Joining of Oxide Dispersion-Strengthened Steel Using Spark Plasma Sintering


Abstract
:1. Introduction
2. Materials and Methods
- Rough machined surface (Ra ~1.2 microns).
- Ground surface (Ra ~0.17 microns).
- Lapped surface (Ra ~0.04 microns).
3. Results and Discussion
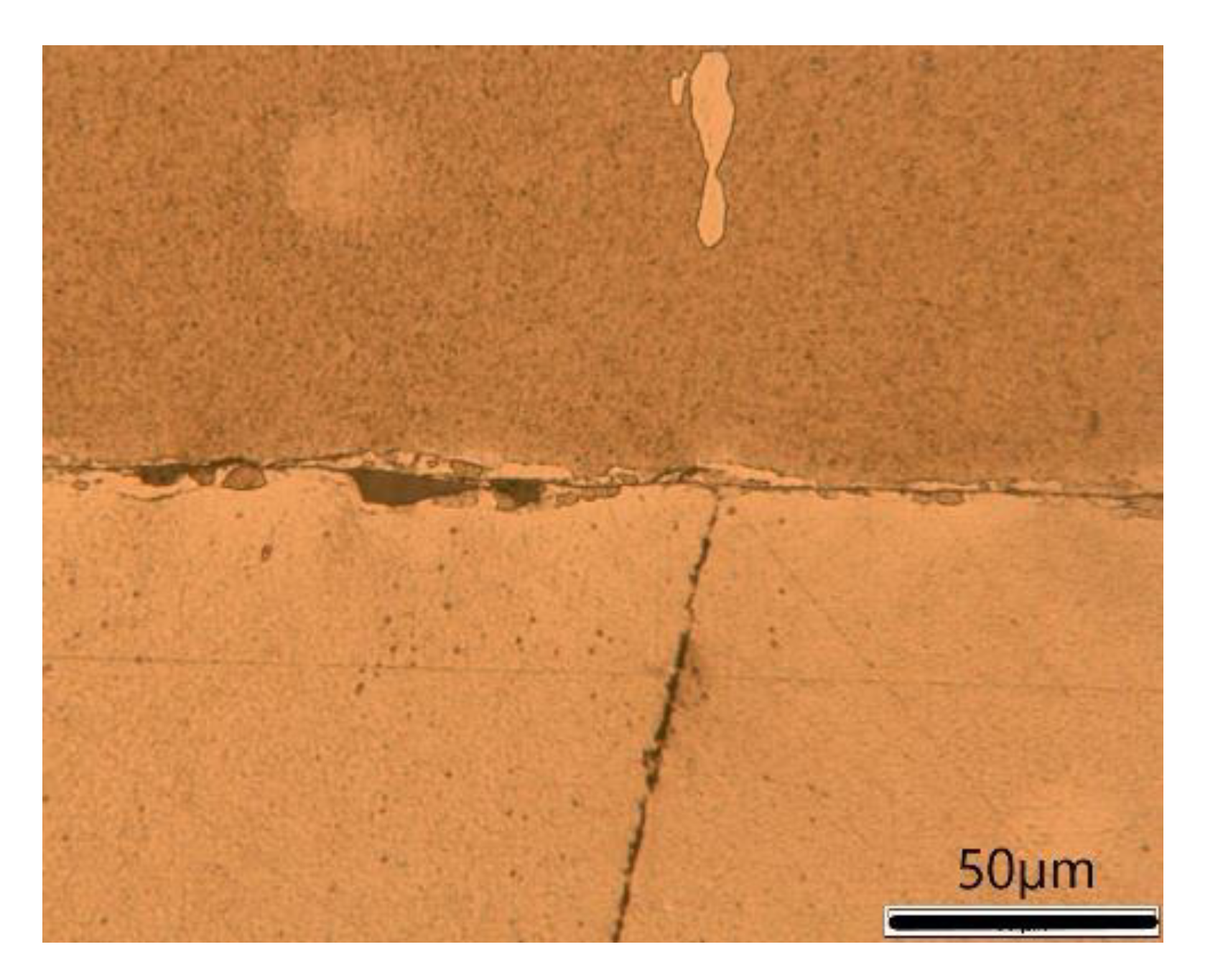
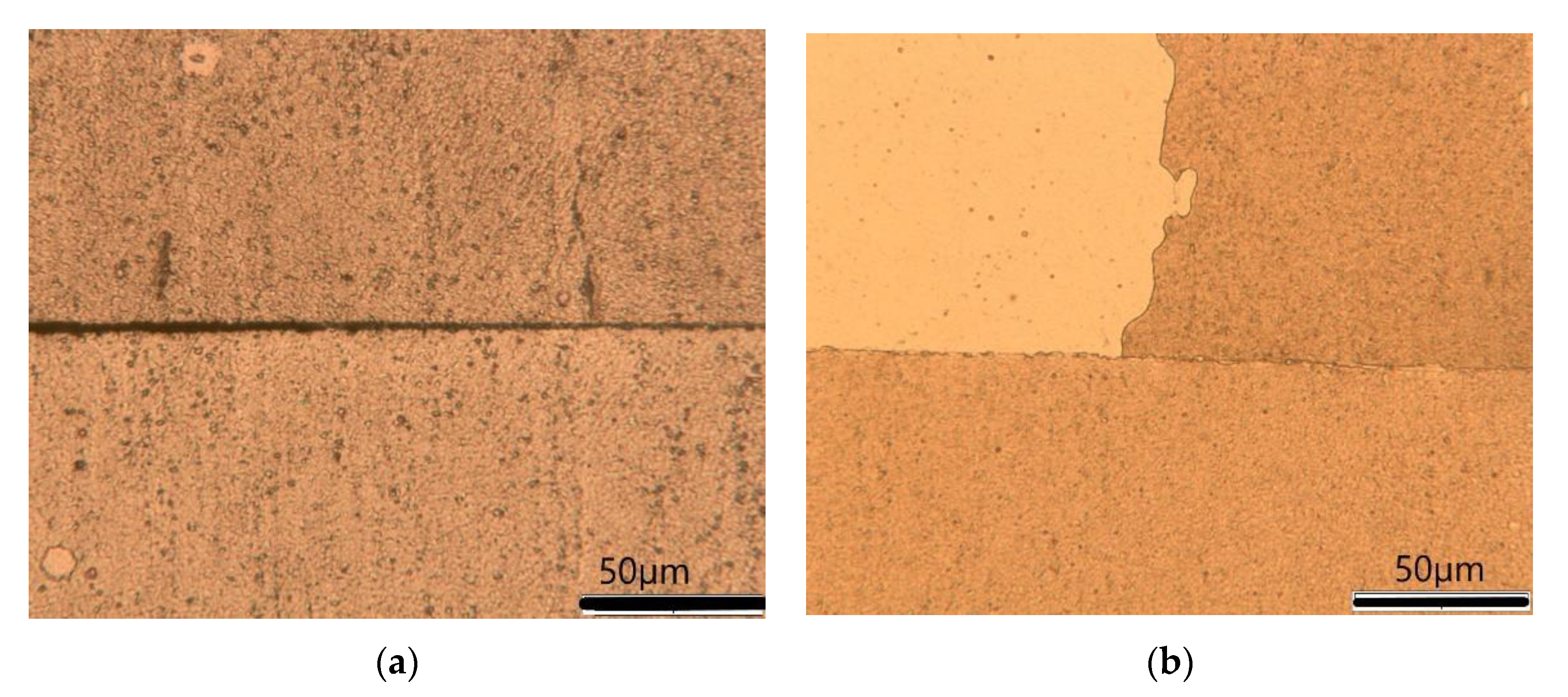
3.1. Small Disks: Influence of Surface Roughness
3.2. Large Disks: Evaluation of the Mechanical Properties
4. Conclusions
- -
- Successful joining was achieved with samples that had lapped joining surfaces.
- -
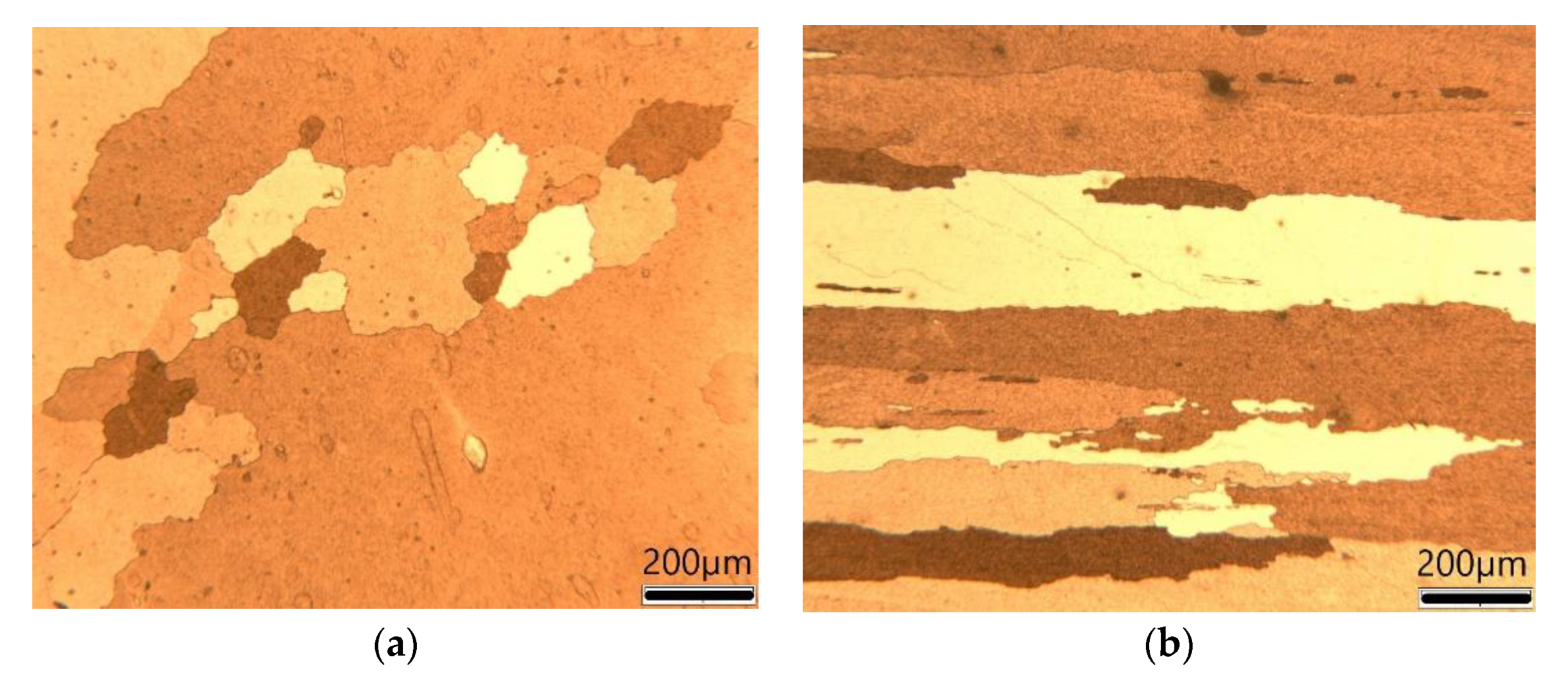
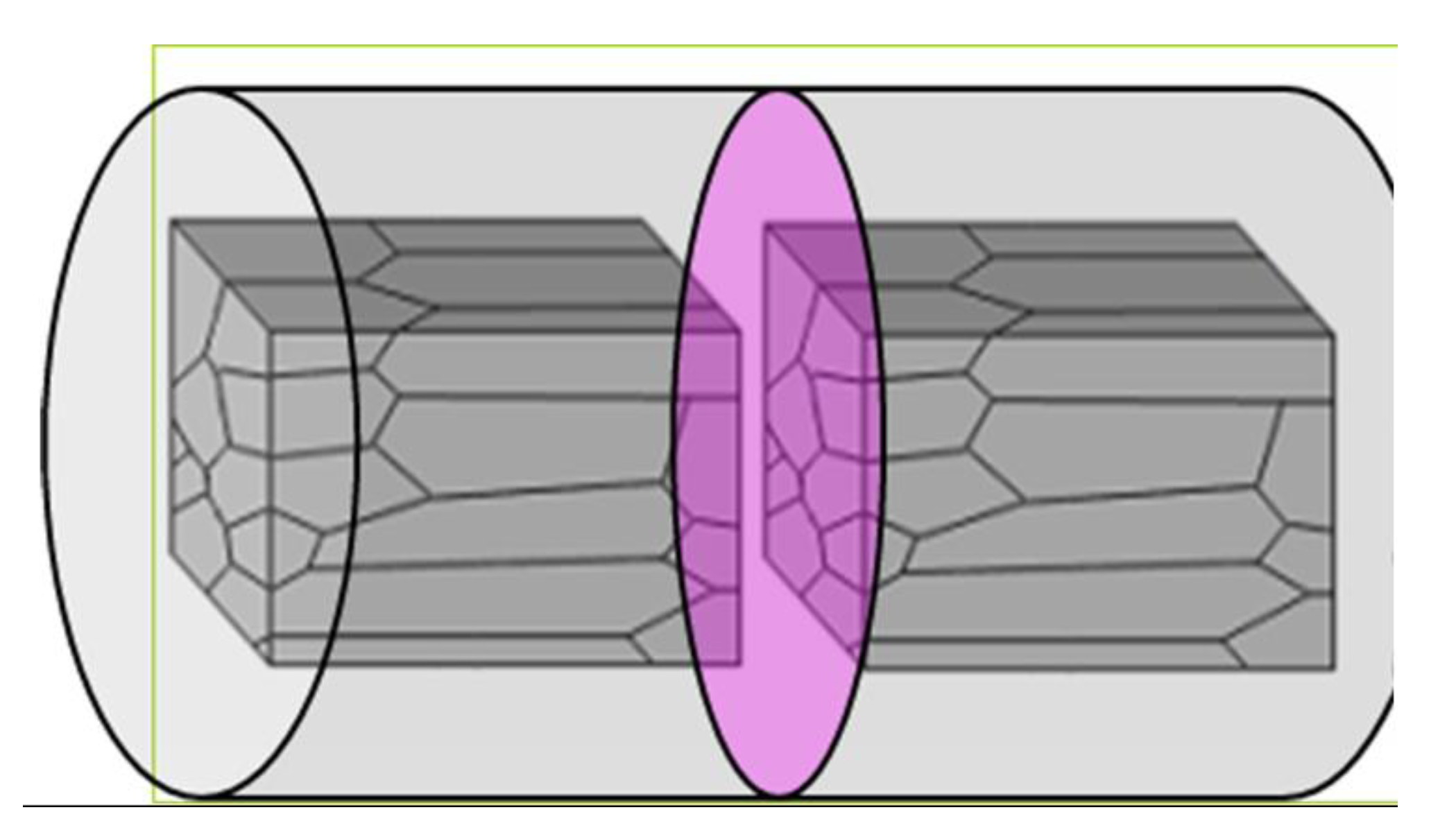
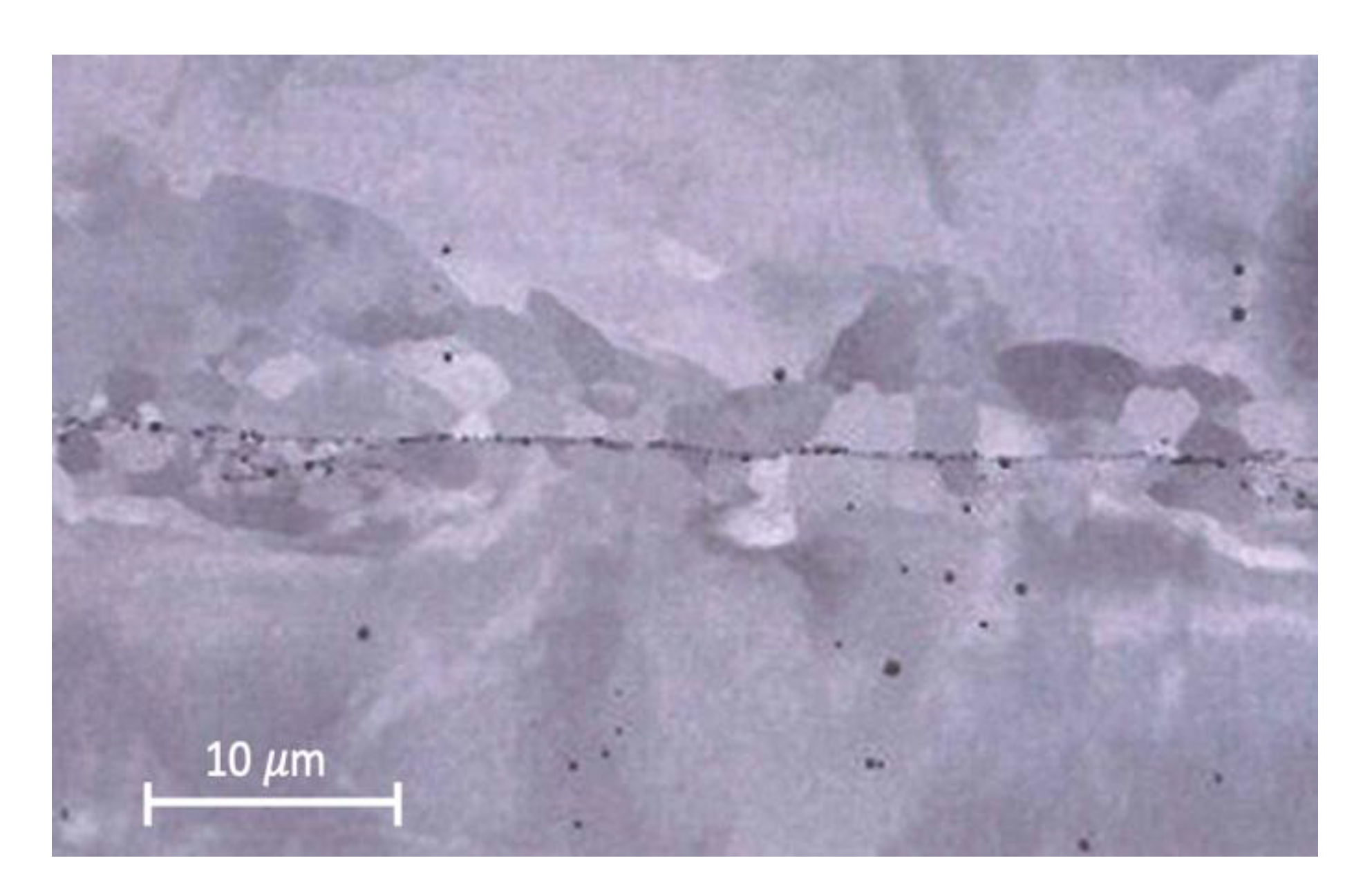
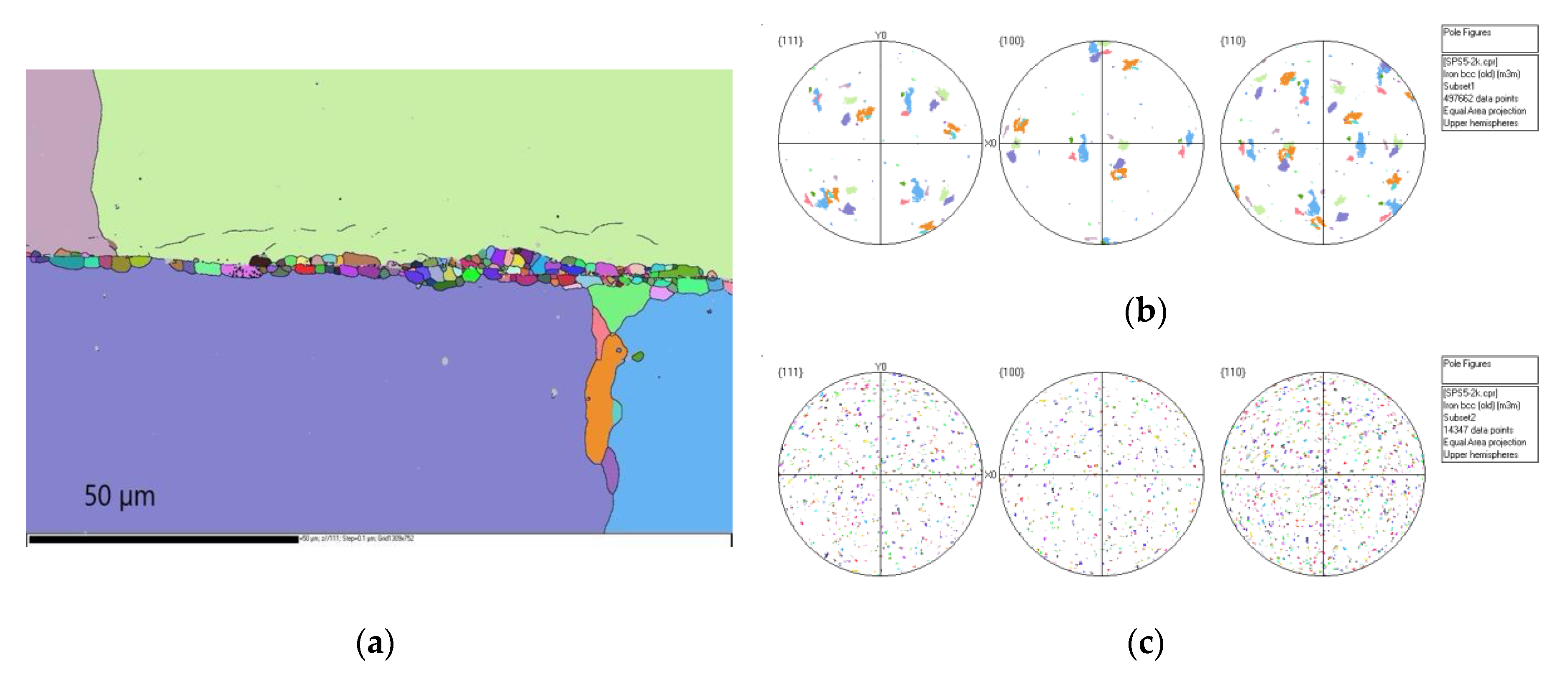
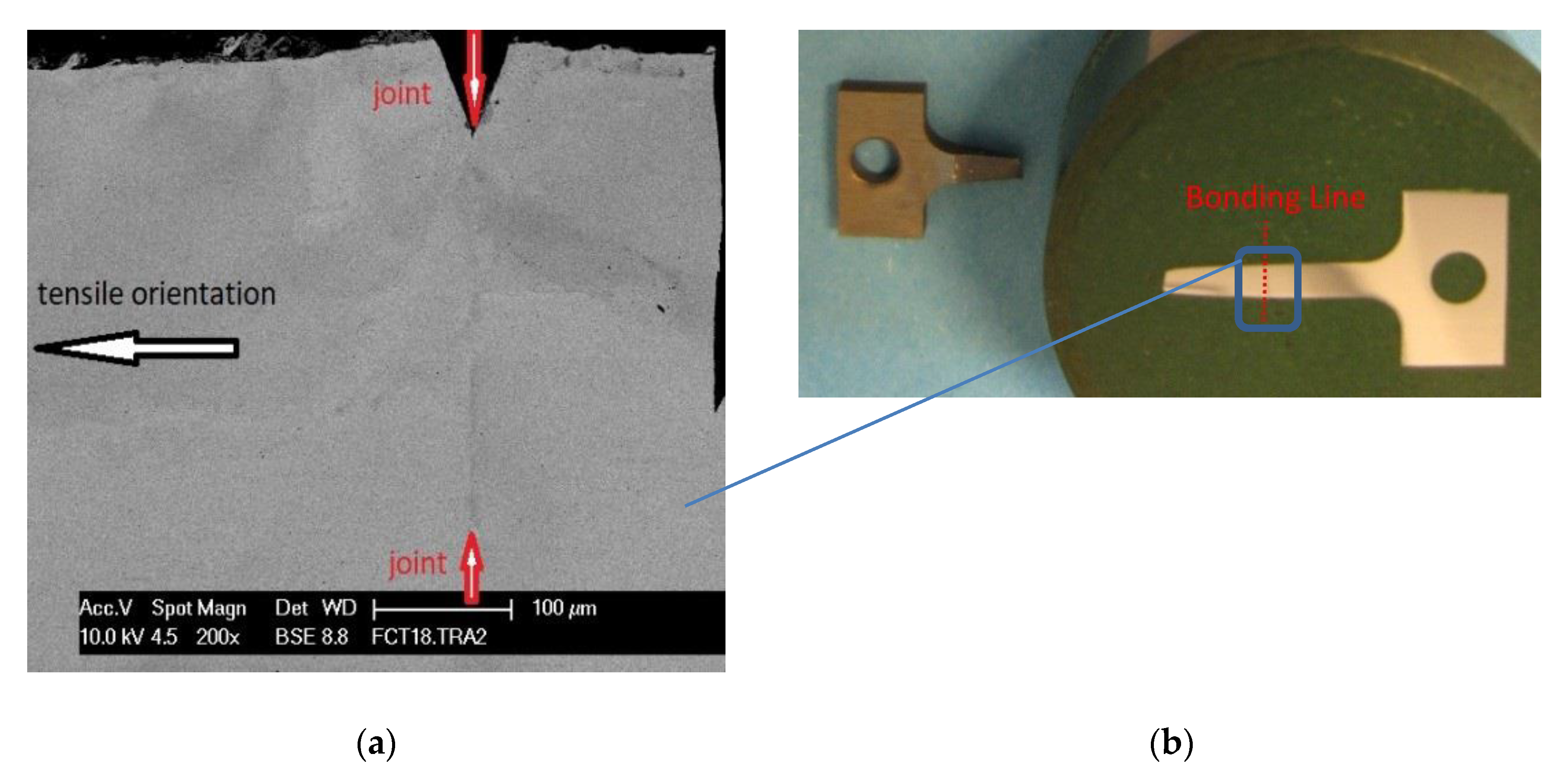
- Micrographic observations revealed some very clean joining areas. SEM and EBSD imaging of the well-bonded interface revealed recrystallized small micron-sized grains that were randomly oriented.
- -
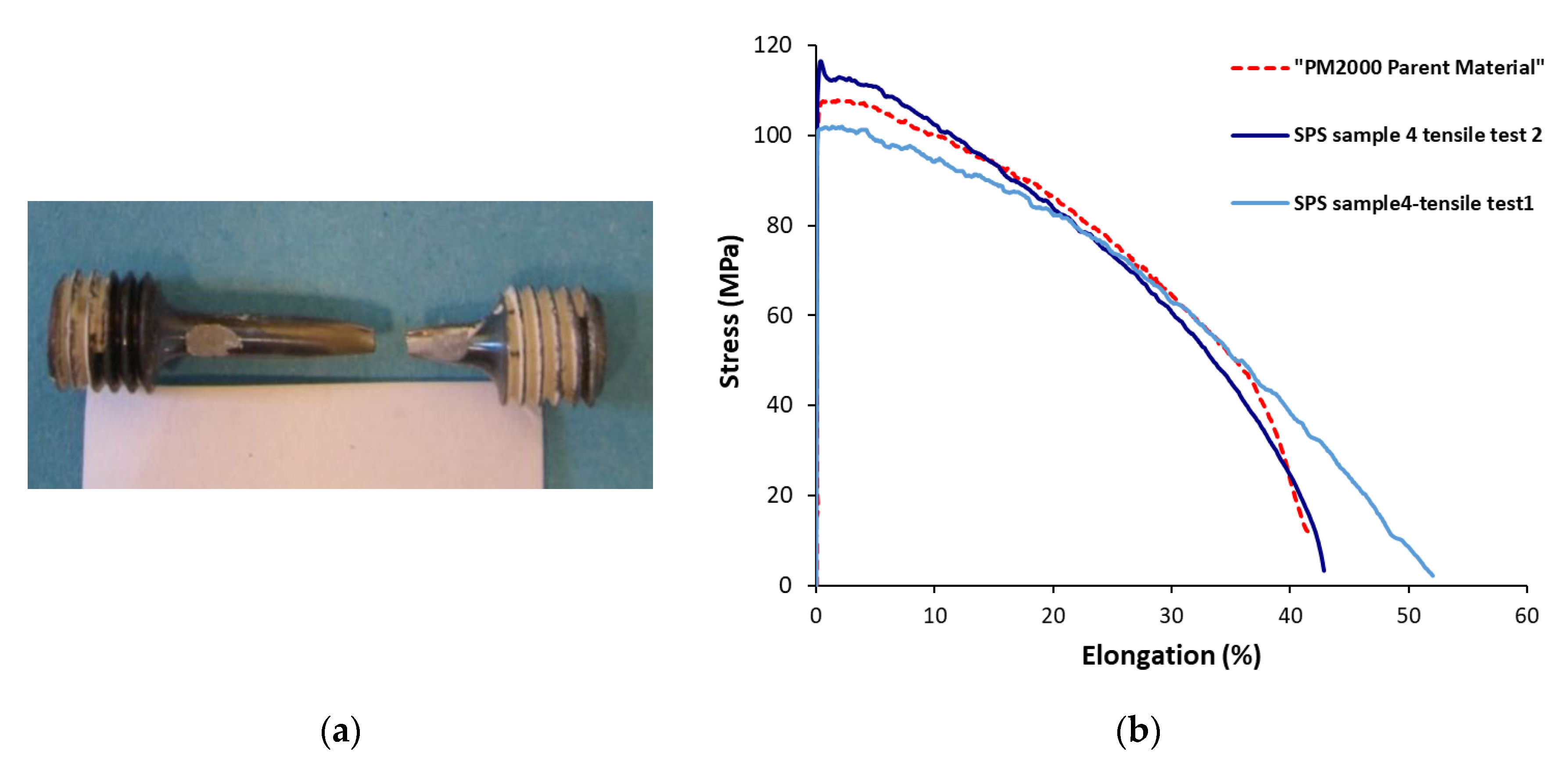
- The sample prepared with a lapped surface and joined by SPS at 11,000 °C during 3 min exhibited nearly the same tensile behaviour as the base material at elevated temperatures and did not fracture at the joint, but rather failure occurred in the bulk material.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yvon, P.; Carré, F. Structural materials challenges for advanced reactor systems. J. Nucl. Mater. 2009, 385, 217–222. [Google Scholar] [CrossRef]
- De Carlan, Y.; Béchade, J.-L.; Dubuisson, P.; Seran, J.-L.; Billot, P.; Bougault, A.; Cozzika, T.; Hamon, J.; Doriot, S.; Henry, J.; et al. CEA developments of new ferritic ODS alloys for nuclear applications. J. Nucl. Mater. 2009, 386, 430–432. [Google Scholar] [CrossRef]
- Klueh, R.L.; Maziasz, P.J.; Kim, I.S.; Heatherly, L.; Hoelzer, D.T.; Hashimoto, N.; Kenik, E.A.; Miyahara, K. Tensile and creep properties of an oxide dispersion-strengthened ferritic steel. J. Nucl. Mater. 2002, 307, 773–777. [Google Scholar] [CrossRef]
- Ukai, S.; Okuda, T.; Fujiwara, M.; Kobayashi, T.; Mizuta, S.; Nakashima, H. Characterization of High Temperature Creep Properties in Recrystallized 12Cr-ODS Ferritic Steel Claddings. J. Nucl. Sci. Technol. 2002, 39, 872–879. [Google Scholar] [CrossRef]
- Steckmeyer, A.; Vargas Hideroa, R.; Gentzbittel, J.M.; Rabeau, V.; Fournier, B. Tensile anisotropy and creep properties of a Fe–14CrWTi ODS ferritic steel. J. Nucl. Mater. 2012, 426, 182–188. [Google Scholar] [CrossRef]
- Inoue, M.; Kaito, T.; Ohtsuka, S. Research and Development of Oxide Dispersion Strengthened Ferritic Steels for Sodium Cooled Fast Breeder Reactor Fuels. In Materials Issues for Generation IV Systems; Springer: Dordrecht, The Netherlands, 2008; p. 311. [Google Scholar]
- Sketchley, P.; Threadgill, P.L.; Wright, I.G. Rotary friction welding of an Fe3Al based ODS alloy. Mater. Sci. Eng. A 2002, 329, 756–762. [Google Scholar] [CrossRef]
- Mathon, M.H.; Klosek, V.; De Carlan, Y.; Forest, L. Study of PM2000 microstructure evolution following FSW process. J. Nucl. Mater. 2009, 386, 475–478. [Google Scholar] [CrossRef]
- Corpace, F.; Monnier, A.; Poulon Quintin, A.; Manaud, J.-P. Resistance upset welding of an ODS steel fuel cladding—Identification of the thermal and mechanical phenomena using a numerical simulation. Matériaux Tech. 2012, 100, 291–298. [Google Scholar] [CrossRef]
- Krishnardula, V.G.; Aluru, R.; Sofrijon, N.I.; Fergus, J.W.; Gale, W.F. Transient liquid phase bonding of ferritic oxide-dispersion-strengthened alloys. Mater. Trans. A 2006, 37A, 497–504. [Google Scholar] [CrossRef]
- Noel, D. Les Nanomatériaux et Leurs Applications Pour L’énergie Nucléaire; Lavoisier: Paris, France, 2014; pp. 73–76. [Google Scholar]
- Orru, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G.C. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R-Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Minier, L.; Le Gallet, S.; Grin Yu Bernard, F. A comparative study of nickel and alumina sintering using Spark Plasma Sintering (SPS). Mat. Chem. Phys. 2012, 134, 243–253. [Google Scholar] [CrossRef]
- Boulnat, X.; Perez, M.; Fabregue, D.; Douillard, T.; Mathon, M.-H.; De Carlan, Y. Microstructure Evolution in Nano-reinforced Ferritic Steel Processed by Mechanical Alloying and Spark Plasma Sintering. Metall. Mater. Trans. A 2014, 45A, 1485–1497. [Google Scholar] [CrossRef]
- Auger, M.A.; De Castro, V.; Leguey, T.; Muñoz, A.; Pareja, R. Microstructure and mechanical behavior of ODS and non-ODS Fe–14Cr model alloys produced by spark plasma sintering. J. Nucl. Mater. 2013, 436, 68–75. [Google Scholar] [CrossRef] [Green Version]
- Naimi, F. Approches Scientifiques et Technologiques du fritta4ge et de L’assemblage de Matériaux Métalliques par Frittage Flash. Ph.D. Thesis, Université de Bourgogne, Dijon, France, 26 November 2013. [Google Scholar]
- Tatlock, G.; Dyadko, E.; Dryenpondt, S.; Wright, I. Pulsed Plasma-Assisted Diffusion Bonding of Oxide Dispersion-Strengthened FeCrAl Alloys. Metall. Mater. Trans. A 2007, 38A, 1663–1665. [Google Scholar] [CrossRef]
- Krishnardula, V.G.; Aluru, R.; Sofyan NB, I.; Fergus, J.W.; Gale, W.F. Solid-state diffusion bonding of MA956 and PM2000. In Proceedings of the 7th International Conference, Pine Mountain, GA, USA, 16–20 May 2005; Volume 2005, pp. 885–888. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3 Sample Preparations | Heating Rate | Pressure | Temperature | Holding Time |
|---|---|---|---|---|
| Machined surface | 150 °C/min | 20 MPa without a die to 64 MPa a with die | 950 °C to 1100 °C | 0 to 30 min |
| Ground surface | ||||
| Lapped surface |
| Samples | Surface Preparation | SPS Conditions |
|---|---|---|
| 1 | Ground | 975 °C/20 min |
| 2 | Ground | 1050 °C/20 min |
| 3 | Ground | 1100 °C/10 min |
| 4 | Lapped | 1100 °C/3 min |
| 5 | Lapped | 1100 °C/10 min |
| Temperature | At 20 °C | At 750 °C | ||||
|---|---|---|---|---|---|---|
| Samples | Ultimate Tensile Strength (MPa) | Total Elongation (%) | Failure | Ultimate tensile strength (MPa) | Total Elongation (%) | Failure |
| 1a | 282 | 0 | interface | 110 | 6.6 | Interface |
| 1b | 114 | 8.4 | Interface | |||
| 2 | No tensile specimen available | 112 | 0.4 | Interface | ||
| 3 | No tensile specimen available | No tensile specimen available | ||||
| 4a | 200 | 0 | 101 | 53.0 | PM 2000 | |
| 4b | 534 | 2.9 | 116 | 44.0 | PM 2000 | |
| 5 | No tensile specimen available | No tensile specimen available | ||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naimi, F.; Niepce, J.-C.; Ariane, M.; Cayron, C.; Calapez, J.; Gentzbittel, J.-M.; Bernard, F. Joining of Oxide Dispersion-Strengthened Steel Using Spark Plasma Sintering. Metals 2020, 10, 1040. https://doi.org/10.3390/met10081040
Naimi F, Niepce J-C, Ariane M, Cayron C, Calapez J, Gentzbittel J-M, Bernard F. Joining of Oxide Dispersion-Strengthened Steel Using Spark Plasma Sintering. Metals. 2020; 10(8):1040. https://doi.org/10.3390/met10081040
Chicago/Turabian StyleNaimi, Foad, Jean-Claude Niepce, Mostapha Ariane, Cyril Cayron, José Calapez, Jean-Marie Gentzbittel, and Frédéric Bernard. 2020. "Joining of Oxide Dispersion-Strengthened Steel Using Spark Plasma Sintering" Metals 10, no. 8: 1040. https://doi.org/10.3390/met10081040