High Ductility with a Homogeneous Microstructure of a Mg–Al–Zn Alloy Prepared by Cyclic Expansion Extrusion with an Asymmetrical Extrusion Cavity


Abstract
:1. Introduction
2. Experimental Procedures
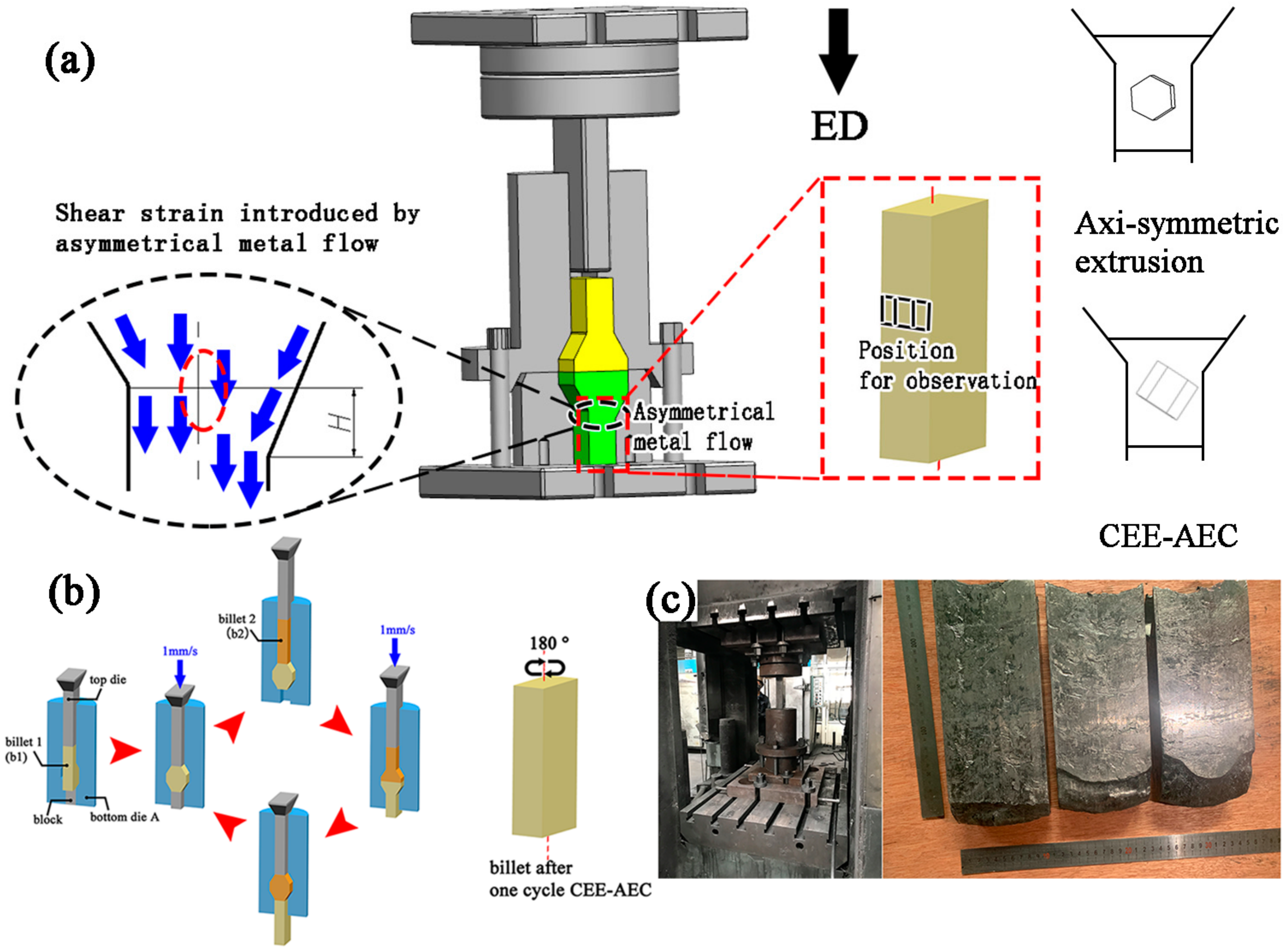
2.1. Materials and Process
2.2. Finite Element Method
3. Results
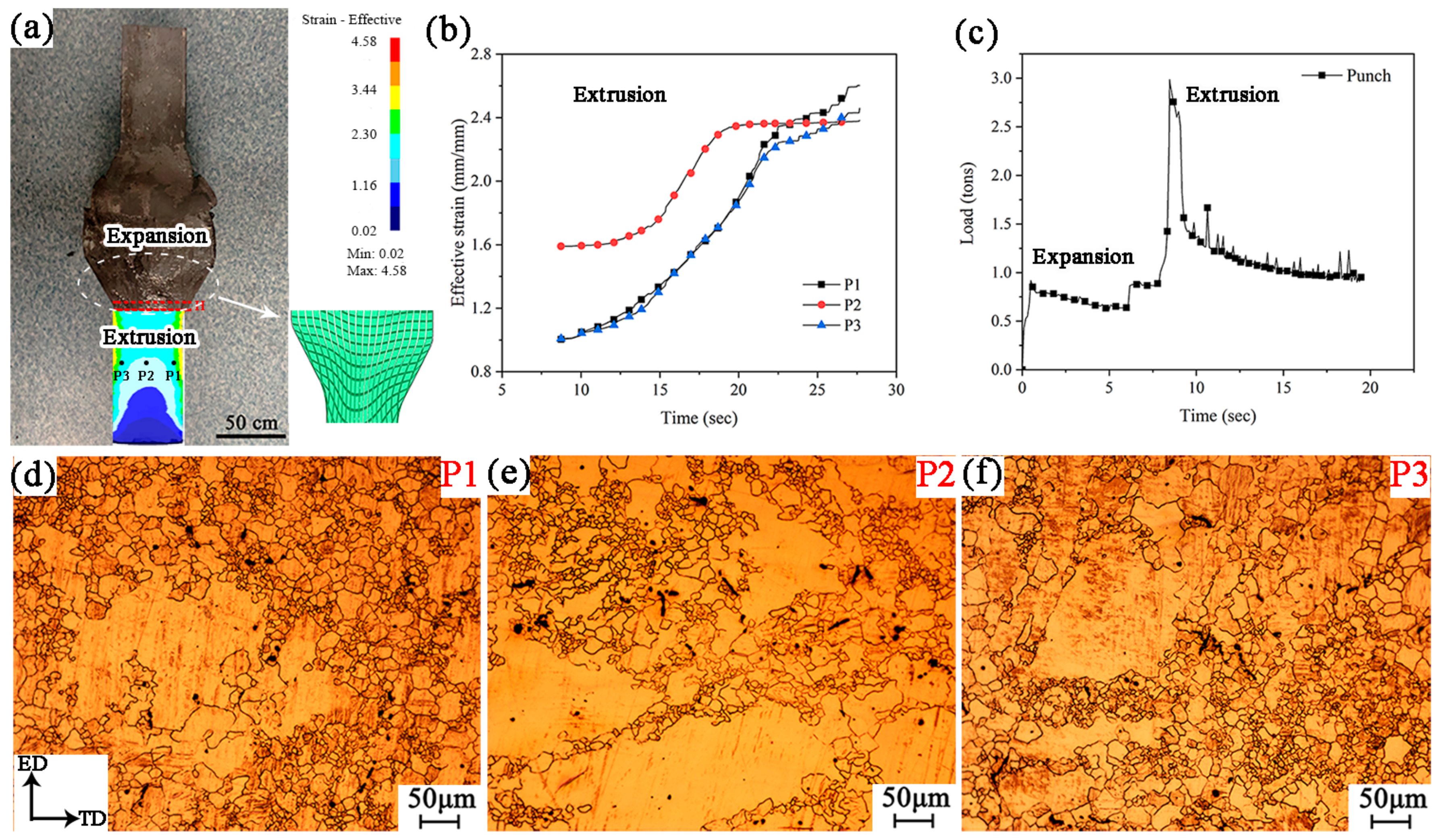
3.1. FEM Analysis
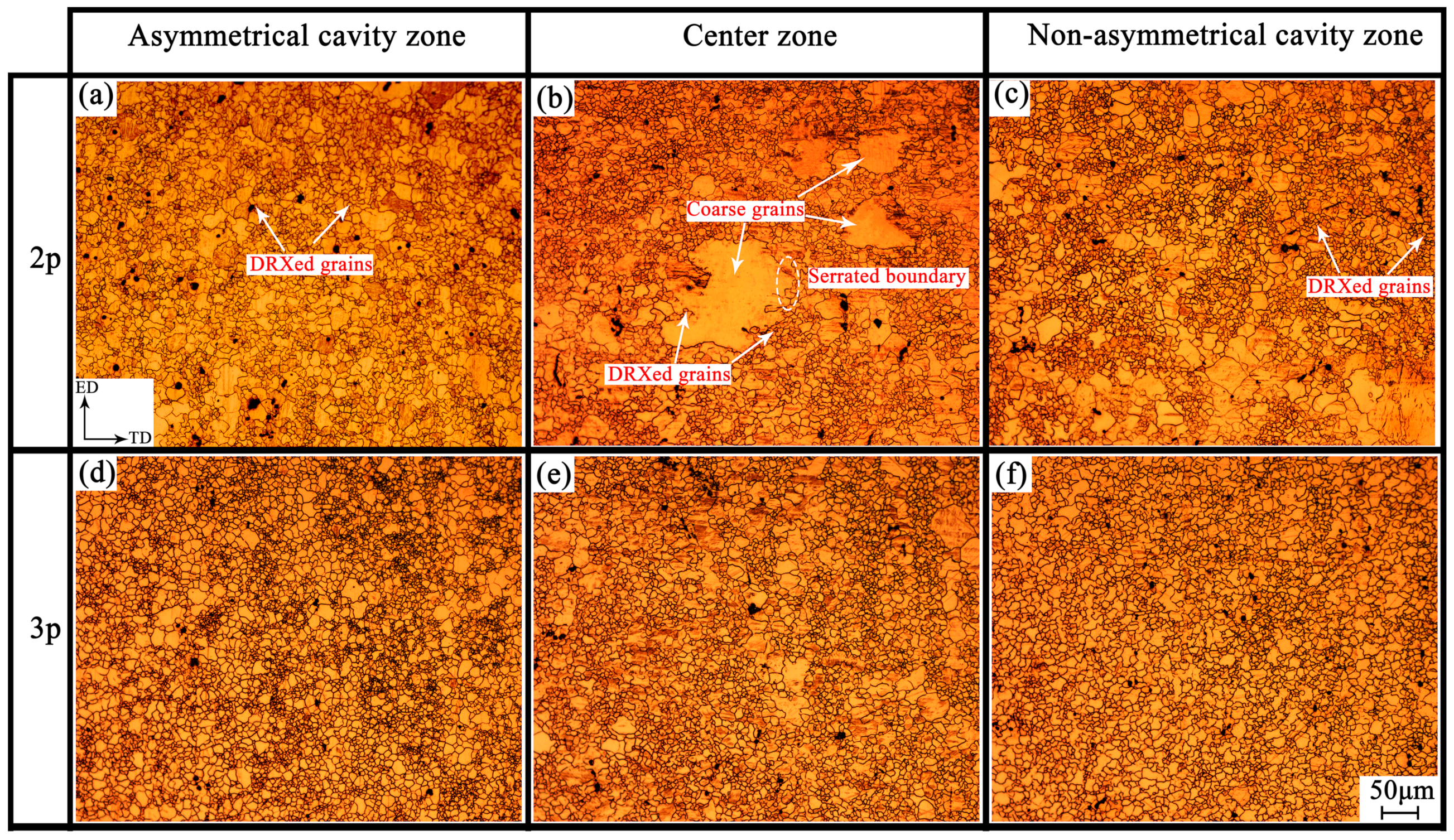
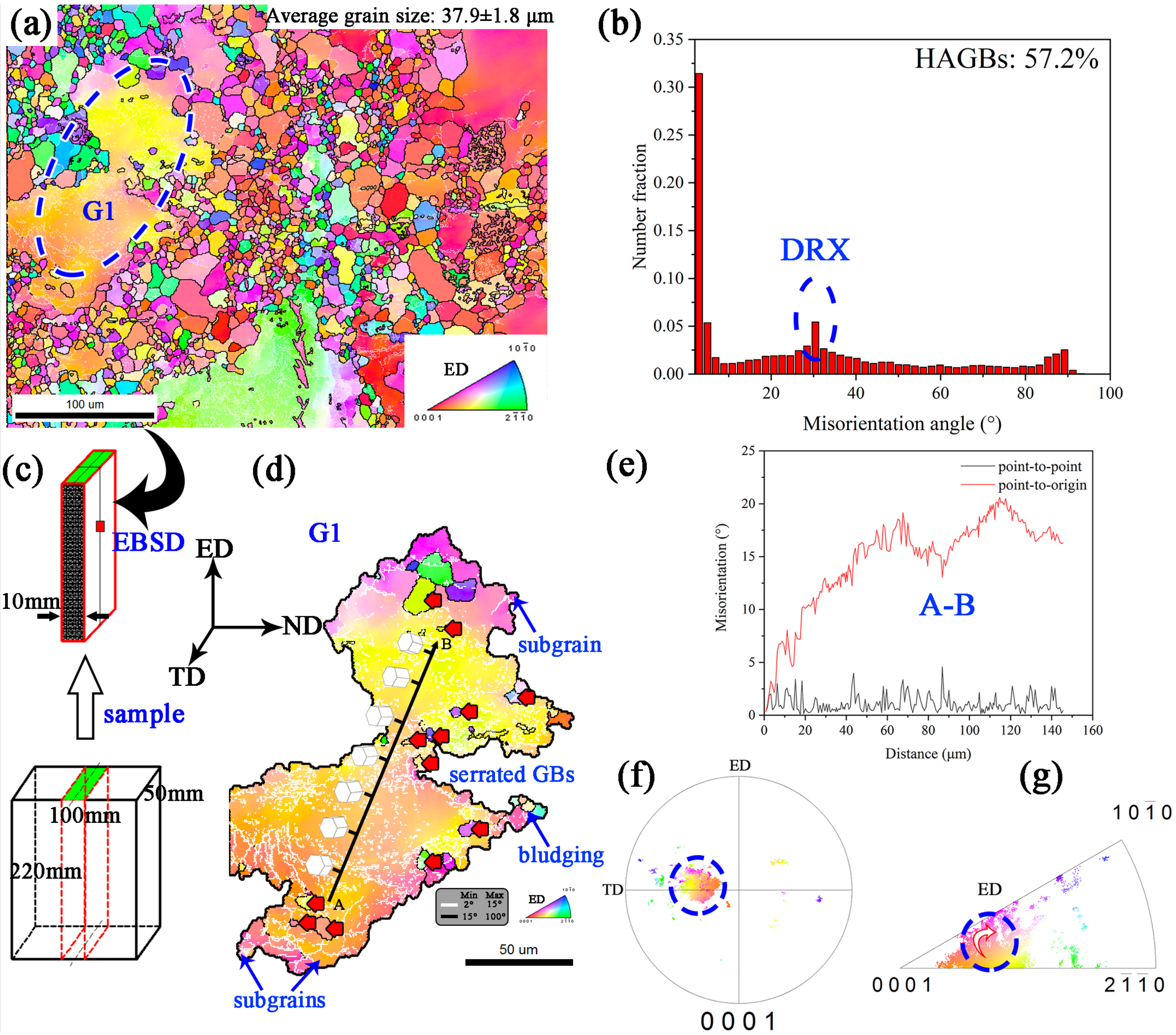
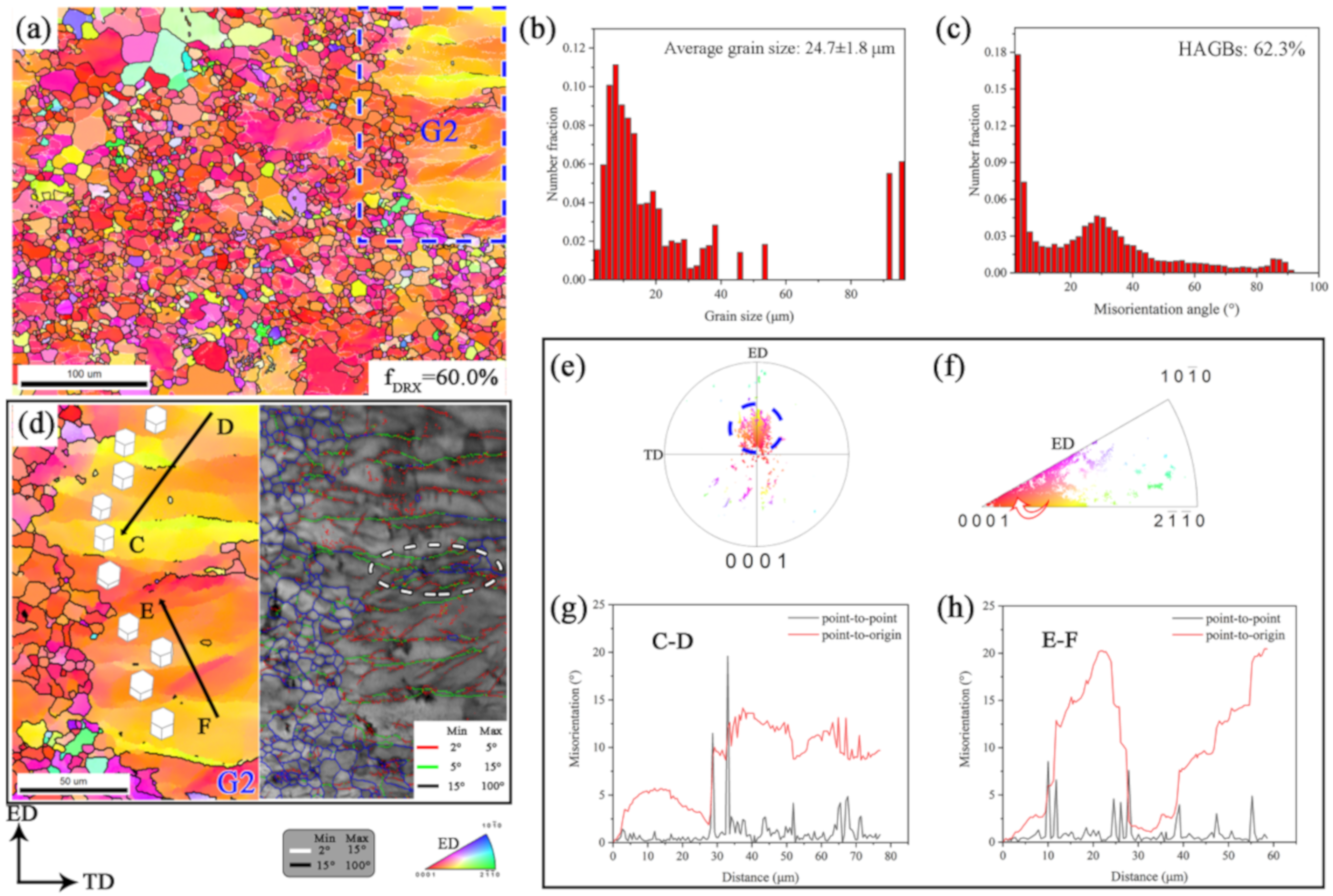
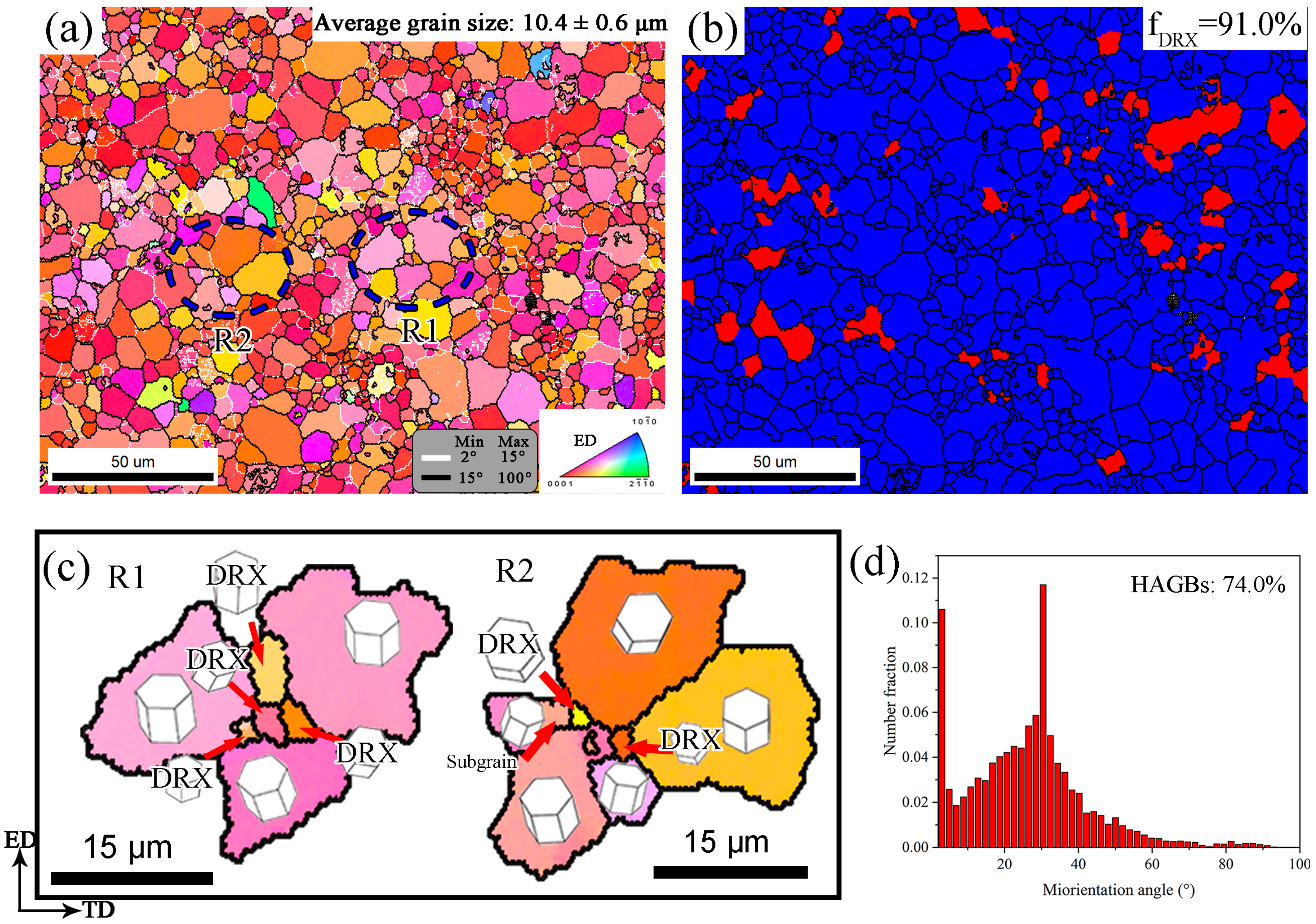
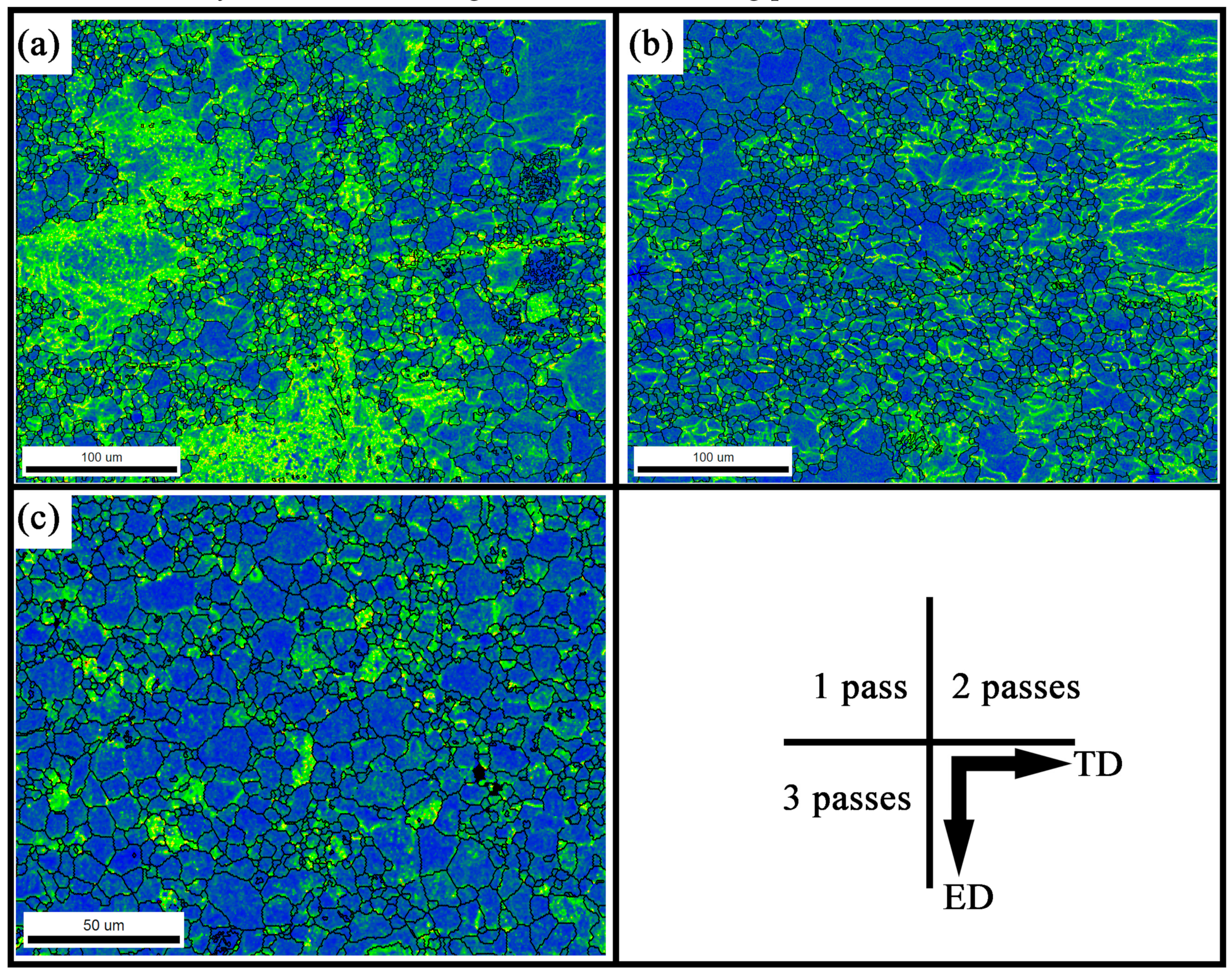
3.2. Microstructure Evolutions
3.3. Texture Evolutions
3.4. Mechanical Properties
4. Discussion
4.1. Grain Refinement during CEE-AEC
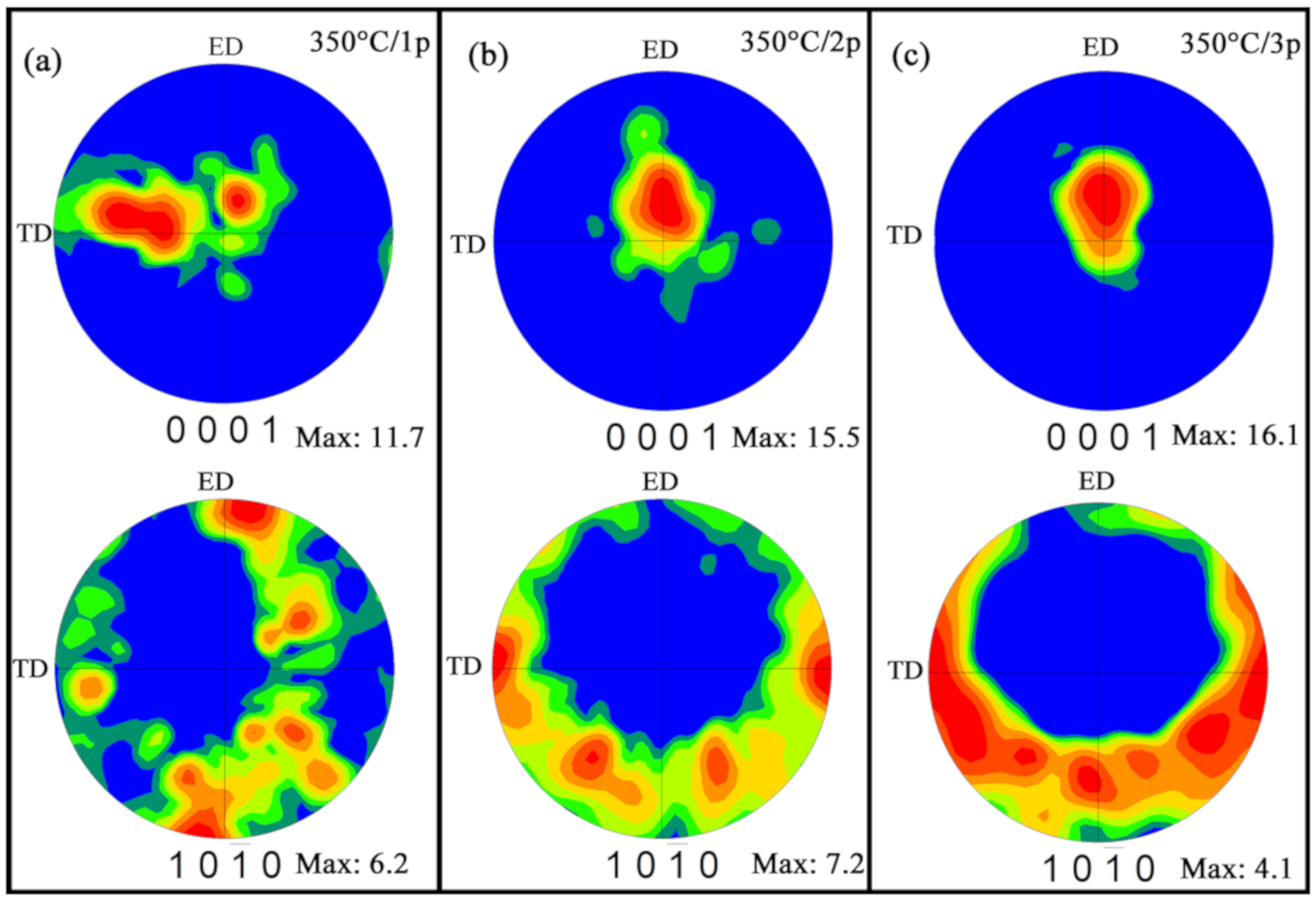
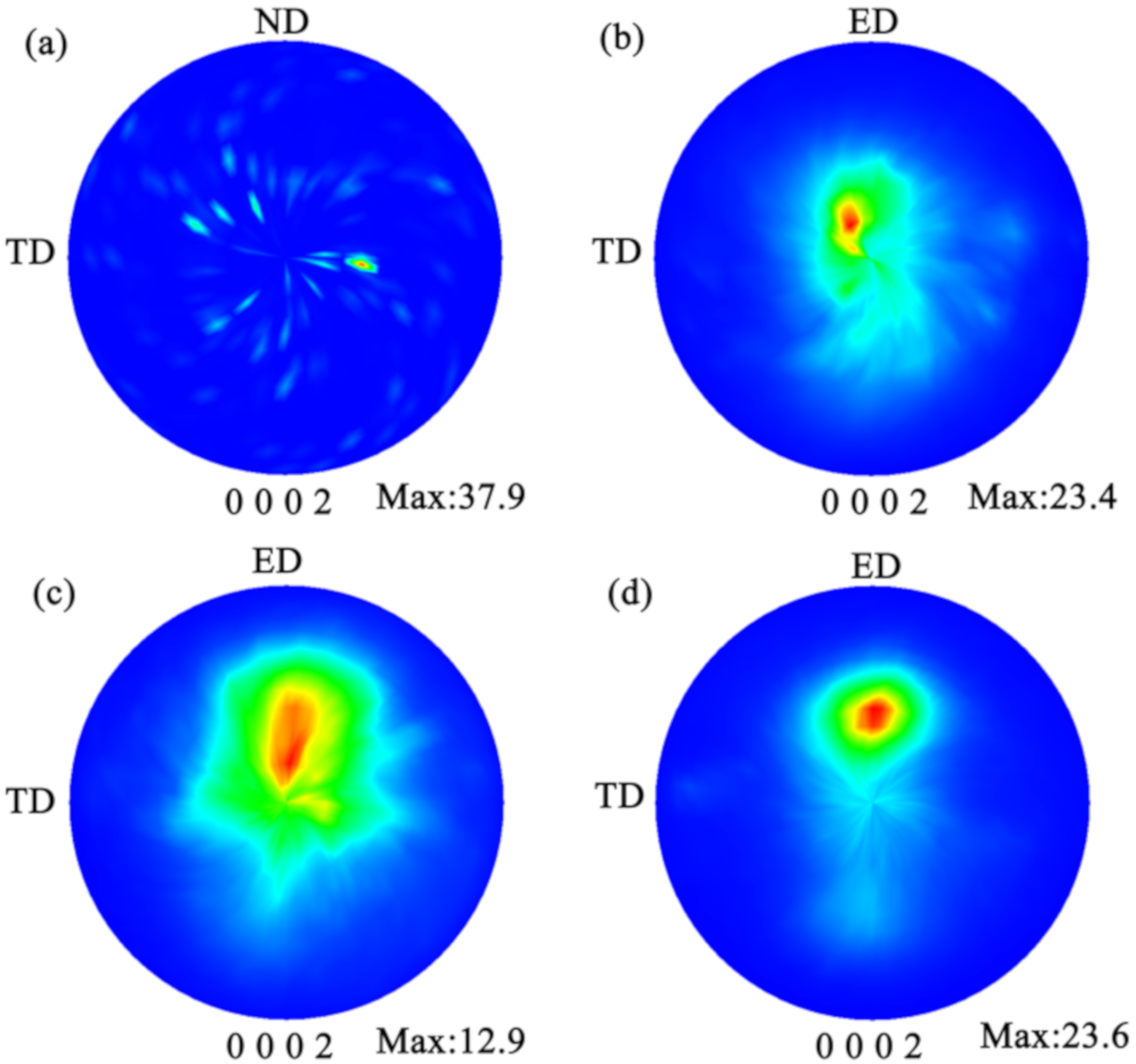
4.2. Texture Evolution Mechanism
4.3. Strengthening Mechanisms
5. Conclusions
- (1).
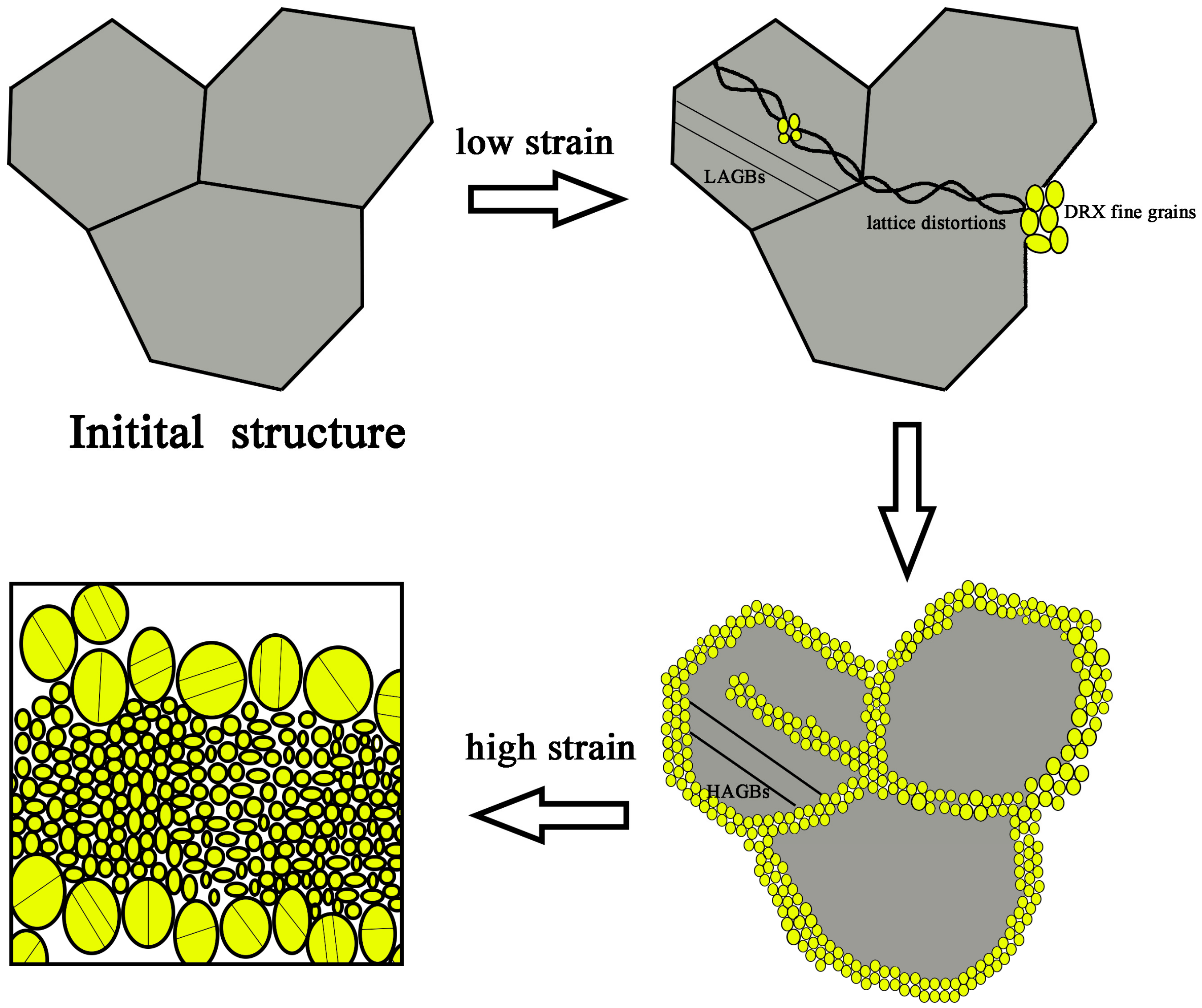
- CEE-AEC could effectively refine grain structure and improve microstructure homogeneity, mainly via DRX. CDRX and DDRX acted on the first two passes of deformation, and DDRX further refined the microstructure after three passes. Finally, a homogenous microstructure with an average grain size of 10.4 ± 0.6 μm was observed, and the grain refinement degree in comparison with the as-cast alloys was more than ~96%.
- (2).
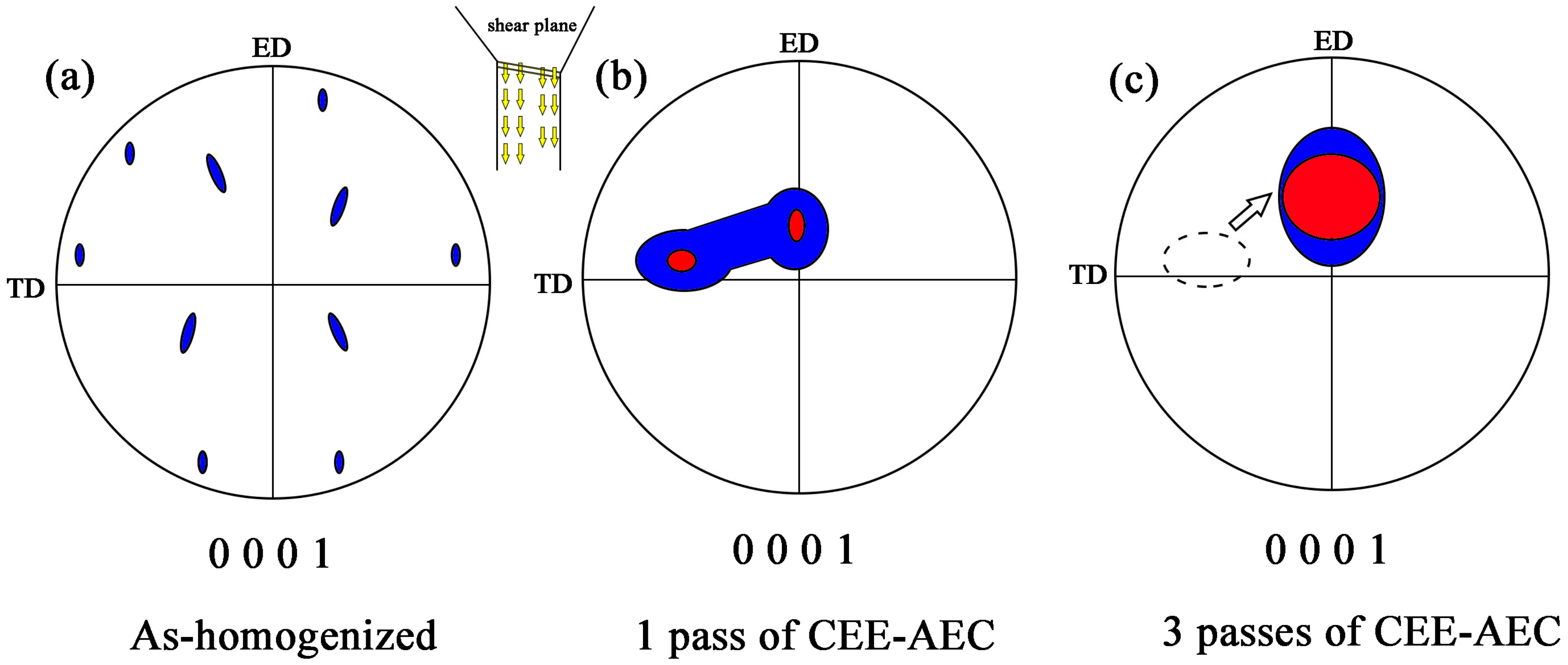
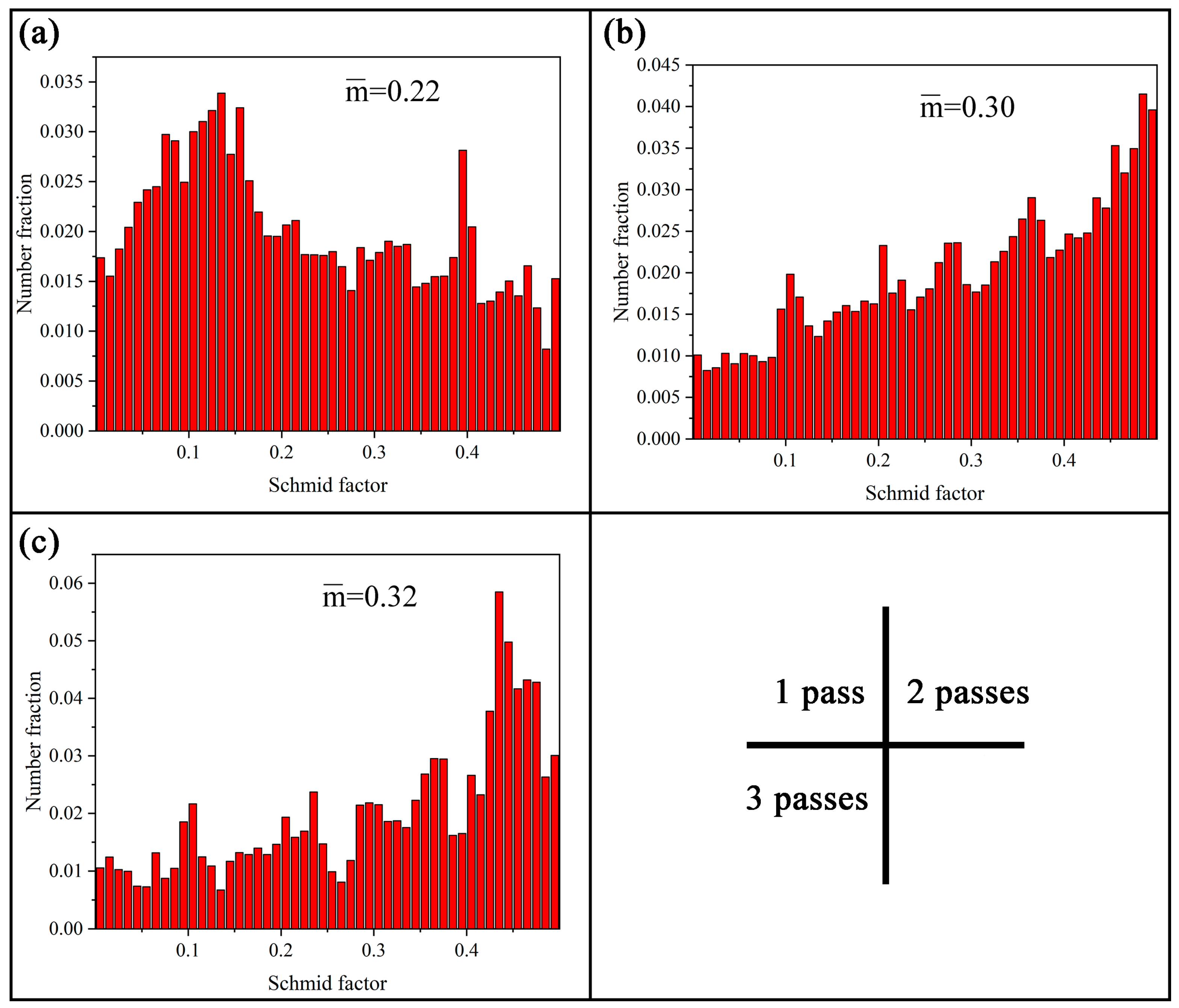
- The texture characterization after CEE-AEC revealed a basal inclination texture, with (0001) planes inclined ~45° to the ED. With further CEE-AEC processing, the typical basal texture rotation resulted in an asymmetric texture corresponding to an increasing Schmid factor.
- (3).
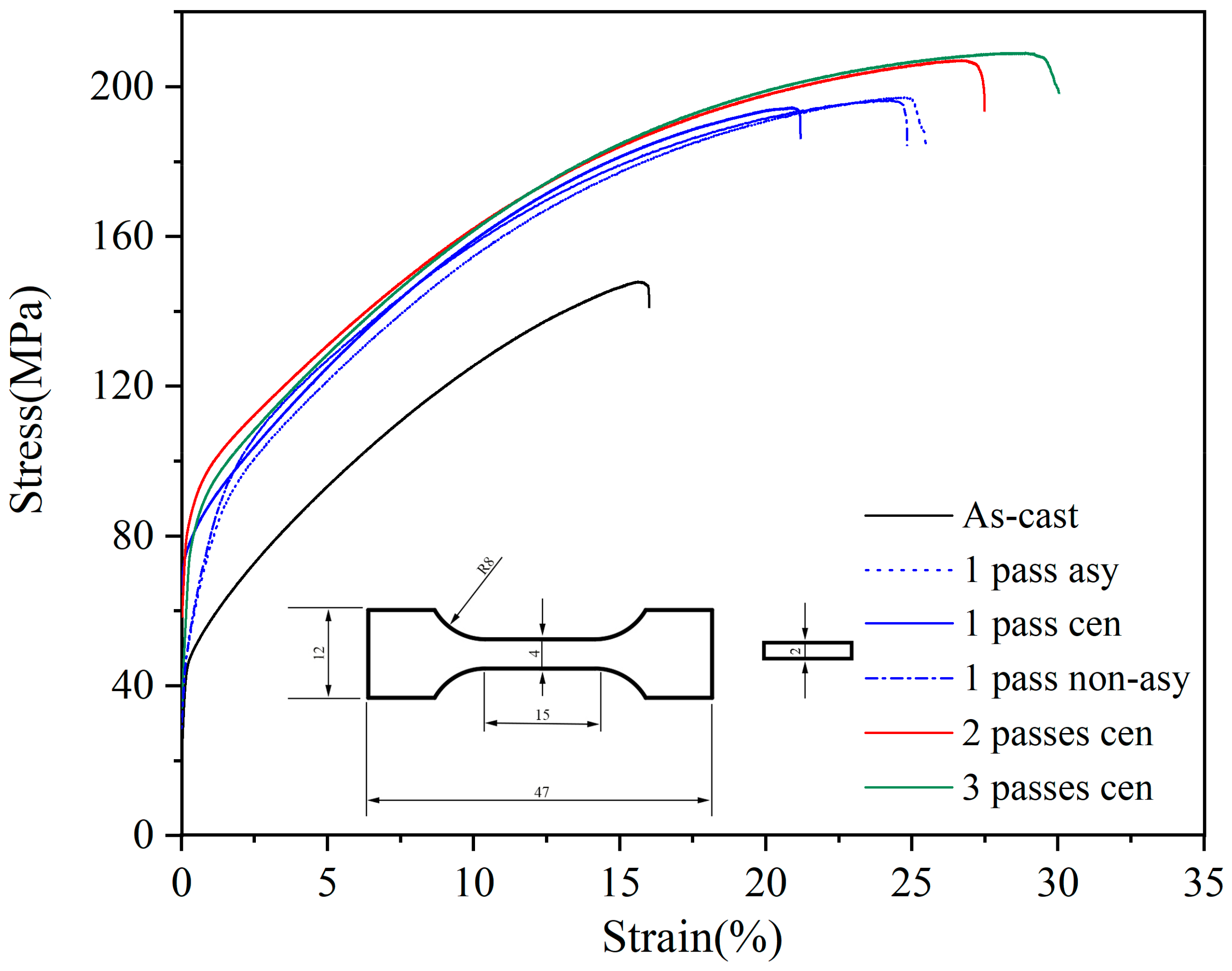
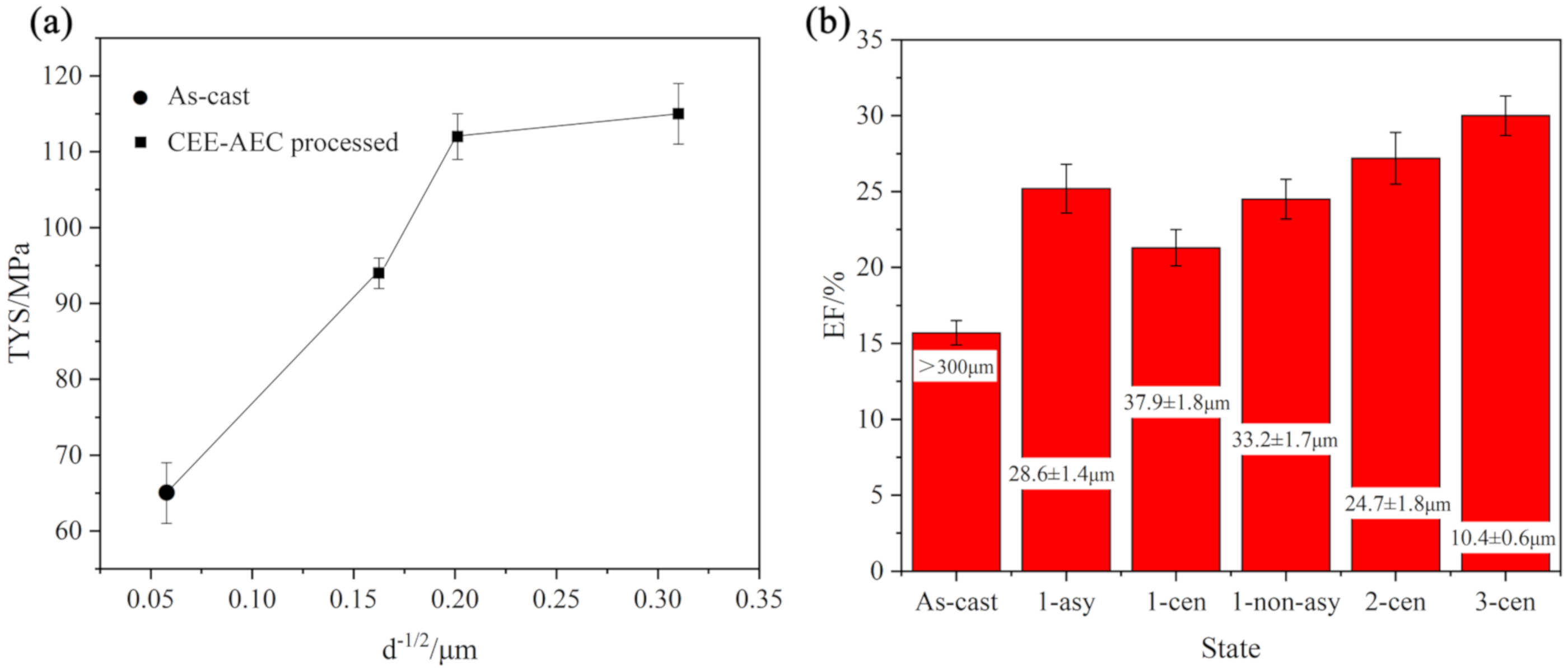
- The tensile properties of the CEE-AEC-processed samples were remarkably improved, with the UTS, TYS, and EF of the as-cast alloys being 148 ± 5 MPa, 65 ± 4 MPa, 15.7 ± 0.8%, respectively, and the same qualities of three passes being 209 ± 2 MPa, 115 ± 4 MPa, and 30.0 ± 1.3%, respectively. The formed basal inclination texture facilitated the activation of basal <a> slip systems, and the TYS of the three pass-deformation showed a slight improvement in comparison with the two pass-deformation.
- (4).
- Grain refinement strengthening and texture modification were the main strengthening mechanisms. The competition between the two mechanisms influenced the whole CEE-AEC process. During the first two passes of deformation, grain refinement was the dominant way of improving the tensile strength. Texture modification determined the high ductility after three passes of deformation.
6. Patents
Author Contributions
Funding
Conflicts of Interest
References
- Foley, D.; Al-Maharbi, M.; Hartwig, K.T.; Karaman, I.; Kecskes, L.J.; Mathaudhu, S. Grain refinement vs. crystallographic texture: Mechanical anisotropy in a magnesium alloy. Scr. Mater. 2011, 64, 193–196. [Google Scholar] [CrossRef] [Green Version]
- Zheng, J.; Yan, Z.; Yu, J.; Zhang, Z.; Fan, H.; Xu, K.; Xue, Y. Microstructure and mechanical properties of Mg-Gd-Y-Zn-Zr alloy by cyclic expansion-extrusion with an asymmetrical extrusion cavity (CEE-AEC). Mater. Res. Express 2019, 6, 1065c8. [Google Scholar] [CrossRef]
- Yan, Z.; Fang, M.; Lian, Z.; Zhang, Z.; Zhu, J.; Zhang, G.; Wang, Y. Research on AZ80 + 0.4%Ce (wt%) Ultra-Thin-Walled Tubes of Magnesium Alloys: The Forming Process, Microstructure Evolution and Mechanical Properties. Metals 2019, 9, 563. [Google Scholar] [CrossRef] [Green Version]
- Xue, Y.; Chen, S.; Liu, H.; Zhang, Z.; Ren, L.; Bai, B. Effect of Cyclic Expansion-Extrusion Process on Microstructure, Deformation and Dynamic Recrystallization Mechanisms, and Texture Evolution of AZ80 Magnesium Alloy. Adv. Mater. Sci. Eng. 2019, 2019, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Yan, Z.; Du, Y.; Zhang, G.; Zhu, J.; Ren, L.; Wang, Y. Hot Deformation Behavior of Homogenized Mg-13.5Gd-3.2Y-2.3Zn-0.5Zr Alloy via Hot Compression Tests. Materials 2018, 11, 2282. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yan, Z.M.; Zhang, Z.M.; Du, Y.; Zhang, G.S.; Ren, L.Y. Effect of homogenization treatment on microstructure and mechanical properties of Mg-13Gd-3.5Y-2Zn-0.5Zr magnesium alloy. J. Mater. Eng. 2019, 47, 93–99. [Google Scholar]
- You, S.; Huang, Y.; Kainer, K.U.; Hort, N. Recent research and developments on wrought magnesium alloys. J. Magnes. Alloy. 2017, 5, 239–253. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.; Alexandrov, I. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Suh, J.; Victoria-Hernández, J.; Letzig, D.; Golle, R.; Volk, W. Effect of processing route on texture and cold formability of AZ31 Mg alloy sheets processed by ECAP. Mater. Sci. Eng. A 2016, 669, 159–170. [Google Scholar] [CrossRef]
- Lee, H.-J.; Lee, S.K.; Jung, K.H.; Lee, G.A.; Ahn, B.; Kawasaki, M.; Langdon, T.G. Evolution in hardness and texture of a ZK60A magnesium alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2015, 630, 90–98. [Google Scholar] [CrossRef]
- Kim, W.; Hong, S.; Kim, Y.; Min, S.; Jeong, H.; Lee, J. Texture development and its effect on mechanical properties of an AZ61 Mg alloy fabricated by equal channel angular pressing. Acta Mater. 2003, 51, 3293–3307. [Google Scholar] [CrossRef]
- Stráská, J.; Janeček, M.; Gubicza, J.; Krajňák, T.; Yoon, E.Y.; Kim, H.S. Evolution of microstructure and hardness in AZ31 alloy processed by high pressure torsion. Mater. Sci. Eng. A 2015, 625, 98–106. [Google Scholar] [CrossRef]
- Iwahashi, Y.; Wang, J.; Horita, Z.; Nemoto, M.; Langdon, T.G. Principle of equal-channel angular pressing for the processing of ultra-fine grained materials. Scr. Mater. 1996, 35, 143–146. [Google Scholar] [CrossRef]
- Yan, Z.; Zhang, Z.; Li, X.; Xu, J.; Wang, Q.; Zhang, G.; Zheng, J.; Fan, H.; Xu, K.; Zhu, J.; et al. A novel severe plastic deformation method and its effect on microstructure, texture and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. J. Alloys Compd. 2020, 822, 153698. [Google Scholar] [CrossRef]
- Beygelzimer, Y.; Kulagin, R.; Estrin, Y.; Toth, L.S.; Kim, H.S.; Latypov, M.I. Twist Extrusion as a Potent Tool for Obtaining Advanced Engineering Materials: A Review. Adv. Eng. Mater. 2017, 19, 1600873. [Google Scholar] [CrossRef]
- Chang, L.; Wang, Y.; Zhao, X.; Huang, J.C. Microstructure and mechanical properties in an AZ31 magnesium alloy sheet fabricated by asymmetric hot extrusion. Mater. Sci. Eng. A 2008, 496, 512–516. [Google Scholar] [CrossRef]
- Xu, J.; Jiang, B.; Song, J.; He, J.; Gao, P.; Liu, W.; Yang, T.; Huang, G.; Pan, F. Unusual texture formation in Mg–3Al–1Zn alloy sheets processed by slope extrusion. Mater. Sci. Eng. A 2018, 732, 1–5. [Google Scholar] [CrossRef]
- Xu, J.; Yang, T.B.; Jiang, B.; Song, J.F.; He, J.J.; Wang, Q.H.; Chai, Y.F.; Huang, G.S.; Pan, F.S. Improved mechanical properties o Mg-3Al-1Zn alloy sheets by optimizing the extrusion die angles: Microstructural and texture evolution. J. Alloys Compd. 2018, 762, 719–729. [Google Scholar] [CrossRef]
- Liu, X.-Y.; Lu, L.; Sheng, K.; Zhou, T. Microstructure and Texture Evolution during the Direct Extrusion and Bending–Shear Deformation of AZ31 Magnesium Alloy. Acta Metall. Sin. (Engl. Lett.) 2018, 32, 710–718. [Google Scholar] [CrossRef] [Green Version]
- Beausir, B.; Suwas, S.; Toth, L.S.; Neale, K.W.; Fundenberger, J.-J. Analysis of texture evolution in magnesium during equal channel angular extrusion. Acta Mater. 2008, 56, 200–214. [Google Scholar] [CrossRef]
- Su, C.W.; Lu, L.; Lai, M.O. Mechanical behaviour and texture of annealed AZ31 Mg alloy deformed by ECAP. Mater. Sci. Technol. 2007, 23, 290–296. [Google Scholar] [CrossRef]
- Zhang, Z.; Meng, Y.; Yan, F.; Gao, Z.; Yan, Z.; Zhang, Z. Microstructure and texture evolution of Mg-RE-Zn alloy prepared by repetitive upsetting-extrusion under different decreasing temperature degrees. J. Alloys Compd. 2020, 815, 152452. [Google Scholar] [CrossRef]
- Lei, W.; Liang, W.; Wang, H.; Sun, Y. Effect of annealing on the texture and mechanical properties of pure Mg by ECAP at room temperature. Vacuum 2017, 144, 281–285. [Google Scholar] [CrossRef]
- Galiyev, A.; Kaibyshev, R.; Gottstein, G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60. Acta Mater. 2001, 49, 1199–1207. [Google Scholar] [CrossRef]
- Yi, S.-B.; Zaefferer, S.; Brokmeier, H.-G. Mechanical behaviour and microstructural evolution of magnesium alloy AZ31 in tension at different temperatures. Mater. Sci. Eng. A 2006, 424, 275–281. [Google Scholar] [CrossRef]
- Jiang, M.; Xu, C.; Yan, H.; Fan, G.; Nakata, T.; Lao, C.; Chen, R.; Kamado, S.; Han, E.-H.; Lu, B. Unveiling the formation of basal texture variations based on twinning and dynamic recrystallization in AZ31 magnesium alloy during extrusion. Acta Mater. 2018, 157, 53–71. [Google Scholar] [CrossRef]
- Li, B.; Teng, B.; Chen, G. Microstructure evolution and mechanical properties of Mg-Gd-Y-Zn-Zr alloy during equal channel angular pressing. Mater. Sci. Eng. A 2019, 744, 396–405. [Google Scholar] [CrossRef]
- Miura, H.; Yu, G.; Yang, X. Multi-directional forging of AZ61Mg alloy under decreasing temperature conditions and improvement of its mechanical properties. Mater. Sci. Eng. A 2011, 528, 6981–6992. [Google Scholar] [CrossRef]
- Zhang, Y.; Zeng, X.; Lu, C.; Ding, W. Deformation behavior and dynamic recrystallization of a Mg–Zn–Y–Zr alloy. Mater. Sci. Eng. A 2006, 428, 91–97. [Google Scholar] [CrossRef]
- Ma, Q.; Li, B.; Marin, E.B.; Horstemeyer, S.J. Twinning-induced dynamic recrystallization in a magnesium alloy extruded at 450 °C. Scr. Mater. 2011, 65, 823–826. [Google Scholar] [CrossRef]
- Kim, W.J.; Kim, J.K.; Park, T.Y.; Hong, S.I.; Kim, D.I.; Kim, Y.S.; Lee, J.D. Enhancement of strength and superplasticity in a 6061 Al alloy processed by equal-channel-angular-pressing. Metall. Mater. Trans. A 2002, 33, 3155–3164. [Google Scholar] [CrossRef]
- Tong, L.; Chu, J.; Jiang, Z.; Kamado, S.; Zheng, M. Ultra-fine grained Mg-Zn-Ca-Mn alloy with simultaneously improved strength and ductility processed by equal channel angular pressing. J. Alloys Compd. 2019, 785, 410–421. [Google Scholar] [CrossRef]
- Tang, L.; Liu, C.; Chen, Z.; Ji, D.; Xiao, H. Microstructures and tensile properties of Mg–Gd–Y–Zr alloy during multidirectional forging at 773K. Mater. Des. 2013, 50, 587–596. [Google Scholar] [CrossRef]
- Mostaed, E.; Fabrizi, A.; Dellasega, D.; Bonollo, F.; Vedani, M. Microstructure, mechanical behavior and low temperature superplasticity of ECAP processed ZM21 Mg alloy. J. Alloys Compd. 2015, 638, 267–276. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pass | Grain Size (μm) | DRX Fraction (%) | HAGBs (%) | LAGBs (%) |
|---|---|---|---|---|
| 1 | 37.9 ± 1.8 | 42.0 | 57.2 | 42.8 |
| 2 | 24.7 ± 1.8 | 60.0 | 62.3 | 37.7 |
| 3 | 10.4 ± 0.6 | 91.0 | 74.0 | 26.0 |
| State | UTS (MPa) | TYS (MPa) | EF (%) | Grain Size (μm) |
|---|---|---|---|---|
| As-cast | 148 ± 5 | 65 ± 4 | 15.7 ± 0.8 | >300 |
| 1 pass asy | 198 ± 5 | 97 ± 3 | 25.2 ± 1.6 | 28.6 ± 1.4 |
| 1 pass cen | 194 ± 2 | 94 ± 2 | 21.3 ± 1.2 | 37.9 ± 1.8 |
| 1 pass non-asy | 196 ± 3 | 96 ± 3 | 24.5 ± 1.3 | 33.2 ± 1.7 |
| 2 passes cen | 206 ± 5 | 112 ± 3 | 27.2 ± 1.7 | 24.7 ± 1.8 |
| 3 passes cen | 209 ± 2 | 115 ± 4 | 30.0 ± 1.3 | 10.4 ± 0.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Z.; Zheng, J.; Zhu, J.; Zhang, Z.; Wang, Q.; Xue, Y. High Ductility with a Homogeneous Microstructure of a Mg–Al–Zn Alloy Prepared by Cyclic Expansion Extrusion with an Asymmetrical Extrusion Cavity. Metals 2020, 10, 1102. https://doi.org/10.3390/met10081102
Yan Z, Zheng J, Zhu J, Zhang Z, Wang Q, Xue Y. High Ductility with a Homogeneous Microstructure of a Mg–Al–Zn Alloy Prepared by Cyclic Expansion Extrusion with an Asymmetrical Extrusion Cavity. Metals. 2020; 10(8):1102. https://doi.org/10.3390/met10081102
Chicago/Turabian StyleYan, Zhaoming, Jie Zheng, Jiaxuan Zhu, Zhimin Zhang, Qiang Wang, and Yong Xue. 2020. "High Ductility with a Homogeneous Microstructure of a Mg–Al–Zn Alloy Prepared by Cyclic Expansion Extrusion with an Asymmetrical Extrusion Cavity" Metals 10, no. 8: 1102. https://doi.org/10.3390/met10081102