Effect of Cooling Rate on Microstructure and Properties of Twin-Roll Casting 6061 Aluminum Alloy Sheet

Abstract
:1. Introduction
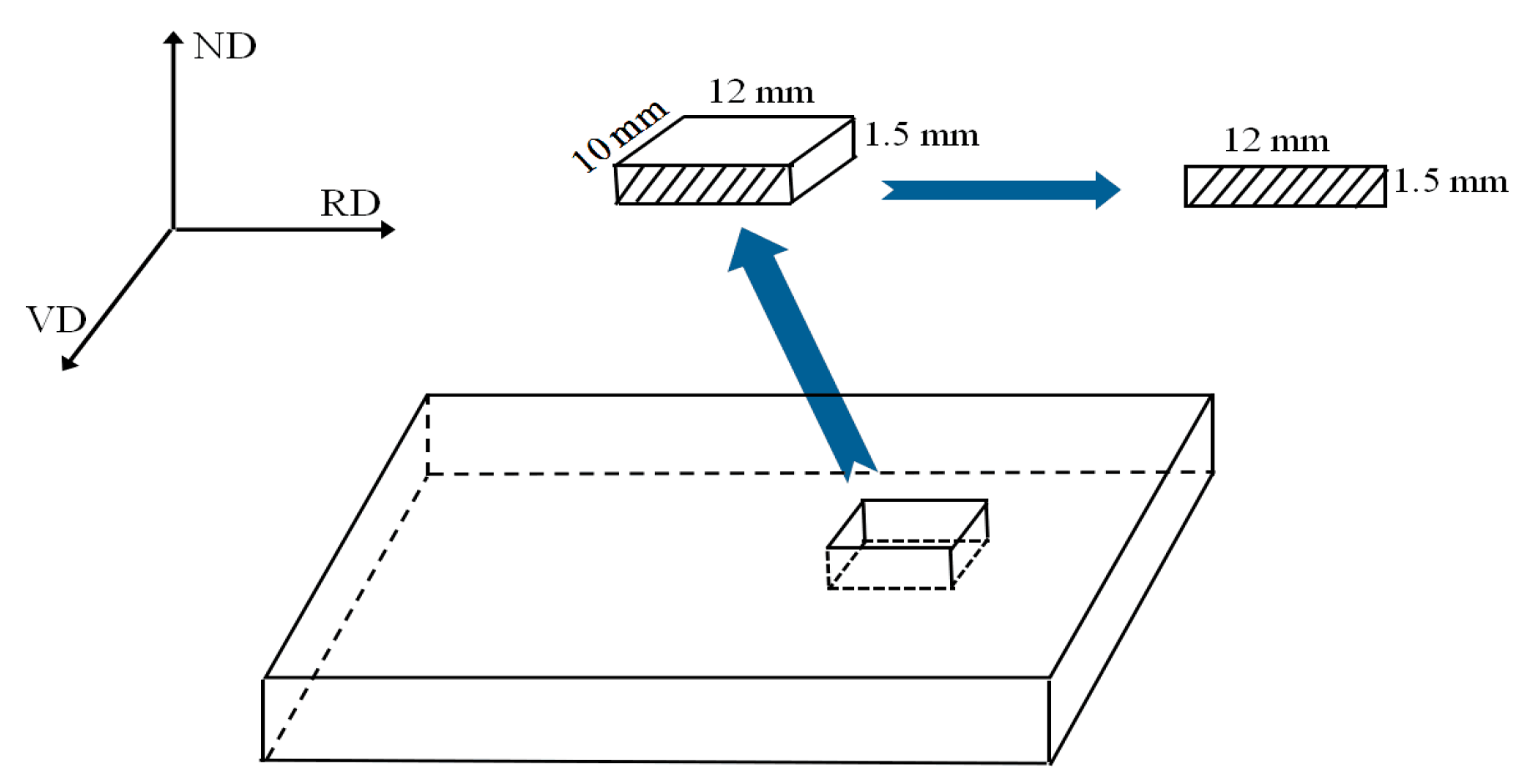
2. Experimental Procedures
3. Result and Discussion
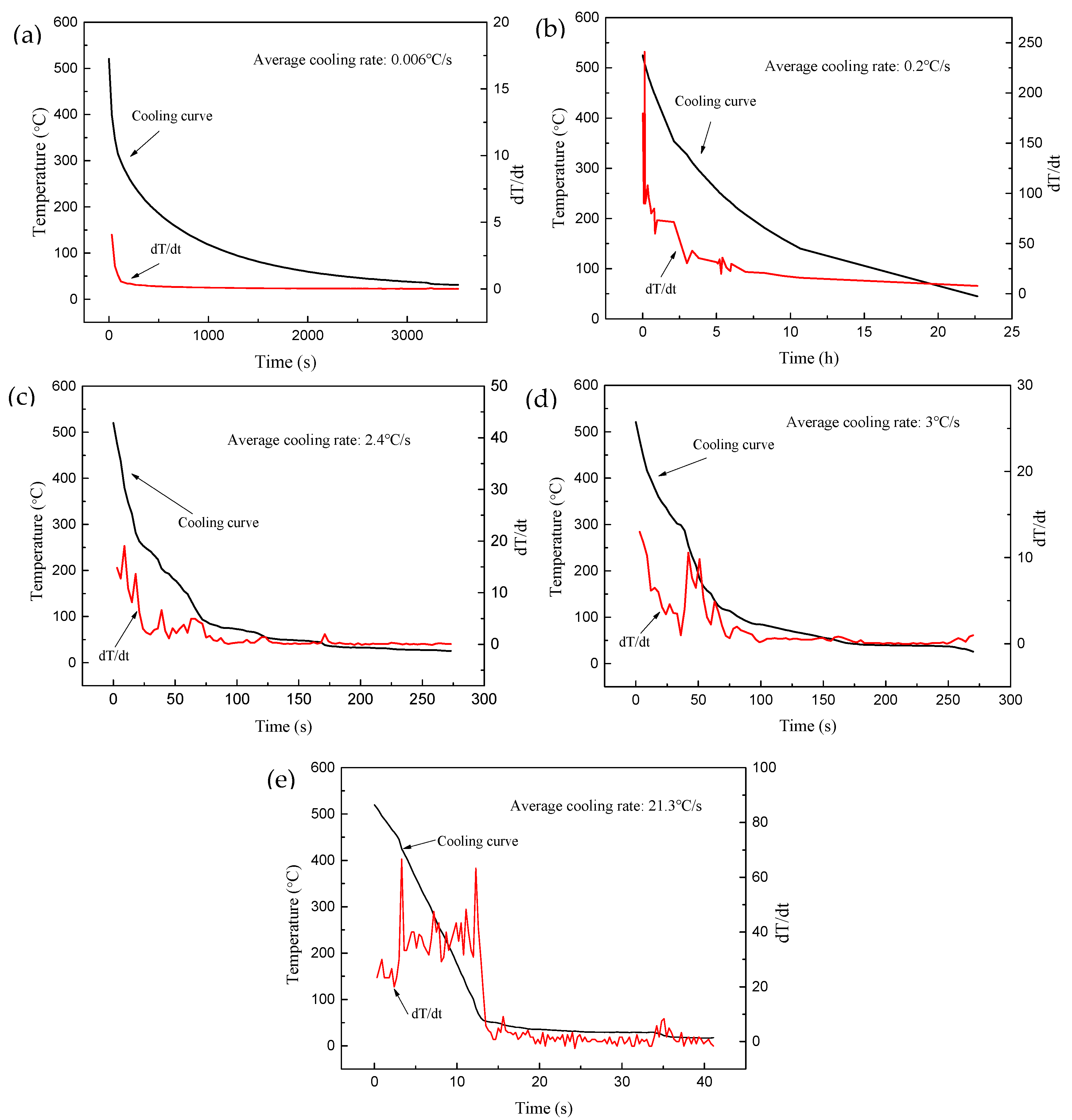
3.1. Determination of Cooling Rate
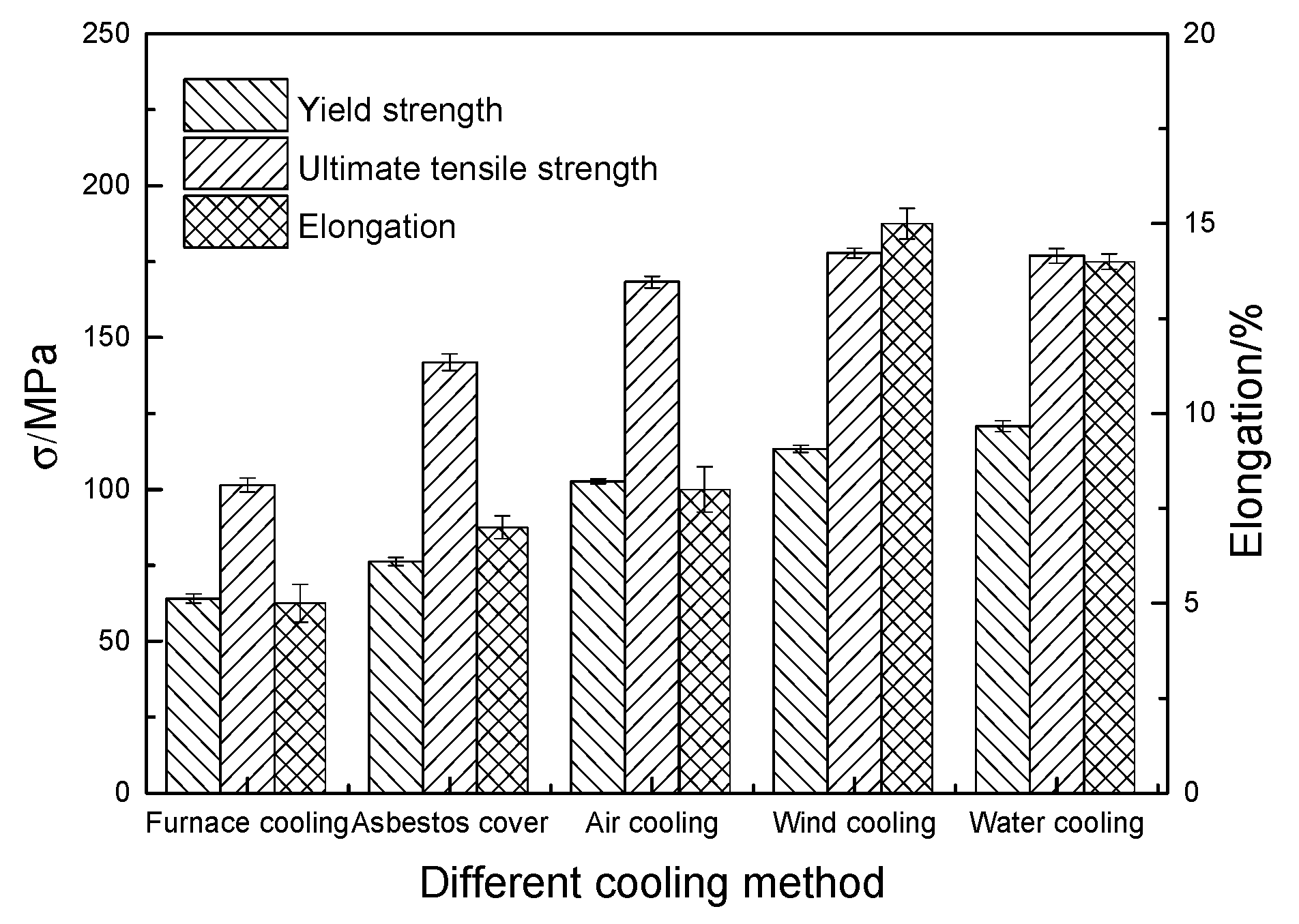
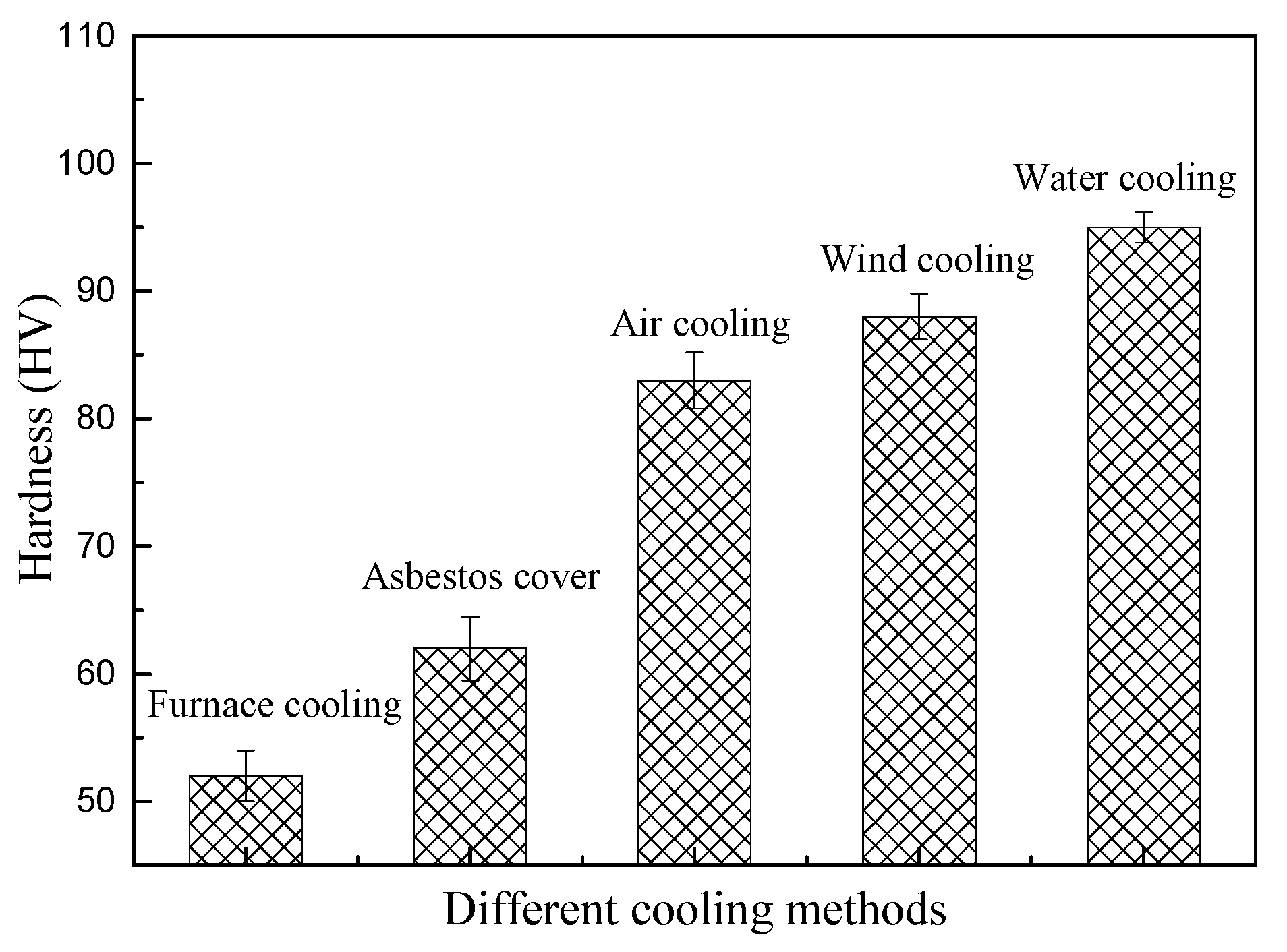
3.2. Influence of Different Cooling Rates on the Properties of Twin-Roll Casting 6061 Aluminum Alloy
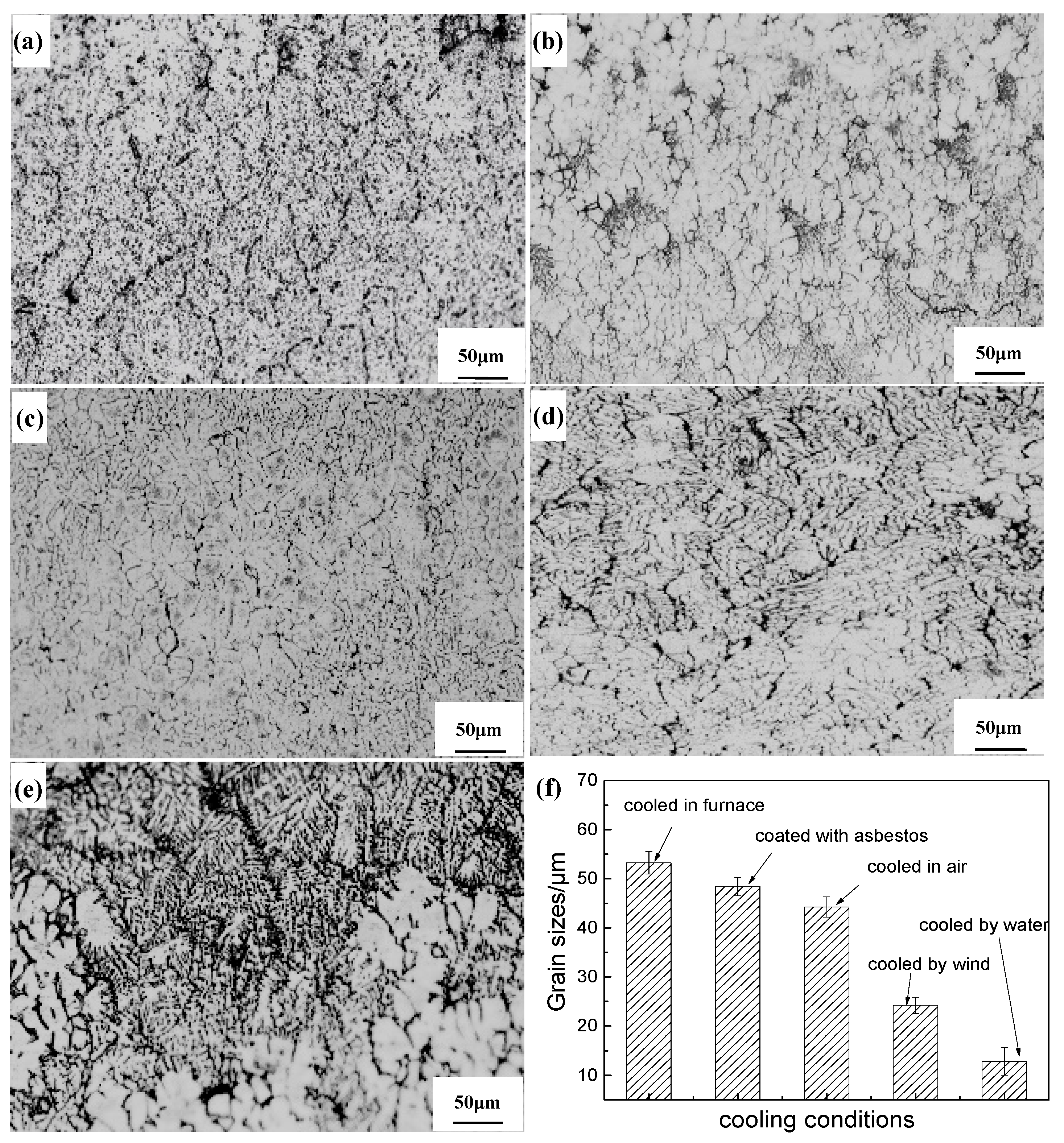
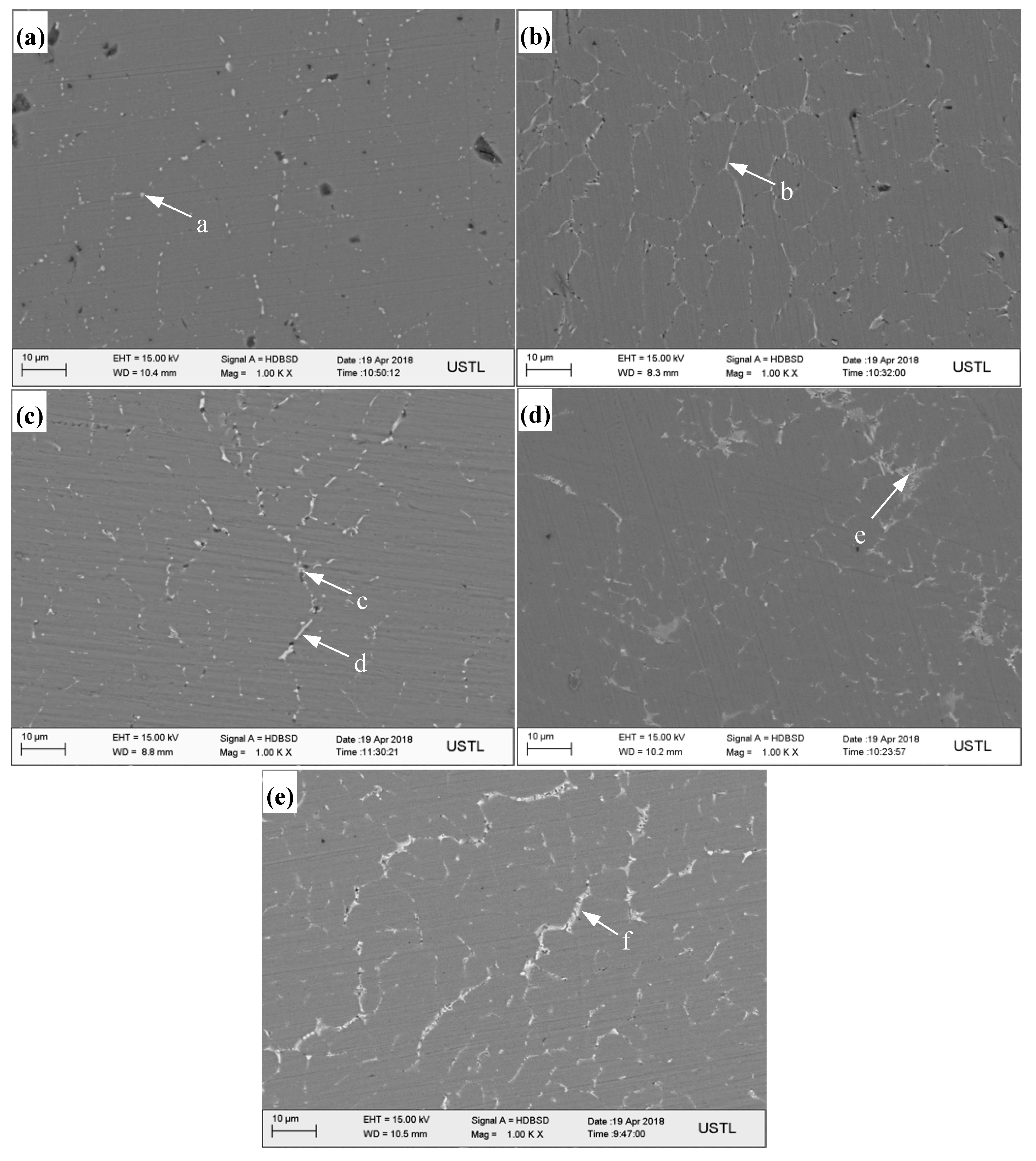
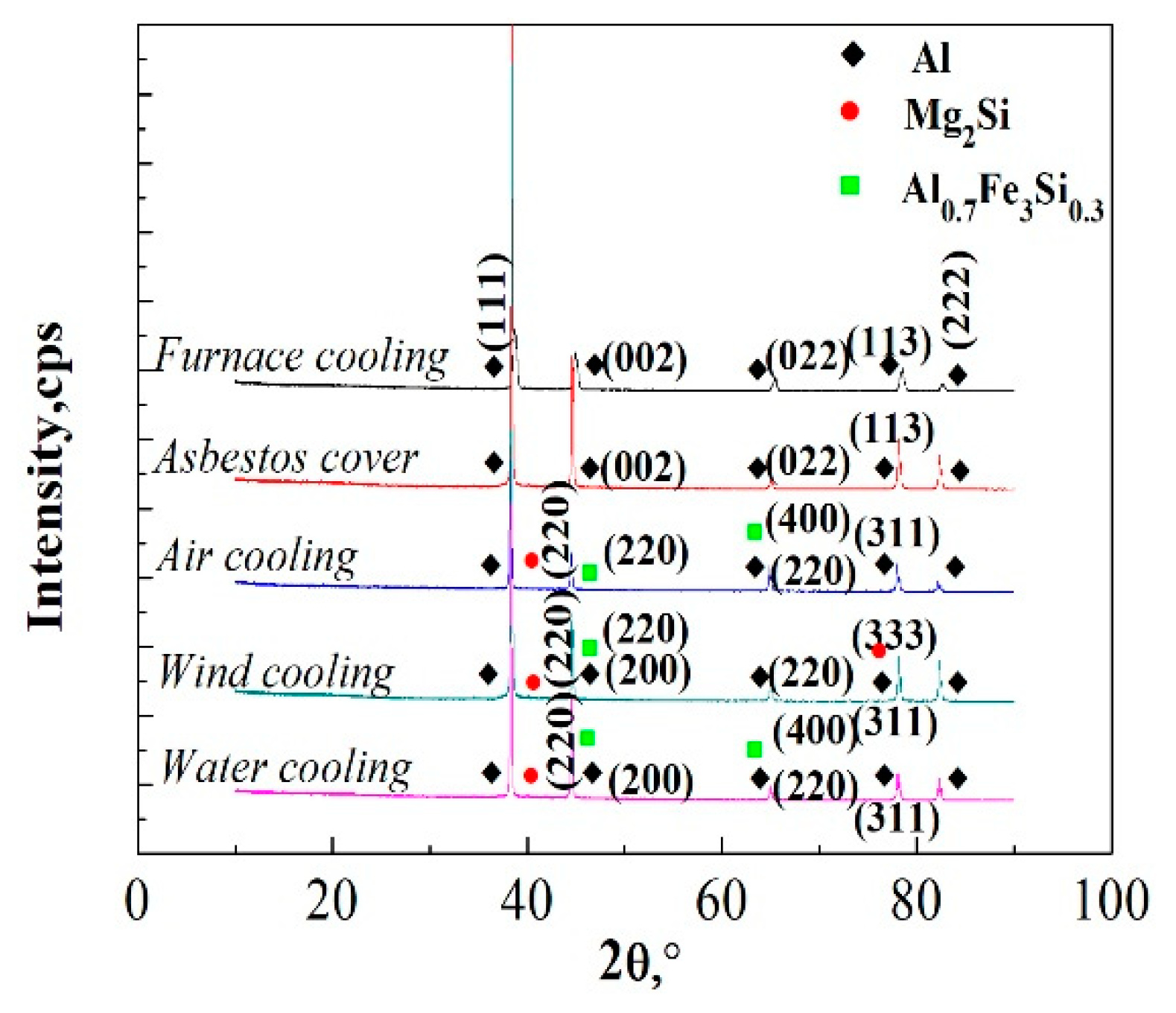
3.3. Influence of Different Cooling Rates on the Micro-Structure of Twin-Roll Casting 6061 Aluminum Alloy
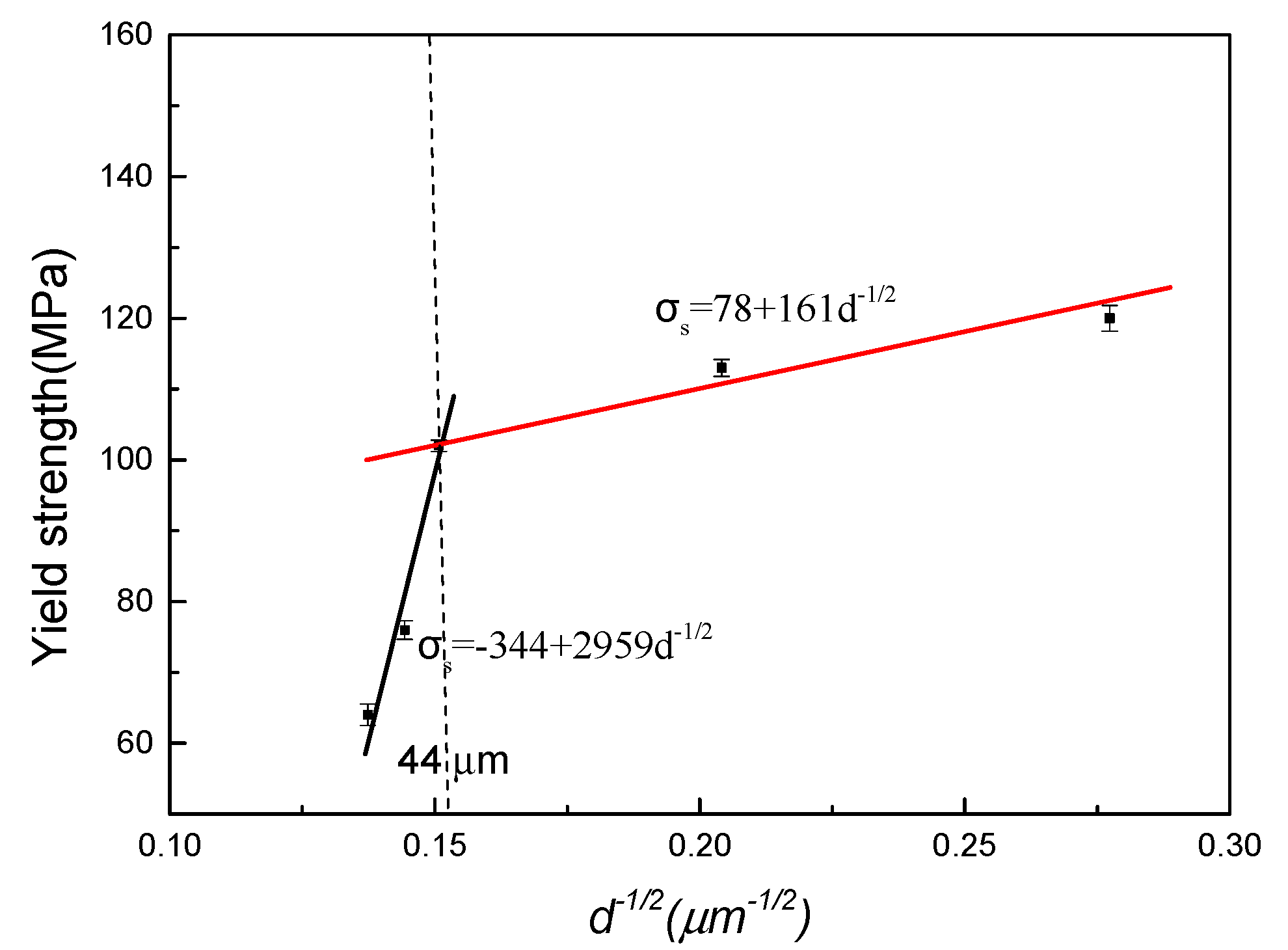
3.4. Hall–Petch Relation of Strength and Grain Size
3.5. Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sajadifar, S.V.; Moeini, G.; Scharifi, E.; Lauhoff, C.; Bohm, S.; Niendorf, T. On the effect of quenching on postweld heat treatment of friction-stir-welded aluminum 7075 Alloy. J. Mater. Eng. Perform. 2019, 28, 5255–5265. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Scharifi, E.; Weidig, U.; Steinhoff, K.; Niendorf, T. Effect of tool temperature on mechanical properties and microstructure of thermo-mechanically processed AA6082 and AA7075 aluminum alloys. J. Heat Treat. Mater. 2020, 75, 177–191. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Scharifi, E.; Weidig, U.; Steinhoff, K.; Niendorf, T. Performance of thermo-mechanically processed AA7075 alloy at elevated temperatures—From microstructure to mechanical properties. Metals 2020, 10, 884. [Google Scholar] [CrossRef]
- Zhong, H.; Paul, P.A.; Cao, L.; Estrin, Y. The influence of Mg/Si ratio and Cu content on the stretch formability of 6xxx aluminium alloys. Mater. Sci. Eng. A 2016, 651, 688–697. [Google Scholar] [CrossRef]
- Rao, P.N.; Kaurwar, A.; Singh, D.; Jayaganthan, R. Enhancement in strength and ductility of Al-Mg-Si alloy by cryorolling followed by warm rolling. Procedia Eng. 2014, 75, 123–128. [Google Scholar] [CrossRef] [Green Version]
- Lee, K.; Woo, K. Effect of the hot-rolling microstructure on texture and surface roughening of Al-Mg-Si series aluminum alloy sheets. Met. Mater. Int. 2011, 17, 689–695. [Google Scholar] [CrossRef]
- Zhong, H.; Rometsch, P.; Estrin, Y. Effect of alloy composition and heat treatment on mechanical performance of 6xxx aluminum alloys. Trans. Nonferr. Met. Soc. Chin. 2014, 24, 2174–2178. [Google Scholar] [CrossRef]
- Haga, T.; Kumai, S.; Watari, H. Strip casting of recycled aluminum alloys by a twin roll caster. Waste Biomass Valoriz. 2012, 3, 419–424. [Google Scholar] [CrossRef]
- Ozturk, F.; Sisman, A.; Toros, S.; Kilic, S.; Picu, R.C. Influence of aging treatment on mechanical properties of 6061 aluminum alloy. Mater. Des. 2010, 31, 972–975. [Google Scholar] [CrossRef]
- Neh, K.; Ullmann, M.; Oswald, M.; Berge, F.; Kawalla, R. Twin roll casting and strip rolling of several magnesium alloys. Mater. Today Proc. 2015, 2, S45–S52. [Google Scholar] [CrossRef]
- Son, S.G.; Kim, H.K.; Cho, J.H.; Kim, H.W.; Lee, J.C. Differential speed rolling of twin-roll-cast 6xxx al alloy strips and its influence on the sheet formability. Met. Mater. Int. 2016, 22, 1–10. [Google Scholar] [CrossRef]
- Cho, J.H.; Kim, H.W.; Lim, C.Y.; Kang, S.B. Microstructure and mechanical properties of Al-Si-Mg alloys fabricated by twin roll casting and subsequent symmetric and asymmetric rolling. Met. Mater. Int. 2014, 20, 647–652. [Google Scholar] [CrossRef]
- Shabestari, S.G.; Malekan, M. Thermal analysis study of the effect of the cooling rate on the microstructure and solidification parameters of 319 aluminum alloy. Can. Metall. Q. 2005, 44, 305–312. [Google Scholar] [CrossRef]
- Benjunior, B.; Ahmad, A.H.; Rashidi, M.M.; Reza, M.S. Effect of different cooling rates condition on thermal profile and microstructure of aluminium 6061. Procedia Eng. 2017, 184, 298–305. [Google Scholar] [CrossRef] [Green Version]
- Jatimurti, W.; Alexander, B.; Wibisono, A.T. Effect of degassing time and cooling rate on microstructure and porosity of aluminum 6061 alloy using sand casting method. Mater. Sci. Forum 2019, 964, 124–129. [Google Scholar] [CrossRef]
- Jiang, C.C.; Rui, Y.N. Thermodynamic behavior research analysis of twin-roll casting lead alloy strip process. Chin. J. Mech. Eng. 2017, 30, 352–362. [Google Scholar] [CrossRef]
- Lai, Z.M.; Ye, D. Effect of cooling method and aging treatment on the microstructure and mechanical properties of Sn–10Bi solder alloy. J. Mater. Sci. Mater. Electron. 2015, 27, 1–10. [Google Scholar] [CrossRef]
- Xu, C.L.; Jiang, Q.C. Morphologies of primary silicon in hypereutectic Al–Si alloys with melt overheating temperature and cooling rate. Mater. Sci. Eng. A 2006, 437, 451–455. [Google Scholar] [CrossRef]
- Ou, M.G.; Zhang, S.; Song, H.C.; Liang, Y.L. Effects of different cooling methods on microstructure and mechanical properties of TC4 alloy. In Effects of Different Cooling Methods on Microstructure and Mechanical Properties of TC4 Alloy, Proceedings of the Chinese Materials Conference, Yinchuan, China, 6–12 July 2017; Springer: Singapore, 2017; pp. 539–547. [Google Scholar]
- Eskin, D.; Du, Q.; Ruvalcaba, D.; Katgerman, L. Experimental study of structure formation in binary Al-Cu alloys at different cooling rates. Mater. Sci. Eng. A 2005, 405, 1–10. [Google Scholar] [CrossRef]
- Grydin, O.; Stolbchenko, M.; Schaper, M. Deformation zone length and plastic strain in twin-roll casting of strips of Al-Mg-Si alloy. JOM 2017, 69, 1–5. [Google Scholar] [CrossRef]
- Islam, M.N.; Boswell, B. Effect of cooling methods on cutting temperature, cutting force and hole quality in drilling of three ferrous alloys. J. Phys. Conf. Ser. 2016, 114, 12–22. [Google Scholar] [CrossRef]
- Hichem, F.; Rebai, G. Study of dispersoid particles in two Al–Mg–Si aluminium alloys and their effects on the recrystallization. Appl. Phys. A 2015, 119, 1–5. [Google Scholar] [CrossRef]
- Zhang, X.K.; Guo, M.X.; Zhang, J.S.; Zhuang, L.Z. Dissolution of precipitates during solution treatment of Al-Mg-Si-Cu alloys. Metall. Mater. Trans. B 2016, 47, 608–620. [Google Scholar] [CrossRef]
- Gao, G.J.; He, C.; Li, Y.; Li, J.D.; Wang, Z.D.; Misra, R.D.K. Influence of different solution methods on microstructure, precipitation behavior and mechanical properties of Al–Mg–Si alloy. Trans. Nonfer. Met. Soc. Chin. 2018, 28, 839–847. [Google Scholar] [CrossRef]
- Liu, S.D.; You, J.H.; Zhang, X.M.; Deng, Y.L.; Yuan, Y.B. Influence of cooling rate after homogenization on the flow behavior of aluminum alloy 7050 under hot compression. Met. Mater. Int. 2012, 18, 679–683. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Yi, Y.P.; Huang, S.Q.; Dong, F. Influence of quenching cooling rate on residual stress and tensile properties of 2A14 aluminum alloy forgings. Mater. Sci. Eng. A 2016, 674, 658–665. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: II characteristics of the luders deformation. Proc. Phys. Soc. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Wang, H.Y.; Xue, E.S.; Xiao, W.; Liu, Z.; Li, J.B.; Jiang, Q.C. Influence of grain size on deformation mechanisms in rolled Mg-3Al-3Sn alloy at room temperature. Mater. Sci. Eng. A 2011, 528, 8790–8794. [Google Scholar] [CrossRef]
- Chen, R.; Shi, Y.F.; Xu, Q.Y.; Liu, B.C. Effect of cooling rate on solidification parameters and microstructure of Al-7Si-0.3Mg-0.15Fe alloy. Trans. Nonferr. Met. Soc. Chin. 2014, 24, 1645–1652. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Mg | Si | Cu | Cr | Fe | Mn | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| wt % | 0.834 | 0.594 | 0.194 | 0.051 | 0.182 | 0.028 | 0.023 | 0.016 | 98.078 |
| Elements/Atomic Fraction | Al | Si | Fe | Mg | Cu | Ni | O |
|---|---|---|---|---|---|---|---|
| a | 87.33 | 1.63 | 3.51 | 0 | 0 | 2.96 | 4.57 |
| b | 89.06 | 3.57 | 2.96 | 1.41 | 0 | 0 | 3.00 |
| c | 84.22 | 4.95 | 0.62 | 7.17 | 0 | 0 | 3.03 |
| d | 70.79 | 8.63 | 5.02 | 7.22 | 0 | 0 | 8.33 |
| e | 72.73 | 10.45 | 3.29 | 7.38 | 0.76 | 0 | 5.41 |
| f | 74.65 | 9.75 | 4.37 | 5.80 | 1.48 | 0 | 3.95 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Z.; Wang, S.; Wang, H.; Song, H.; Li, S.; Chen, X. Effect of Cooling Rate on Microstructure and Properties of Twin-Roll Casting 6061 Aluminum Alloy Sheet. Metals 2020, 10, 1168. https://doi.org/10.3390/met10091168
Xu Z, Wang S, Wang H, Song H, Li S, Chen X. Effect of Cooling Rate on Microstructure and Properties of Twin-Roll Casting 6061 Aluminum Alloy Sheet. Metals. 2020; 10(9):1168. https://doi.org/10.3390/met10091168
Chicago/Turabian StyleXu, Zhen, Sixue Wang, Hongbin Wang, Hua Song, Shengli Li, and Xingyu Chen. 2020. "Effect of Cooling Rate on Microstructure and Properties of Twin-Roll Casting 6061 Aluminum Alloy Sheet" Metals 10, no. 9: 1168. https://doi.org/10.3390/met10091168