1. Introduction
The rare-earth based Nd-Fe-B permanent magnets (REPMs) are vital components for modern electronics, energy, medical imaging, and automotive industries due to their high magnetization and magnetostatic energy confined in a small volume (
BHmax). These excellent magnetic properties ascend from a combination
4f rare earth (RE) sublattices contributing to high magnetocrystalline anisotropy and
3d transition metal (TM) sublattices return high magnetization, energy product and Curie temperature [
1]. The
BHmax is approximated to value
Jr2/4µ
0 (
Jr is the remnant polarization and related to magnetic induction as:
J =
B − µ
0H, such that µ
0 is the permeability of free space), in the case when the coercivity (
HCi-resistance to demagnetization) is nominally ½
Jr [
2]. Nanocrystalline Nd-Fe-B alloys are developed to retain the high coercivity in bulk magnets by virtue of their ultrafine near single-domain sized grains. Coercivity will be very high as the reverse domains in a magnetically decoupled system will not spread easily and their movement at low external demagnetizing fields can be reduced by the pinning sites. Moreover, the probability of defects is lower in these smaller near single domain sized grains [
3,
4]. Nanocrystalline Nd-Fe-B alloys cannot be conventionally sintered which eludes their high coercivity exploitation because the ultrafine grain structure will undergo excessive grain coarsening at elevated sintering temperatures, resulting into coercivity losses. Due to this reason, either the bonded magnets are their primary application [
5] or the rapid processing methodologies are applied, e.g., spark plasma sintering, hot deformation, and die-upsetting [
1,
6,
7]. Previously we have demonstrated the control in SPS parameters resulted in high coercivity (
HCi ≈ 1200 kA/m) of the recycled HDDR Nd-Fe-B-type isotropic magnets [
7] and that the particle size has a critical significance on the sinterability and oxygen uptake of the recycled powder [
8]. These microstructure-magnetic properties relationships were derived only for the isotropic magnets (
Mr/MS ≤ 0.5) processed by SPS, whereas the starting recycled HDDR Nd-Fe-B powder contains anisotropic powder particles. In order to enhance the remanence and the energy product, the hot deformation methodology is necessary [
9] but unlike so far, the hot forging technique has not been adopted for the recycled HDDR Nd-Fe-B system. Besides oxygen content also plays an important role in the magnet reprocessing by hot deformation and since the recycled materials contain approximately two folds or higher oxygen content than the commercial grade materials, the processing route needs to be validated [
8].
The deformation techniques produce a high degree of texture in the nanocrystalline Nd-Fe-B systems (melt-spun ribbons or hydrogenation–disproportionation–desorption–recombination (HDDR), making the anisotropic grains oriented towards the easy-axis of magnetization. To alter the direction of magnetization vector away from easy c-axis, a significantly larger external field is necessary in anisotropic magnets, such that the energy stored in the crystallites to work against the anisotropy increases as the elastic modulus becomes smaller in parallel direction to c-axis with more texture induced at high temperature pressure conditions [
10]. The changes to the grain shape and aspect ratio alter the shape anisotropy, as the extent of magnetization due to an external field for a perfectly spherical ferromagnetic particle would be the same in any direction. However, for the non-spherical grains, the magnetization is easier in the longer direction (of higher aspect ratio) than the shorter axis. [
4]. The high anisotropy is accredited mutually to the rotation and the preferred growth of Nd
2Fe
14B grains under pressure at elevated temperatures. Güth et al. [
11] studied the anisotropy profiles of HDDR powder particles and suggested that the system demonstrated a biaxial {001} (100) local texture (pre-dominant crystal field interactions along the c-axis [001] i.e., the easy-axis alignment and the original grains are confined along a-axis grains). This theory was later confirmed by EBSD pole figures analysis by Sepehri-Amin et al. [
12] and Kim et al. [
13].
In rare-earth lean systems, the stress induced crystallographic orientation of the nanocrystalline Nd-Fe-B powders by hot deformation becomes critically difficult to achieve [
14]. Early work of hot deformation by Müller et al. [
15] on the isotropic HDDR Nd-Fe-B powder resulted in
Br = 1.1 T and
HCi ≈ 710 kA/m. Similarly, Kirchner et al. [
16] studied the effect of Nd addition during the hot deformation and reported for 14 at.% Nd in the HDDR powder, the remanence of 1.2 T and coercivity 550 kA/m can be achieved but sample cracking was still obvious after forging. Increasing the Nd content to 16 at.% prevented the HDDR samples from cracking and improved the coercivity to 750 kA/m but the
Br reduced slightly to 1 T with the higher rare-earth content. Concurrently Gopalan et al. [
17] were able to increase the remanence after hot deformation from 1.07 T to 1.35 T in the precursor HDDR powder of composition Nd
14.1Fe
78.2Co
1.0B
6.1Cu
0.1Al
0.5. Likewise, Li et al. [
18] obtained
Br = 1.09 T and
BHmax = 114 kJ/m
3 after HDDR powder hot deformation through SPS, but the
HCi was only 384 kA/m, due to grain shape factor and interlinked with the abnormal grain growth of Nd
2Fe
14B crystallites. The hot deformation temperatures were identified by Li et al. [
19], achieving 69% height reduction,
Br = 1.22 T and yet again low
HCi = 181 kA/m and
BHmax = 121 kJ/m
3 only. This inferior coercivity in hot-deformed HDDR Nd-Fe-B magnets tends to significantly reduce the squareness of hysteresis and lowers the
BHmax values, even after high deformation ratio; effectively rendering such magnets unsuitable for commercial applications [
9,
19]. Concurrently no previous report cited the hot deformation-based reprocessing of the recycled Nd-Fe-B alloys to the extent of our literature review, but the strategic task is to revitalize the recycled powders to novel magnets, retaining loop squareness, initially by gaining high
HCi, and then by tackling
Br and
BHmax.
Evidently, the hot deformation in the HDDR Nd-Fe-B system has yielded nominal improvement in texture but at the expense of coercivity. Previously, the strain rate and the degree of deformation have been considered as the controlling factors for texture development, without quantifying the terminal pressures [
9]. So, in such cases, the control on resultant squareness of hysteresis loop is lost and coercivity decline is most certain [
19]. The enhancement of coercivity along with B
r in hot-deformed magnets is becoming a subject of interest due to successful application of grain boundary (GB) modification of the hot deformed melt-spun ribbons yielded high
Br ≈ 1.4 T and
HCi > 2000 kA/m [
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30,
31,
32]. Similarly, in case of the fresh Nd-Fe-B HDDR system, Song et al. [
33] utilized Pr-Cu low melting alloys to improve the coercivity of the hot-deformed HDDR Nd-Fe-B-type magnets to 1230 kA/m. Similarly, with the addition of up to 2 wt.% Nd-Cu alloys were reported to improve the coercivity of hot-deformed magnets to 1042 kA/m [
34]. A significant improvement of 640 kA/m was also indicated after the grain boundary modification treatment of the HDDR-based Nd-Fe-B magnets with milled powder blend of NdH
X + Cu [
35].
However, the primary argument in view of magnetic scrap reprocessing questioned the suitability of applying hot deformation techniques to the recycled HDDR Nd-Fe-B isotropic magnets. The existing literature on the commercial grade MF15P or high performance anisotropic HDDR Nd-Fe-B powders indicated a loss in coercivity and BH
max after texturing/forging and possible recovery attained only with the additional grain boundary modification treatments [
9,
19]. Thus, we imply this requirement in the recycled material, that retention of the coercivity and the squareness of the hysteresis loop is sustained as the texture is introduced. The experimental reported work in this manuscript is an effort to validate the relationship of texturing in the microstructure with the dependent properties to match commercial counterpart magnets.
This study answers these two queries: (a) can the recycled HDDR powder (with ≈4800 ppm oxygen content) be forged at lower pressures in view of the reduced total rare earth (TRE) content (below 30 wt.%) [
7] and (b) if the process can be controlled to obtain the magnetic properties comparable to the precursor recycled powder (with the mechanism of texturing justified with the microstructure). Low forging pressures are suitable to retain texturing process control and the degree of deformation in order to retain the squareness of hysteresis loop and lossless coercivity. The SPS system and forging pressure was controlled in the terminal stages using a single step deformation to reduce the thickness of hot-pressed (SPS-ed isotropic) magnets. This low forging pressure at the terminal stage (750 °C) prevents excessive cracking at the edges of the deformed magnet in rare-earth lean systems (like recycled HDDR nanocrystalline powder), rendering them useful for bulk applications after post-finishing and protective coating operations. Systematically, the effect of post-hot deformation thermal treatments on the magnetic properties was also established, which has not been investigated previously.
The development of textured recycled materials for the remanence enhancement is carried out in two steps: first, aligning the recycled powder in the applied magnetic field and then hot-pressing (SPS consolidation) to full density; secondly, hot-forging or deforming under higher pressures (100–150 MPa) with different dies and tooling to induce texture in the microstructure perpendicular to the pressing direction. Heating rate and pressure sequence during hot forging were optimized and the most suitable parameters are reported in this study. The pressure range was defined to factor the degree of deformation without compromising the coercivity, as the BHmax and remanence were enhanced by low-pressure controlled hot forging. Taking pressure as a regulating factor helped us obtain texture in the bulk magnet, without exceptionally high strain rate or operating at very high forging temperatures. Therefore, the reported method can be adapted to sequentially tailor the magnetic properties of forged bulk magnets, which are better than the starting recycled HDDR Nd-Fe-B powder.
4. Results and Discussion
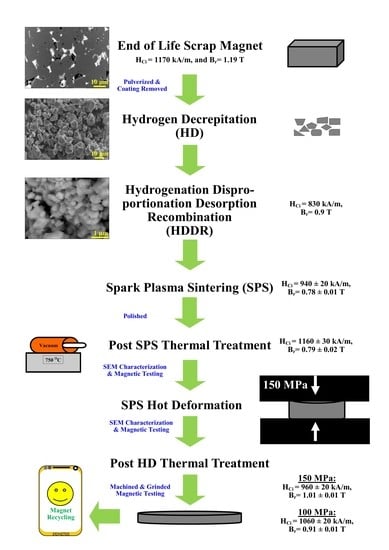
Summarized in
Table 1, the starting EOL magnet had
HCi = 1170 kA/m and
Br = 1.19 T which translated to the recycled HDDR powder having
HCi = 830 kA/m,
Jr = 0.9 T,
JS = 1.59 T and
BHmax = 124 kJ/m
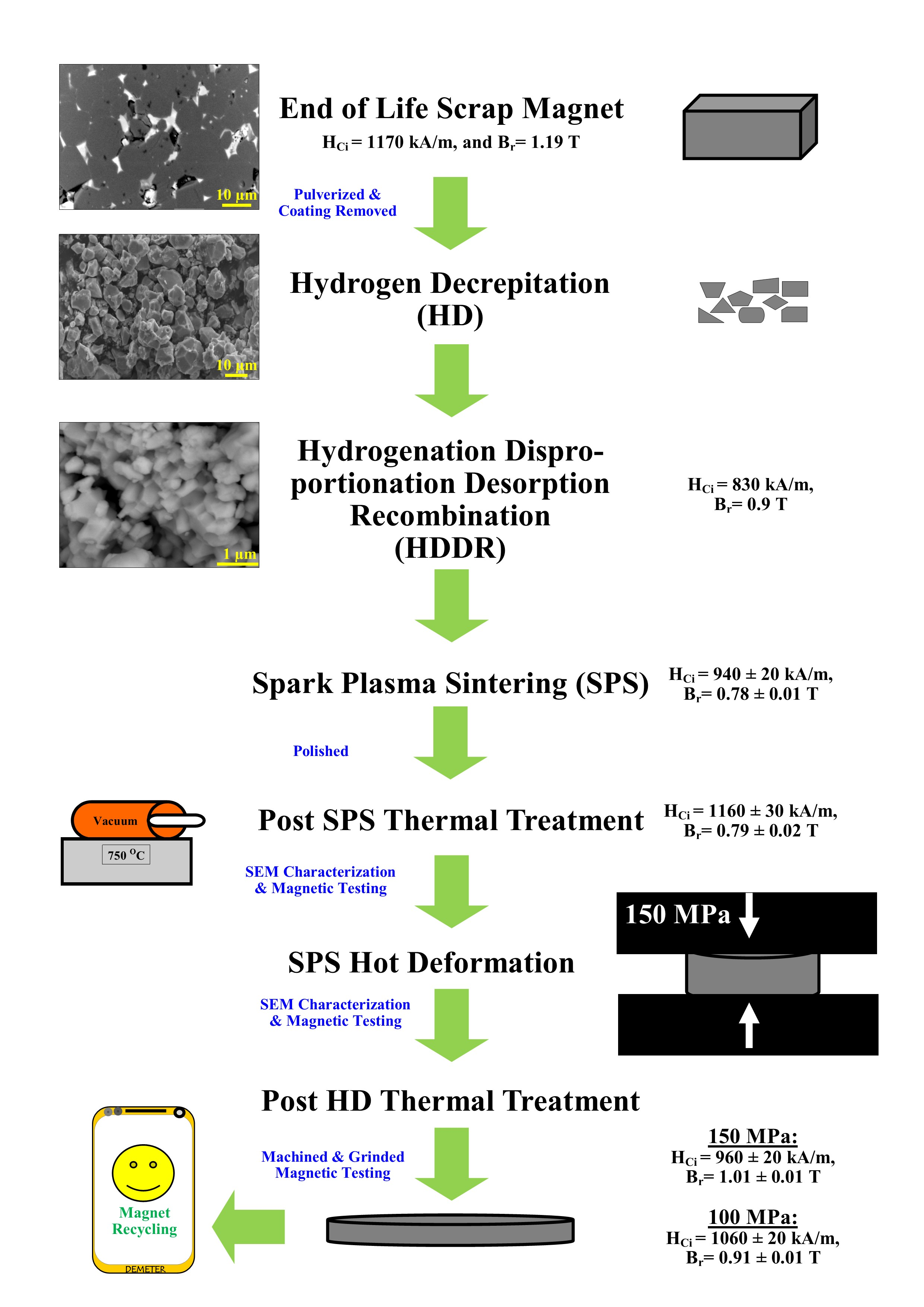
3 measured using a VSM with zero self-demagnetizing factor. The VSM measurements on the EOL scrap batches processed by HDDR method are shown in
Figure 1, indicate the reprocessed batches are quite similar in polarization (
J) vs. applied field (
H) response, which indicates good consistency of results and recycling repeatability.
The oxygen content from the EOL magnet 2660 increased to 4760 ppm after the d-HDDR reprocessing in the recycled Nd-Fe-B powder [
7]. Seemingly the oxygen content varies as the powder particle size is reduced below 100 µm and it was found oxygen content nearly doubled for < 30 µm sized fractions. Therefore, the powder was not milled to prevent additional oxide phases which degrade sinterability, density, remanence (reduction in ferromagnetic phases) [
8], and subsequently the texture from hot deformation [
1,
19]. The hot pressing conditions were kept similar to the previously reported SPS work [
8] in order to achieve high coercivity and the optimal microstructure, i.e., at 750 °C for 1 min, 100 MPa uniaxial pressure and the post-SPS thermal treatment was also done for 1 h at 750 °C (above ternary transition temperature of 665 °C) [
7]. These annealed hot-pressed magnets had
HCi ≥ 1120 kA/m and
Br ≥ 0.79 T, with
Mr/MS ≈ 0.5 indicating isotropic nature of the bulk magnets prior to hot deformation.
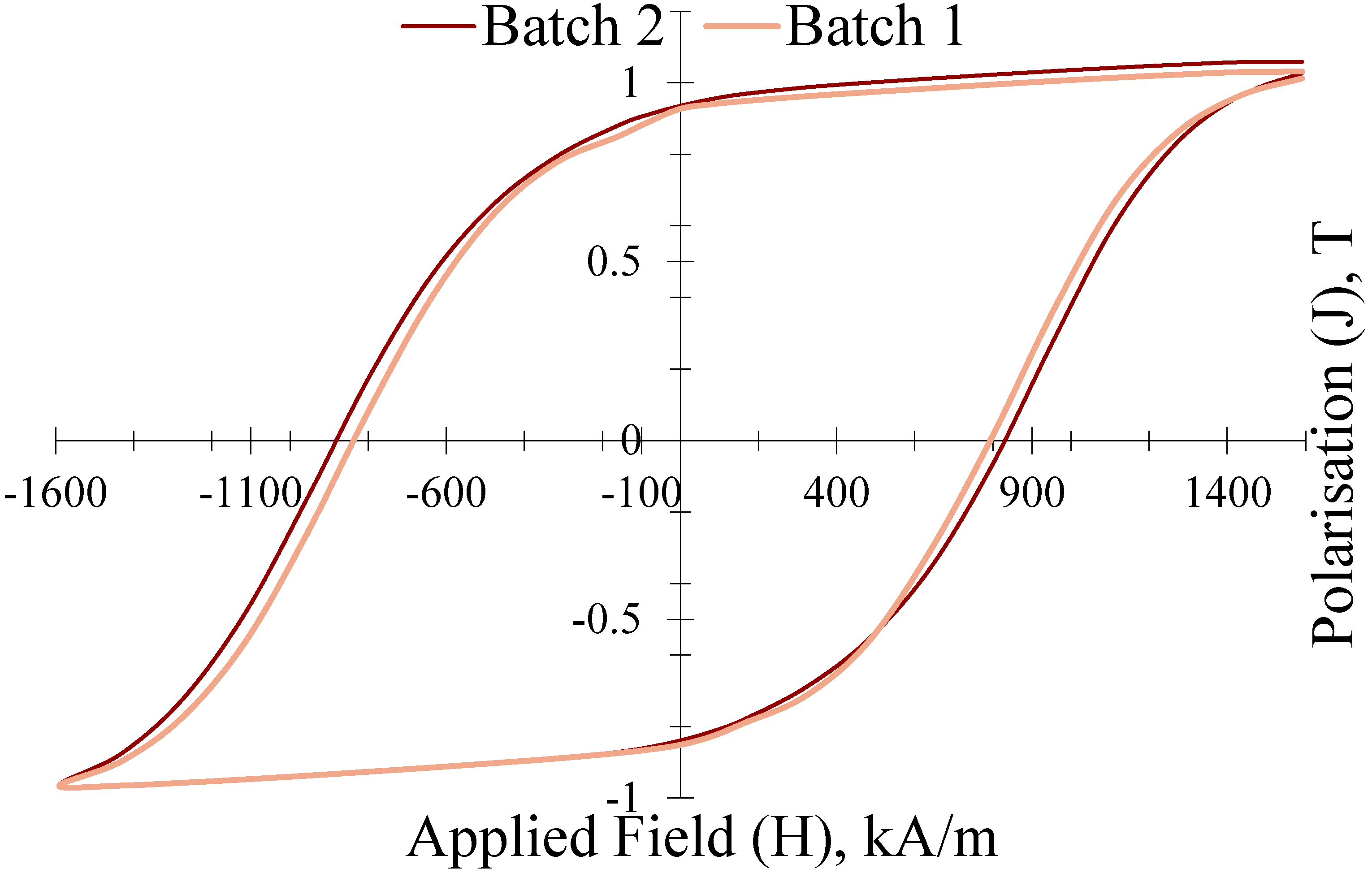
The average particle size of the recycled HDDR Nd-Fe-B powder (without any subsequent milling after d-HDDR) is 220 µm and low magnification image can be seen for particles’ morphology in
Figure 2a. Each individually d-HDDR treated particles contains 240–400 nm sized Nd
2Fe
14B grains separated by thin Nd-rich phase (as in
Figure 2b), which is discontinuous and non-uniformly distributed in the microstructure of the recycled material as previously reported [
7]. The effect of other elements in the composition of the HDDR powder (Dy, Nb, and Al) were also explained by Ikram et al. [
7] to lower the eutectic transition temperature, such that Al is responsible for low temperature interactions (477 °C) with Nd/Dy at the Nd-rich grain boundary interface. The trace amount of Al in the composition stabilizes the Nd
2Fe
14B grain morphology and increasing the coercivity. The addition of Al in the HDDR powder has also been suggested to reduce the melting temperature of the RE-rich grain boundary phase [
1,
3]. The heavy rare-earth elements—such as Dy, Tb, Ho, etc.—are added as dopants to increase the coercivity and high temperature stability of the Nd-Fe-B magnets [
2]. Whereas Nb is reported to form the NbFe
2 Laves phase, which is finely dispersed in the nanocrystalline Nd
2Fe
14B matrix. The
Laves phase does not contribute detrimentally to the magnetic properties of the HDDR Nd-Fe-B during SPS consolidation or hot pressing, as they scavenge the additional soft ferromagnetic
α-Fe during the recombination stage, which is necessary for retaining high coercivity in the HDDR system [
7]. In a similar sense, the
Laves phases are not anticipated to have deleterious effects during the hot deformation. The detailed phase analysis of the recycled HDDR powder is also presented in the preceding studies on explaining the oxygen content relationship to the particle size, microstructural changes, and sinterability [
8].
The microstructure of the 750 °C hot pressed sample is quite similar to the recycled HDDR powder (
Figure 2c). It confirms that these conditions are suitable for attaining fully dense and high coercivity submicron sized Nd
2Fe
14B grains by restricting their exaggerated grain growth and avoiding unnecessary transformation of the Nd-rich phase to Nd-oxides at elevated temperatures, as observed in the inset of
Figure 2d. The backscattered electron imaging (presented in
Figure 2d) provides the contrast to identify different phases in the complex microstructure of HDDR Nd-Fe-B system with grey matrix phase of submicron sized body centered tetragonal (bct) Nd
2Fe
14B grains, Nd
2O
3 type oxides (cubic or hcp), and the bright intergranular Nd-rich phase (fcc-Nd or NdO
X type), which matches the previous reports [
7,
8]. The dark spots in the vicinity of matrix grains and triple pockets are pores.
The hot deformation at 100 MPa and temperature of 650 °C (below the ternary transition temperature of 665 °C [
7], results not shown here) yielded
HCi = 683 kA/m and
Jr = 0.64 T (
BHmax = 55 kJ/m
3) only. The remanence obtained in this case was significantly lower than the starting recycled powder. Therefore, in order to obtain better texturing in the hot-pressed samples, the temperature range was selected above this ternary transition temperature. Therefore, the hot deformation experiments were further performed at 100–150 MPa in the range of 700–800 °C. Further hot deformation temperatures higher than 800 °C, were not adapted in view of grain growth of the equiaxed and planer deformed grains which severely degrade the coercivity [
14,
19]. After hot deformation, these forged samples were subsequently annealed under vacuum at 750 °C for 1 h to recover the magnetic properties following strain relaxation and Nd-rich phase redistribution. Prolonging the hot forging to more than 1 min was found to have a detrimental effect on reprocessing of the HDDR Nd-Fe-B samples; therefore, further experiments were not evaluated beyond the optimized conditions.
For the hot deformation at 100 MPa pressure, the starting fully dense hot-pressed magnet after the thermal treatment had
HCi ≈ 1120 kA/m,
Jr = 0.8 T and
BHmax = 110 kJ/m
3.
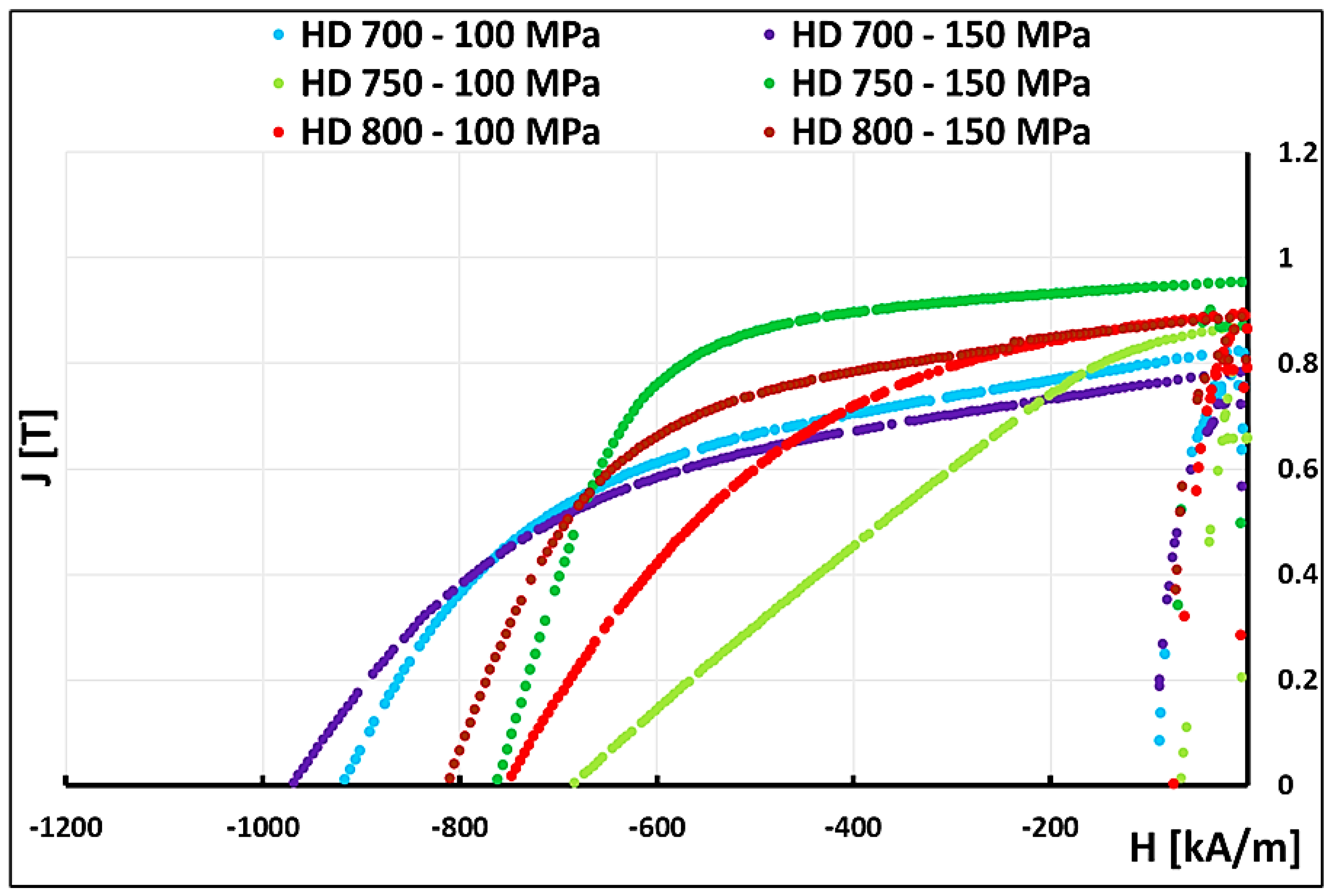
Figure 3 illustrates the polarization (
J) vs applied magnetic field (
H) results of hot deformed samples at working pressures of 100 and 150 MPa in the range of 700–800 °C, with the hold time of 1 min only. In the first case when the hot deformation pressure was 100 MPa, holding at 700 °C yielded
Jr = 0.83 T and
HCi = 930 kA/m, which indicates weak texturing for this applied pressure and low temperatures. The holding temperature of 750 °C resulted in
Jr = 0.87 T and
HCi = 690 kA/m after hot forging. The
Jr increased to 0.89 T and
HCi was 754 kA/m when deformed at 800 °C under 100 MPa pressure. A slightly higher temperature promotes annihilation of pores and nominal grain growth, which indicates that the optimally forged microstructure is developed in 800 °C, 100 MPa conditions (above the ternary transition temperature).
At 700 °C, the onset of ternary transition is not complete yet, so the hot-forged samples retain the high coercivity of hot-pressed samples and the induced texture is very marginal in 100 and 150 MPa condition. Comparing these findings with previous results on SPS processing, this slower ramp rate means low thermal stresses in the sample and H
Ci results are consistent with SPS reprocessing experiments [
7].
As illustrated in
Figure 3, by the application of higher hot deformation pressure at 150 MPa, the
Jr increased in case of 750 °C sample to 0.96 T. On the contrary, at 800 °C, the remanence improvement over the 100 MPa forging was not observed with a similar value of
Jr = 0.89 T, possibly due to edging over the Nd
2Fe
14B grain growth regime at elevated temperature-pressure conditions [
7,
19,
39]. The
HCi in 150 MPa forging conditions followed a similar trend to 100 MPa samples, peaking at 990 kA/m at 700 °C to 767 kA/m at 750 °C and 817 kA/m at 800 °C. This improvement in the coercivity with temperature may be explained by the redistribution of the Nd-rich phase at the GBs and interfaces. The higher temperature and pressure conditions significantly reduce the porosity, so the Nd-rich phase achieves high wettability and transfuses between the nanocrystalline grains via capillary action and compressing forces, resulting in coercivity improvement with the temperature at 150 MPa. The low forging pressure condition are appropriate to attain control in texturing and the degree of deformation, which resulted into better squareness of hysteresis loop and high coercivity. The controlled forging pressure was applied in a single step deformation in the terminal stage to reduce the thickness of hot-pressed (SPS-ed isotropic) magnets. This low pressure in the final bulk deformation stage (750 °C) prevented excessive cracking at the edges of the deformed magnet. Clearly, this approach is more suitable in rare-earth lean systems (e.g., recycled HDDR nanocrystalline powder).
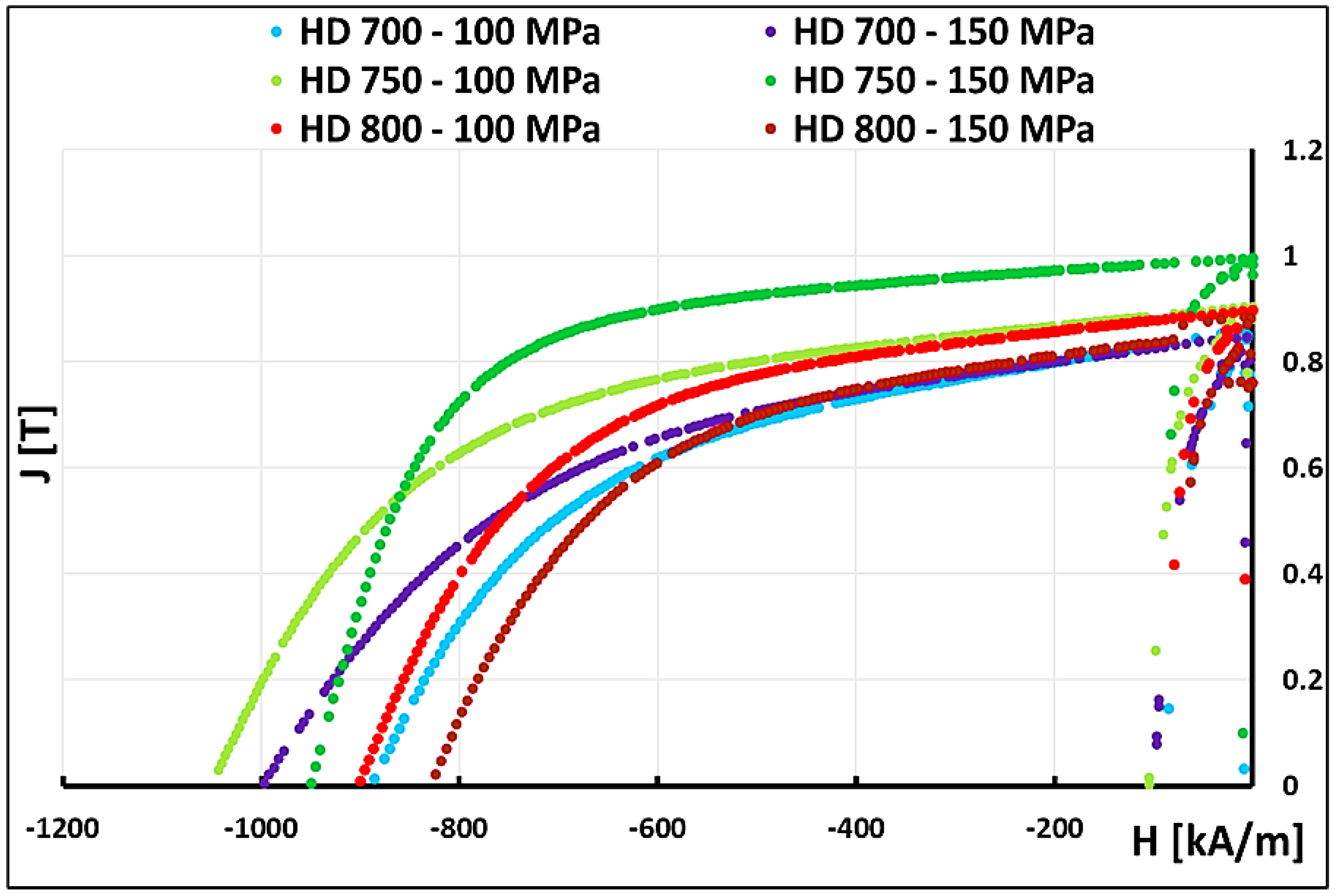
The magnetic properties with post-hot deformation thermal treatment at 750 °C for 1 h in a comparative plot for all temperature regime (700–800 °C) is shown in
Figure 4 and indicates the optimal results (in
HCi and
Br, better than starting recycled powder) were obtained at 750 °C hot forging conditions. For the thermally treated samples forged at 100 MPa, the H
Ci improved for 750 and 800 °C which can be attributed to redistribution of intergranular phase and relaxation of deformation stresses. At 800 °C, 100 MPa, the range of improvement is lower than 750 °C, which can be explained with a possible grain growth in parallel and perpendicular directions as not enough room for redistribution may be available in the former case. For hot deformation at 700 °C, 100 MPa, the sample was characterized with surface cracking which may generate voids and dislocations under deformation. The hot-pressed sample had
HCi > 1120 kA/m which dropped to 930 kA/m after hot forging and slightly more to ≈900 kA/m with annealing. The slight decline in
HCi after annealing can be attributed to inadequate redistribution of the Nd-rich phase below 746 °C (completion of ternary transition) into isolated voids that will not fully consolidate [
7]. However, the remanence for all samples forged at 100 MPa pressure increased with the thermal treatments, as illustrated in
Figure 4.
In the case of 150 MPa samples annealed at 750 °C, 1 h, the H
Ci increased subsequently for all the samples: 700 °C (H
Ci = 1007 kA/m), 750 °C (H
Ci = 960 kA/m), and very marginal for 800 °C sample (H
Ci = 820 kA/m). This is due to the Nd-rich phase experiencing prominent wettability and high compressing forces during the forging stage at 800 °C, 150 MPa. Therefore, the liquid phase has already diffused (redistributed) along the grain boundary of the particles and between the nanocrystalline grains via pressure-assisted capillary action. Whereas, the 750 °C in both pressure ranges gained 200–350 kA/m coercivity improvement by thermal treatment because the Nd-rich phase was not uniformly redistributed during the slower ramp rate of 50 °C/min during the forging stage. The pressure assisted coalescence of microstructure at 50 °C/min effectively diffused the Nd-rich phase to the grain boundary regions, but at higher temperatures, it assists in grain growth [
7]. The
Jr of 150 MPa forging condition increased subsequently for the lower temperature samples, i.e., 700 °C (0.9 T) and 750 °C (1.01 T) after the thermal treatment. However, the remanence improvement was insignificant after the thermal treatment for 800 °C sample (0.89 → 0.9 T), which as previously explained is due to the completion of pressure-assisted coalescence and Nd-rich phase diffusion during forging at elevated temperatures [
19]. This mild increment in
Jr can be related to the relaxation of the processing stresses [
7].
In short under low temperatures forging, the induced texture and
Jr values are low, however the coercivity is high as the microstructure may correspond to hot-pressed magnets. As the temperature is increased at 100 MPa, texture development is better as Jr tends to increase and the annealing retains higher magnetic properties. With higher pressure—i.e., 150 MPa—the texture begins to develop at lower temperatures and the recovery of properties after the thermal treatment is mild since the hot deformation has already yielded the optimal microstructure. The thermal treatment for high temperature and pressure conditions correspond to stress relieving [
7,
8].
Moreover, under higher temperature–pressure conditions, the larger HDDR particles are prone to rupture and cracking, which could be associated with the 800 °C, 150 MPa sample not achieving high remanence as compared to 750 °C, 150 MPa [
8]. These hot deformation-annealing results are in-line with the SPS study performed on the recycled HDDR Nd-Fe-B powders [
8].
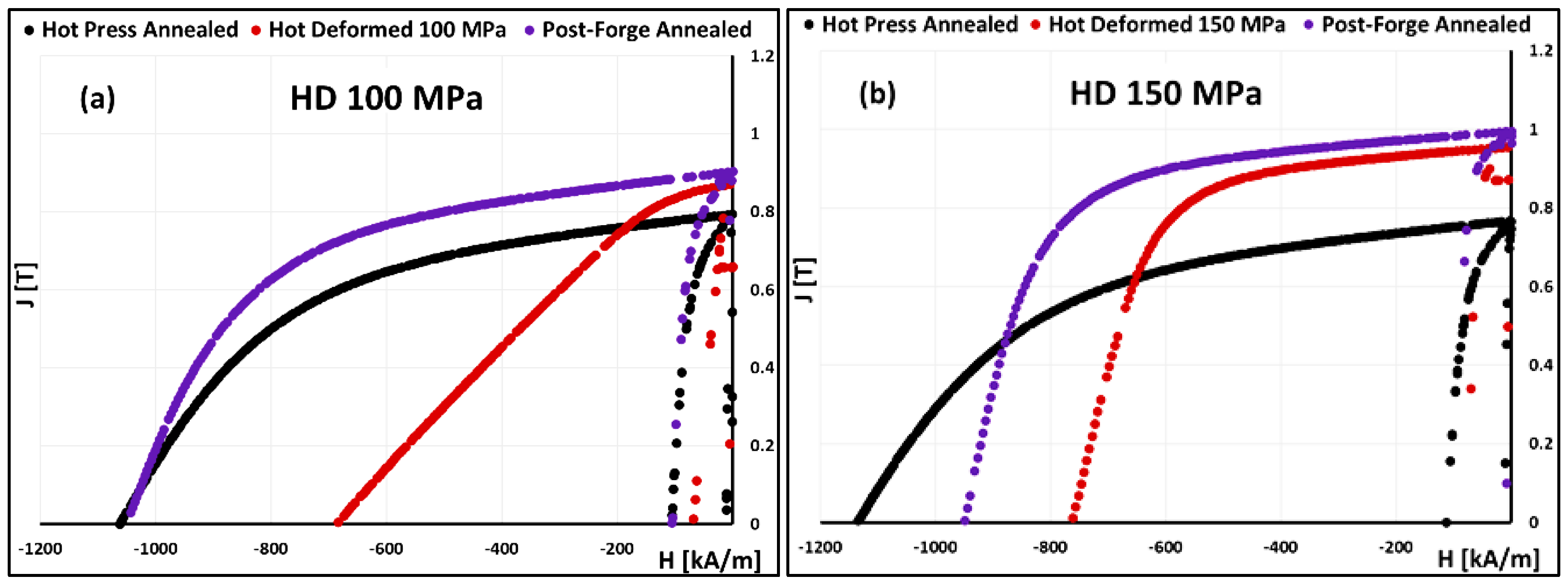
The 100 MPa hot-deformation process yielded ≈40% height reduction at 750 °C in the sample and the magnetic properties were:
HCi = 690 kA/m,
Jr = 0.87 T, and
BHmax = 99 kJ/m
3. The hot deformation is a high strain process and therefore the stresses induced during the deformation can be considered to reduce the coercivity apart from the grain elongation [
15,
16,
19,
40]. The thermal treatment subsequently was performed at 750 °C for 1 h to release the microstructure of processing stresses and to also achieve the improvement in the magnetic properties due to the redistribution of the Nd-rich phase and the restructuring the surfaces of Nd
2Fe
14B matrix grain to accommodate the intergranular phase upon solidification [
7]. Thus, after the heat treatment, the magnetic properties of 100 MPa hot forged sample improved to
HCi ≈ 1060 kA/m,
Jr = 0.91 T, and
BHmax = 144 kJ/m
3, as shown in
Figure 5a and indicates a 12% improvement in remanence over the hot-pressed magnet at 0.79 T.
Similarly, the hot-deformation experiments repeated at higher pressures resulted in better remanence than 100 MPa samples or hot-pressed magnets. The measured magnetic properties for the 750 °C, 150 MPa hot-deformed sample are illustrated in
Figure 5b which gives ≈23% higher remanence with post-forging thermal treatment than isotropic hot-pressed magnets and 11% over the starting recycled anisotropic HDDR Nd-Fe-B powder. The heating rate was kept constant to 50 °C/min and during the final 3 min, the pressure was consequently maintained at 150 MPa in the second instance. The hot deformation pressure was increased rapidly from 40 MPa at 700 °C to 150 MPa at 750 °C within one minute to maximize the strain rate since a lower strain rate at high temperatures can cause grain coarsening as the deformation time is extended and the degree of alignment of the fine grains gets disturbed from the available Gibbs surface free (thermal) energy to undergo coarsening [
14]. The magnetic properties of the starting hot-pressed magnet were:
HCi ≈ 1157 kA/m,
Jr = 0.79 T, and
BHmax = 103 kJ/m
3. The hot deformation at 150 MPa resulted in remanence enhancement and up to 55% height reduction. Therefore, the magnetic properties were measured to be:
HCi ≈ 770 kA/m,
Jr = 0.96 T and
BHmax = 165 kJ/m
3. Subsequently, the thermal treatment improved the overall magnetic properties and squareness of the loop in the hot-deformed magnet forged at 150 MPa, which were:
HCi = 960 kA/m,
Jr = 1.01 T, and
BHmax = 180 kJ/m
3. In comparison, Li et al. [
19] attained up to 69% height reduction with
Br = 1.22 T and
HCi = 181 kA/m only from the fresh HDDR powder (possibly high degree of grain growth or hot forging stresses), measured parallel to the pressing direction.
In order to explain the behavior of remanence enhancement after annealing, we can systematically relate it according to the relationship of remanent magnetization [
41]
In Equation (1),
A denotes the positive parallel domains prior to the magnetic alignment, (1 −
β) represents the volume fraction of hard magnetic phase (Nd
2Fe
14B in this case),
d0 is theoretical density,
d shows experimental density, the degree of orientation or texture is indicated by
and
MS is the saturation magnetization. Therefore, a higher
A factor indicates a low number of reverse magnetized domains in the system after annealing, as the
HCi tends to increase as well due to microstructural factors (grain shape, morphology, stress relief, non-ferromagnetic grain boundary widening/decoupling effect, pinning field enhancement, and redistribution of Nd-rich phase). Moreover, no additional non-ferromagnetic additives were made part of hot-forging experiments, so
A and
β are not the influencing factors in hot deformation from Equation (1). Similarly, the densities of hot-forged and hot-pressed samples are nearly the same (99% of theoretical values, i.e., 7.57 g/cm
3), so they are not affecting the remanence after thermal treatments either. The saturation magnetization (
MS) remains largely unchanged before the HDDR reprocessing, hot pressing/deformation and subsequently annealing at 750 °C, 1 h. Therefore, a 5% improvement in remanence from 0.96 to 1.01 T is invariably linked to the degree of texturing perpendicular to the pressing direction which tends to get reduced subsequently after the thermal treatment. The microstructure composed of highly textured Nd
2Fe
14B grains is beneficial for preferential grain growth during hot deformation and which will impart favorable remanence enhancement. In the case of nanocrystalline melt-spun ribbons, Wang et al. [
41] identified with EBSD that the texture in platelet shaped layers on the basal plane was enhanced by increasing the annealing time. Moreover, the oriented platelet grains, although followed inhomogeneous grain growth pattern but suppressed the abnormal grain growth of non-aligned coarse grains and the number of mis-oriented grains decreased after annealing. Although EBSD was out of the scope of this research but the model from Equation (1) advocate the degree of orientation
of Nd
2Fe
14B hard phase grain tends to increase after the thermal treatment due to grain surface restructuring (both aligned and coarse non-aligned grains), besides relaxation of the forging stresses is also a contributing factor. Since the thermal treatments were performed above the ternary transition temperature of 665 °C, it may also be expected that the intergranular phases experience non-ferromagnetic transformations, which effectively improves the localized exchange decoupling behavior [
41,
42,
43,
44], however, such a study has not been proven on the HDDR Nd-Fe-B system.
In Nd-lean HDDR powder (e.g., recycled), the stress induced crystallographic orientation of the nanocrystalline grains by hot deformation is difficult and can only be achieved by critically controlling the forging parameters coupled with stress-relief thermal treatments. The applicable pressure of 150 MPa was in a sense limit for the operation mode and a further increase was not possible on this system. Therefore, from the comparison of 100 and 150 MPa range, the improvement (10%) is evident at 0.1 T approximately for 50 MPa increase. Thereby, if the system allowed hot deformation up to 500 MPa, the recycled HDDR powder is capable of reaching the remanence values much higher than these obtained but at a severe toll on coercivity as previous studies have shown for height reductions greater than 50% [
17,
45,
46].
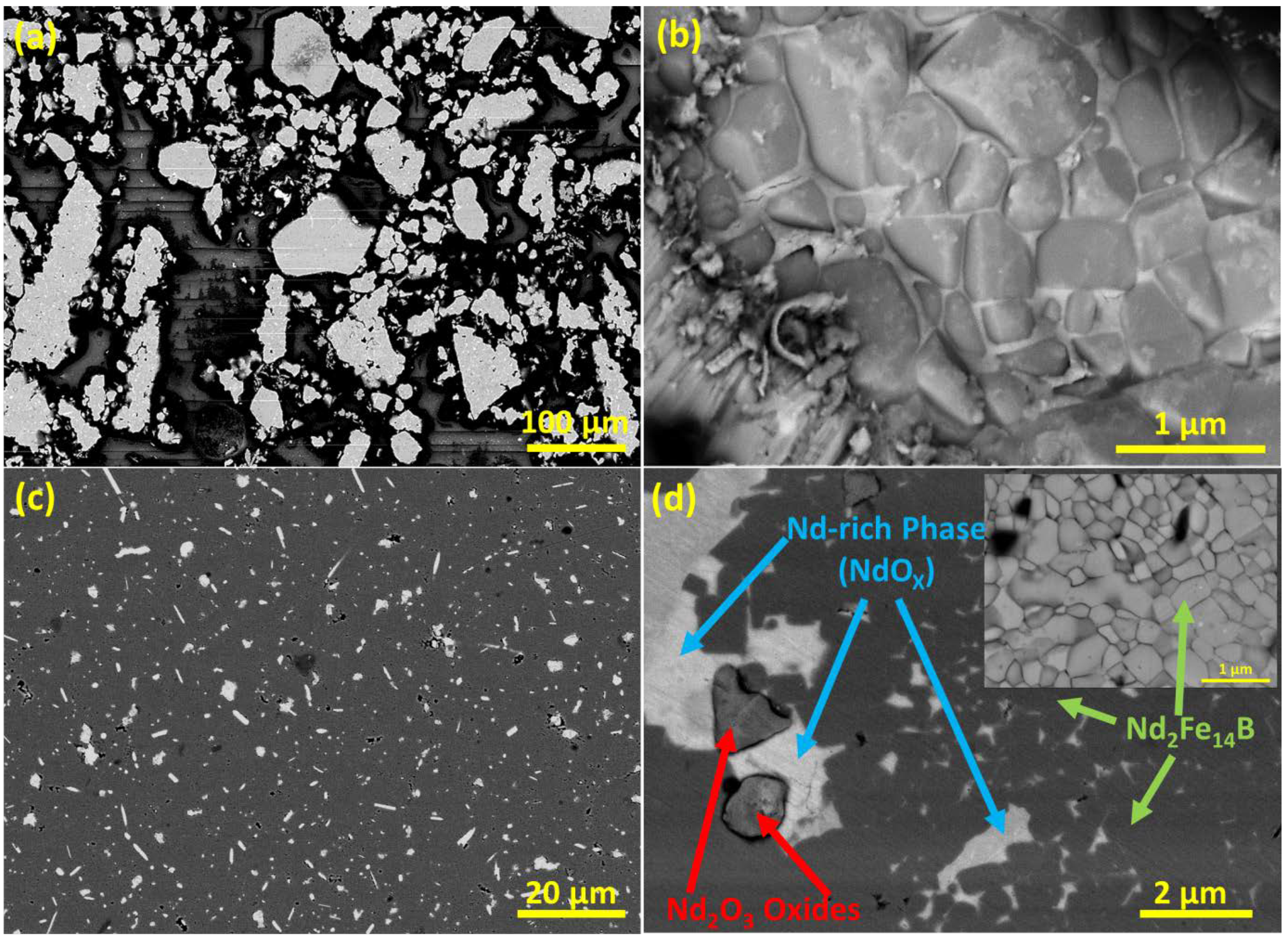
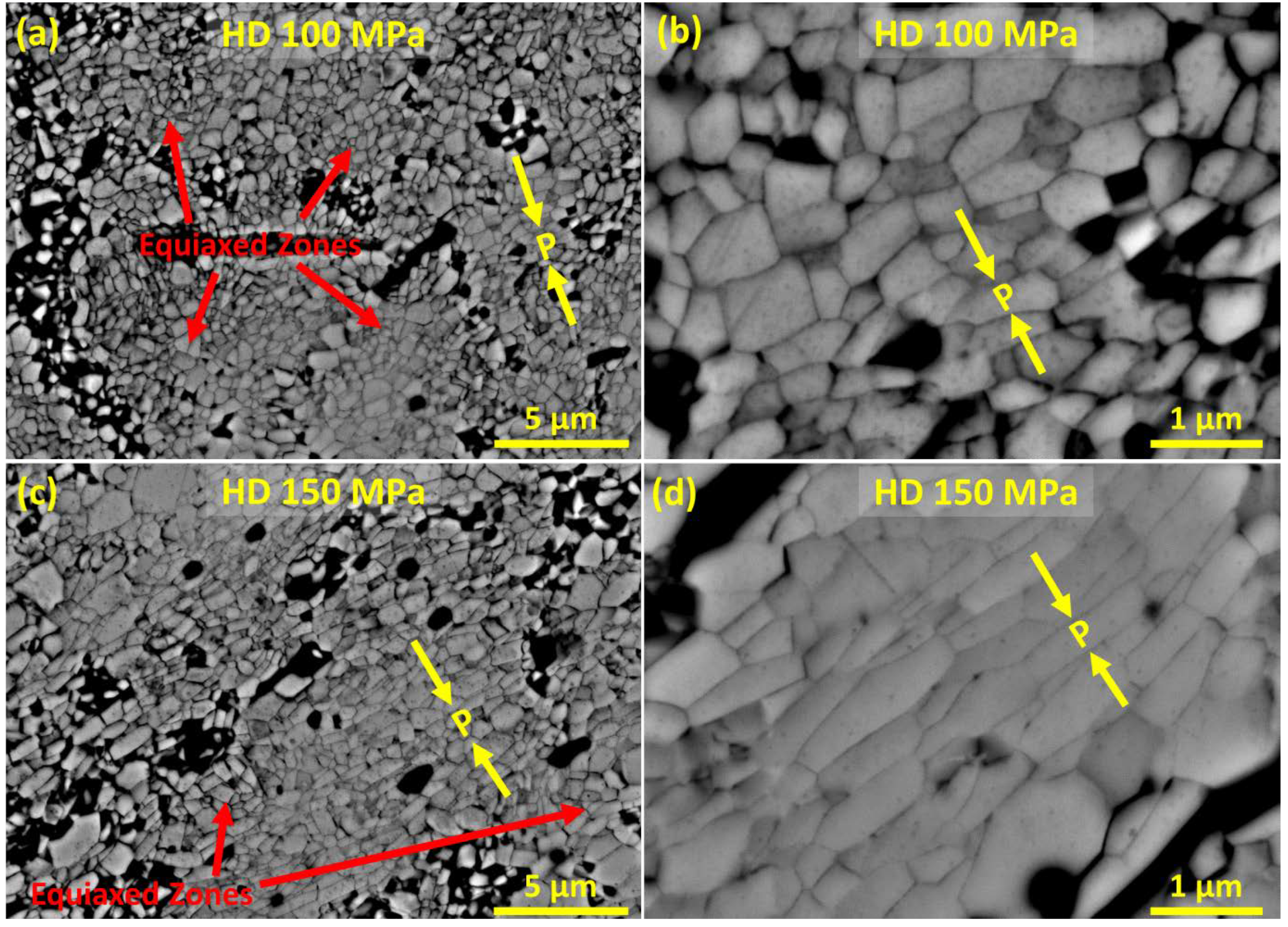
The cross sections of hot deformed magnets prepared at 750 °C were characterized for their microstructure by HR-SEM in backscattered electron imaging mode as shown in
Figure 6. The pressing direction in each case is indicated by the arrows. As clearly seen from
Figure 6a, when the hot deformation pressure is low at 100 MPa only, the microstructure is similar to the initial recycled HDDR Nd-Fe-B powder or the hot-pressed (optimally SPS-ed) samples in
Figure 2. The equiaxed and the platelet-shaped grains both coexist with a poor degree of alignment due to inadequate deformation as marked with the red arrows in
Figure 6a. Apart from only a few grains, the majority of the Nd
2Fe
14B grains are not aligned after hot deformation with the pressing direction, as represented in
Figure 6b. This suggests incomplete hot-deformation or the lack of uniform texture in the sample. The matrix grains are also not excessively deformed (
Figure 6b), which is the reason for higher coercivity than the starting material. After the thermal treatment, we can expect the relaxation of deformation stresses, which improved the overall magnetic properties.
In the case of hot deformation at 150 MPa pressure, the microstructure in
Figure 6c is more appropriately textured and several grains are deformed perpendicular to the pressing direction which resulted in higher
Br. In this case, the two-zone microstructure is not distinguishable as clearly the grains are suitably deformed when magnified in
Figure 6d with the pressing direction. At 750 °C forging temperature, overall limited grain growth in equiaxed manner or perpendicular to the pressing direction was observed which is suitable to conserve the magnetic properties of the starting recycled powder. Higher forging pressure resulted in a larger degree of deformation and thereby improvement in the texture is apparent. The very high degree of deformation (above 80%) results in nanocrystalline grains elongated beyond > 1 µm size [
14,
15]. The elongation of matrix grains is also considered as grain growth and consequently, the demagnetizing field will be higher on severely deformed grain surfaces, so the coercivity starts to decrease as grains begin to grow, but more importantly with higher percentage reduction in height, the deformation stresses on the microstructure are higher, which degrade the
HCi [
15,
16,
19,
40]. The in-homogeneities in the crystal structure, as well as the surface imperfections generated after hot deformation, are apparently the local sites for initiating demagnetization. The defects like irregularly shaped grains, non-ferromagnetic inclusions/grain boundaries, surface or geometric defects, etc. become the sites for local nucleation fields
HN (regions favoring magnetization reversal). These defects reduce the coercivity to
Here in Equation (2),
Ha is the anisotropy field, the Kronmüller’s factor α ≈ 0.2–0.5 and the effective demagnetizing factor (N
eff) ≈ 0.8–1.7 [
10]. The deformed platelet-shaped grained largely increase the N
eff value and the possible accelerated grain growth above 800 °C is reasoned to degrade the coercivity [
14]. During the hot deformation, it has been advocated that the liquid grain boundary phase is squeezed out above the ternary transition temperature of 665 °C as it rotates and gets redistributed along with the smaller aspect ratio grain facets [
47]. Therefore, the Nd-rich phase perpendicular to the pressing direction is forced out of the intergranular regions where textured parallel facing grains get into intermittent contact with each other. Therefore, the localized exchange coupling effects at these regions without the Nd-rich phase contribute to the lowering of the coercivity [
17]. With the release of interfacial energy from the liquid Nd-rich phase during hot deformation, the stress concentration gets developed in the contact points and triple pockets which can lead to the formation of non-aligned grains in the vicinity thereby necessitates the annealing treatment [
14]. In regions where the grain boundaries are absent, the nanocrystalline Nd
2Fe
14B grains can rapidly grow above the ternary transition temperature and the lattice mismatch is gradually truncated, which will also release lattice from distortion under reprocessing (thermally induced) stresses [
41]. This study verified that potential is very high for the HDDR Nd-Fe-B based commercial as well as recycled materials and provides the fundamental understanding of hot deformation application on the recycled HDDR Nd-Fe-B alloys, defining the limits for coercivity, processing conditions, annealing, and controlled texture development.
Henceforth, with the application of higher deformation pressures and the subsequent addition of low melting eutectic alloys or RE-rich nanoparticles blends, not only the remanence enhancement and BHmax are possible but coercivity can also be improved in low grade recycled materials. This scope of simultaneous improvement of HCi after hot deformation on the recycled HDDR Nd-Fe-B is currently under investigation and further results shall be explained in an alternate report.

 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}