
| D | 0.31 | 3.2 | Modified | ×2 | 0.62 | 1.61 | 0.10 | 10(BX = 1.0) |
| E | 0.15 | 6.7 | Modified | ×2 | 0.30 | 3.33 | 0.10 | 10(BX = 1.0) |
| Others | 0.50 | 10.0 | Similar | ×1 | 0.50 | 10.0 | 0.50 | 10(BX = 5.0) |
| Product | 1.9 | 2.9 | - | - | 3.27 | 0.83 | 1.00 | 10(BX = 10) |
| System | Effort, e(t) | Flow, f(t) |
|---|---|---|
| Mechanical translation | Force, F(t) | Velocity, V(t) |
| Mechanical rotation | Torque, τ(t) | Angular velocity, ω(t) |
| Compressor, Pump | Pressure difference, ΔP(t) | Volume flow rate, Q(t) |
| Electric | Voltage, V(t) | Current, i(t) |
| Magnetic | Magneto-motive force, em | Magnetic flux, φ |
| Parametric ALT | 1st ALT | 2nd ALT | 3rd ALT |
|---|---|---|---|
| Initial Design | Second Design | Last Design | |
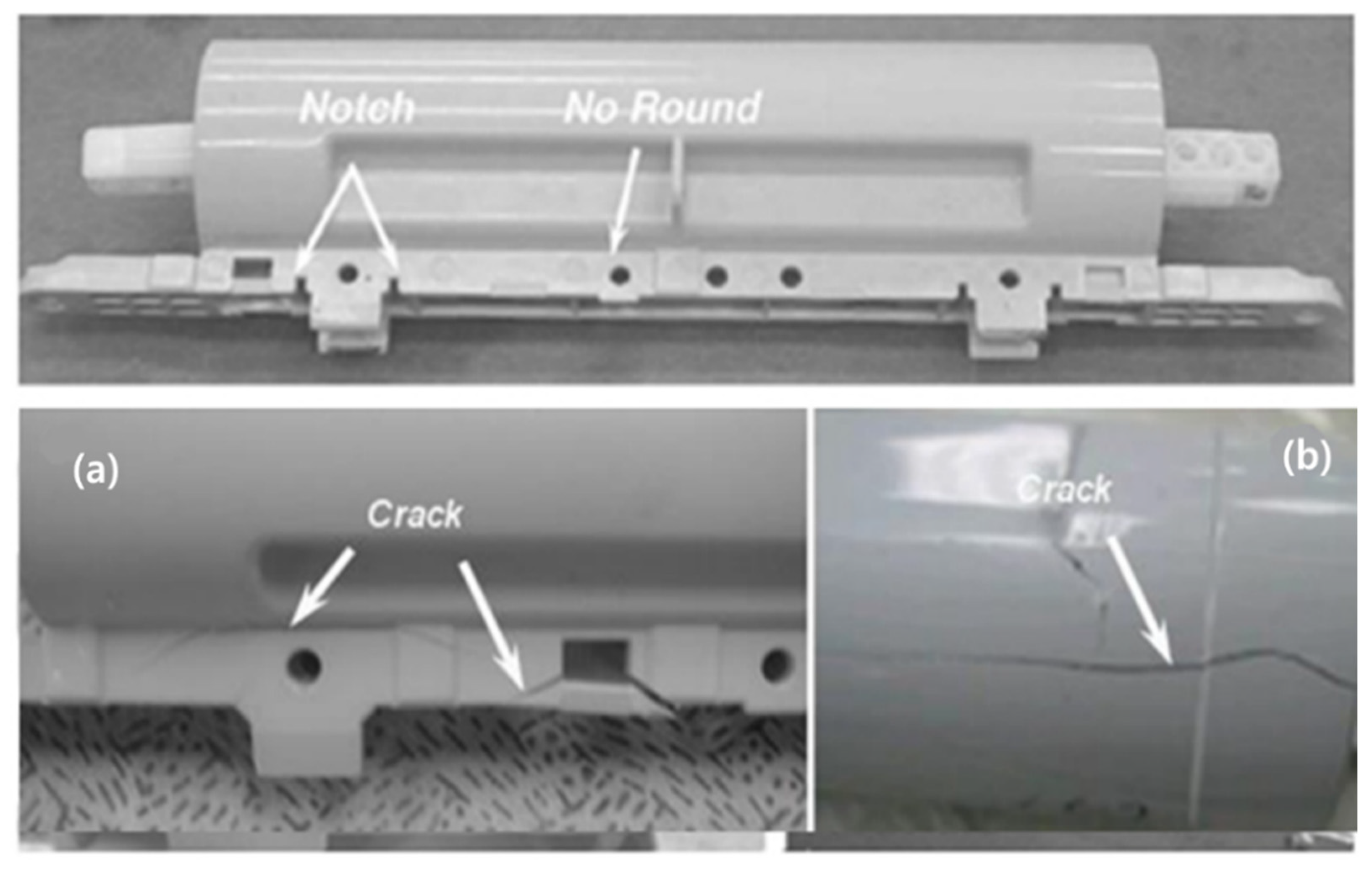
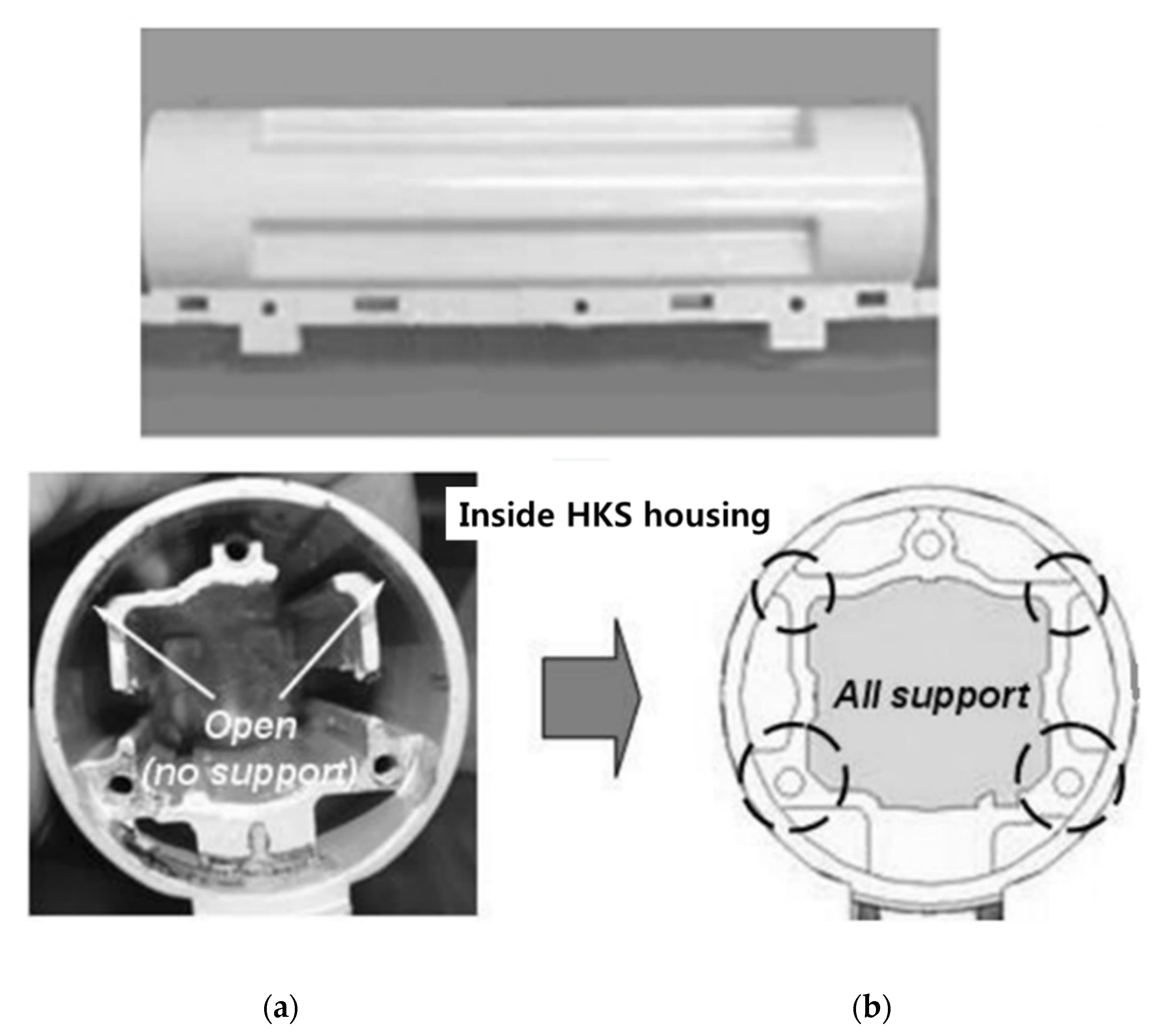
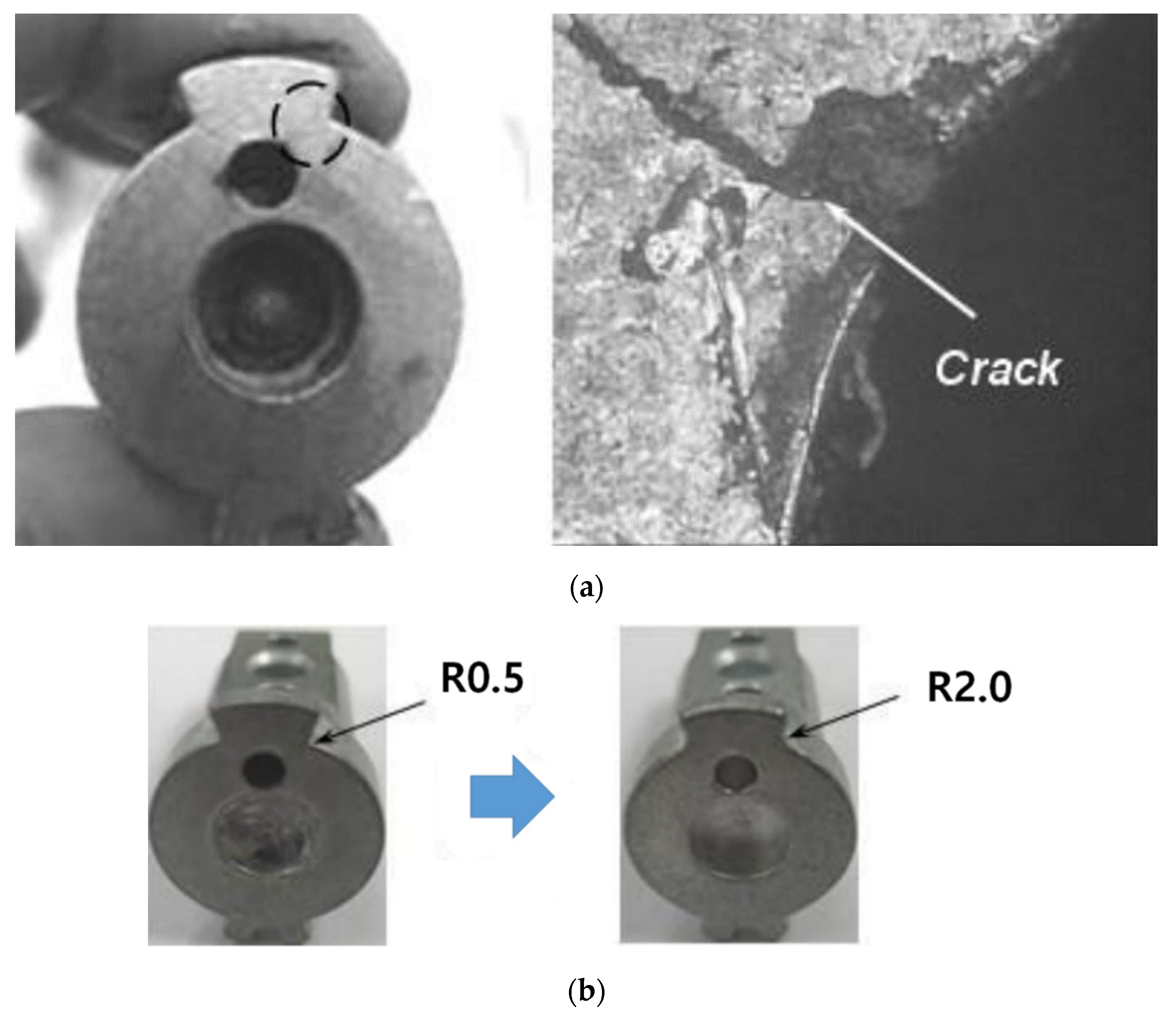
| In 23,000 cycles, there are no problems in the HKS | 3000 cycles: 2/6 Fracture (HKS Housing) | 12,000 cycles: 4/6 crack (Torsional Shaft) | 23,000 cycles:6/6 OK 41,000 cycles:6/6 OK |
| HKS Structure |   | - | |
| Action plans | C1: No → 2 support ribs | C2: R0.5mm → R2.0mm Roundness corner of torsional shaft | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Woo, S.; O’Neal, D.L.; Woldemichael, D.E.; Atnaw, S.M.; Tulu, M.M. Improving the Fatigue of Newly Designed Mechanical System Subjected to Repeated Impact Loading. Metals 2021, 11, 139. https://doi.org/10.3390/met11010139
Woo S, O’Neal DL, Woldemichael DE, Atnaw SM, Tulu MM. Improving the Fatigue of Newly Designed Mechanical System Subjected to Repeated Impact Loading. Metals. 2021; 11(1):139. https://doi.org/10.3390/met11010139
Chicago/Turabian StyleWoo, Seongwoo, Dennis L. O’Neal, Dereje Engida Woldemichael, Samson Mekbib Atnaw, and Muluneh Mekonnen Tulu. 2021. "Improving the Fatigue of Newly Designed Mechanical System Subjected to Repeated Impact Loading" Metals 11, no. 1: 139. https://doi.org/10.3390/met11010139