Microstructure and Mechanical Properties of Low-Carbon High-Strength Steel Fabricated by Wire and Arc Additive Manufacturing

Abstract
:1. Introduction
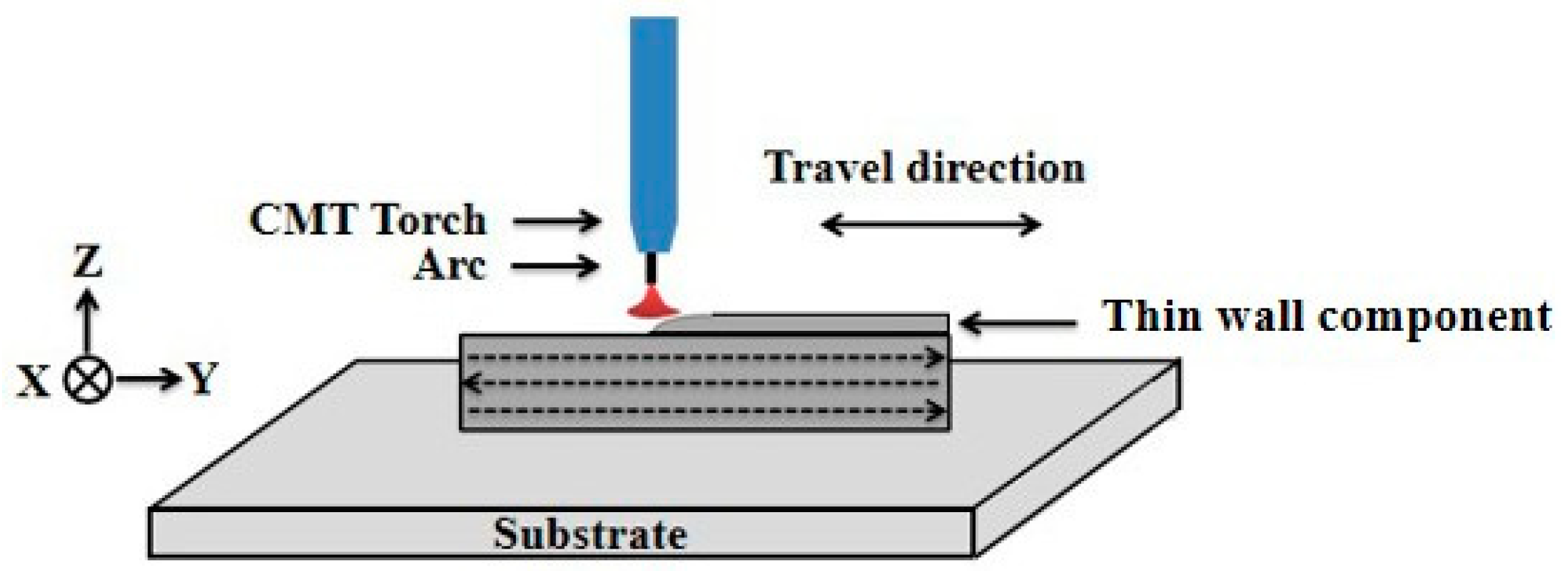
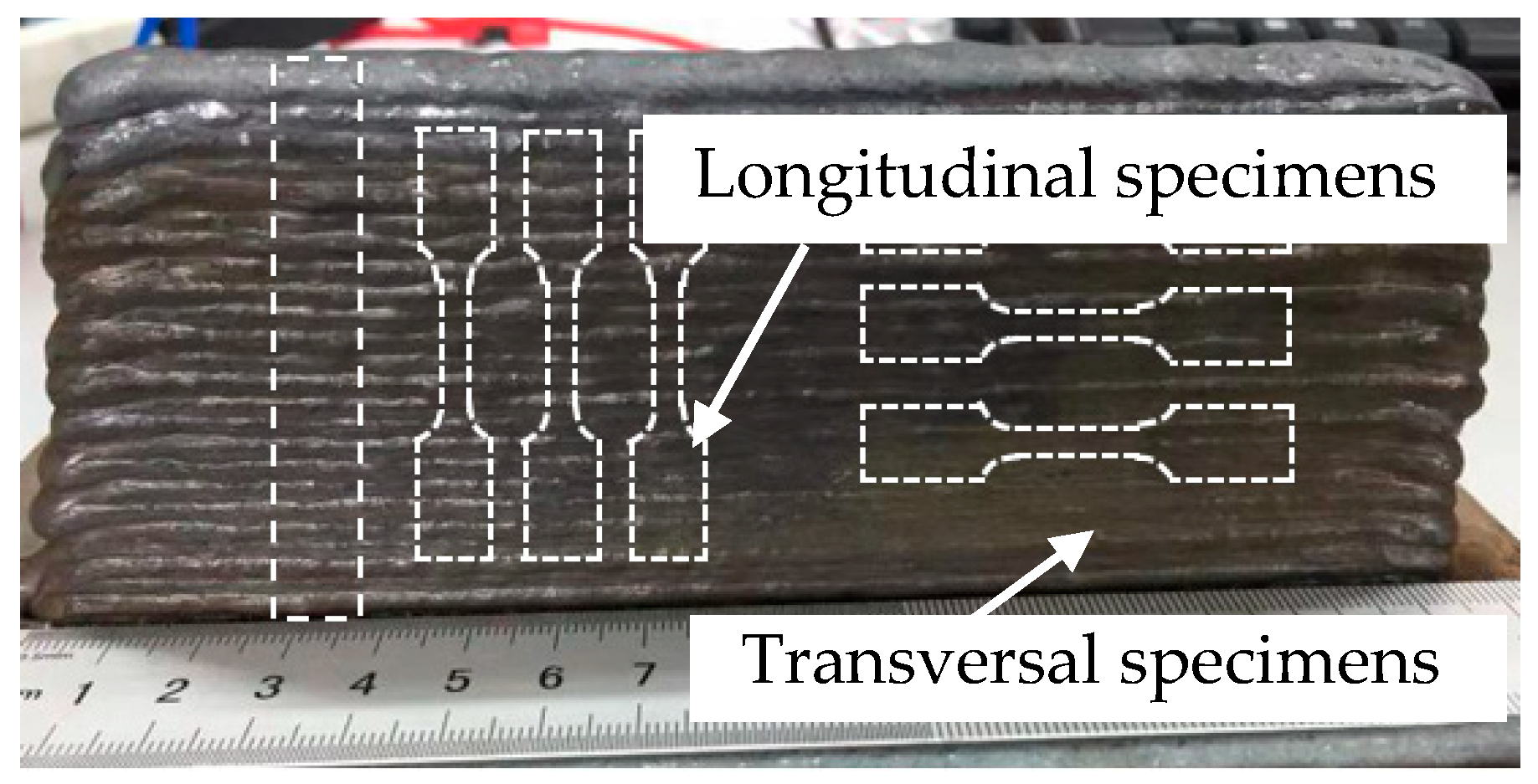
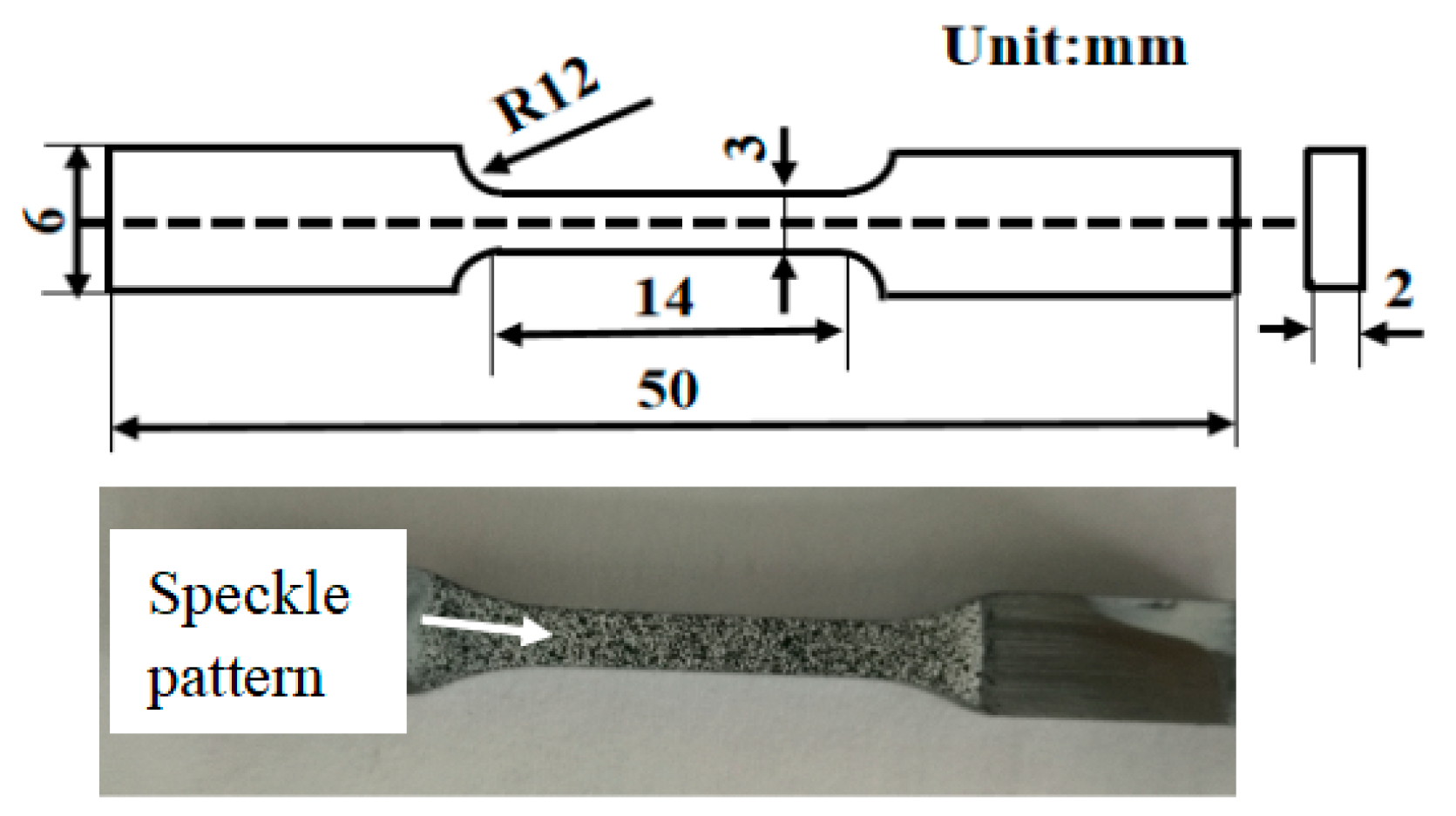
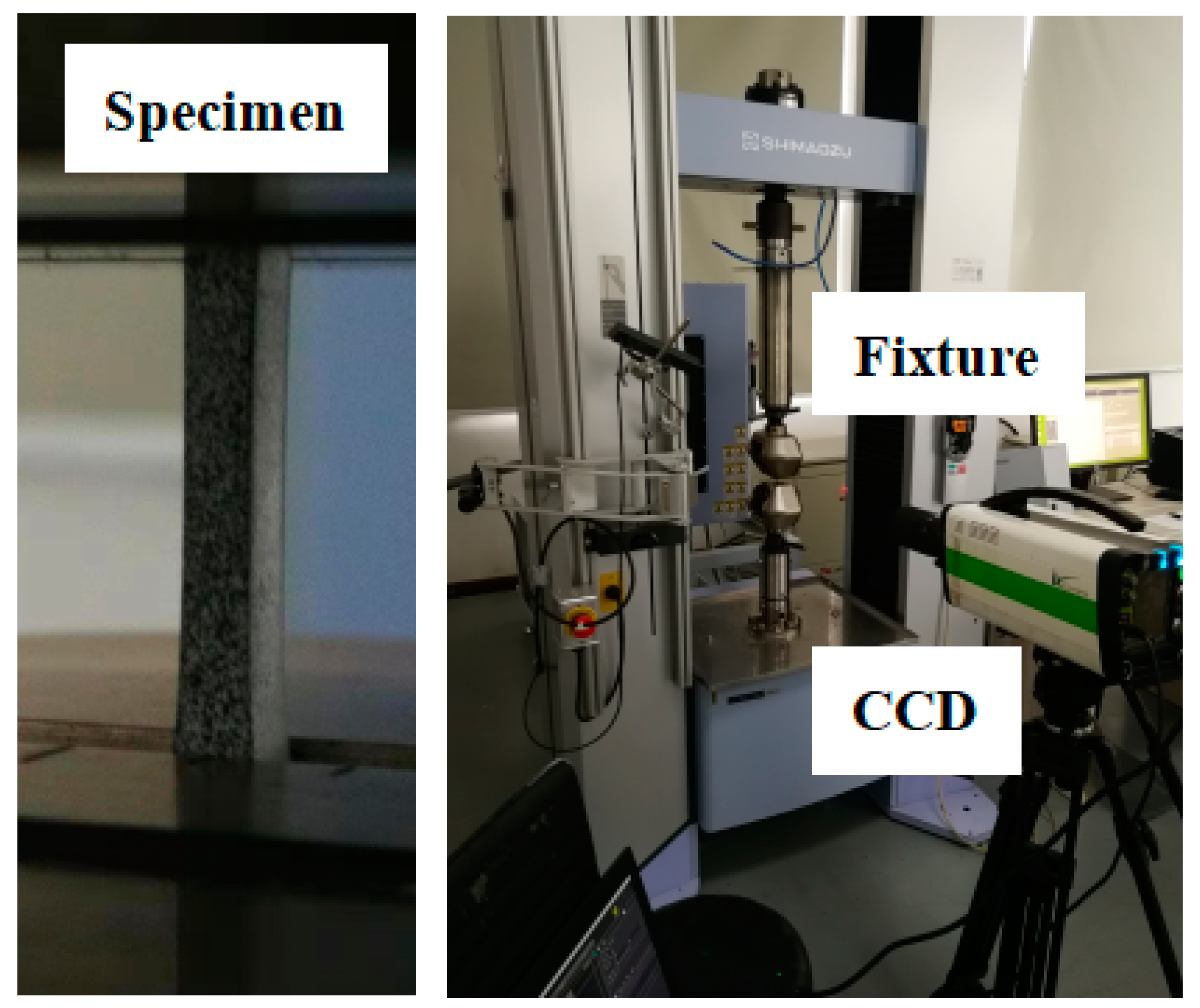
2. Materials and Methods
3. Results and Discussion
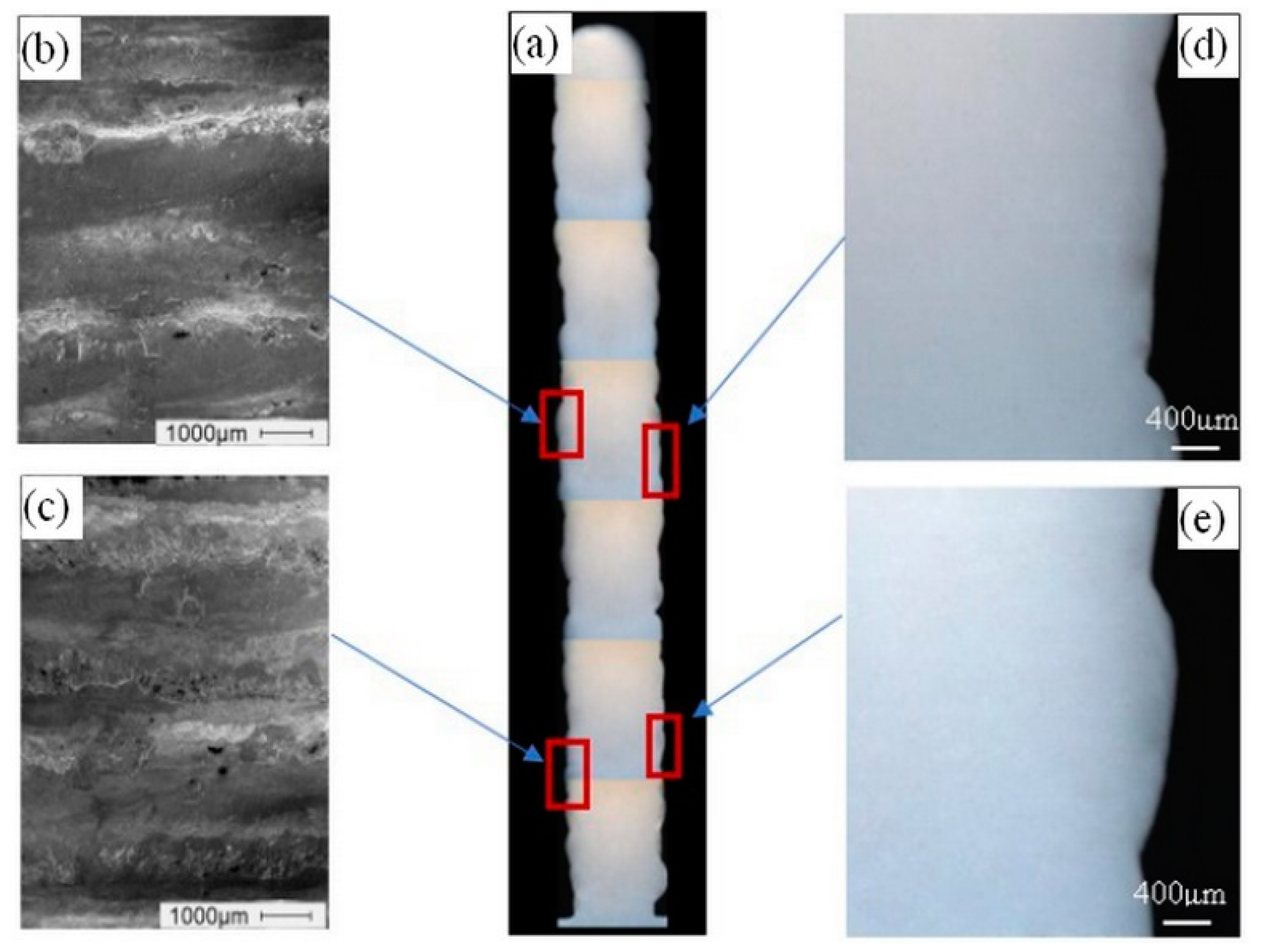
3.1. Surface Quality Assessment
3.2. Microstructure
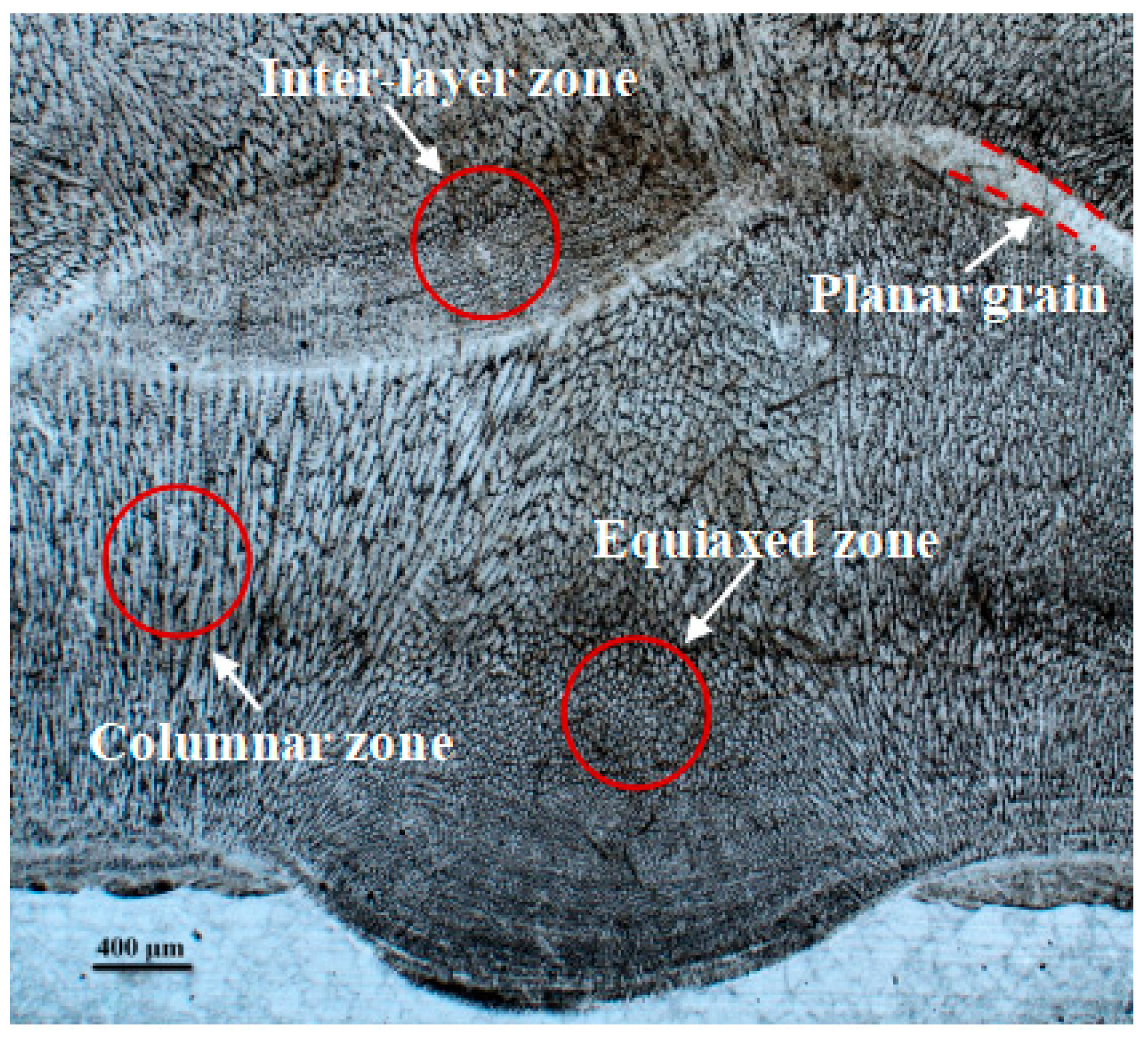
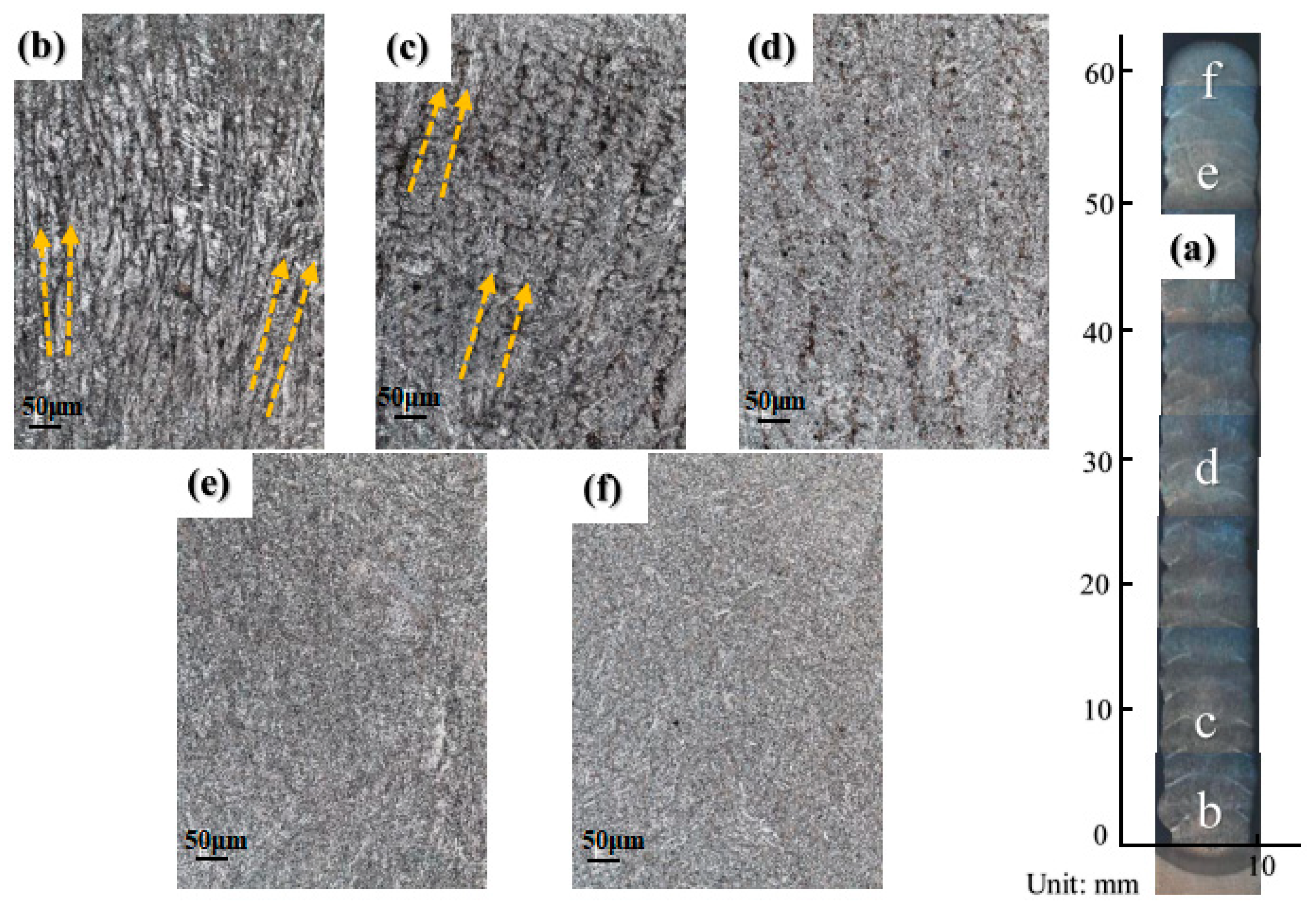
3.2.1. Microstructure Evolution
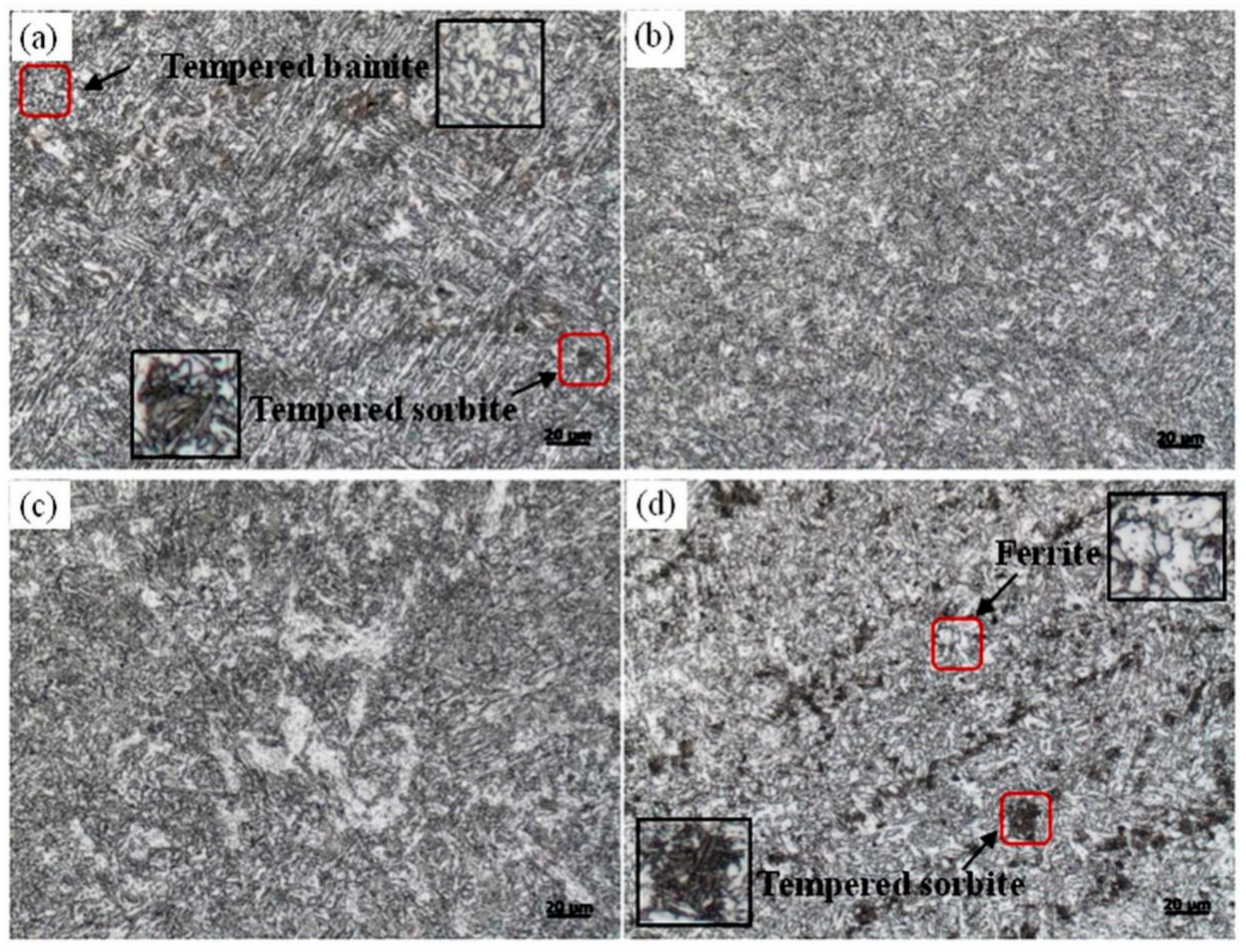
3.2.2. Phase Transformation
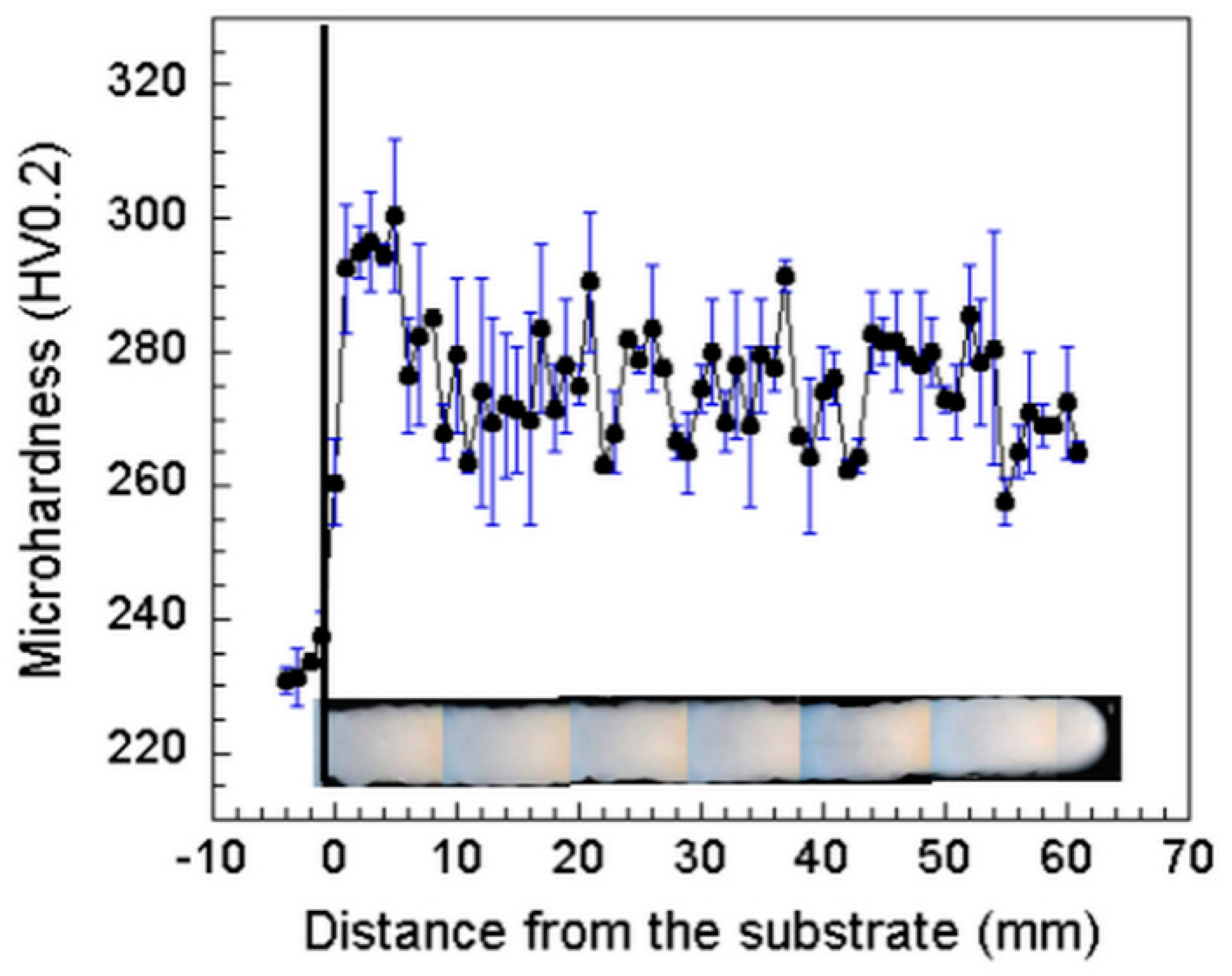
3.3. Microhardness
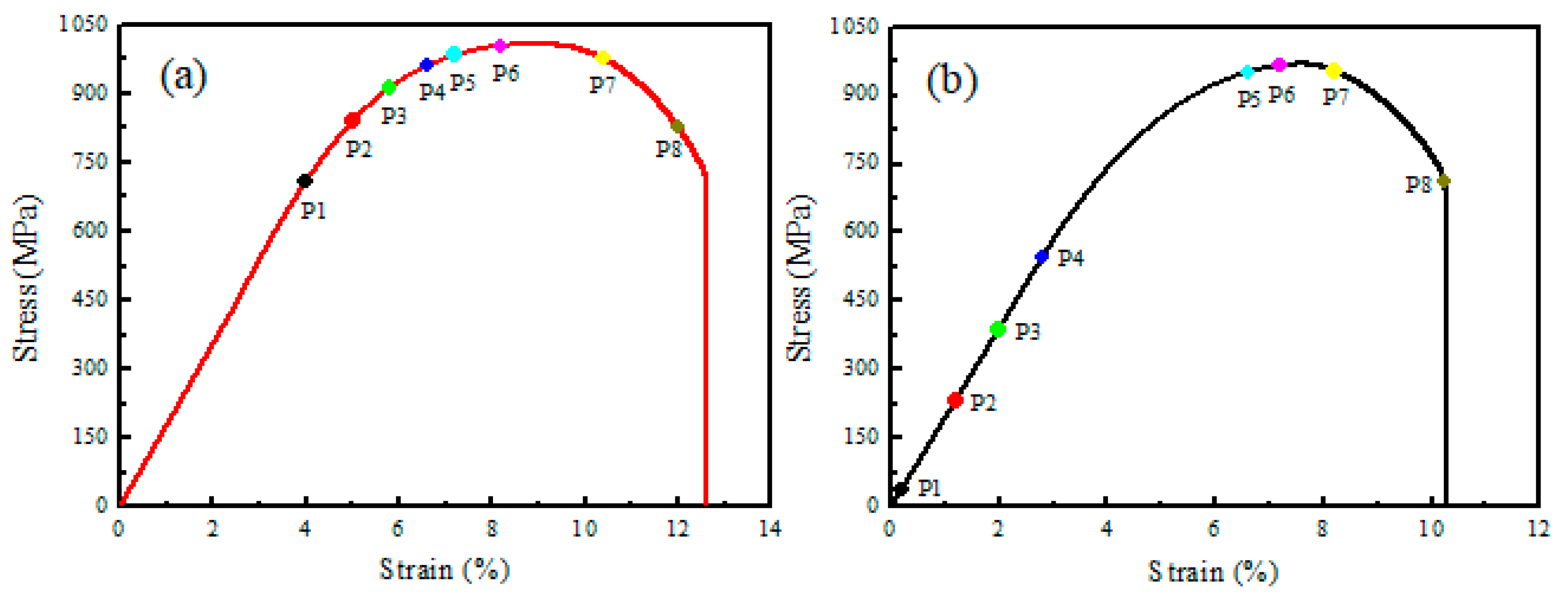
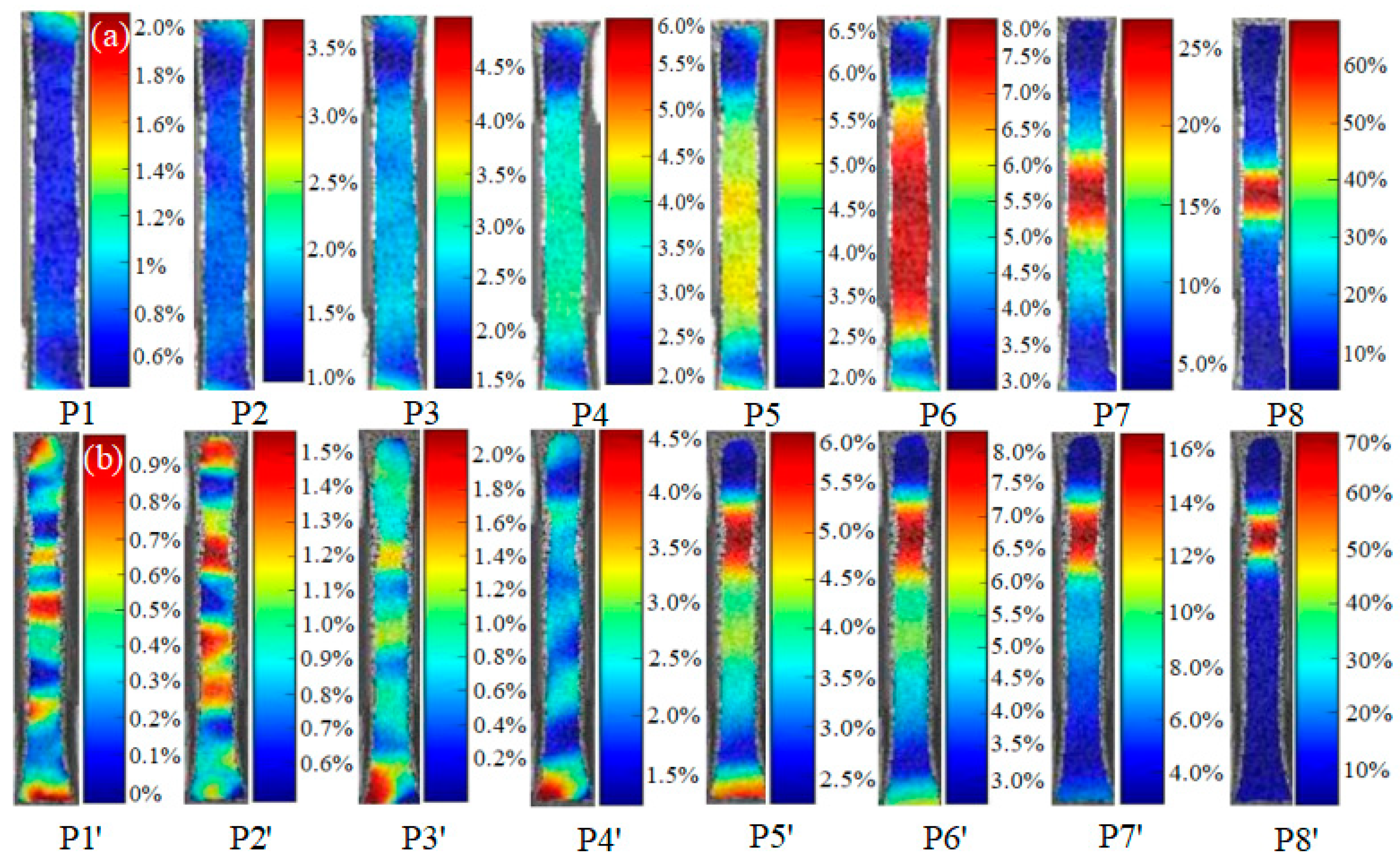
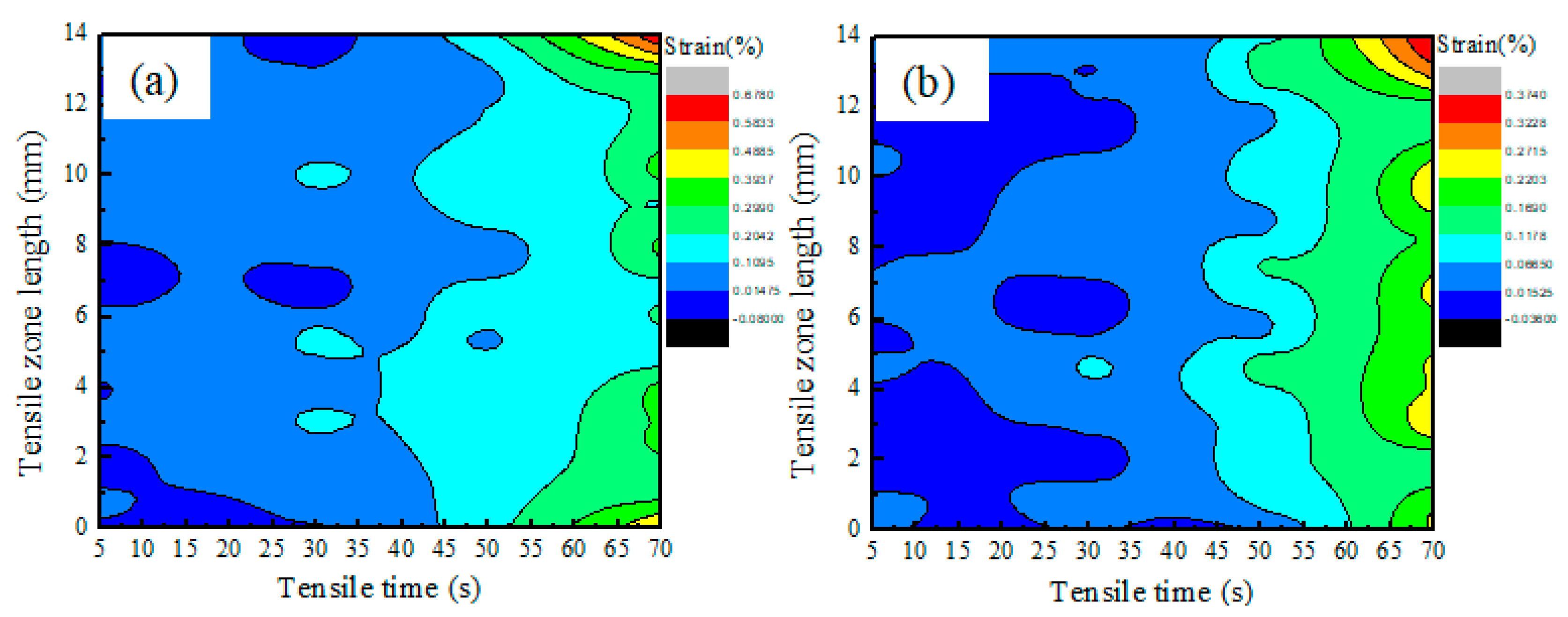
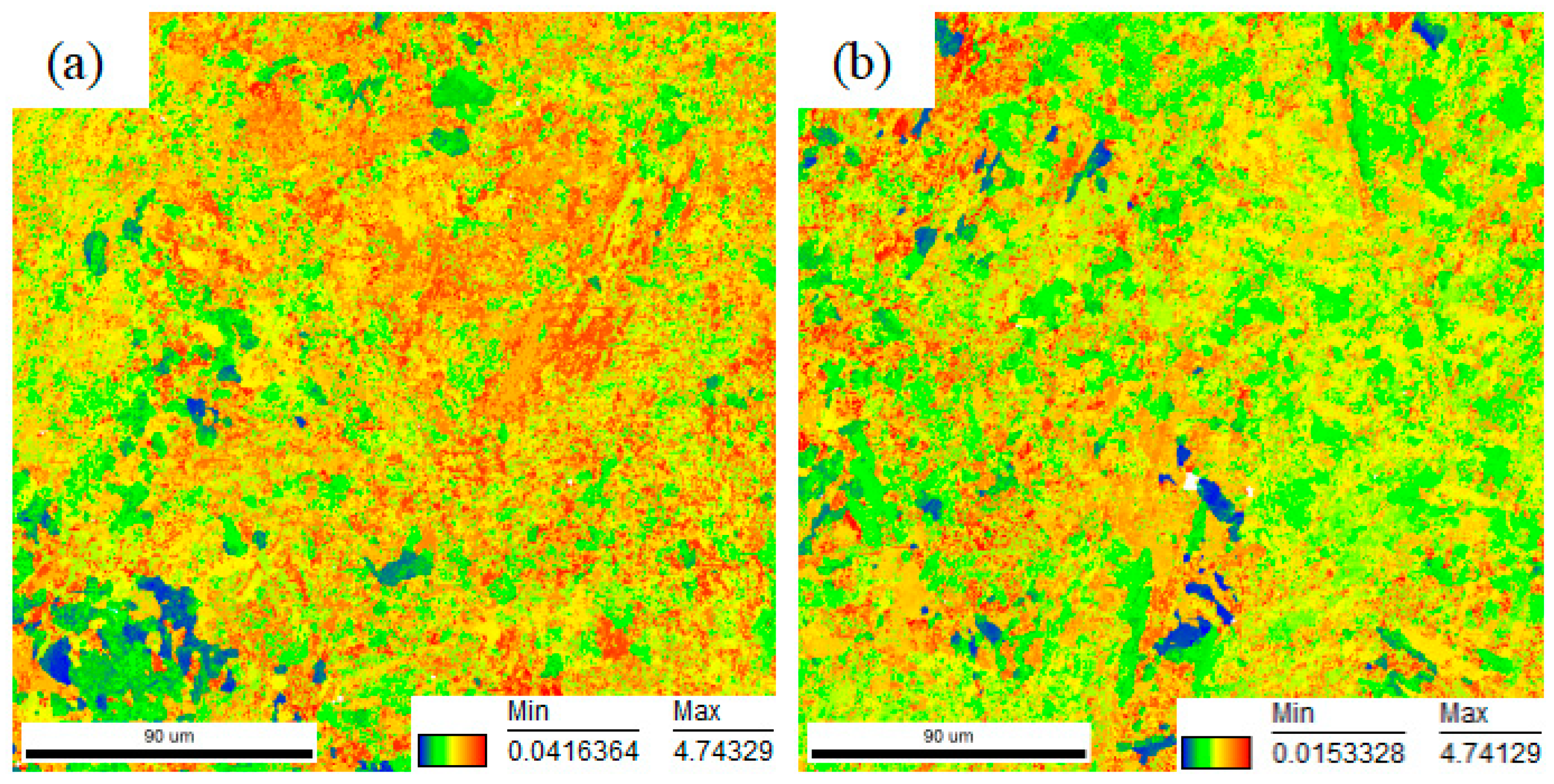
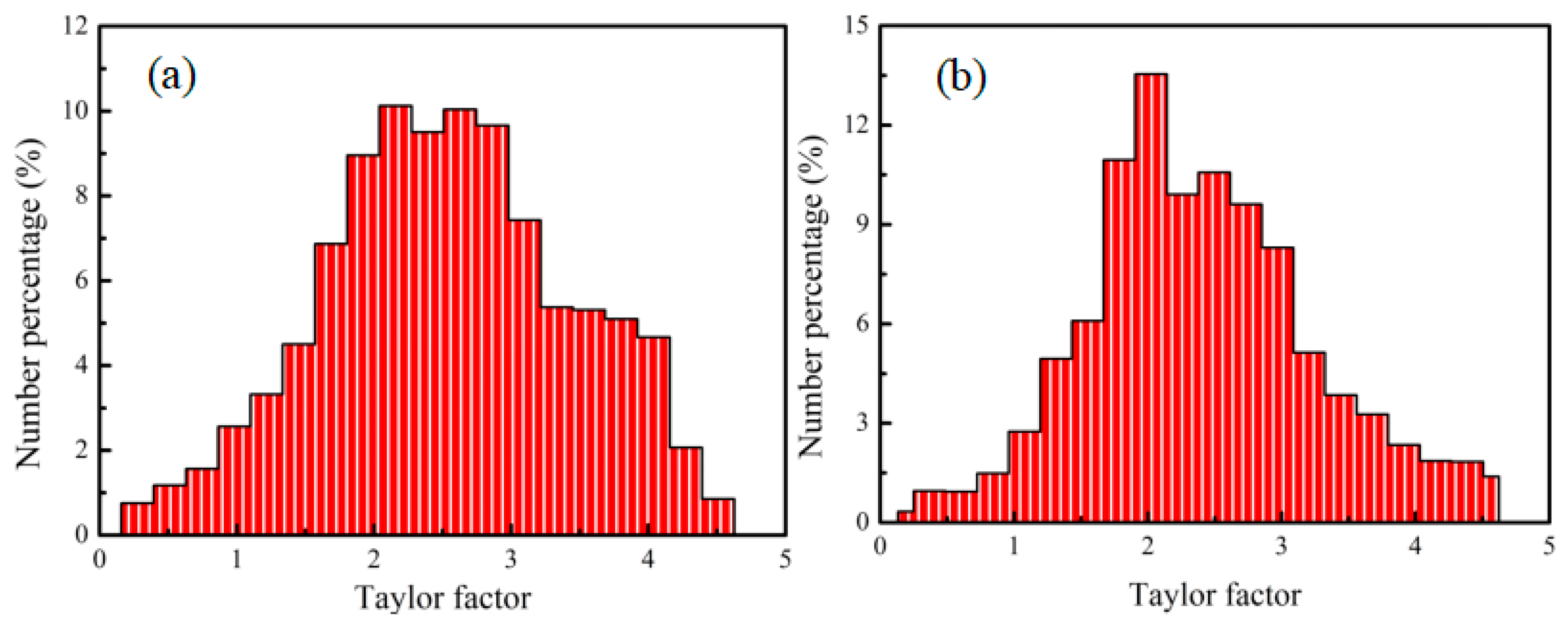
3.4. Tensile Test and DIC Analysis
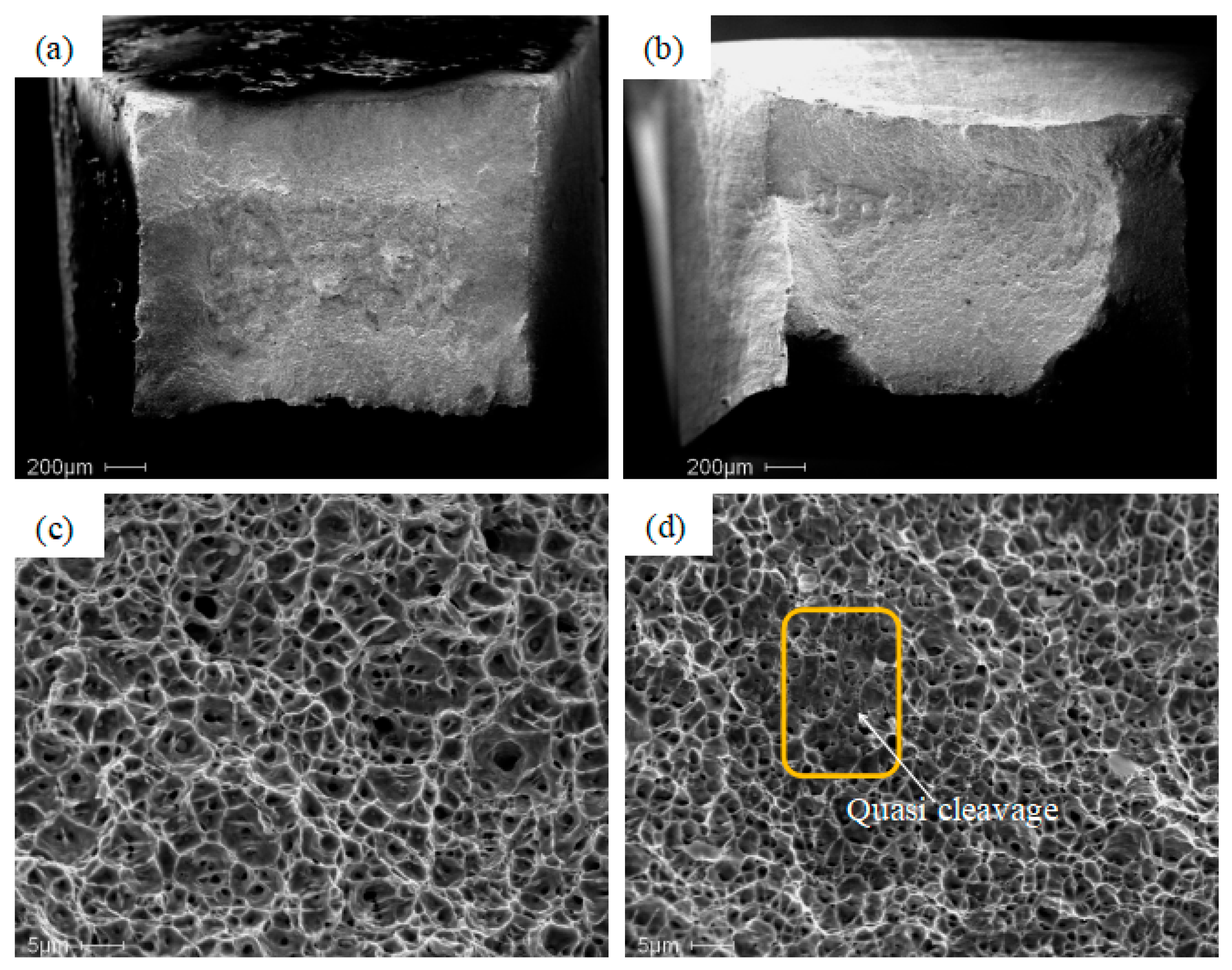
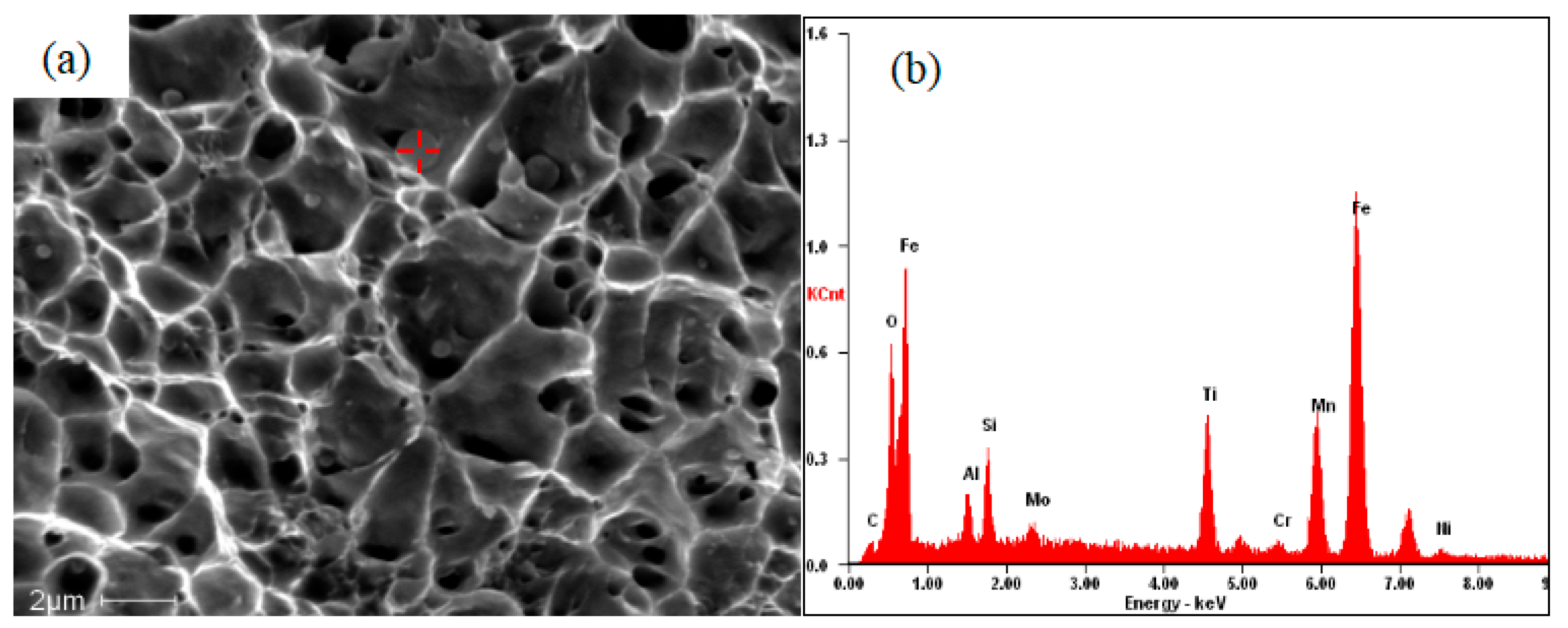
3.5. Fractography Observation
4. Conclusions
- The microstructure of the bottom part showed a directional growth of columnar grains, and as the deposition continued, the features of the directional growth of microstructure were weakened due to the temperature gradient variation, nearly disappearing in the top part. The formation of the phase at the bottom was tempered bainite + tempered sorbite, that at the middle part was tempered bainite, and the one at the top part was composed of tempered bainite + tempered sorbite + sorbite ferrite. The transformation of the microstructure resulted from the different thermal cycles and cooling rate.
- The microhardness varied from the bottom to the top part due to the formation of different microstructures. The bottom part showed the highest microhardness, which was around 290 HV and dropped down from 280 HV to 270 HV in the middle part. Then, it emerged as a lower value at the top part, which fluctuated from 270 HV to 260 HV.
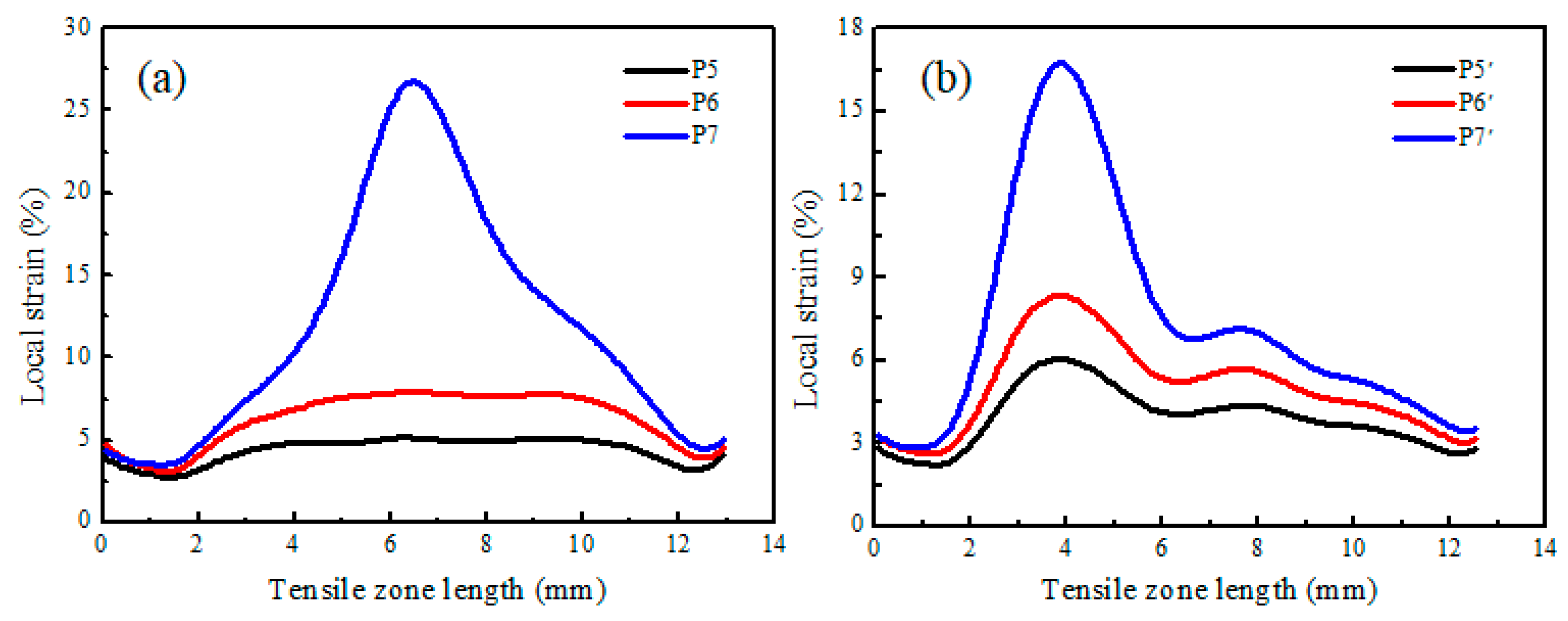
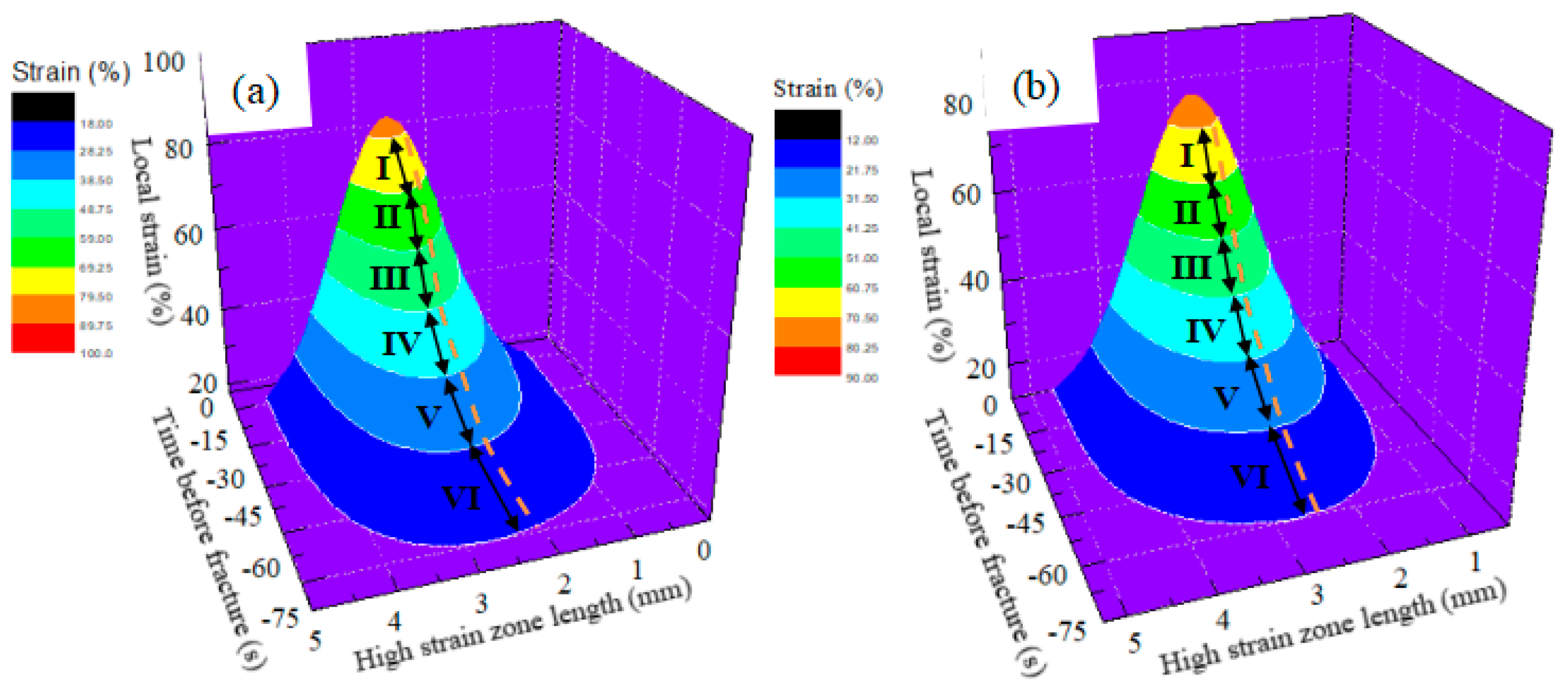
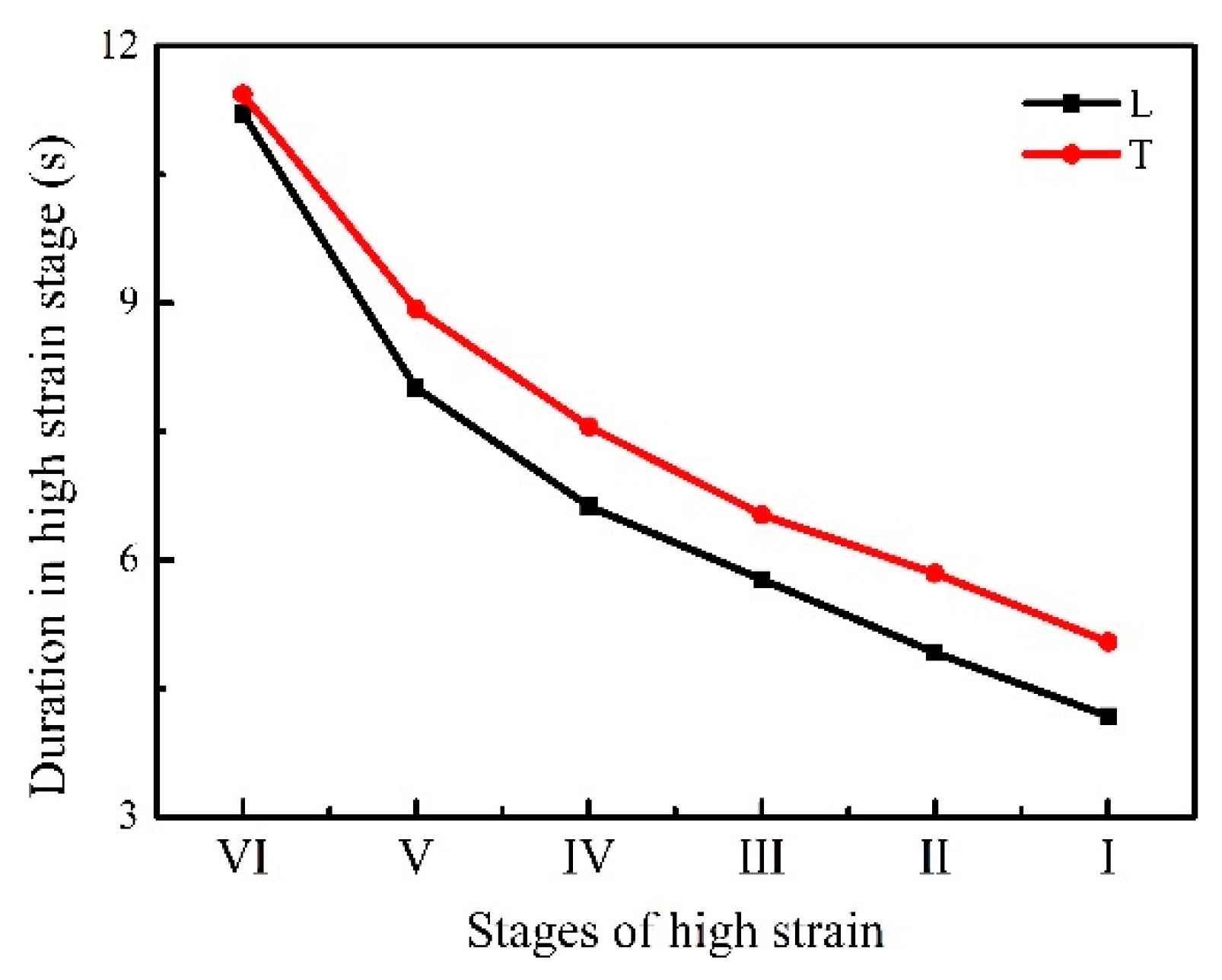
- The tensile strength of the longitudinal specimen had an inferior performance to that of the transversal specimen, showing anisotropy behavior. Several areas with local strain concentration of the longitudinal specimen could be found at the beginning and end stage of the tensile test when investigated using a DIC method. Additionally, the duration in the high strain stages of the longitudinal specimen was shorter and deteriorated with increasing strain.
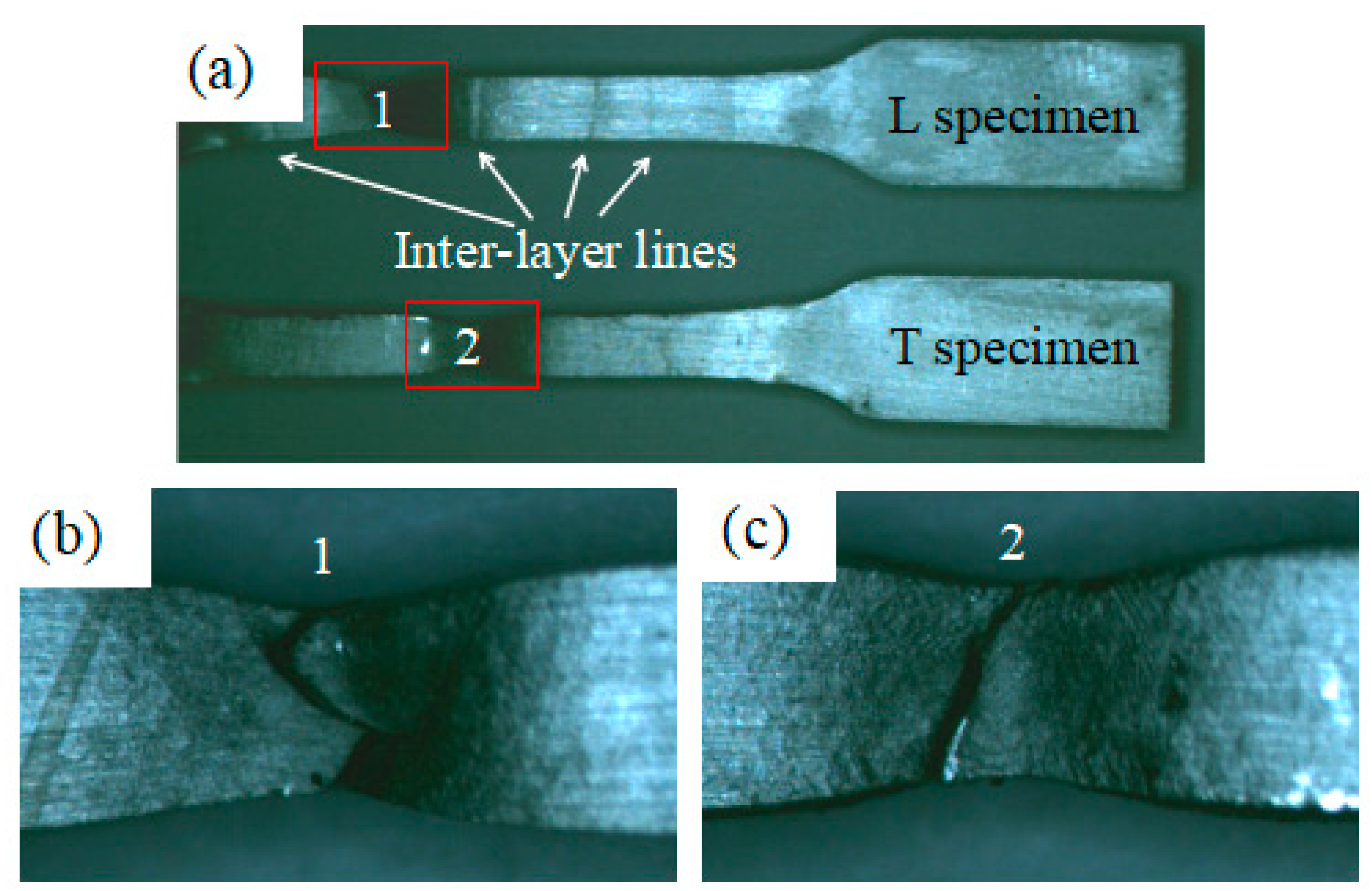
- A ductile fracture was revealed in both the transversal and longitudinal fracture surfaces. Several inter-layer areas as weak regions could be observed from the surface of the longitudinal specimen after fracture, resulting in local strain concentration. It was confirmed that the longitudinal mechanical property was inferior to that of the transversal specimen, showing anisotropy characteristics. Some particles existing as inclusions such as Al2O3 or Ti2O3 were found on the fracture surface.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Xue, Q.; Benson, D.; Meyers, M.; Nesterenko, V.; Olevsky, E. Constitutive response of welded HSLA 100 steel. Mater. Sci. Eng. A 2003, 354, 166–179. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The role of additive manufacturing in the era of industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process. structure and properties. Prog. Mater. Sci. 2018, 92, 112–122. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Sequeira Almeida, P.M.; Wang, F.; Williams, S. Thermo-mechanical analysis of wire and arc additive layer manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef] [Green Version]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + arc additive manufacturing. J. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Gomez Ortega, A.; Corona Galvan, L.; Deschaux-Beaume, F.; Mezrag, B.; Rouquette, S. Effect of Process Parameters on the Quality of Aluminium Alloy Al5Si Deposits in Wire and Arc Additive Manufacturing Using a Cold Metal Transfer Process. Sci. Technol. Weld. Join. 2018, 23, 316–332. [Google Scholar] [CrossRef] [Green Version]
- Kazanas, P.; Deherkar, P.; Almeida, P.; Lockett, H.; Williams, S. Fabrication of Geometrical Features using Wire and Arc Additive Manufacture. J. Eng. Manuf. 2012, 226, 1042–1051. [Google Scholar] [CrossRef]
- Xu, X.; Mi, G.; Luo, Y.; Jiang, P.; Shao, X.; Wang, C. Morphologies, microstructures, and mechanical properties of samples produced using laser metal deposition with 316L stainless steel wire. Opt. Lasers Eng. 2017, 94, 1–11. [Google Scholar] [CrossRef]
- Yang, D.; Wang, G.; Zhang, G. Thermal analysis for single-pass multi-layer GMAW based additive manufacturing using infrared thermography. J. Mater. Process. Technol. 2017, 244, 215–224. [Google Scholar] [CrossRef]
- Hermans, M.J.M.; Ouden, G.D. Process Behaviour and Stability in Short Circuit Gas Metal Arc Welding. Weld. J. 1999, 78, 137–141. [Google Scholar]
- Rodrigues, T.A.; Duarte, V.; Avila, J.A.; Santos, T.G.; Miranda, R.M.; Oliveira, J.P. Wire and arc additive manufacturing of HSLA steel: Effect of thermal cycles on microstructure and mechanical properties. Addit. Manuf. 2019, 27, 440–450. [Google Scholar] [CrossRef]
- Dai, Y.L.; Yu, S.F.; Shi, Y.S.; He, T.Y.; Zhang, L.C. Wire and arc additive manufacture of high-building multi-directional pipe joint. Int. J. Adv. Manuf. Technol. 2018, 96, 2389–2396. [Google Scholar] [CrossRef]
- Fu, Y.; Zhang, H.; Wang, G.; Wang, H. Investigation of mechanical properties for hybrid deposition and microrolling of bainite steel. J. Mater. Process. Technol. 2017, 250, 220–227. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Chen, Y.; Li, P.; Male, A.T. Weld deposition-based rapid prototyping: A preliminary study. J. Mater. Process. Technol. 2003, 135, 347–357. [Google Scholar] [CrossRef]
- Krishnan, S.A.; Baranwal, A.; Moitra, A.; Sasikala, G.; Albert, S.K.; Bhaduri, A.K.; Harmain, G.A.; Jayakumar, T.; Rajendra Kumar, E. Assessment of deformation field during high strain rate tensile tests of RAFM steel using DIC technique. Procedia Eng. 2014, 86, 131–138. [Google Scholar] [CrossRef] [Green Version]
- Aris, N.F.M.; Cheng, K. Characterization of the surface functionality on precision machined engineering surfaces. J. Mater. Process. Technol. 2008, 38, 402–409. [Google Scholar] [CrossRef]
- Fayazfar, H.; Salarian, M.; Rogalsky, A.; Sarker, D.; Russo, P.; Paserin, V.; Toyserkani, E. A critical review of powder-based additive manufacturing of ferrous alloys: Process parameters, microstructure and mechanical properties. Mater. Des. 2018, 144, 98–128. [Google Scholar] [CrossRef]
- Hunt, J.D. Steady state columnar and equiaxed growth of dendrites and eutectic. Mater. Sci. Eng. 1984, 65, 75–83. [Google Scholar] [CrossRef]
- Zhong, Y.; Rannar, L.E.; Liu, L.; Koptiug, A.; Wikman, S.; Olsen, J.; Cui, D.; Shen, Z. Additive manufacturing of 316L stainless steel by electron beam melting for nuclear fusion applications. J. Nucl. Mater. 2017, 486, 234–245. [Google Scholar] [CrossRef]
- Thompson, S.W.; Vin Col, D.J.; Krauss, G. Continuous cooling transformations and microstructures in a low-carbon. high-strength low-alloy plate steel. Metall. Mater. Trans. A. 1990, 21, 1493–1507. [Google Scholar] [CrossRef]
- Ali, Y.; Henckell, P.; Hildebrand, J.; Reimann, J.; Bergmann, J.P.; Barnikol-Oettler, S. Wire arc additive manufacturing of hot work tool steel with CMT process. J. Mater. Process. Technol. 2019, 269, 109–116. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Vedani, M. Microstructure and Fracture Behavior of 316L Austenitic Stainless Steel Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2016, 32, 738–744. [Google Scholar] [CrossRef]
- Pradhan, P.; Robi, P.; Roy, S.K. Micro void coalescence of ductile fracture in mild steel during tensile straining. Fatigue Fract. Eng. Mater. 2012, 19, 51–60. [Google Scholar] [CrossRef] [Green Version]
- Mazumder, J.; Schifferer, A.; Choi, J. Direct materials deposition: Designed macro and microstructure. Mater. Res. Innov. 1999, 3, 118–131. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Baufeld, B. Effect of deposition parameters on mechanical properties of shaped metal deposition parts. Proc. Inst. Mech. Eng. Part B 2012, 226, 126–136. [Google Scholar] [CrossRef]
- Baufeld, B. Mechanical properties of Inconel 718 parts manufactured by shaped metal deposition (SMD). J. Mater. Eng. Perform. 2012, 21, 1416–1421. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and mechanical properties of wire and arc additive manufactured Ti-6Al-4V. Metall. Mater. Trans. A 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Ho, A.; Zhao, H.; Fellowes, J.W.; Martina, F.; Davis, A.E.; Prangnell, P.B. On the origin of microstructural banding in Ti-6Al4V wire-arc based high deposition rate additive manufacturing. Acta Mater. 2019, 166, 306–323. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, X.; Paddea, S.; Zhang, X. Fatigue crack propagation behaviour in wire+arc additive manufactured Ti-6Al-4V: Effects of microstructure and residual stress. Mater. Des. 2016, 90, 551–561. [Google Scholar] [CrossRef]
- Liu, Y.; Dong, D.; Wang, L.; Chu, X.; Wang, P.; Jin, M. Strain rate dependent deformation and failure behavior of laser welded DP780 steel joint under dynamic tensile loading. Mater. Sci. Eng. A 2015, 627, 296–305. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, X.; Wang, X.; Ding, J.; Traore, Y.; Paddea, S.; Williams, S. Crack path selection at the interface of wrought and wire + arc additive manufactured Ti-6Al-4V. Mater. Des. 2016, 104, 365–375. [Google Scholar] [CrossRef] [Green Version]
- Jiang, D.; Williams, P.F. High-strain zones: A unified model. J. Struct. Geol. 1998, 20, 1105–1120. [Google Scholar] [CrossRef]
- Liu, Y.; Huang, H.; Xie, J. Anisotropic deformation behavior of continuous columnar-grained CuNi10Fe1Mn alloy. Acta Metall. Sin. 2015, 51, 40–48. [Google Scholar] [CrossRef]
- Bagherpour, E.; Qods, F.; Ebrahimi, R.; Miyamoto, H. Microstructure and Texture Inhomogeneity after Large Non-Monotonic Simple Shear Strains: Achievements of Tensile Properties. Metals 2018, 8, 583. [Google Scholar] [CrossRef] [Green Version]
- Lin, Z.; Goulas, C.; Ya, W.; Hermans, M.J.M. Microstructure and Mechanical Properties of Medium Carbon Steel Deposits Obtained via Wire and Arc Additive Manufacturing Using Metal-Cored Wire. Metals 2019, 9, 673. [Google Scholar] [CrossRef] [Green Version]
- Gurland, J.; Plateau, J. The mechanism of ductile rupture of metals containing inclusions. Trans. ASM 1963, 56, 442–454. [Google Scholar]
- Argon, A.S.; Im, J.; Safoglu, R. Cavity formation from inclusions in ductile fracture. Metal. Trans. A 1975, 6A, 825–837. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | Mn | Si | Cr | Ni | Mo | Cu | V | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 907 | 0.12 | 1.00 | 0.80 | 0.64 | 0.67 | – | 0.42 | – | Balance |
| A-Fe-W-86 | 0.05 | 1.60 | 0.38 | 0.58 | 2.55 | 0.58 | ≤0.10 | ≤0.02 | Balance |
| Process Parameters | Details |
|---|---|
| Wire feed speed | 4.5 m/min |
| Travel speed | 0.25 m/min |
| Voltage | 152 V |
| Current | 14.7 A |
| Shielding Gas | Ar (90%) + CO2 (10%) |
| Flow of gas | 15 L/min |
| Specimen Type | Ultimate Tensile Strength (MPa) | Yield Strength (Rp 0.2, MPa) | Elongation (%) |
|---|---|---|---|
| Transversal specimens | 1007.6 | 818.0 | 12.6 |
| 1020.3 | 825.5 | 12.4 | |
| 1025.5 | 831.6 | 12.6 | |
| Longitudinal specimens | 968.2 | 743.2 | 10.2 |
| 978.6 | 749.3 | 10.1 | |
| 982.8 | 755.1 | 10.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, L.; Jiang, F.; Huang, R.; Yuan, D.; Guo, C.; Wang, J. Microstructure and Mechanical Properties of Low-Carbon High-Strength Steel Fabricated by Wire and Arc Additive Manufacturing. Metals 2020, 10, 216. https://doi.org/10.3390/met10020216
Sun L, Jiang F, Huang R, Yuan D, Guo C, Wang J. Microstructure and Mechanical Properties of Low-Carbon High-Strength Steel Fabricated by Wire and Arc Additive Manufacturing. Metals. 2020; 10(2):216. https://doi.org/10.3390/met10020216
Chicago/Turabian StyleSun, Laibo, Fengchun Jiang, Ruisheng Huang, Ding Yuan, Chunhuan Guo, and Jiandong Wang. 2020. "Microstructure and Mechanical Properties of Low-Carbon High-Strength Steel Fabricated by Wire and Arc Additive Manufacturing" Metals 10, no. 2: 216. https://doi.org/10.3390/met10020216