Ultrasonic Assisted Sintering Using Heat Converted from Mechanical Energy

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
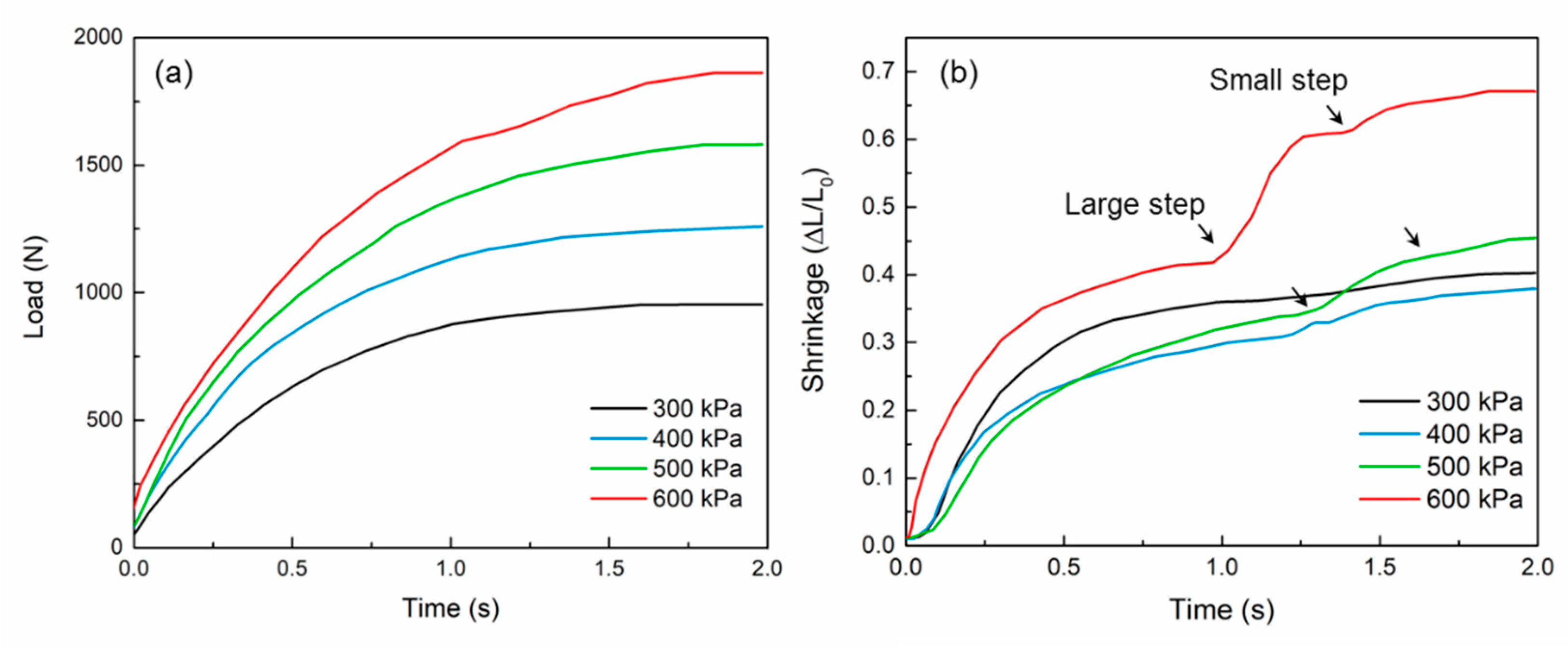
3.1. Ultrasonic Assisted Sintering Process
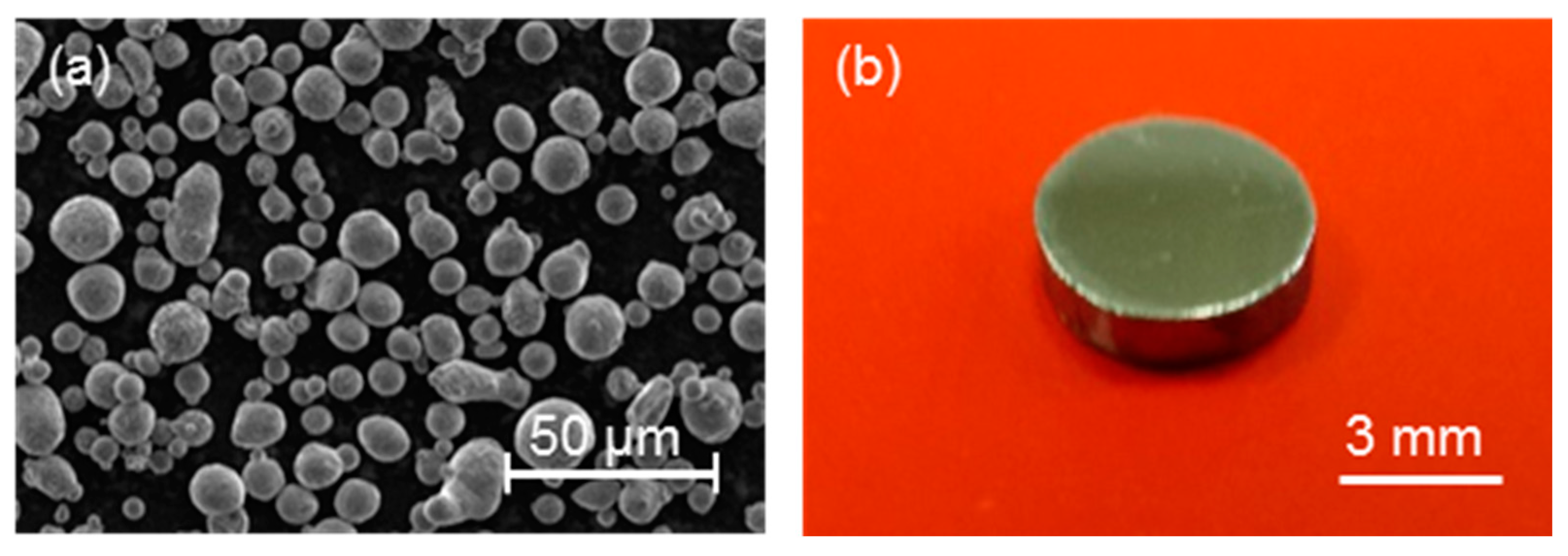
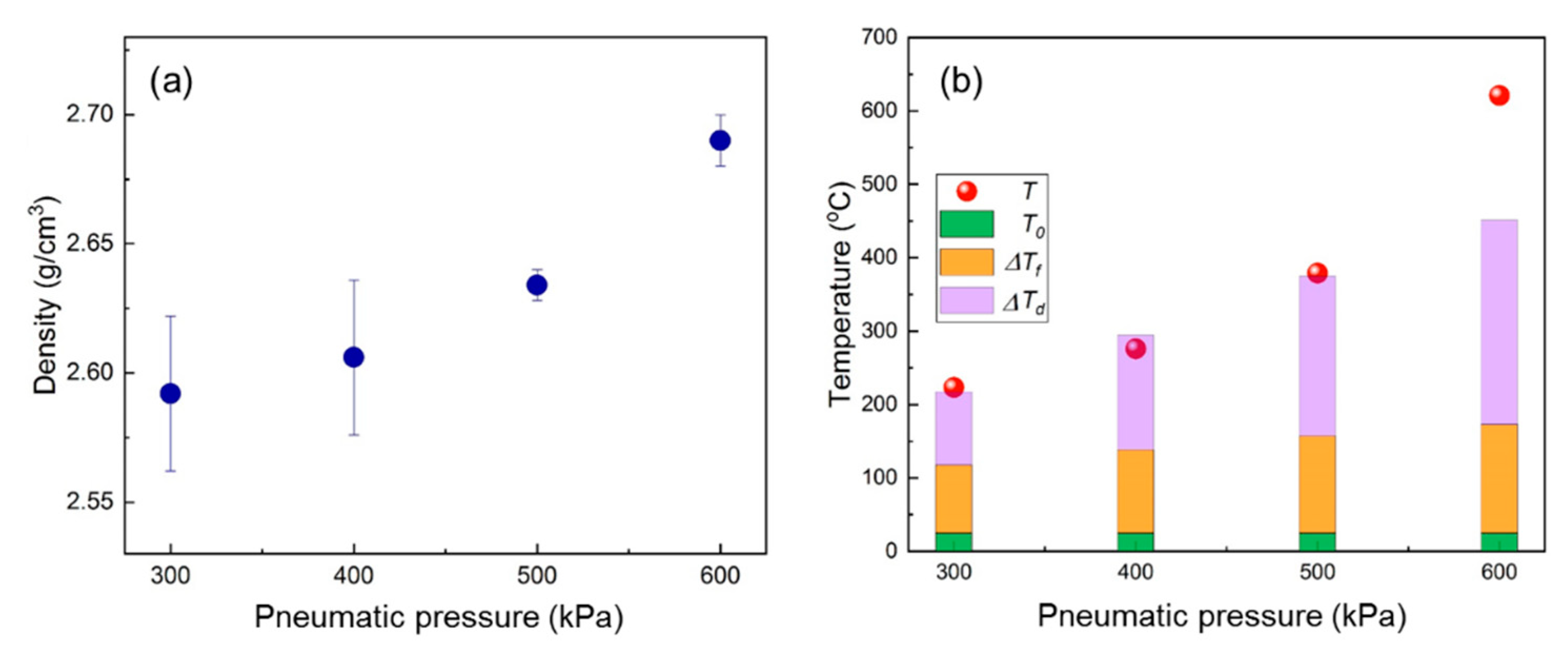
3.2. Structure of the Sintered Specimens
3.3. Mechanism of Ultrasonic Assisted Sintering
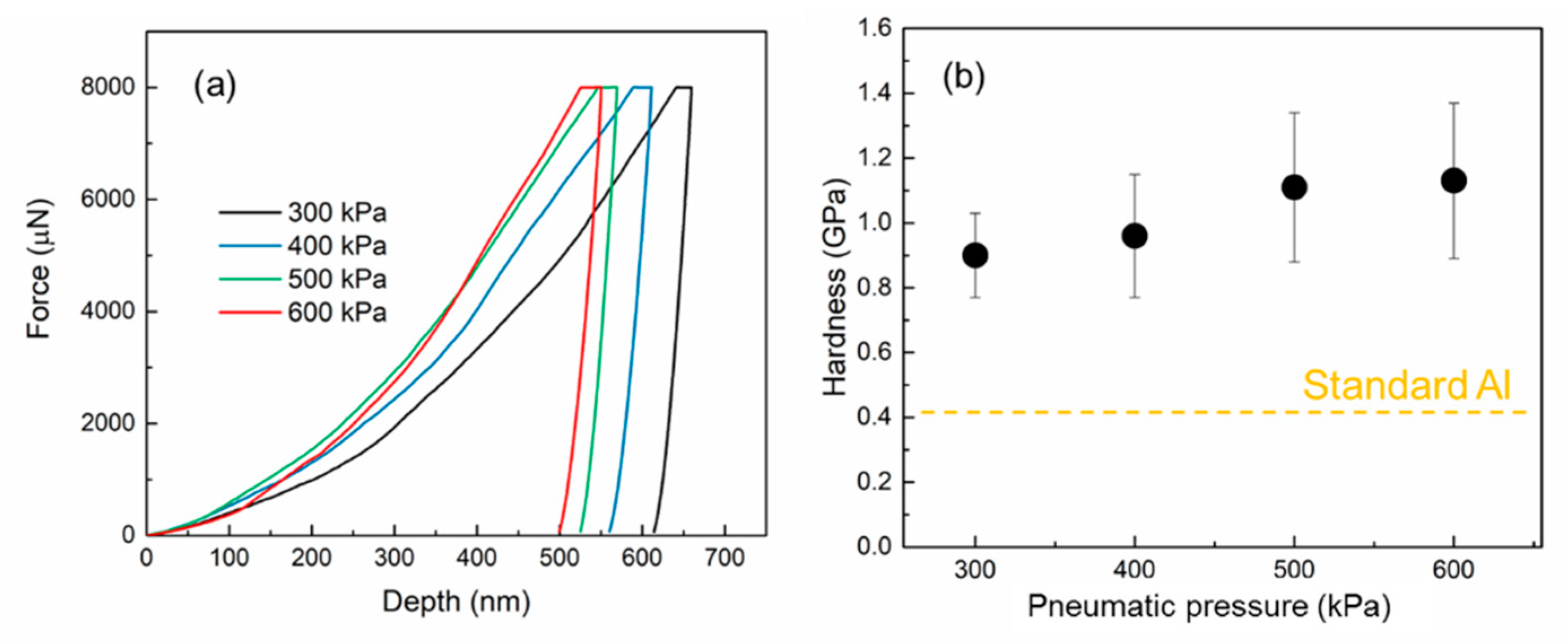
3.4. Hardness of the Sintered Aluminum Specimens
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Huang, K.; Yang, Y.; Qin, Y.; Yang, G.; Yin, D. A new densification mechanism of copper powder sintered under an electrical field. Scr. Mater. 2015, 99, 85–88. [Google Scholar] [CrossRef] [Green Version]
- Fang, Z.Z.; Wang, X.; Ryu, T.; Hwang, K.S.; Sohn, H.Y. Synthesis, sintering, and mechanical properties of nanocrystalline cemented tungsten carbide—A review. Int. J. Refract. Met. Hard Mater. 2009, 27, 288–299. [Google Scholar] [CrossRef]
- Senkov, O.N.; Scott, J.M.; Senkova, S.V.; Miracle, D.B.; Woodward, C.F. Microstructure and room temperature properties of a high-entropy TaNbHfZrTi alloy. J. Alloys Compd. 2011, 509, 6043–6048. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Davies, S. Fundamental aspects of hot isostatic pressing: An overview. Met. Mater. Trans. A 2000, 31, 2981–3000. [Google Scholar] [CrossRef]
- Yu, M.; Grasso, S.; McKinnon, R.; Saunders, T.; Reece, M.J. Review of flash sintering: Materials, mechanisms and modelling. Adv. Appl. Ceram. 2017, 116, 24–60. [Google Scholar] [CrossRef] [Green Version]
- Shen, Z.J.; Johnsson, M.; Zhao, Z.; Nygren, M. Spark plasma sintering of alumina. J. Am. Ceram. Soc. 2002, 85, 1921–1927. [Google Scholar] [CrossRef]
- Mamedov, V. Spark plasma sintering as advanced PM sintering method. Powder Met. 2002, 45, 322–328. [Google Scholar] [CrossRef]
- Park, M.; Schuh, C.A. Accelerated sintering in phase-separating nanostructured alloys. Nat. Commun. 2015, 6, 6. [Google Scholar] [CrossRef] [Green Version]
- Bordia, R.K.; Kang, S.-J.L.; Olevsky, E.A. Current understanding and future research directions at the onset of the next century of sintering science and technology. J. Am. Ceram. Soc. 2017, 100, 2314–2352. [Google Scholar] [CrossRef] [Green Version]
- Basu, B.; Kalin, M. Frictional heating and contact temperature. In Tribology of Ceramics and Composites; Wiley-American Ceramic Society: Hoboken, NJ, USA, 2011; pp. 60–69. [Google Scholar]
- Ensminger, D.; Bond, L.J. Ultrasonics: Fundamentals, Technologies, and Applications; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Lou, Y.; Liu, X.; Yang, X.; Ge, Y.; Zhao, D.; Wang, H.; Zhang, L.-C.; Liu, Z. Fast rejuvenation in bulk metallic glass induced by ultrasonic vibration precompression. Intermetallics 2020, 118, 106687. [Google Scholar] [CrossRef]
- Thoe, T.B.; Aspinwall, D.K.; Wise, M.L.H. Review on ultrasonic machining. Int. J. Mach. Tools Manuf. 1998, 38, 239–255. [Google Scholar] [CrossRef]
- Ma, J.; Yang, C.; Liu, X.; Shang, B.; He, Q.; Li, F.; Wang, T.; Wei, D.; Liang, X.; Wu, X.; et al. Fast surface dynamics enabled cold joining of metallic glasses. Sci. Adv. 2019, 5, eaax7256. [Google Scholar] [CrossRef] [Green Version]
- Musa, M.A.; Ahmad Najmuddin Wan Saidin, W.; Kasim, N.I.; Ibrahim, M.I.; Mohamad Noor, N. A review on ultrasonic welding capability: Breakaway from traditional plastic. Appl. Mech. Mater. 2015, 789, 136–140. [Google Scholar] [CrossRef]
- Tsujino, J. Review of ultrasonic welding of metal and plastic materials. J. Acoust. Soc. Jpn. 1989, 45, 409–415. [Google Scholar]
- Tsujino, J.; Ueoka, T.; Hasegawa, K.; Fujita, Y.; Shiraki, T.; Okada, T.; Tamura, T. New methods of ultrasonic welding of metal and plastic materials. Ultrasonics 1996, 34, 177–185. [Google Scholar] [CrossRef]
- Chen, P.; Liao, W.B.; Liu, L.H.; Luo, F.; Wu, X.Y.; Li, P.J.; Yang, C.; Yan, M.; Liu, Y.; Zhang, L.C.; et al. Ultrafast consolidation of bulk nanocrystalline titanium alloy through ultrasonic vibration. Sci. Rep. 2018, 8, 801. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gheybi Hashemabad, S.; Ando, T. Ignition characteristics of hybrid Al–Ni–Fe2O3 and Al–Ni–CuO reactive composites fabricated by ultrasonic powder consolidation. Combust. Flame 2015, 162, 1144–1152. [Google Scholar] [CrossRef]
- Abedini, R.; Abdullah, A.; Alizadeh, Y. Ultrasonic assisted hot metal powder compaction. Ultrason. Sonochem. 2017, 38, 704–710. [Google Scholar] [CrossRef]
- Erdeniz, D.; Ando, T. Fabrication of micro/nano structured aluminum-nickel energetic composites by means of ultrasonic powder consolidation. Int. J. Mater. Res. 2013, 104, 386–391. [Google Scholar] [CrossRef]
- Abedini, R.; Abdullah, A.; Alizadeh, Y. Ultrasonic hot powder compaction of Ti-6Al-4V. Ultrason. Sonochem. 2017, 37, 640–647. [Google Scholar] [CrossRef]
- Liu, Z. Densification and Metallurgical Bonding in Copper Powder Compact during Ultrasonic Powder Consolidation. Master’s Thesis, Northeastern University, Boston, MA, USA, 2015. [Google Scholar]
- Fang, Z.Z. Sintering of Advanced Materials; Woodhead Publishing Limited: Cambridge, UK, 2010; p. 484. [Google Scholar]
- Schaffer, G.B.; Hall, B.J. The influence of the atmosphere on the sintering of aluminum. Met. Mater. Trans. A 2002, 33, 3279–3284. [Google Scholar] [CrossRef]
- Awotunde, M.A.; Adegbenjo, A.O.; Obadele, B.A.; Okoro, M.; Shongwe, B.M.; Olubambi, P.A. Influence of sintering methods on the mechanical properties of aluminium nanocomposites reinforced with carbonaceous compounds: A review. J. Mater. Res. Technol. 2019, 8, 2432–2449. [Google Scholar] [CrossRef]
- Lu, J.X.; Wu, X.Y.; Liu, Z.Y.; Chen, X.Q.; Xu, B.; Wu, Z.Z.; Ruan, S.C. Microstructure and mechanical properties of ultrafine-grained copper produced using intermittent ultrasonic-assisted equal-channel angular pressing. Met. Mater. Trans. A 2016, 47, 4648–4658. [Google Scholar] [CrossRef]
- Miyajima, Y.; Mitsuhara, M.; Hata, S.; Nakashima, H.; Tsuji, N. Quantification of internal dislocation density using scanning transmission electron microscopy in ultrafine grained pure aluminium fabricated by severe plastic deformation. Mater. Sci. Eng. A 2010, 528, 776–779. [Google Scholar] [CrossRef]
- Chen, W.; Liu, Z.; Schroers, J. Joining of bulk metallic glasses in air. Acta Mater. 2014, 62, 49–57. [Google Scholar] [CrossRef]
- Madec, R.; Devincre, B.; Kubin, L.P. From dislocation junctions to forest hardening. Phys. Rev. Lett. 2002, 89, 4. [Google Scholar] [CrossRef]
- Diouf, S.; Molinari, A. Densification mechanisms in spark plasma sintering: Effect of particle size and pressure. Powder Technol. 2012, 221, 220–227. [Google Scholar] [CrossRef]
- Kapoor, R.; Nemat-Nasser, S. Determination of temperature rise during high strain rate deformation. Mech. Mater. 1998, 27, 1–12. [Google Scholar] [CrossRef]
- Bhushan, B. Modern Tribology Handbook, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Bhushan, B. Introduction to Tribology; Wiley: Columbus, OH, USA, 2013; Volume 2, p. 711. [Google Scholar]
- Touloukian, Y.S.; Powell, R.W.; Ho, C.Y.; Klemens, P.G. The TPRC Data Series; Purdue Research Foundation: West Lafayette, IN, USA, 1970; Volume 1. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Aliyu, I.K.; Saheb, N.; Hassan, S.F.; Al-Aqeeli, N. Microstructure and properties of spark plasma sintered aluminum containing 1 wt.% SiC nanoparticles. Metals 2015, 5, 70–83. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Yang, Y.; Guo, S.; Liu, X.J.; Lu, J.; Liu, Y.H.; Liu, C.T. Cooling rate effect on Young’s modulus and hardness of a Zr-based metallic glass. J. Alloys Compd. 2011, 509, 3269–3273. [Google Scholar] [CrossRef]
- Nuruzzaman, D.; Kamaruzaman, F.; Azmi, N. Effect of sintering temperature on the properties of aluminium-aluminium oxide composite materials. Int. J. Eng. Mater. Manuf. 2016, 1, 59. [Google Scholar] [CrossRef]
- Ternero, F.; Astacio, R.; Caballero, E.S.; Cuevas, F.G.; Montes, J.M. Influence of processing parameters on the conduct of electrical resistance sintering of iron powders. Metals 2020, 10, 14. [Google Scholar] [CrossRef]
- Orrù, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Fais, A. A faster FAST: Electro-sinter-forging. Met. Powder Rep. 2018, 73, 80–86. [Google Scholar] [CrossRef]
- Liu, L.H.; Yang, C.; Yao, Y.G.; Wang, F.; Zhang, W.W.; Long, Y.; Li, Y.Y. Densification mechanism of Ti-based metallic glass powders during spark plasma sintering process. Intermetallics 2015, 66, 1–7. [Google Scholar] [CrossRef]
- Ruoff, A.L.; Balluffi, R.W. Strain-enhanced diffusion in metals. II. dislocation and grain-boundary short-circuiting models. J. Appl. Phys. 1963, 34, 1848–1853. [Google Scholar] [CrossRef]
- Rozenberg, L. Physical Principles of Ultrasonic Technology, 1st ed.; Springer: New York, NY, USA, 1973. [Google Scholar]
- Vasil’ev, L.S. To the theory of the anomalously high diffusion rate in metals under shock action: I. Basic equations of diffusion mass transfer upon plastic deformation of materials. Phys. Met. Met. 2009, 107, 330–340. [Google Scholar] [CrossRef]
- Yang, J.W.; Zhang, J.; Qiao, J. Molecular dynamics simulations of atomic diffusion during the Al-Cu ultrasonic welding process. Materials 2019, 12, 11. [Google Scholar] [CrossRef] [Green Version]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pneumatic Pressure (kPa) | Full Load (N) | Nominal Stress (MPa) | Density (g/cm3) | Relative Density (%) | Temperature (°C) |
|---|---|---|---|---|---|
| 300 | 952 | 48 | 2.59 ± 0.03 | 96.0 | 223 |
| 400 | 1254 | 64 | 2.61 ± 0.03 | 96.5 | 276 |
| 500 | 1575 | 80 | 2.63 ± 0.06 | 97.6 | 379 |
| 600 | 1855 | 94 | 2.69 ± 0.01 | 99.6 | 621 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Ge, Y.; Zhao, D.; Lou, Y.; Liu, Y.; Wu, Y.; Yu, P.; Yu, C. Ultrasonic Assisted Sintering Using Heat Converted from Mechanical Energy. Metals 2020, 10, 971. https://doi.org/10.3390/met10070971
Liu Z, Ge Y, Zhao D, Lou Y, Liu Y, Wu Y, Yu P, Yu C. Ultrasonic Assisted Sintering Using Heat Converted from Mechanical Energy. Metals. 2020; 10(7):971. https://doi.org/10.3390/met10070971
Chicago/Turabian StyleLiu, Zhiyuan, Yang Ge, Dandan Zhao, Yan Lou, Yong Liu, Yuan Wu, Peng Yu, and Chunyan Yu. 2020. "Ultrasonic Assisted Sintering Using Heat Converted from Mechanical Energy" Metals 10, no. 7: 971. https://doi.org/10.3390/met10070971