Effects of Second-Phase Particles on Microstructure Evolution in Mg-2Zn Based Magnesium Alloys during Annealing Treatment

Abstract
:1. Introduction
2. Materials and Experimental Procedure
2.1. Materials
2.2. Microstructure Observation
2.3. Vickers Hardness Tests
3. Results and Discussion
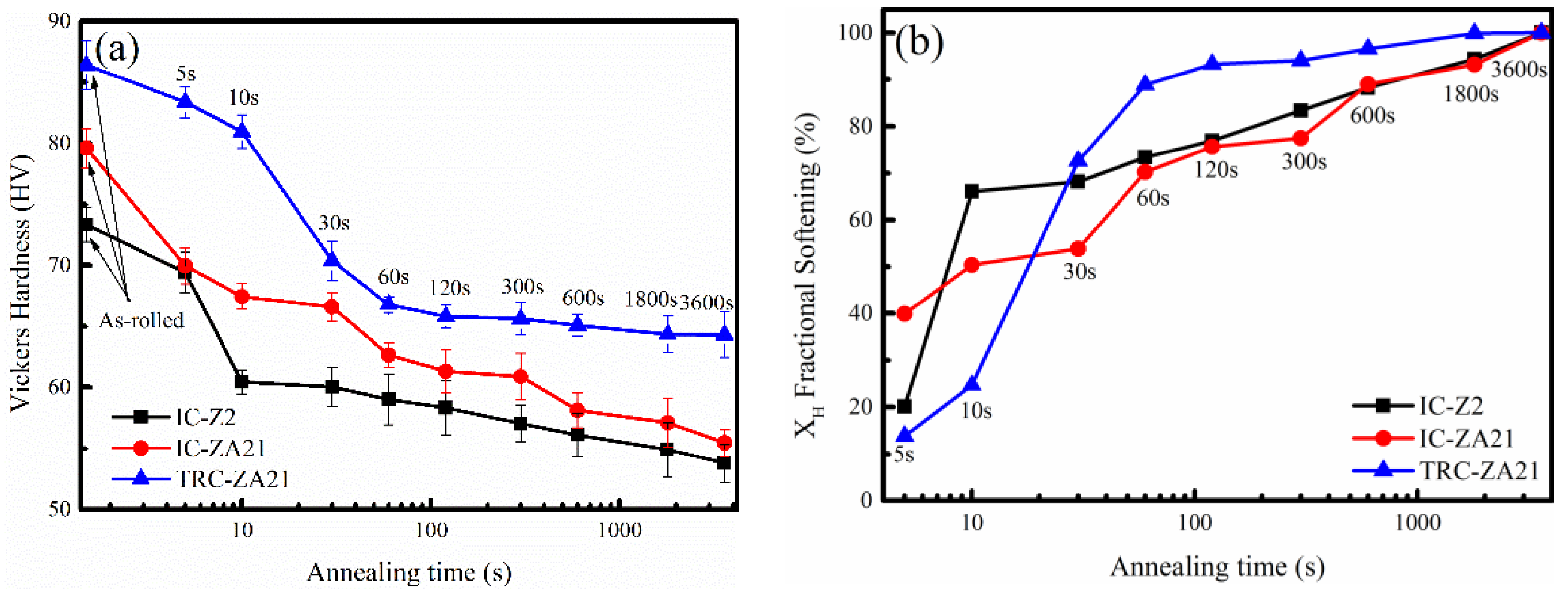
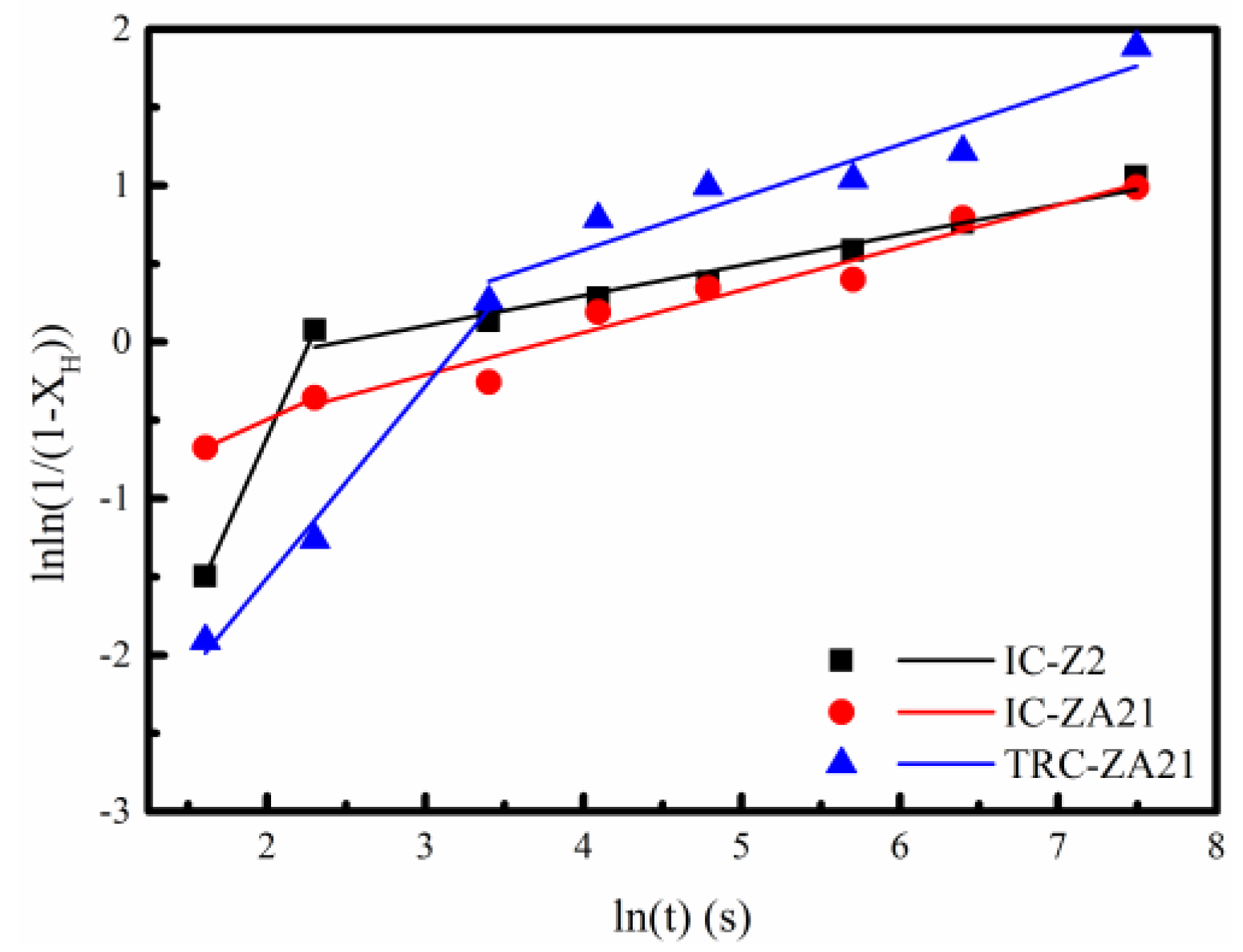
3.1. Softening Behavior during Annealing Treatment
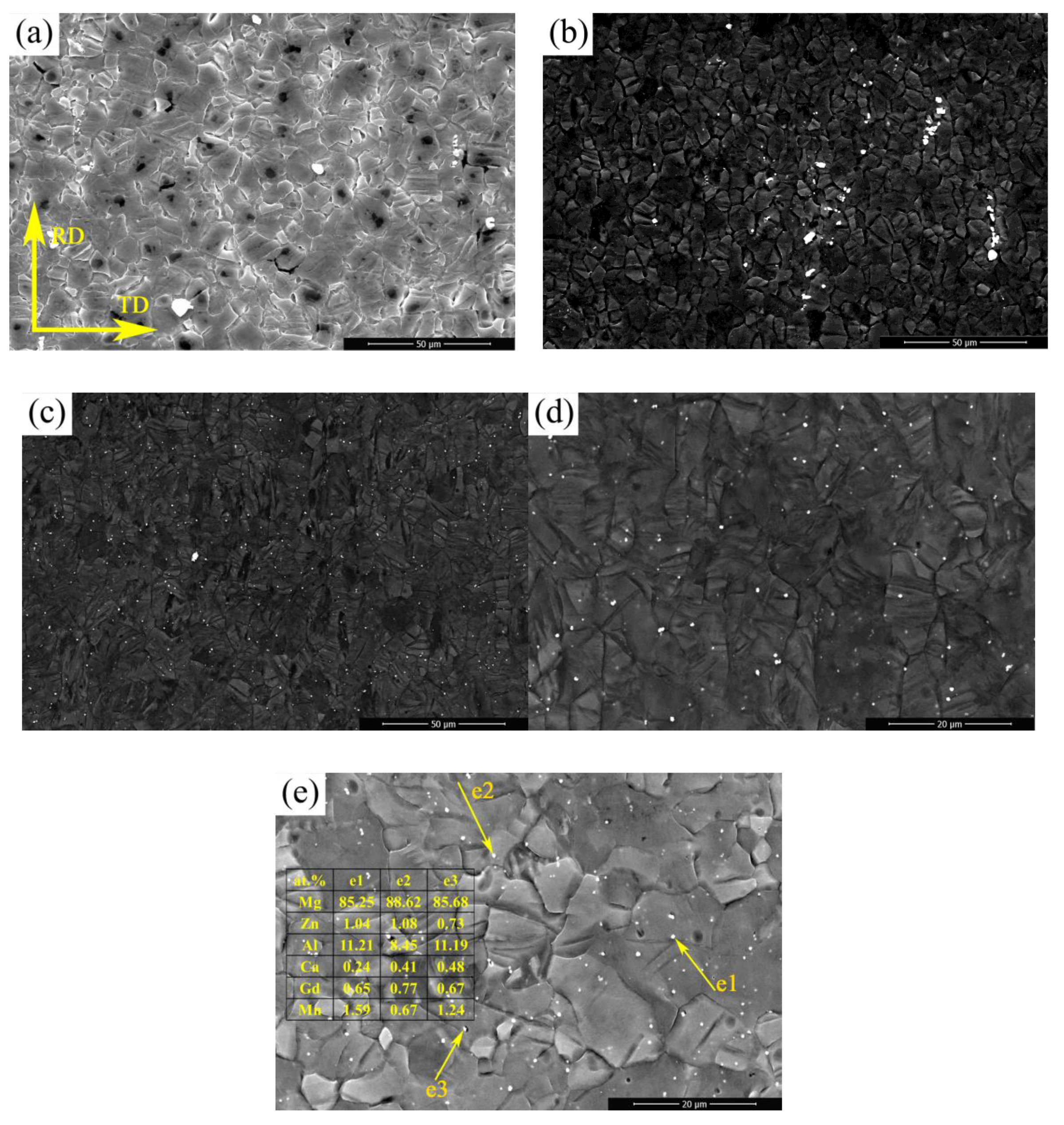
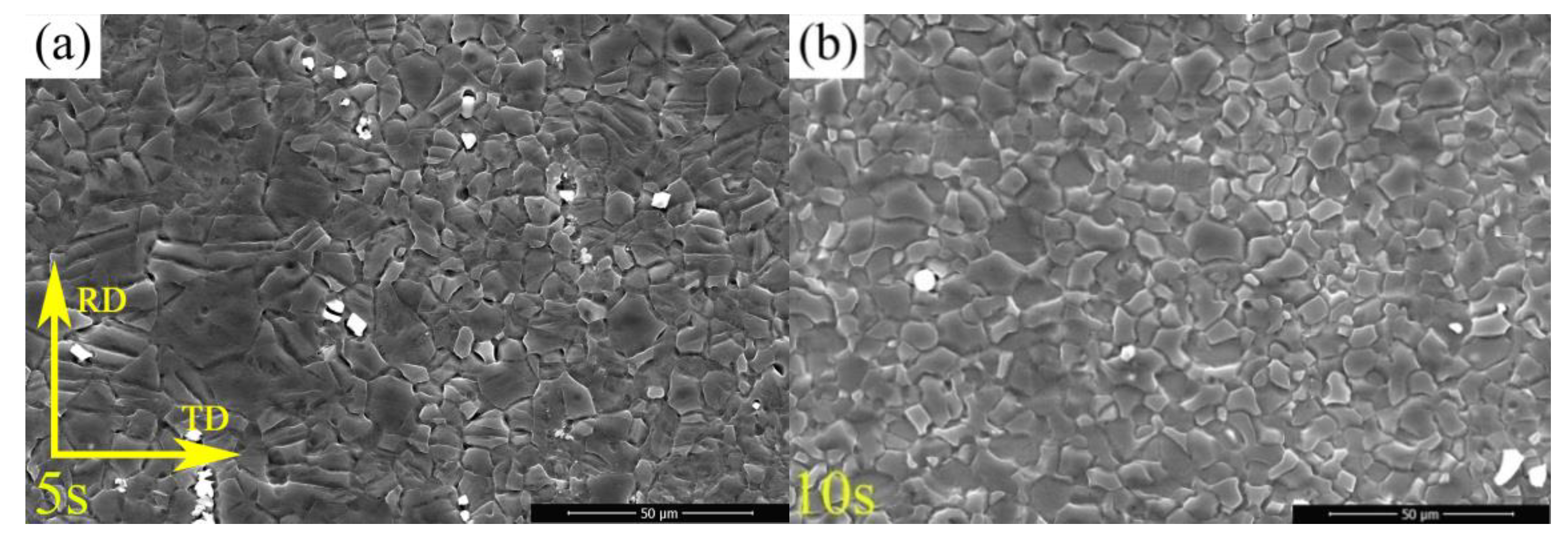
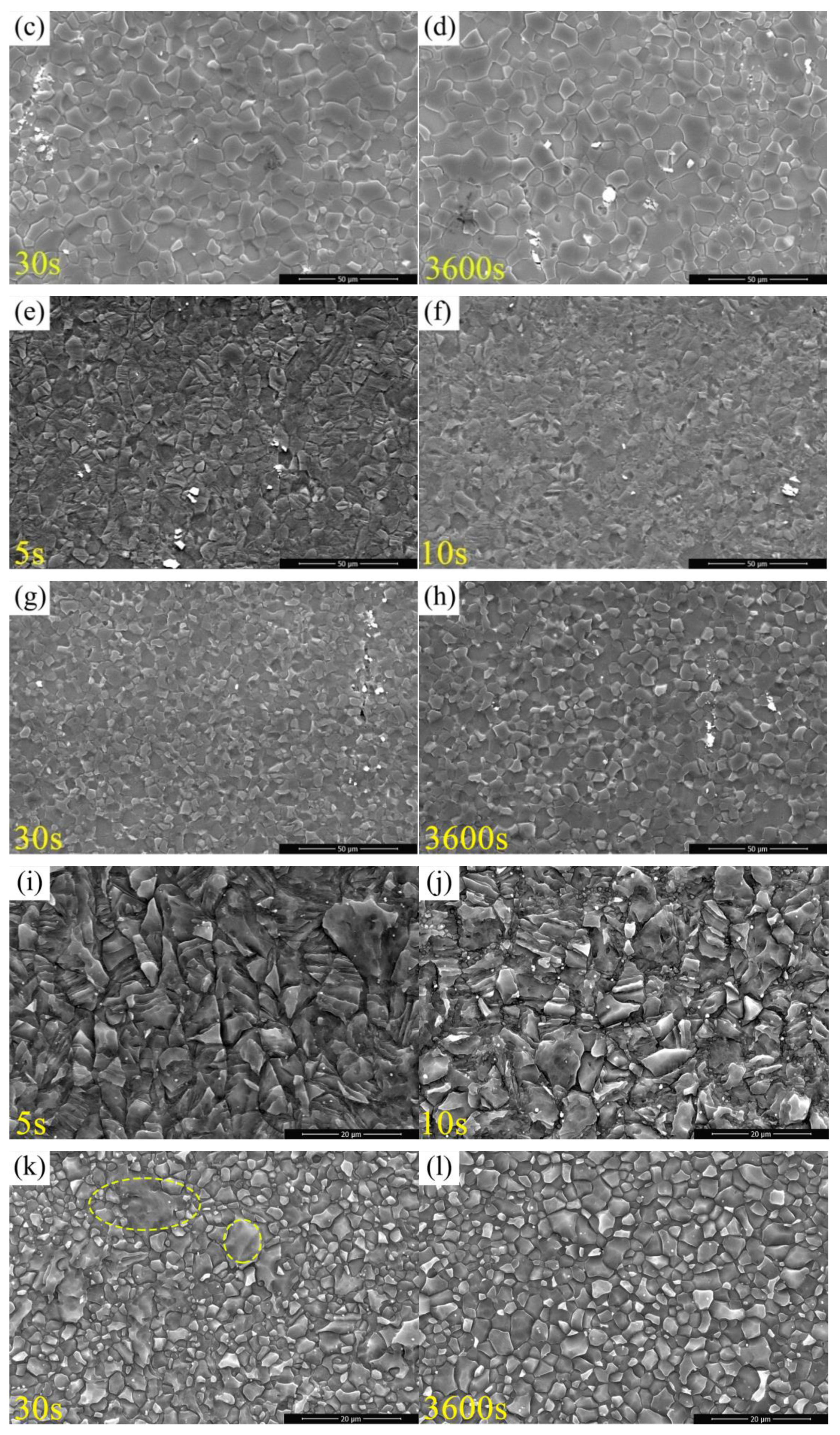
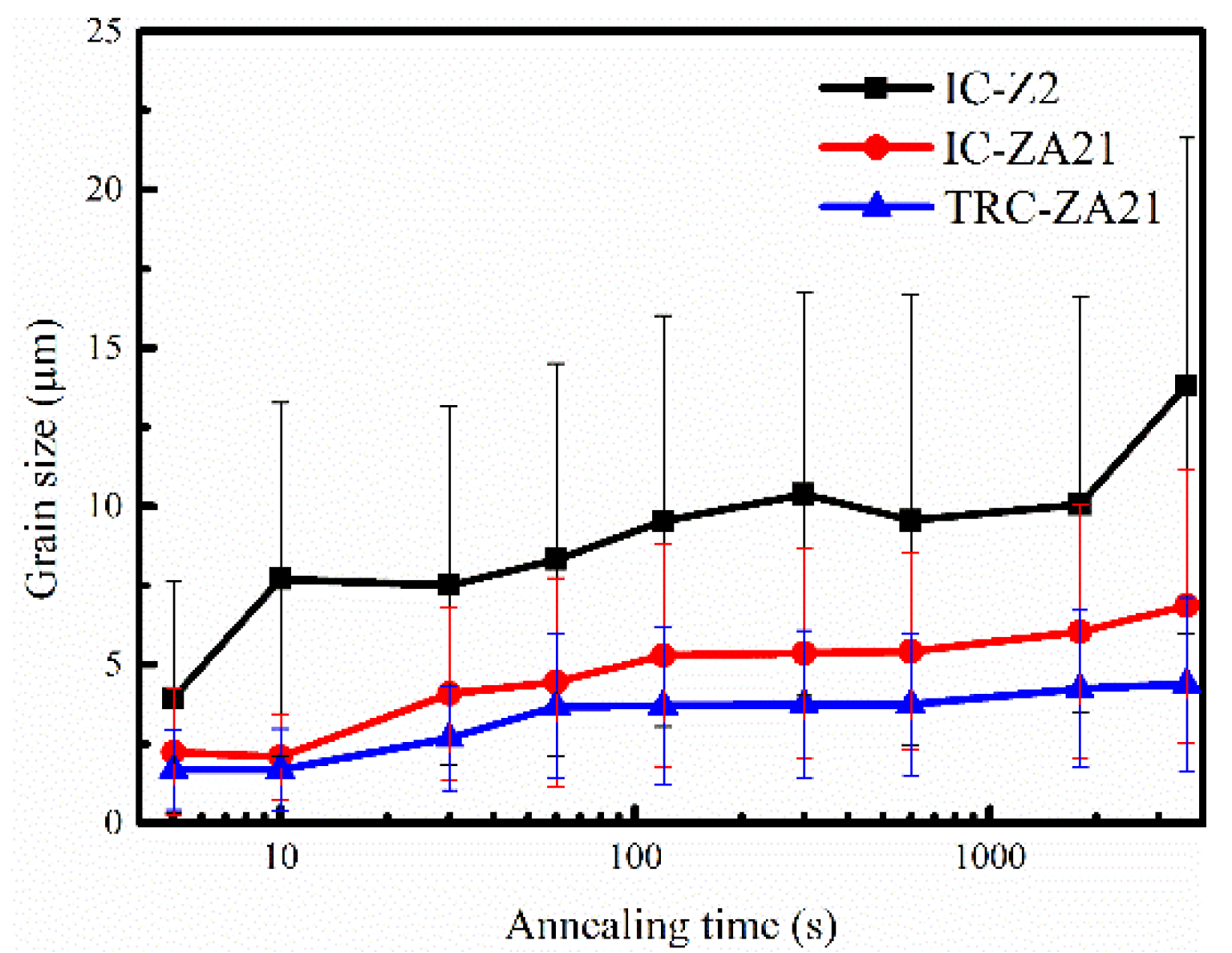
3.2. Evolution of Microstructural Morphology
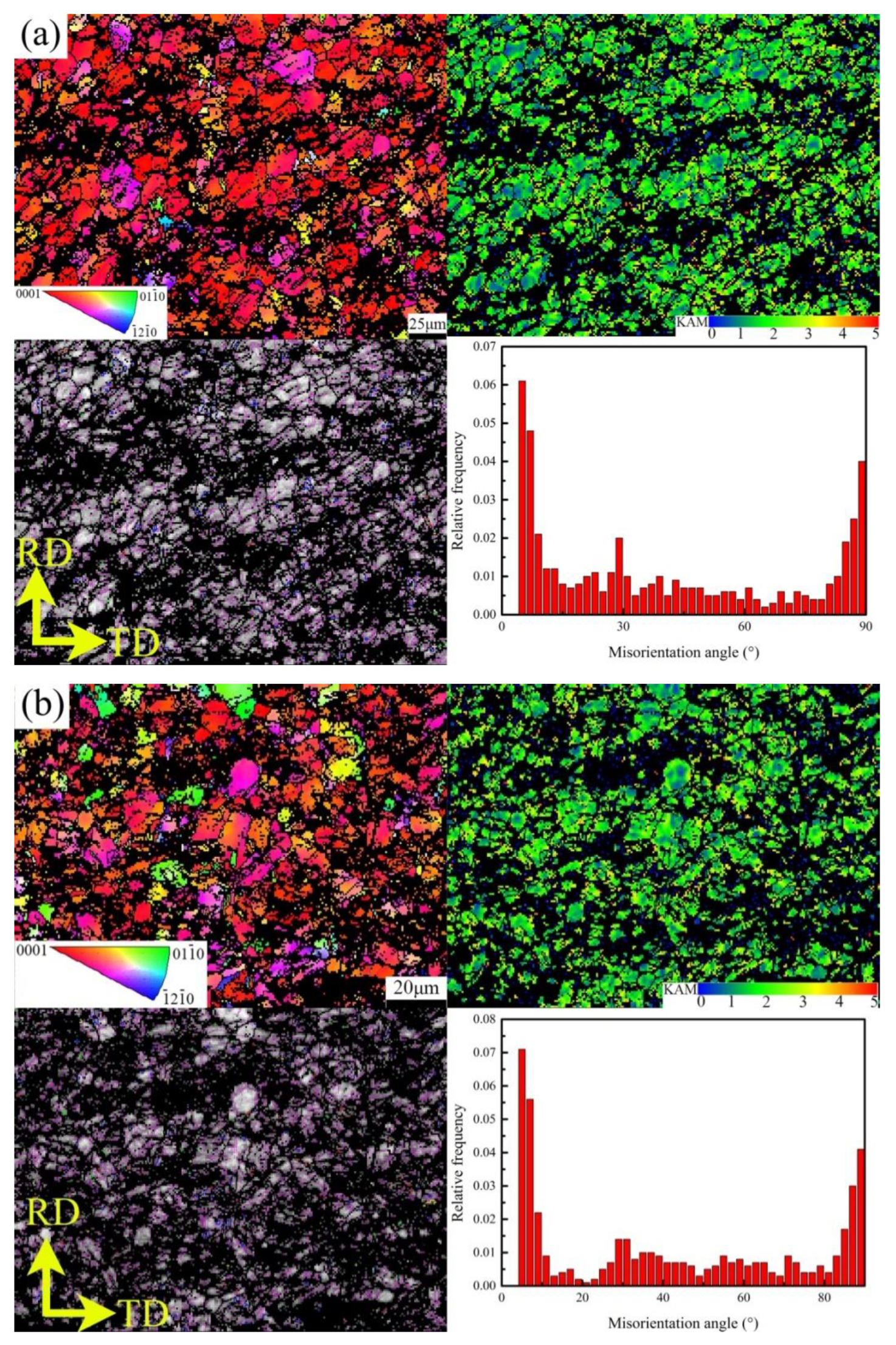
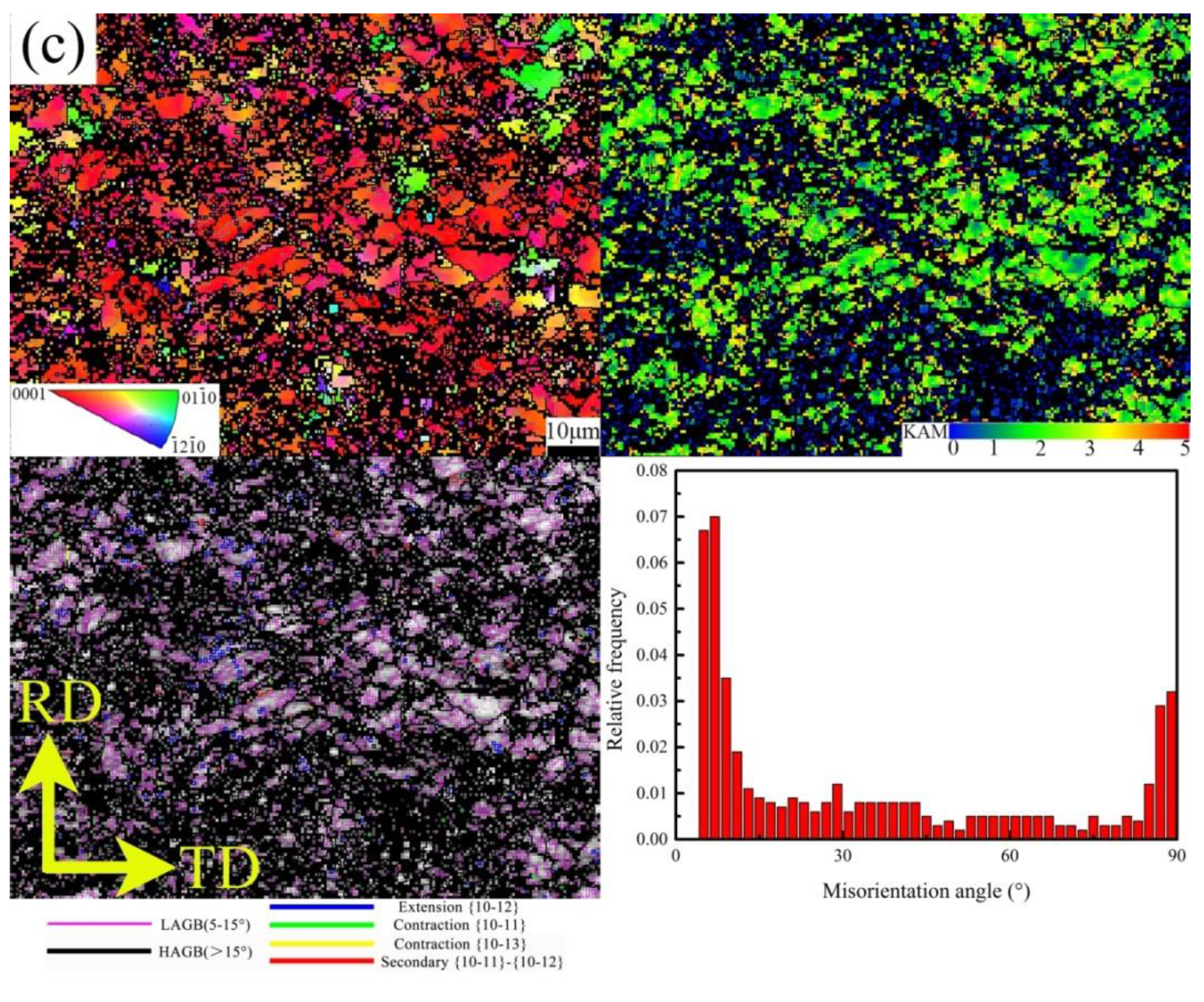
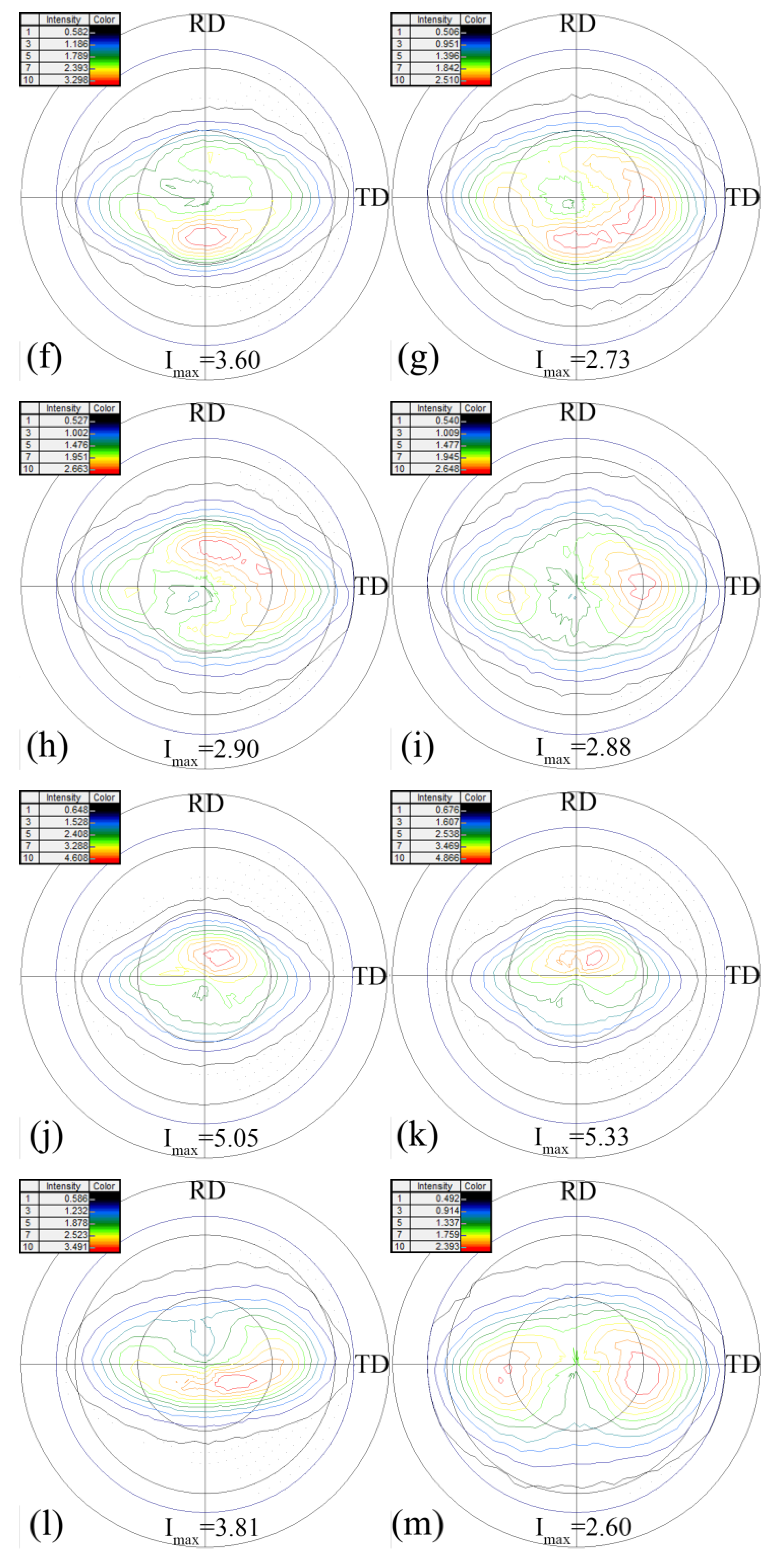
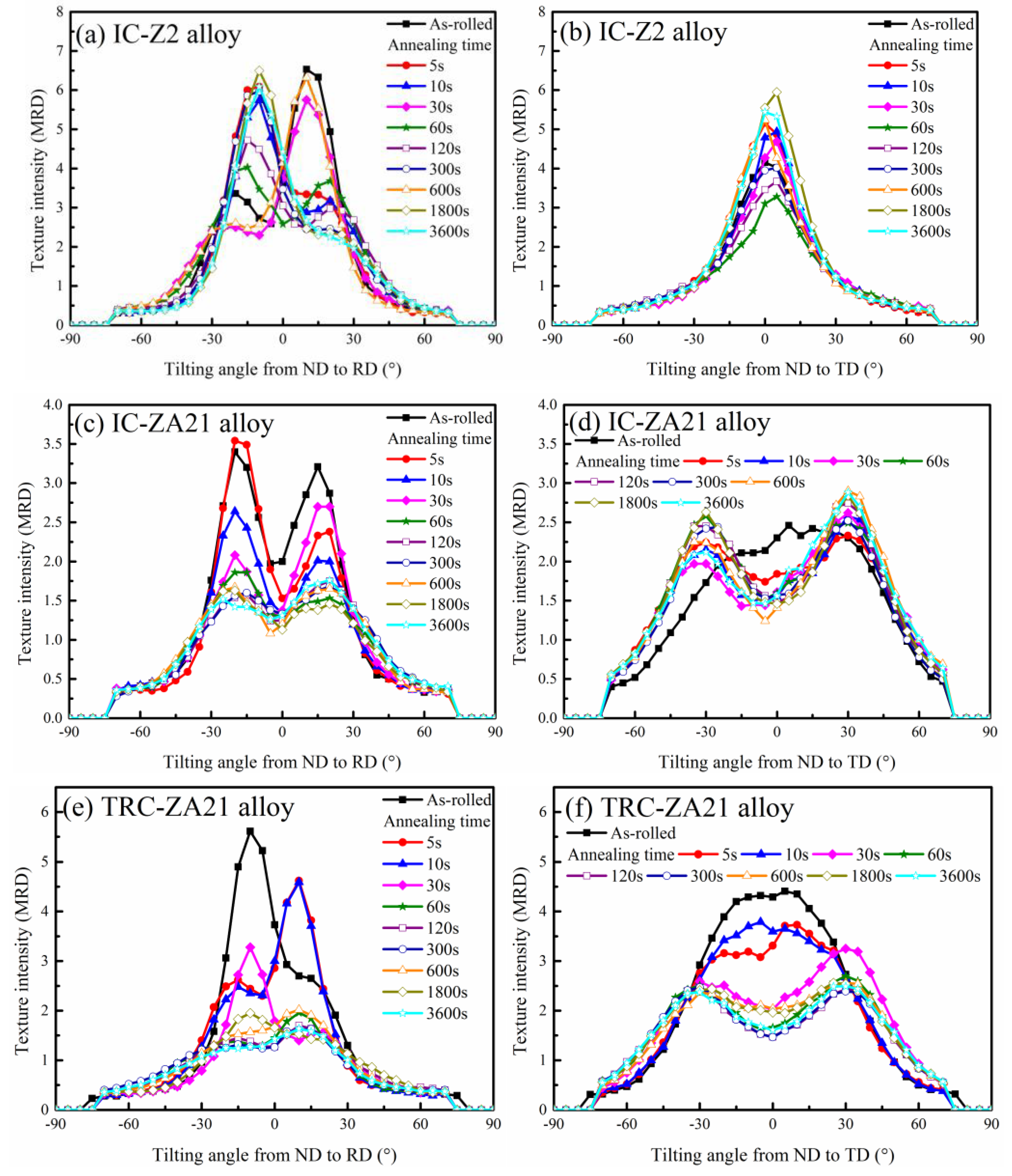
3.3. Evolution of Basal Texture
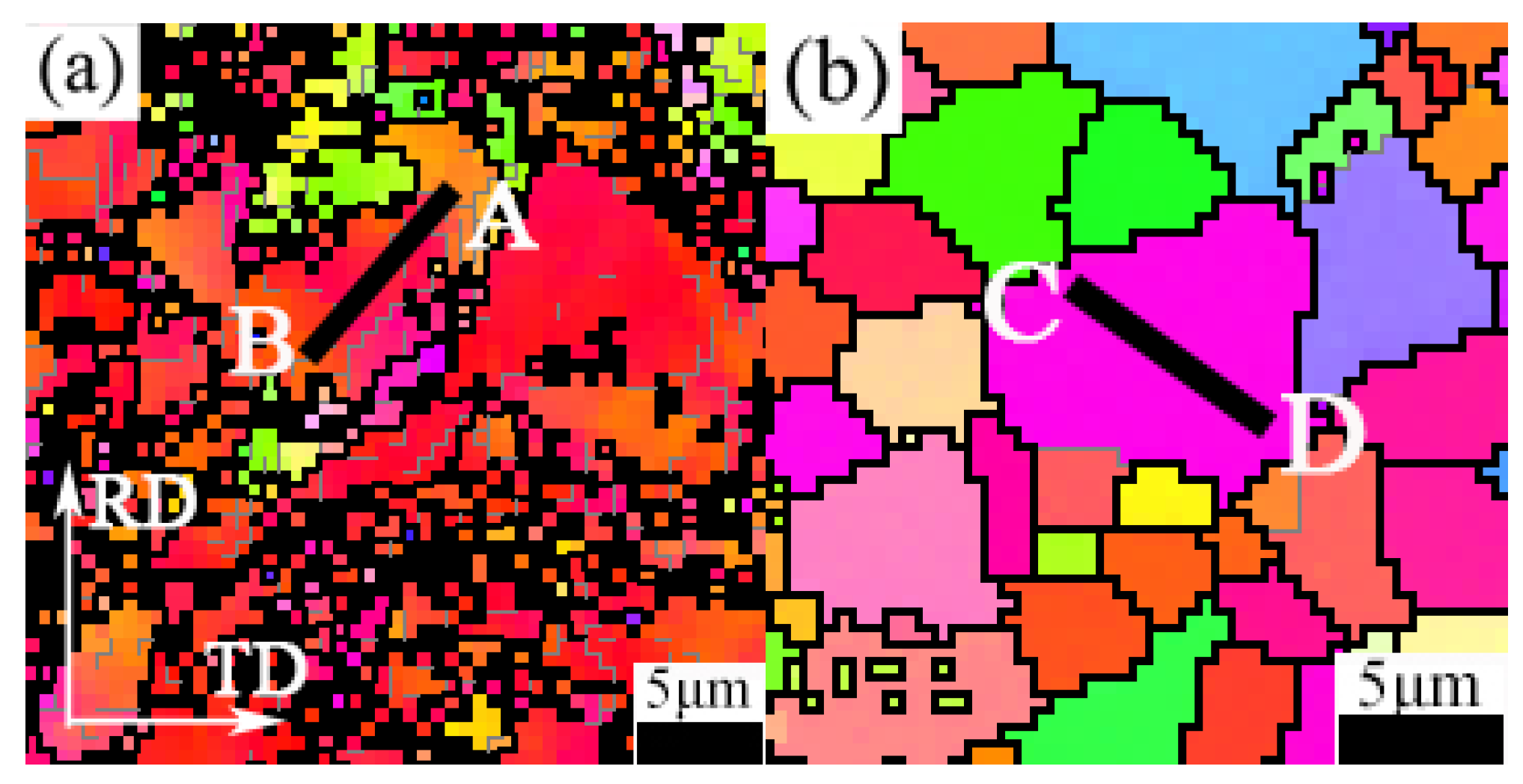
3.4. Effects of Second-Phase Particles on Microstructure and Basal Texture
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Song, J.F.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Joost, W.; Krajewski, P.E. Towards magnesium alloys for high-volume automotive applications. Scr. Mater. 2017, 128, 107–112. [Google Scholar] [CrossRef]
- Wang, X.J.; Xu, D.K.; Wu, R.Z.; Chen, X.B.; Peng, Q.M.; Jin, L.; Xin, Y.C.; Zhang, Z.Q.; Liu, Y.; Chen, X.H.; et al. Where is going on in magnesium alloys? J. Mater. Sci. Technol. 2018, 34, 245–247. [Google Scholar] [CrossRef]
- Li, H.; Hsu, E.; Szpunar, J.; Utsunomiya, H.; Sakai, T. Deformation mechanism and texture and microstructure evolution during high-speed rolling of AZ31B Mg sheets. J. Mater. Sci. 2008, 43, 7148–7156. [Google Scholar] [CrossRef]
- Maier, P.; Clausius, B.; Wicke, J.; Hort, N. Characterization of an extruded Mg-Dy-Nd alloy during stress corrosion with C-ring tests. Metals 2020, 10, 584. [Google Scholar] [CrossRef]
- Kang, Y.; Huang, Z.; Zhao, H.; Gan, C.; Zhou, N.; Zheng, K.; Zhang, J.; Pan, F.; Huang, J.; Wang, S.; et al. Comparative study of hot deformation behavior and microstructure evolution of as-cast and extruded WE43 magnesium alloy. Metals 2020, 10, 429. [Google Scholar] [CrossRef] [Green Version]
- Zeng, Z.; Zhu, Y.; Xu, S.; Bian, M.; Davies, C.H.J.; Birbilis, N.; Nie, J.F. Texture evolution during static recrystallization of cold-rolled magnesium alloys. Acta Mater. 2016, 105, 479–494. [Google Scholar] [CrossRef]
- Wu, W.; Jin, L.; Zhang, Z.; Ding, W.; Dong, J. Grain growth and texture evolution during annealing in an indirect-extruded Mg–1Gd alloy. J. Alloy. Compd. 2014, 585, 111–119. [Google Scholar] [CrossRef]
- Chen, X.; Wang, L.; Xiao, R.; Zhong, X.; Huang, G.; Liu, Q. Comparison of annealing on microstructure and anisotropy of magnesium alloy AZ31 sheets processed by three different routes. J. Alloy. Compd. 2014, 604, 112–116. [Google Scholar] [CrossRef]
- Gottstein, G.; Al Samman, T. Texture development in pure Mg and Mg alloy AZ31. Mater. Sci. Forum 2005, 495, 623–632. [Google Scholar] [CrossRef]
- Bhattacharyya, J.; Agnew, S.; Muralidharan, G. Texture enhancement during grain growth of magnesium alloy AZ31B. Acta Mater. 2015, 86, 80–94. [Google Scholar] [CrossRef] [Green Version]
- Stanford, N. Micro-alloying Mg with Y, Ce, Gd and La for texture modification—A comparative study. Mater. Sci. Eng. A 2010, 527, 2669–2677. [Google Scholar] [CrossRef]
- Li, N.; Yan, H. The effects of rare earth Pr and heat treatment on the wear properties of AZ91 alloy. Crystals 2018, 8, 256. [Google Scholar] [CrossRef] [Green Version]
- Stráská, J.; Minárik, P.; Šašek, S.; Veselý, J.; Bohlen, J.; Král, R.; KUBÁSEK, J. Texture hardening observed in Mg–Zn–Nd alloy processed by Equal-Channel Angular Pressing (ECAP). Metals 2019, 10, 35. [Google Scholar] [CrossRef] [Green Version]
- Miller, V.M.; Berman, T.D.; Beyerlein, I.J.; Jones, J.W.; Pollock, T.M. Prediction of the plastic anisotropy of magnesium alloys with synthetic textures and implications for the effect of texture on formability. Mater. Sci. Eng. A 2016, 675, 345–360. [Google Scholar] [CrossRef] [Green Version]
- Iwanaga, K.; Tashiro, H.; Okamoto, H.; Shimizu, K. Improvement of formability from room temperature to warm temperature in AZ-31 magnesium alloy. J. Mater. Process. Technol. 2004, 155, 1313–1316. [Google Scholar] [CrossRef]
- Liu, H.; Li, W.; Pei, Z.; Yan, M. Mg-based materials with Quasiamorphous phase produced by vertical twin-roll casting process. Metals 2020, 10, 452. [Google Scholar] [CrossRef] [Green Version]
- Yi, S.; Victoria-Hernández, J.; Kim, Y.M.; Letzig, D.; You, B.S. Modification of microstructure and texture in highly non-flammable Mg-Al-Zn-Y-Ca alloy sheets by controlled Thermomechanical processes. Metals 2019, 9, 181. [Google Scholar] [CrossRef] [Green Version]
- Nie, J.-F. Precipitation and hardening in magnesium alloys. Met. Mater. Trans. A 2012, 43, 3891–3939. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.; Kim, Y.M.; You, B.S.; Yu, H.S.; Park, S.H. Effects of cerium addition on the microstructure, mechanical properties and hot workability of ZK60 alloy. Mater. Sci. Eng. A 2013, 559, 798–807. [Google Scholar] [CrossRef]
- Laser, T.; Nürnberg, M.; Janz, A.; Hartig, C.; Letzig, D.; Schmid-Fetzer, R.; Bormann, R. The influence of manganese on the microstructure and mechanical properties of AZ31 gravity die cast alloys. Acta Mater. 2006, 54, 3033–3041. [Google Scholar] [CrossRef] [Green Version]
- Stanford, N.; Barnett, M. The origin of “rare earth” texture development in extruded Mg-based alloys and its effect on tensile ductility. Mater. Sci. Eng. A 2008, 496, 399–408. [Google Scholar] [CrossRef]
- Du, Y.; Zheng, M.; Qiao, X.; Wang, D.; Peng, W.; Wu, K.; Jiang, B. Improving microstructure and mechanical properties in Mg–6 mass% Zn alloys by combined addition of Ca and Ce. Mater. Sci. Eng. A 2016, 656, 67–74. [Google Scholar] [CrossRef]
- Robson, J.; Henry, D.; Davis, B. Particle effects on recrystallization in magnesium–manganese alloys: Particle-stimulated nucleation. Acta Mater. 2009, 57, 2739–2747. [Google Scholar] [CrossRef]
- Fatemi, S.M.; Aliyari, S.; Miresmaeili, S. Dynamic precipitation and dynamic recrystallization during hot deformation of a solutionized WE43 magnesium alloy. Mater. Sci. Eng. A 2019, 762, 138076. [Google Scholar] [CrossRef]
- Jin, Z.Z.; Cheng, X.M.; Zha, M.; Rong, J.; Zhang, H.; Wang, J.G.; Wang, C.; Li, Z.G.; Wang, H.Y. Effects of Mg17Al12 s phase particles on twinning-induced recrystallization behavior in Mg-Al-Zn alloys during gradient hot rolling. J. Mater. Sci. Technol. 2019, 35, 2017–2026. [Google Scholar] [CrossRef]
- Imandoust, A.; Barreett, C.; Oppedal, A.; Whittington, W.; Paudel, Y.; El Kadiri, H. Nucleation and preferential growth mechanism of recrystallization texture in high purity binary magnesium-rare earth alloys. Acta Mater. 2017, 138, 27–41. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, H.; Wang, Y.; Kang, Q.; Wang, J.; Lin, H.; Zhang, G. Effects of alloying addition and twin-roll casting process on Mg–2Zn based-alloys with high strength and high formability. Mater. Res. Express 2019, 6, 086576. [Google Scholar] [CrossRef]
- Johnson, W.A.; Mehl, R.F. Reaction kinetics in process of nucleation and growth. Trans. Metall. Soc. AIME 1939, 135, 416–458. [Google Scholar]
- Avrami, M. Granulation, phase change, and microstructure kinetics of phase change. J. Chem. Phys. 1941, 9, 177. [Google Scholar] [CrossRef]
- Kolmogorov, A.N.; Kolmogorov, A. A statistical theory for the recrystallization of metals. Izv. Akad. Nauk. USSR Ser. Mat. 1937, 1, 355–359. [Google Scholar]
- Oyarzábal, M.; De Guereñu, A.M.; Gutierrez, I. Effect of stored energy and recovery on the overall recrystallization kinetics of a cold rolled low carbon steel. Mater. Sci. Eng. A 2008, 485, 200–209. [Google Scholar] [CrossRef]
- Chao, H.; Sun, H.; Chen, W.; Wang, E. Static recrystallization kinetics of a heavily cold drawn AZ31 magnesium alloy under annealing treatment. Mater. Charact. 2011, 62, 312–320. [Google Scholar] [CrossRef]
- Suh, B.-C.; Shim, M.-S.; Shin, K.; Kim, N.J. Current issues in magnesium sheet alloys: Where do we go from here? Scr. Mater. 2014, 84, 1–6. [Google Scholar] [CrossRef]
- Basu, I.; Al-Samman, T. Twin recrystallization mechanisms in magnesium-rare earth alloys. Acta Mater. 2015, 96, 111–132. [Google Scholar] [CrossRef]
- Drouven, C.; Basu, I.; Al-Samman, T.; Korte-Kerzel, S. Twinning effects in deformed and annealed magnesium–neodymium alloys. Mater. Sci. Eng. A 2015, 647, 91–104. [Google Scholar] [CrossRef]
- Wang, W.; Ma, L.; Chai, S.; Zhang, W.; Chen, W.; Feng, Y.; Cui, G. Role of one direction strong texture in stretch formability for ZK60 magnesium alloy sheet. Mater. Sci. Eng. A 2018, 730, 162–167. [Google Scholar] [CrossRef]
- Qin, P.; Yang, Q.; Guan, K.; Meng, F.; Lv, S.; Li, B.; Zhang, D.; Wang, N.; Zhang, J.; Meng, J.; et al. Microstructures and mechanical properties of a high pressure die-cast Mg-4Al-4Gd-0.3Mn alloy. Mater. Sci. Eng. A 2019, 764, 138254. [Google Scholar] [CrossRef]
- Huang, K.; Marthinsen, K.; Zhao, Q.L.; Logé, R.E. The double-edge effect of second-phase particles on the recrystallization bahaviour and associated mechanical properties of metallic materials. Prog. Mater. Sci. 2018, 92, 284–359. [Google Scholar] [CrossRef]
- Smith, C.S. Grains, phases, and interfaces-an interpretation of microstructure. Trans. Am. Inst. Min. Metall. Petrol. Eng. 1948, 175, 15–51. [Google Scholar]
- Wang, S.; Ma, R.; Yang, L.; Wang, Y.; Wang, Y. Precipitates effect on microstructure of as-deformed and as-annealed AZ41 magnesium alloys by adding Mn and Ca. J. Mater. Sci. 2010, 46, 3060–3065. [Google Scholar] [CrossRef]
- Su, J.; Sanjari, M.; Kabir, A.S.H.; Jung, I.-H.; Yue, S. Dynamic recrystallization mechanisms during high speed rolling of Mg–3Al–1Zn alloy sheets. Scr. Mater. 2016, 113, 198–201. [Google Scholar] [CrossRef]
- Zhu, S.; Yan, H.; Liao, X.; Moody, S.; Sha, G.; Wu, Y.; Ringer, S.P. Mechanisms for enhanced plasticity in magnesium alloys. Acta Mater. 2015, 82, 344–355. [Google Scholar] [CrossRef]
- Li, X.; Yang, P.; Wang, L.; Meng, L.; Cui, F. Orientational analysis of static recrystallization at compression twins in a magnesium alloy AZ31. Mater. Sci. Eng. A 2009, 517, 160–169. [Google Scholar] [CrossRef]
- Barnett, M. Twinning and the ductility of magnesium alloys: Part I: “Tension” twins. Mater. Sci. Eng. A 2007, 464, 1–7. [Google Scholar] [CrossRef]
- Li, X.; Yang, P.; Meng, L.; Cui, F.-E. Analysis of the static recrystallization at tension twins in az31 magnesium alloy. Acta Met. Sin. 2010, 2010, 147–154. [Google Scholar] [CrossRef]
- Barnett, M. Twinning and the ductility of magnesium alloys: Part II. “Contraction” twins. Mater. Sci. Eng. A 2007, 464, 8–16. [Google Scholar] [CrossRef]
- Su, J.; Sanjari, M.; Kabir, A.S.H.; Jonas, J.J.; Yue, S. Static recrystallization behavior of magnesium AZ31 alloy subjected to high speed rolling. Mater. Sci. Eng. A 2016, 662, 412–425. [Google Scholar] [CrossRef]
- Su, J.; Kabir, A.S.H.; Sanjari, M.; Yue, S. Correlation of static recrystallization and texture weakening of AZ31 magnesium alloy sheets subjected to high speed rolling. Mater. Sci. Eng. A 2016, 674, 343–360. [Google Scholar] [CrossRef]
- Park, C.H.; Oh, C.-S.; Kim, S. Dynamic recrystallization of the H- and O-tempered Mg AZ31 sheets at elevated temperatures. Mater. Sci. Eng. A 2012, 542, 127–139. [Google Scholar] [CrossRef]
- Kamaya, M.; Wilkinson, A.J.; Titchmarsh, J.M. Measurement of plastic strain of polycrystalline material by electron backscatter diffraction. Nucl. Eng. Des. 2005, 235, 713–725. [Google Scholar] [CrossRef]
- Wang, W.; Cui, G.; Zhang, W.; Chen, W.; Wang, E. Evolution of microstructure, texture and mechanical properties of ZK60 magnesium alloy in a single rolling pass. Mater. Sci. Eng. A 2018, 724, 486–492. [Google Scholar] [CrossRef]
- Allain-Bonasso, N.; Wagner, F.; Berbenni, S.; Field, D. A study of the heterogeneity of plastic deformation in IF steel by EBSD. Mater. Sci. Eng. A 2012, 548, 56–63. [Google Scholar] [CrossRef]
- Robson, J. Effect of rare-earth additions on the texture of wrought magnesium alloys: The role of grain boundary segregation. Met. Mater. Trans. A 2013, 45, 3205–3212. [Google Scholar] [CrossRef] [Green Version]
- Basu, I.; Al-Samman, T. Triggering rare earth texture modification in magnesium alloys by addition of zinc and zirconium. Acta Mater. 2014, 67, 116–133. [Google Scholar] [CrossRef]
- Jung, I.-H.; Sanjari, M.; Kim, J.; Yue, S. Role of RE in the deformation and recrystallization of Mg alloy and a new alloy design concept for Mg–RE alloys. Scr. Mater. 2015, 102, 1–6. [Google Scholar] [CrossRef]
- Ding, H.; Shi, X.; Wang, Y.; Cheng, G.; Kamado, S. Texture weakening and ductility variation of Mg–2Zn alloy with CA or RE addition. Mater. Sci. Eng. A 2015, 645, 196–204. [Google Scholar] [CrossRef]
- Park, Y.S.; Lee, S.B.; Kim, N.J. Microstructure and mechanical properties of strip cast Al-Mg-Si-X alloys. Mater. Trans. 2003, 44, 2617–2624. [Google Scholar] [CrossRef] [Green Version]
- Park, S.S.; Park, W.-J.; Kim, C.H.; You, B.S.; Kim, N.J. The twin-roll casting of magnesium alloys. JOM 2009, 61, 14–18. [Google Scholar] [CrossRef]
- Ma, Q.; Li, B.; Whittington, W.; Oppedal, A.; Wang, P.; Horstemeyer, M.F. Texture evolution during dynamic recrystallization in a magnesium alloy at 450 °C. Acta Mater. 2014, 67, 102–115. [Google Scholar] [CrossRef]
- Guan, D.; Liu, X.; Gao, J.; Ma, L.; Wynne, B.; Rainforth, W.M. Effect of deformation twinning on crystallographic texture evolution in a Mg-6.6Zn-0.2Ca (ZX70) alloy during recrystallization. J. Alloy. Compd. 2019, 774, 556–564. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Annealing Time (s) | IC-Z2 | IC-ZA21 | TRC-ZA21 |
|---|---|---|---|
| 5 | IC-Z2-5 s | IC-ZA21-5 s | TRC-ZA21-5 s |
| 10 | IC-Z2-10 s | IC-ZA21-10 s | TRC-ZA21-10 s |
| 30 | IC-Z2-30 s | IC-ZA21-30 s | TRC-ZA21-30 s |
| 60 | IC-Z2-60 s | IC-ZA21-60 s | TRC-ZA21-60 s |
| 120 | IC-Z2-120 s | IC-ZA21-120 s | TRC-ZA21-120 s |
| 300 | IC-Z2-300 s | IC-ZA21-300 s | TRC-ZA21-300 s |
| 600 | IC-Z2-600 s | IC-ZA21-600 s | TRC-ZA21-600 s |
| 1800 | IC-Z2-1800 s | IC-ZA21-1800 s | TRC-ZA21-1800 s |
| 3600 | IC-Z2-3600 s | IC-ZA21-3600 s | TRC-ZA21-3600 s |
| Alloys | n1 | n2 |
|---|---|---|
| IC-Z2 | 2.27 | 0.19 |
| IC-ZA21 | 0.46 | 0.27 |
| TRC-ZA21 | 1.23 | 0.34 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Jiang, H.; Wang, Y.; Xu, Z. Effects of Second-Phase Particles on Microstructure Evolution in Mg-2Zn Based Magnesium Alloys during Annealing Treatment. Metals 2020, 10, 777. https://doi.org/10.3390/met10060777
Zhang Y, Jiang H, Wang Y, Xu Z. Effects of Second-Phase Particles on Microstructure Evolution in Mg-2Zn Based Magnesium Alloys during Annealing Treatment. Metals. 2020; 10(6):777. https://doi.org/10.3390/met10060777
Chicago/Turabian StyleZhang, Yun, Haitao Jiang, Yujiao Wang, and Zhe Xu. 2020. "Effects of Second-Phase Particles on Microstructure Evolution in Mg-2Zn Based Magnesium Alloys during Annealing Treatment" Metals 10, no. 6: 777. https://doi.org/10.3390/met10060777