Numerical Analysis of Radiative Heat Transfer and Direct Reduction of Three-Dimensional Multilayer Ellipsoidal Carbon-Containing Pellet Unit in the Rotary Hearth Furnace

Abstract
:1. Introduction
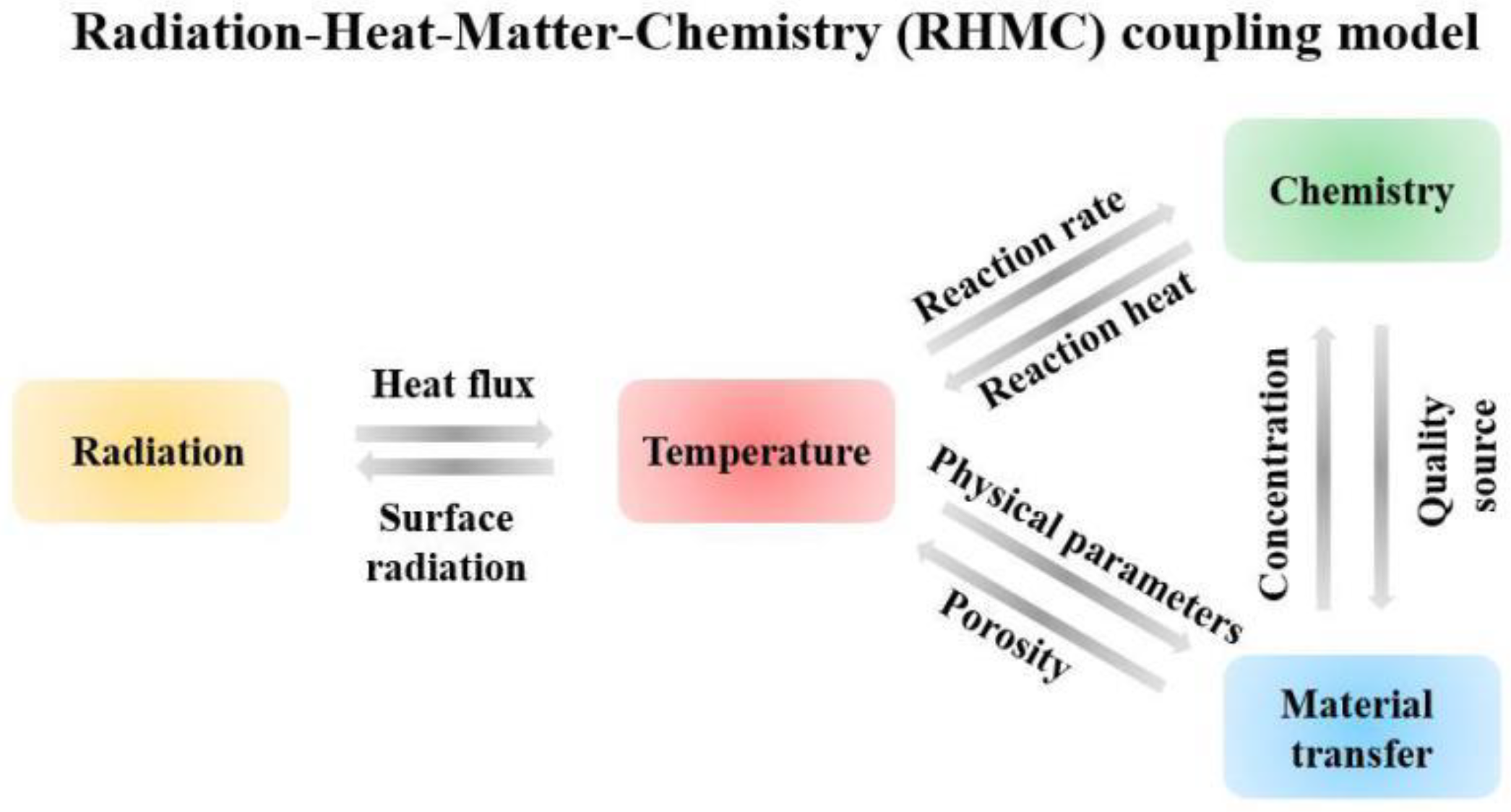
2. Model Establishment and Validation
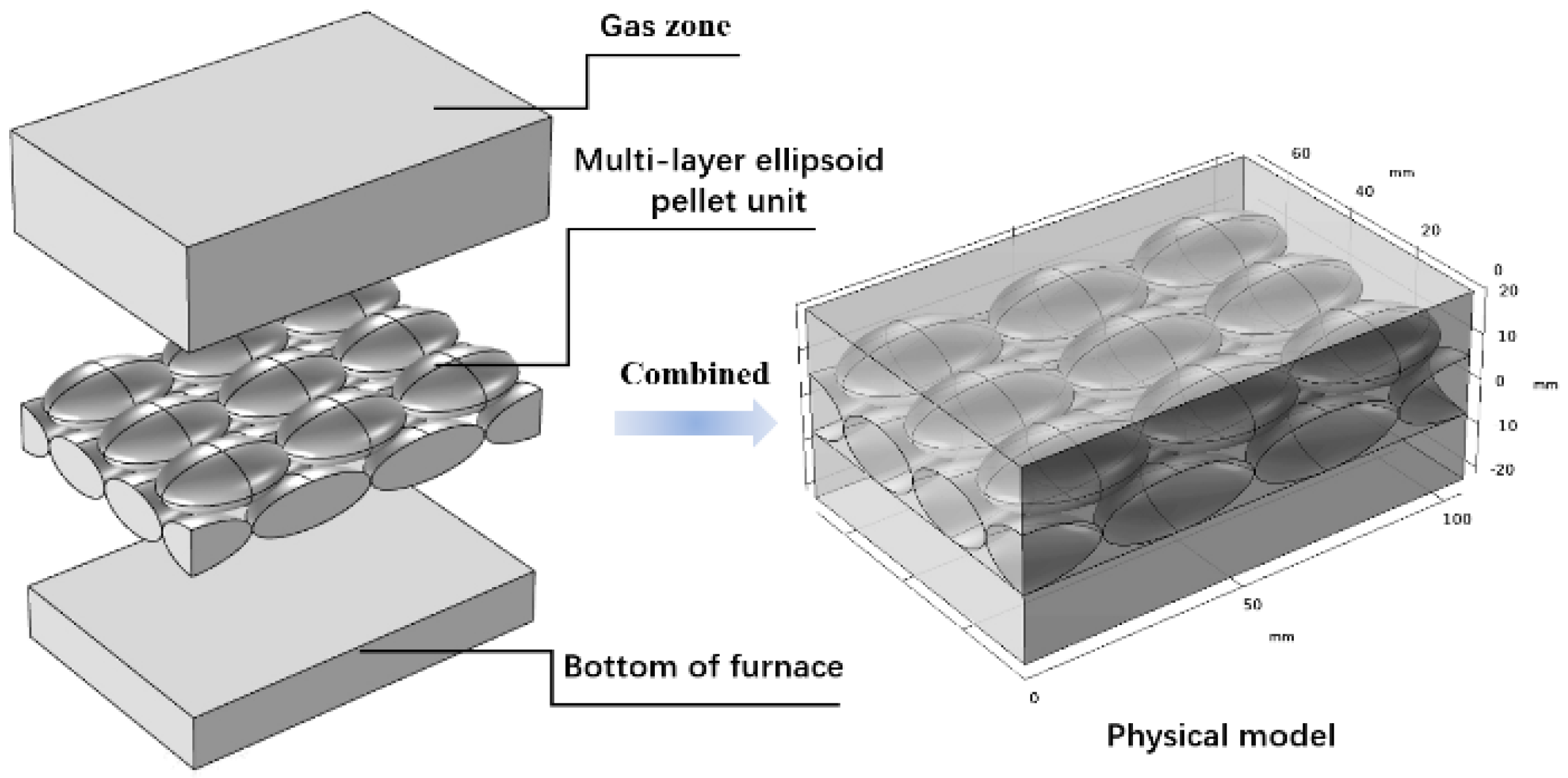
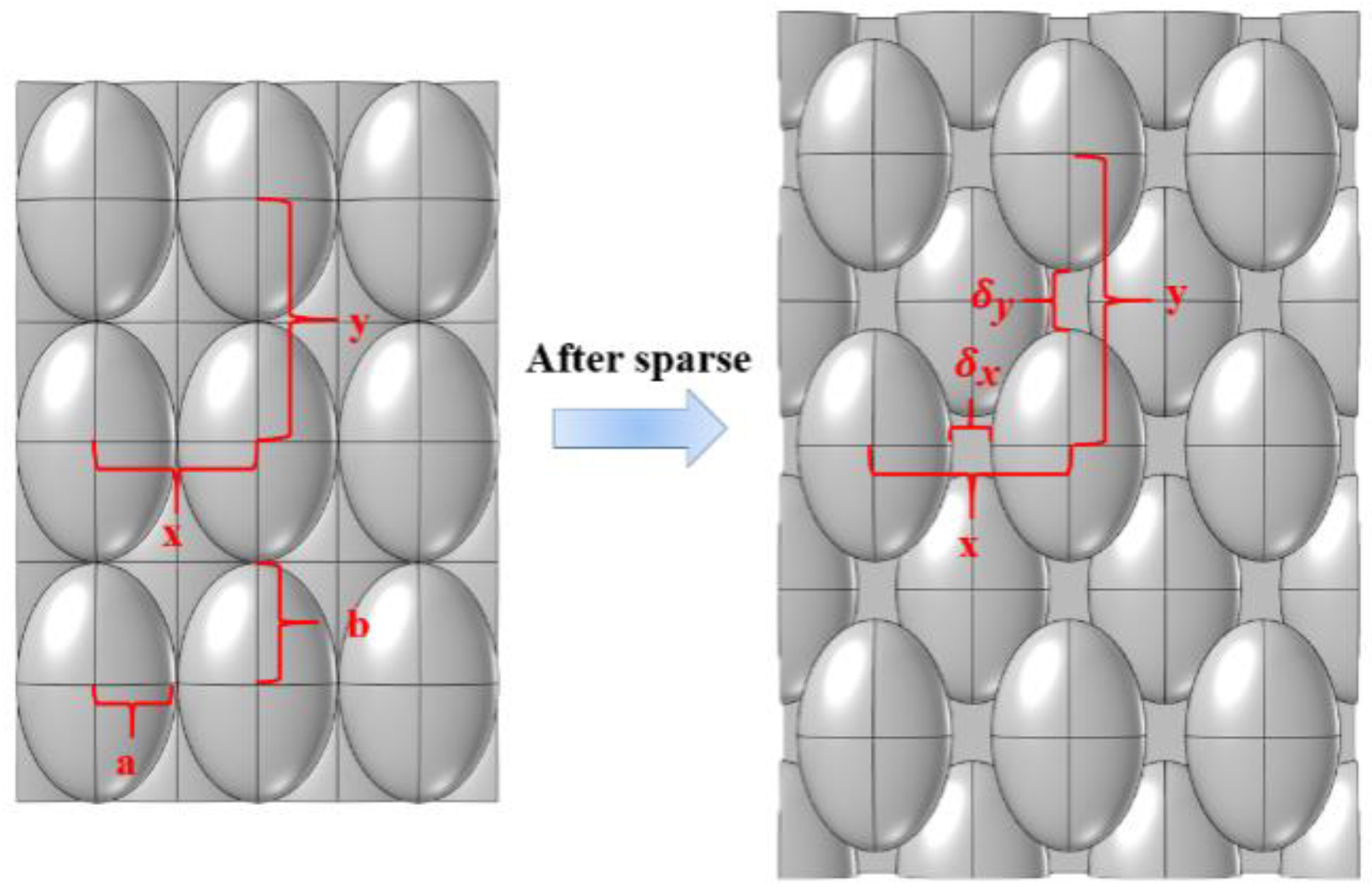
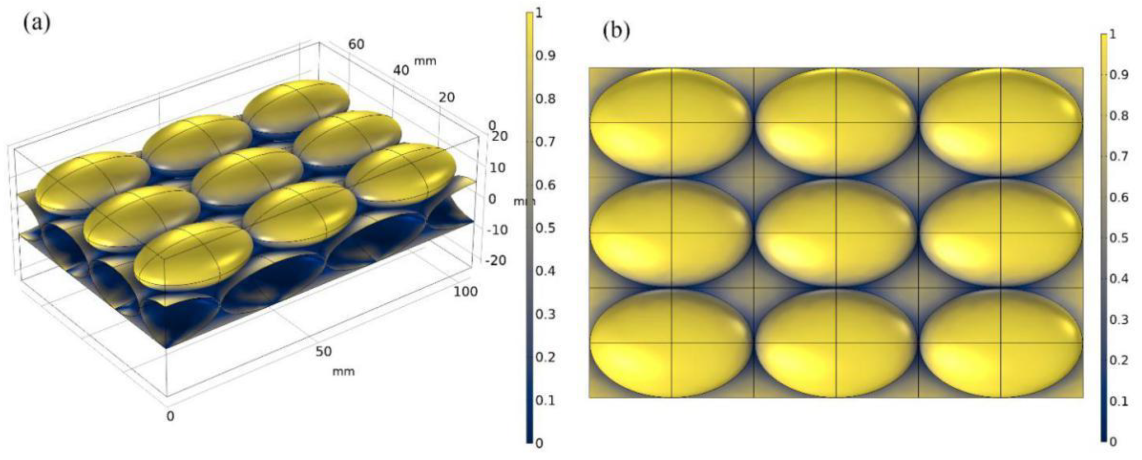
2.1. Physical Model and Assumptions
- (1)
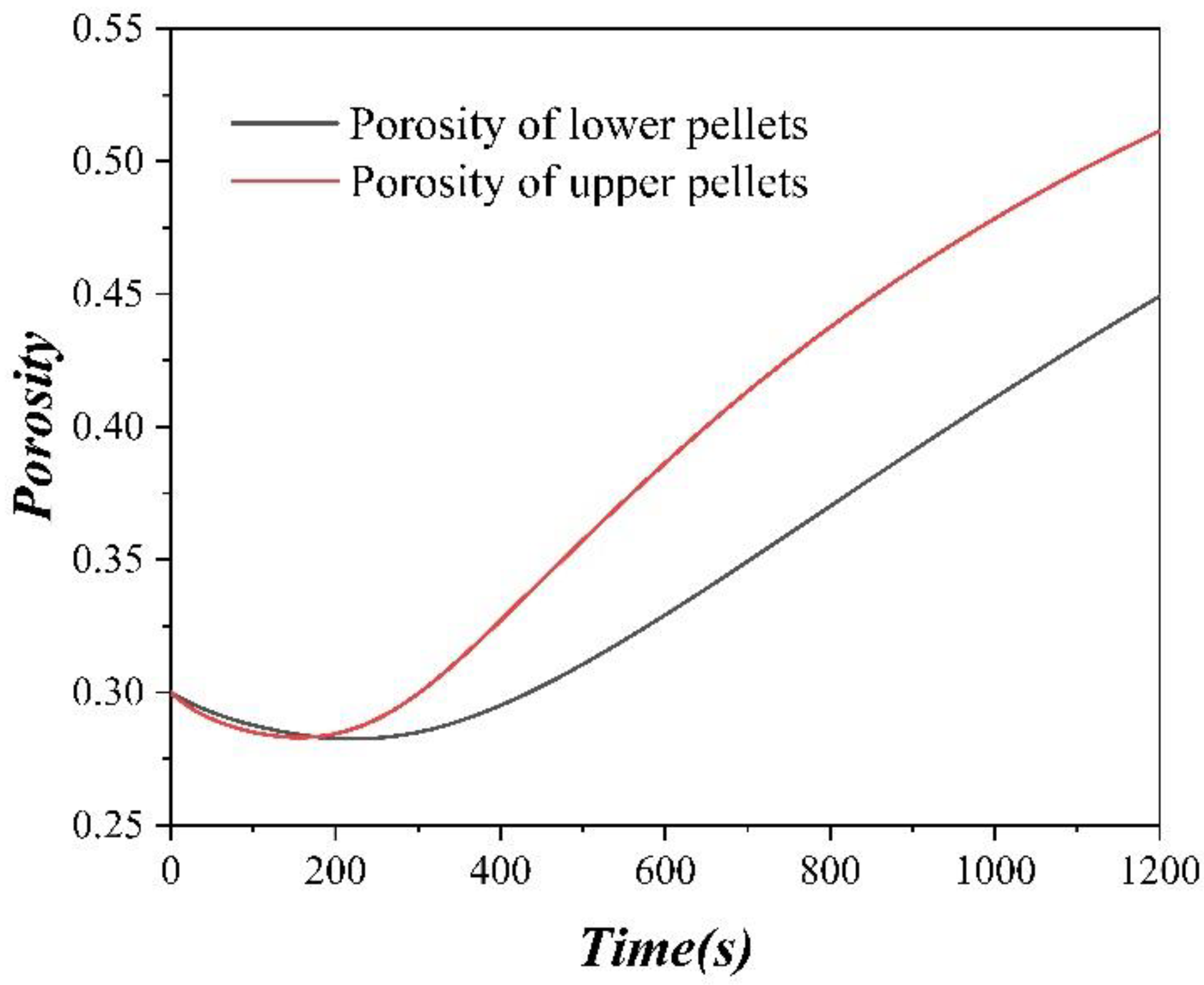
- During the reduction process, the volume and shape of the pellet bed remain unchanged, and only the porosity variation is considered.
- (2)
- The pellets used in the bed are of a porous structure. The gas and solid at the same pellet position are in a local thermal equilibrium state [16].
- (3)
- The pressure inside the pellet is constant, ignoring the reoxidation of iron.
- (4)
- (Initially, the material distribution inside the carbon-containing pellets is even.
- (5)
- In particular, the gas velocity around the pellet is small, the influence of convective heat transfer is ignored, and only the heat conduction effect of the gas is considered.
- (6)
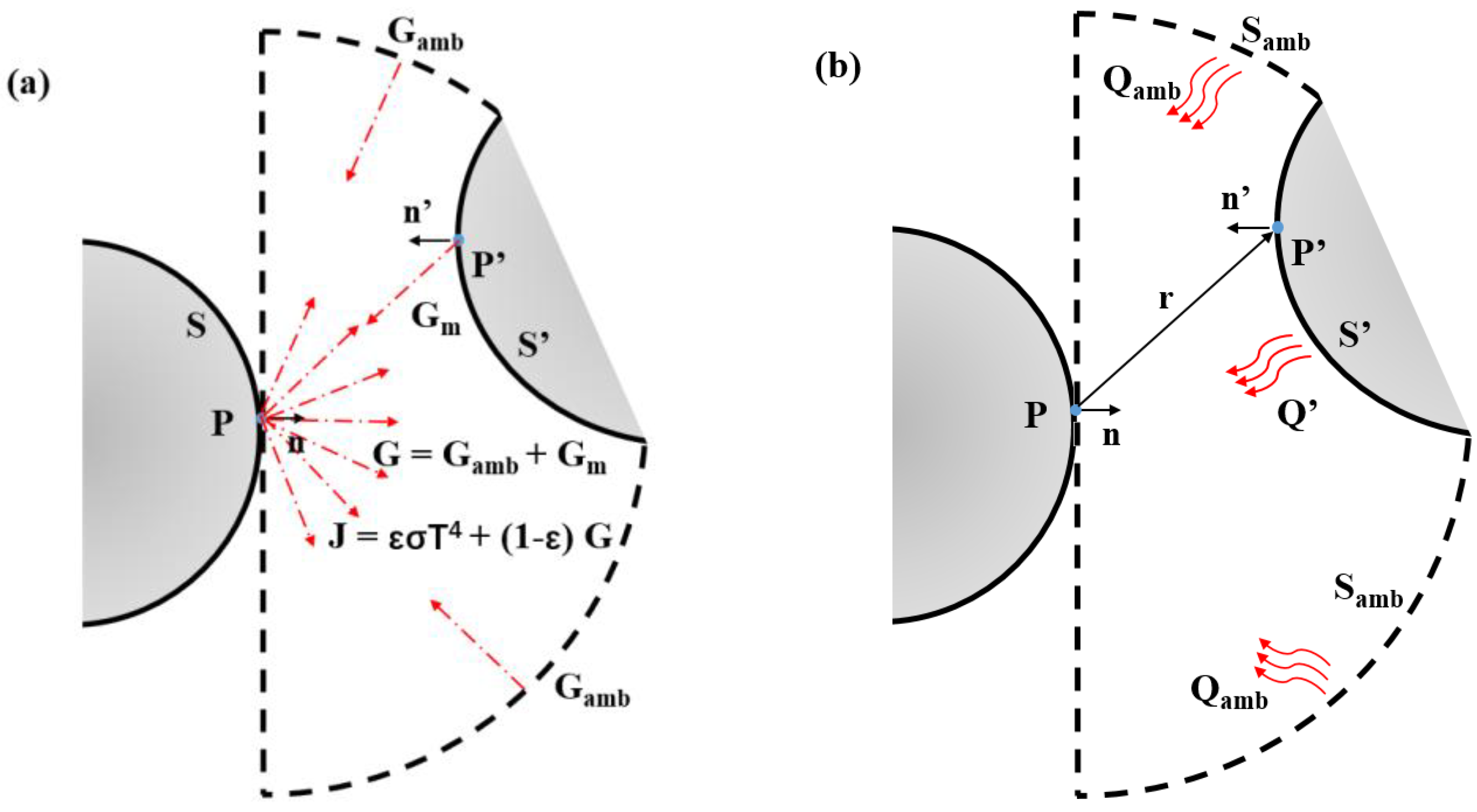
- Ignore the radiation absorption by the gas, and the existence of the gas domain does not affect the propagation of the radiation.
- (7)
- It is assumed that the bottom of the furnace is a flat structure, and the material is sand.
2.2. Surface Radiation Model and Calculation of the View Factor
2.3. Establishment of the Heat Transfer Model
2.4. Porous Media Mass Transfer and Chemical Reaction Model
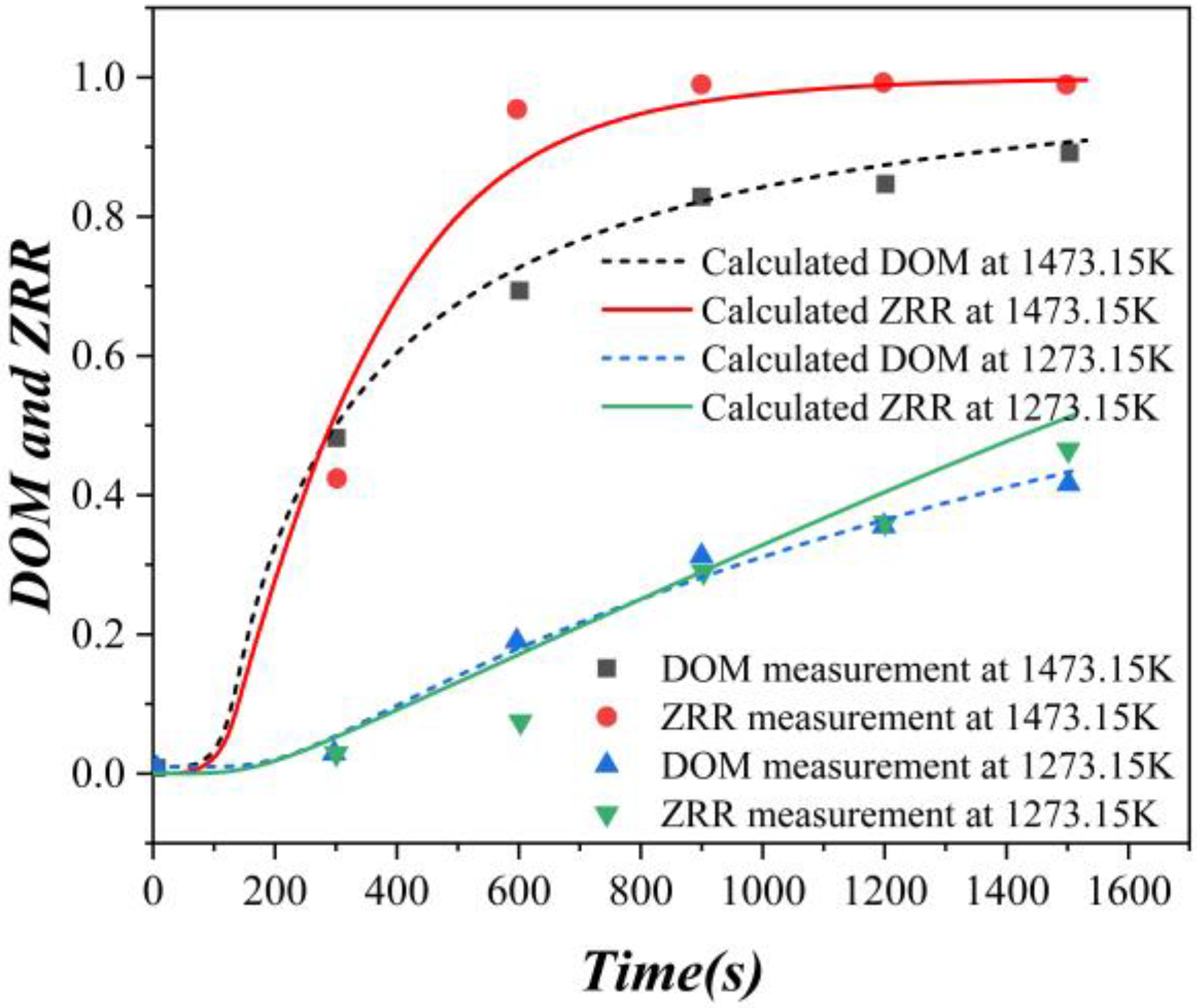
2.5. Physical Properties Calculation and Model Evaluation
3. Results and Discussion
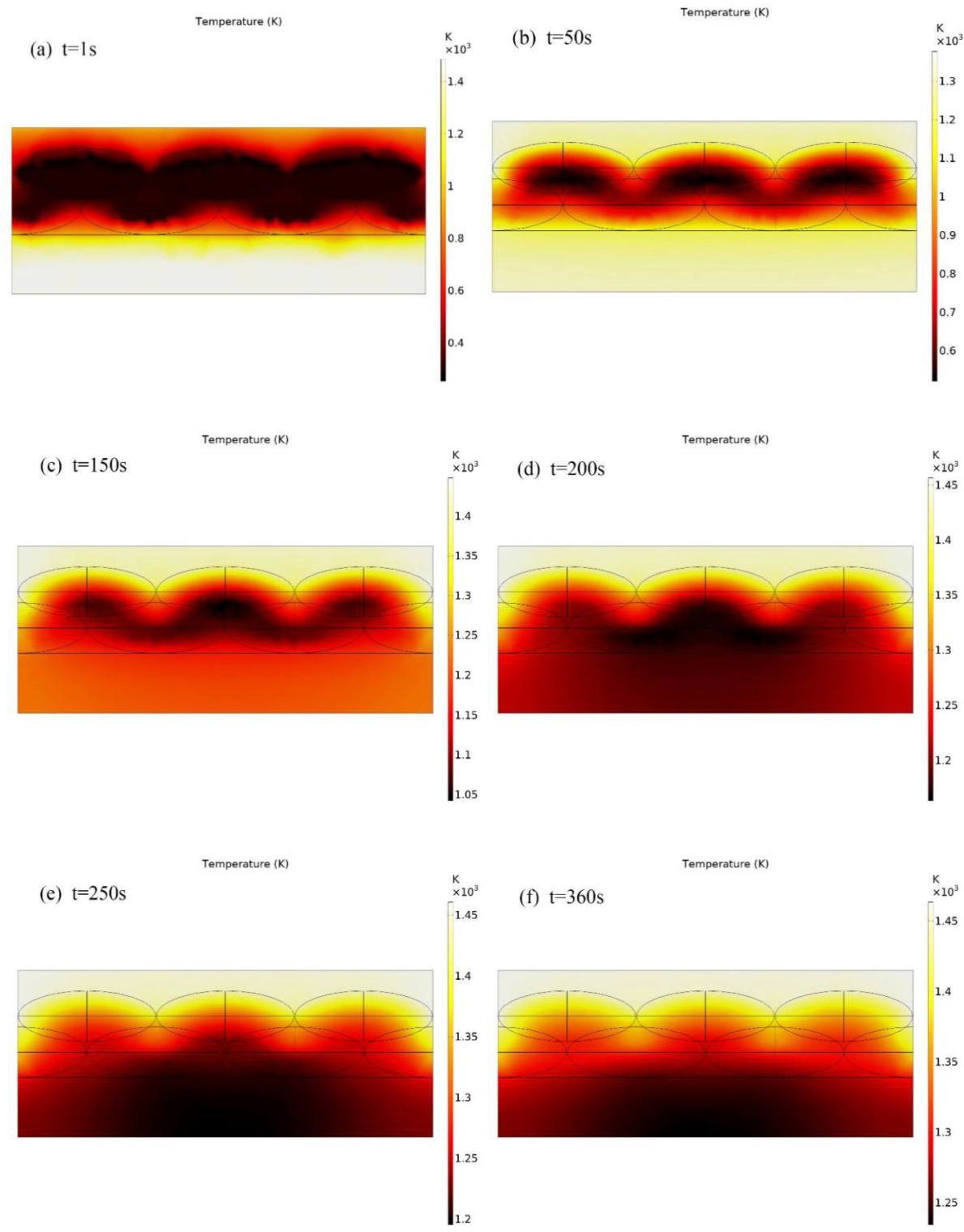
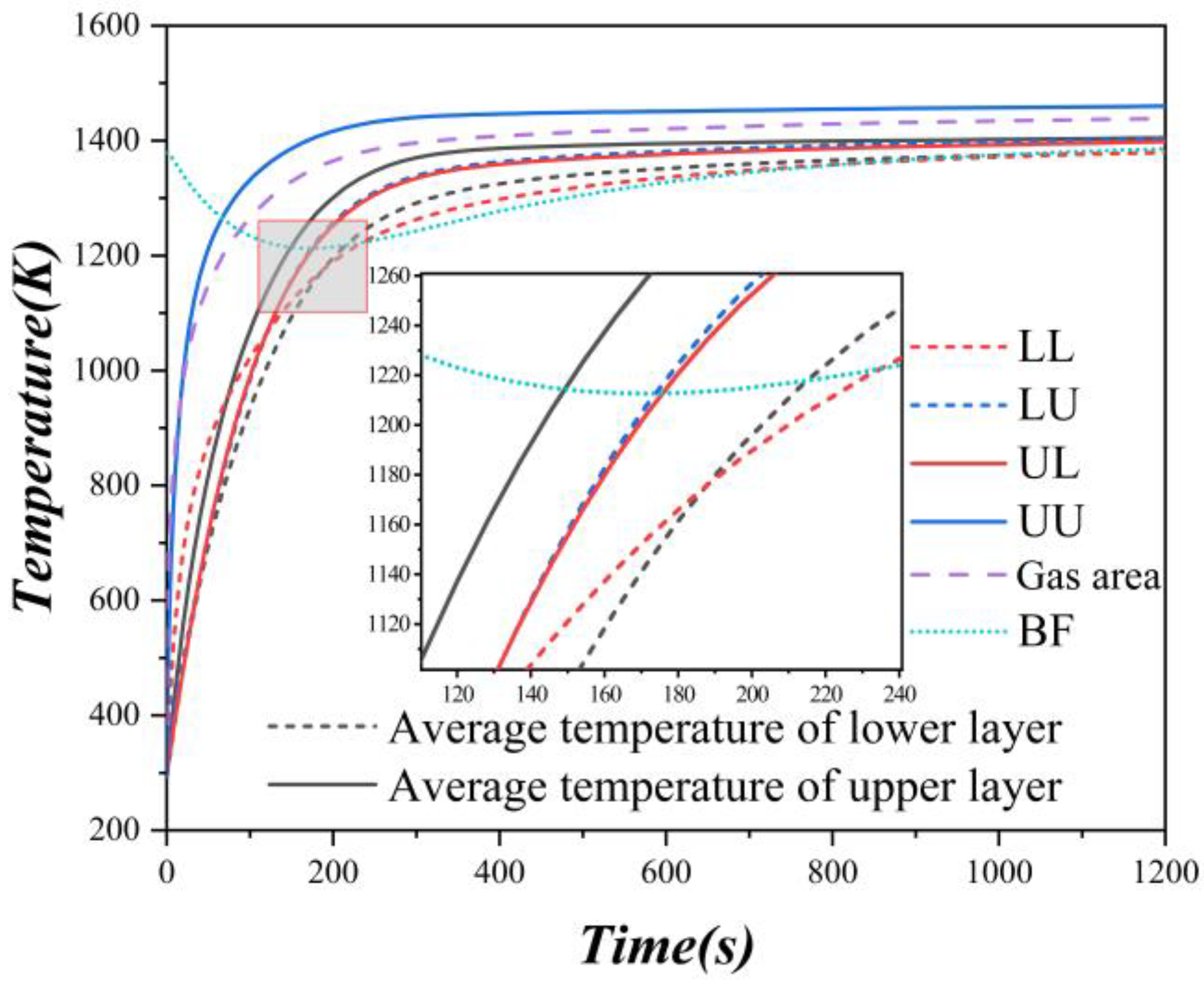
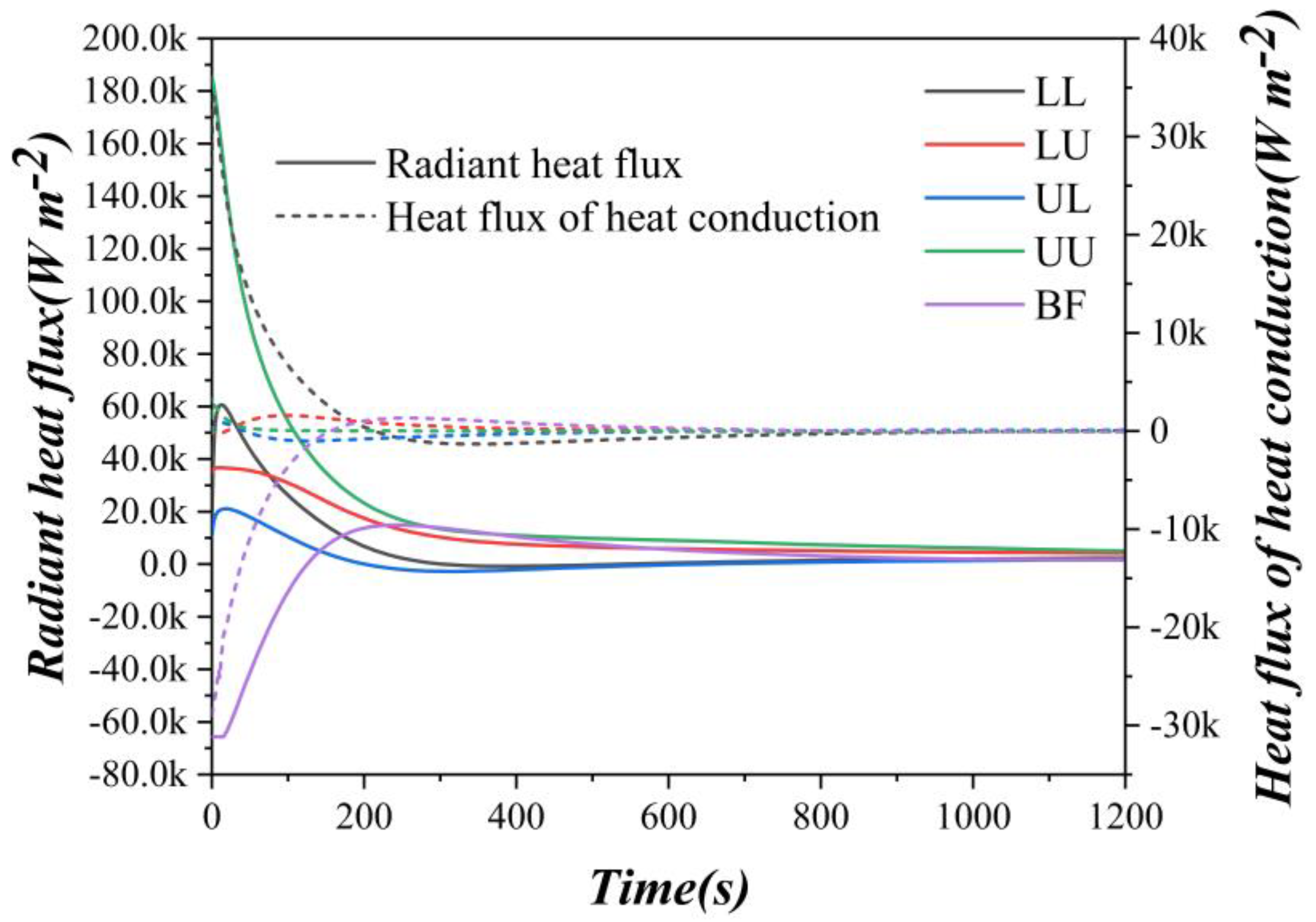
3.1. Radiative Heat Transfer Process of Ellipsoid Pellet Bed
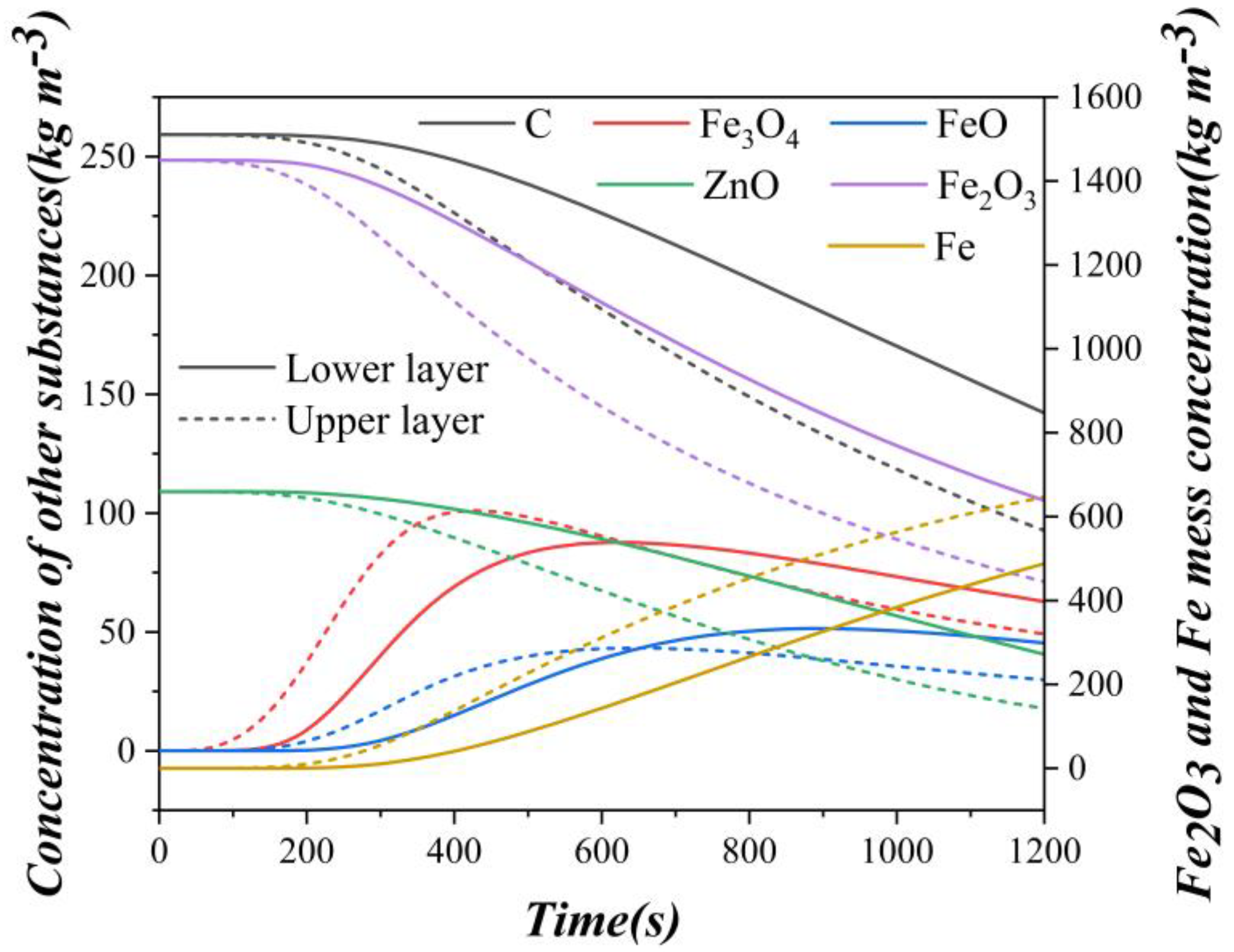
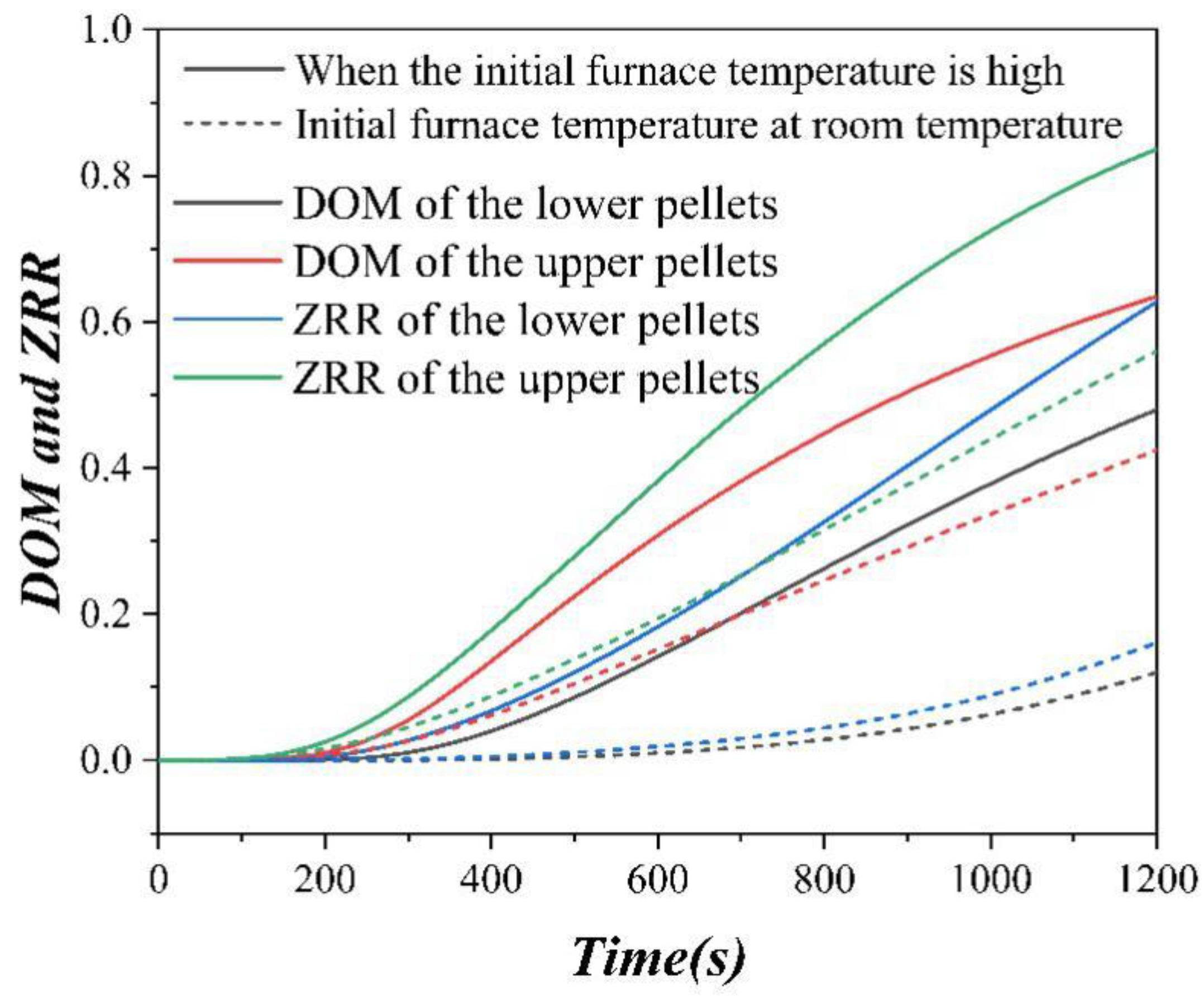
3.2. The Reduction Process of Ellipsoid Pellets in Multilayer Bed
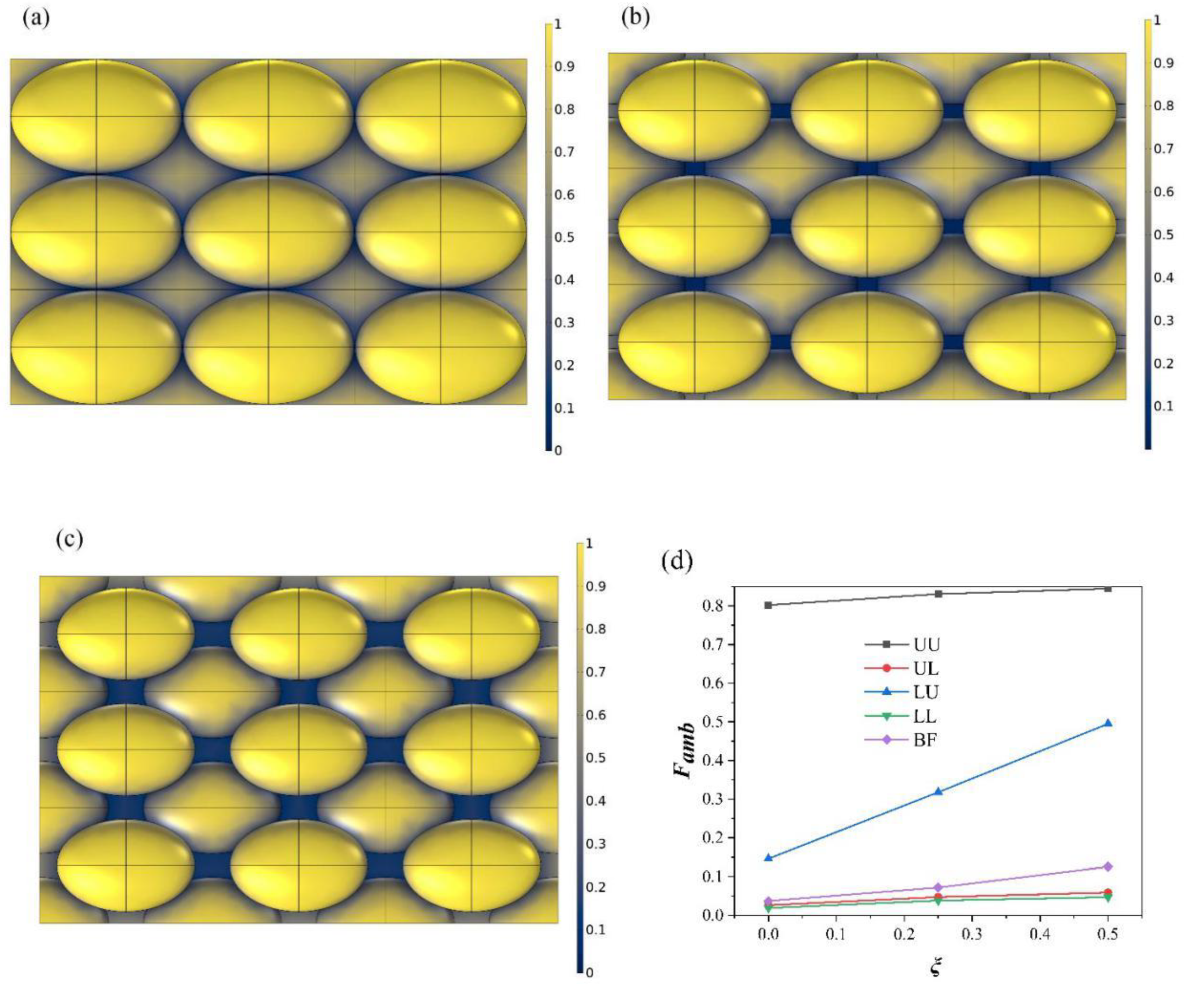
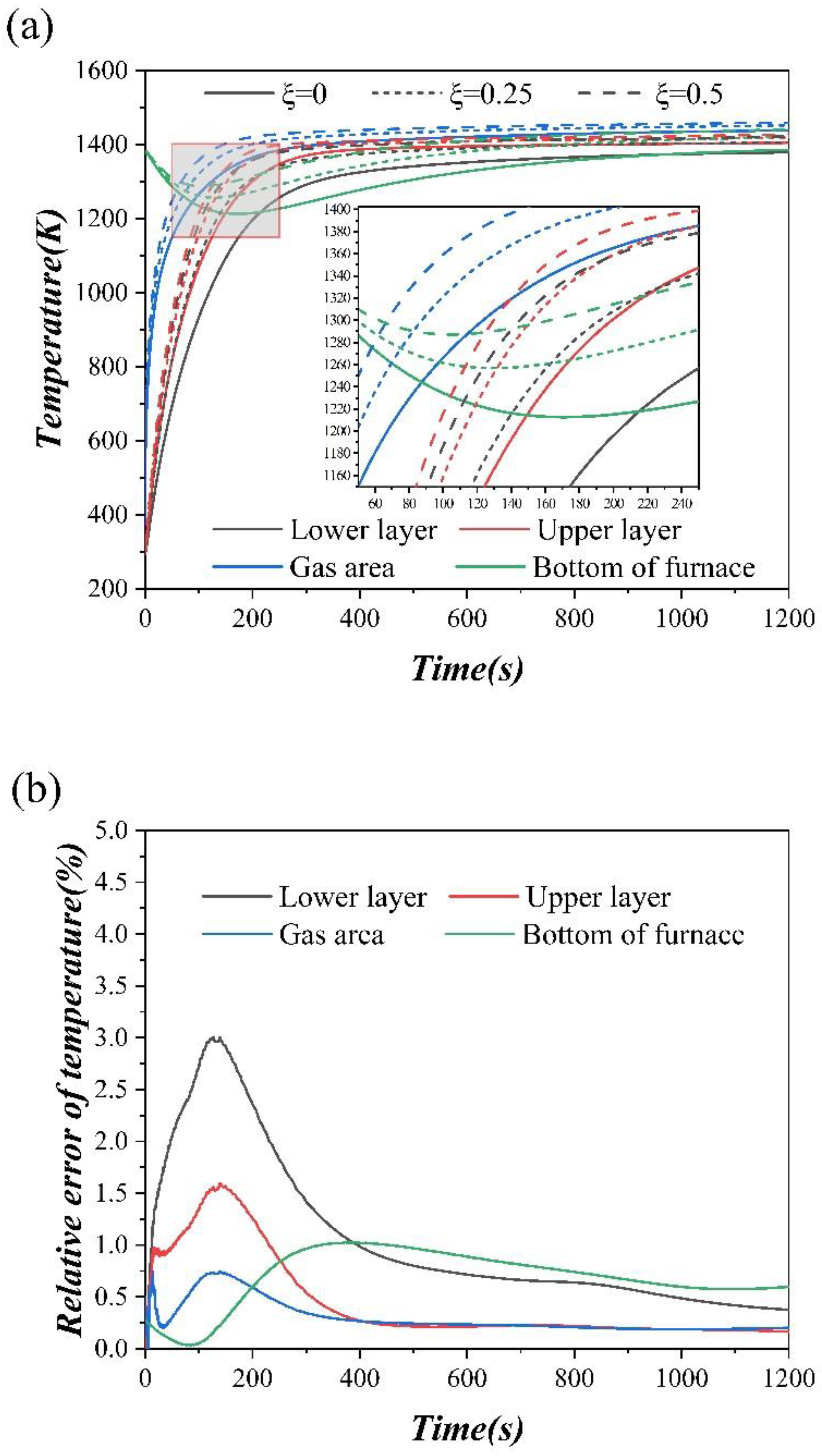
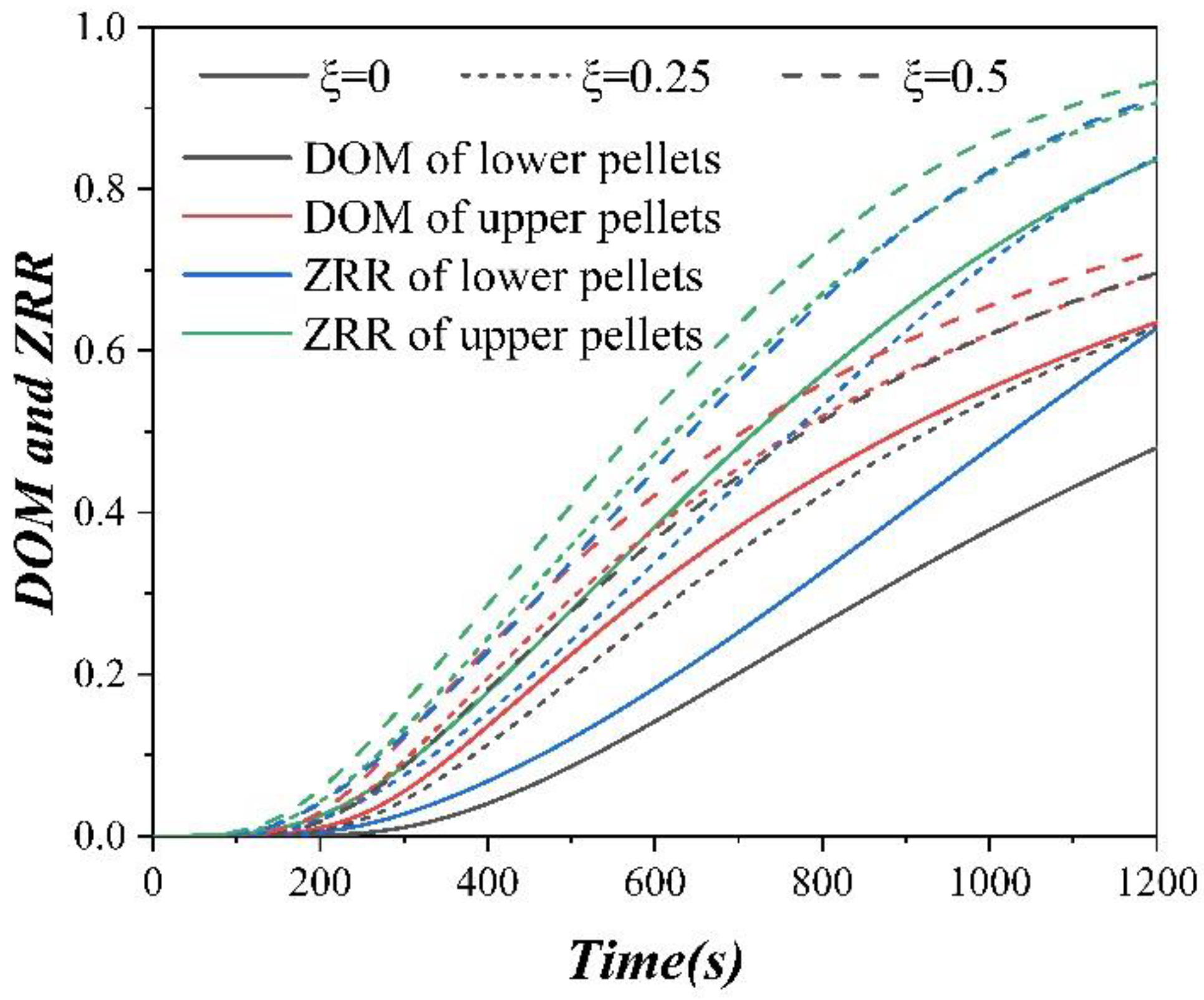
3.3. Effect of Offset ξ on the Reduction
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ishikawa, H.; Kopfle, J.; McClelland, J.; Ripke, J. Rotary hearth furnace technologies for iron ore and recycling applications. Arch. Metall. Mater. 2008, 53, 541–545. [Google Scholar]
- Wu, Y.L.; Jiang, Z.Y.; Zhang, X.X.; Xue, Q.G.; Miao, Z.; Zhou, Z.; Shen, Y.S. Modeling of Thermochemical Behavior in an Industrial-Scale Rotary Hearth Furnace for Metallurgical Dust Recycling. Metall. Mater. Trans. B 2017, 48, 2403–2418. [Google Scholar] [CrossRef]
- Wu, Y.L.; Jiang, Z.Y.; Zhang, X.X.; Xue, Q.G.; Miao, Z.; Zhou, Z.; Shen, Y.S. Process optimization of metallurgical dust recycling by direct reduction in rotary hearth furnace. Powder Technol. 2018, 326, 101–113. [Google Scholar] [CrossRef]
- Mishra, S.; Roy, G.G. Reduction Behaviour of Iron Ore-Coal Composite Pellets in Rotary Hearth Furnace (RHF): Effect of Pellet Shape, Size, and Bed Packing Material. Trans. Indian Inst. Met. 2017, 70, 967–978. [Google Scholar] [CrossRef]
- Liu, Y.; Su, F.Y.; Wen, Z.; Li, Z.; Yong, H.Q.; Feng, X.H. CFD modeling of flow, temperature, and concentration fields in a pilot-scale rotary hearth furnace. Metall. Mater. Trans. B 2014, 45, 251–261. [Google Scholar] [CrossRef]
- Sharma, M.K.; Solanki, V.; Roy, G.G.; Sen, P.K. Study of reduction behaviour of prefabricated iron ore–graphite/coal composite pellets in rotary hearth furnace. Ironmak. Steelmak. 2013, 40, 590–597. [Google Scholar] [CrossRef]
- Michishita, H.; Tanaka, H. Prospects for coal-based direct reduction. Kobelco Technol. Rev. 2010, 29, 85–92. [Google Scholar]
- Go, H.; Lu, W.K. Using the RHF/SRV or RHF/EAF to produce liquid iron at a low coal rate. Ironmak. Steelmak. 1998, 25, 81–86. [Google Scholar]
- Mishra, S.; Roy, G.G. Effect of Amount of Carbon on the Reduction Efficiency of Iron Ore-Coal Composite Pellets in multilayer Bed Rotary Hearth Furnace (RHF). Met. Mater. Trans. B 2016, 47, 2347–2356. [Google Scholar] [CrossRef] [Green Version]
- Mishra, S.; Roy, G.G. Effect of CaO on the reduction behaviour of iron ore–coal composite pellets in multilayer bed rotary hearth furnace. Ironmak. Steelmak. 2018, 45, 426–433. [Google Scholar] [CrossRef]
- Murao, A.; Sawa, Y.; Hiroha, H.; Matsui, T.; Ishiwata, N.; Higuchi, T.; Takeda, K. Hi-QIP, a new ironmaking process. Iron Steel Technol. 2008, 5, 87–94. [Google Scholar]
- Srinivasan, N.S.; Lahiri, A.K. Studies on the reduction of hematite by carbon. MTB 1977, 8, 175–178. [Google Scholar] [CrossRef]
- Coetsee, T.; Pistorius, P.C.; De Villiers, E.E. Rate-determining steps for reduction in magnetite-coal pellets. Miner. Eng. 2002, 15, 919–929. [Google Scholar] [CrossRef]
- Dasgupta, S.; Saleem, S. A Computational Study on the Reduction Behavior of Iron Ore/Carbon Composite Pellets in Both Single and multilayer Bed Rotary Hearth Furnace. Metall. Mater. Trans. B 2020, 51, 818–826. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Zhang, W.; Zhou, Z.; Xu, Y.; Wang, L. Mathematical model of direct reduction in multilayer pellets made of metallurgical dust in a rotary hearth furnace. Heat Transf. Asian Res. 2017, 46, 1443–1459. [Google Scholar] [CrossRef]
- Nield, D.A.; Kuznetsov, A.V.; Xiong, M. Effects of local thermal non-equilibrium in steady convective processes in a saturated porous medium: Forced convection in a channel. J. Porous Media 1998, 45, 181–186. [Google Scholar]
- Sun, K.; Lu, W.K. Mathematical Modeling of the Kinetics of Carbothermic Reduction of Iron Oxides in Ore-Coal Composite Pellets. Metall. Mater. Trans. B 2009, 40, 91–103. [Google Scholar] [CrossRef]
- Nield, D.A.; Bejan, A. Convection in Porous Media, in Convection Heat Transfer, 4th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Bear, J.; Bachmat, Y. Introduction to Modeling of Transport Phenomena in Porous Media; Springer Science & Business Media: Berlin, Germany, 1990. [Google Scholar]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.N. Transport Phenomena, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Bergman, T.L.; Incropera, F.P.; DeWitt, D.P.; Lavine, A.S. Fundamentals of Heat and Mass Transfer, 6th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2006. [Google Scholar]
- An, X.; Wang, J.; She, X.; Xue, Q. Mathematical model of the direct reduction of dust composite pellets containing zinc and iron. Int. J. Miner. Metall. Mater. 2013, 20, 627–635. [Google Scholar] [CrossRef]
- Liu, Y. Mathematical model investigation of direct reduction of carbon-containing pellets made of metallurgical dust in a rotary hearth furnace. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 9 April 2015. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Quality Score (%) |
|---|---|
| Fe2O3 | 56.8 |
| CaO | 7.94 |
| SiO2 | 5.00 |
| Al2O3 | 1.68 |
| MgO | 3.37 |
| TiO2 | 0.14 |
| MnO2 | 1.01 |
| Zn | 3.43 |
| C | 10.16 |
| K2O | 0.77 |
| Na2O | 0.41 |
| Locations | Letter Codes |
|---|---|
| Upper pellet, Upper surface | UU |
| Upper pellet, Lower surface | UL |
| Lower pellet, Upper surface | LU |
| Lower pellet, Lower surface | LL |
| Bottom of furnace | BF |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, N.; Wang, F. Numerical Analysis of Radiative Heat Transfer and Direct Reduction of Three-Dimensional Multilayer Ellipsoidal Carbon-Containing Pellet Unit in the Rotary Hearth Furnace. Metals 2020, 10, 994. https://doi.org/10.3390/met10080994
Li N, Wang F. Numerical Analysis of Radiative Heat Transfer and Direct Reduction of Three-Dimensional Multilayer Ellipsoidal Carbon-Containing Pellet Unit in the Rotary Hearth Furnace. Metals. 2020; 10(8):994. https://doi.org/10.3390/met10080994
Chicago/Turabian StyleLi, Nan, and Feng Wang. 2020. "Numerical Analysis of Radiative Heat Transfer and Direct Reduction of Three-Dimensional Multilayer Ellipsoidal Carbon-Containing Pellet Unit in the Rotary Hearth Furnace" Metals 10, no. 8: 994. https://doi.org/10.3390/met10080994