Effect of Laser Peening on the Mechanical Properties of Aluminum Alloys Probed by Synchrotron Radiation and X-Ray Free Electron Laser



Abstract
:
1. Introduction
2. Imaging of Fatigue Cracks and Propagation Using SR-Based CT
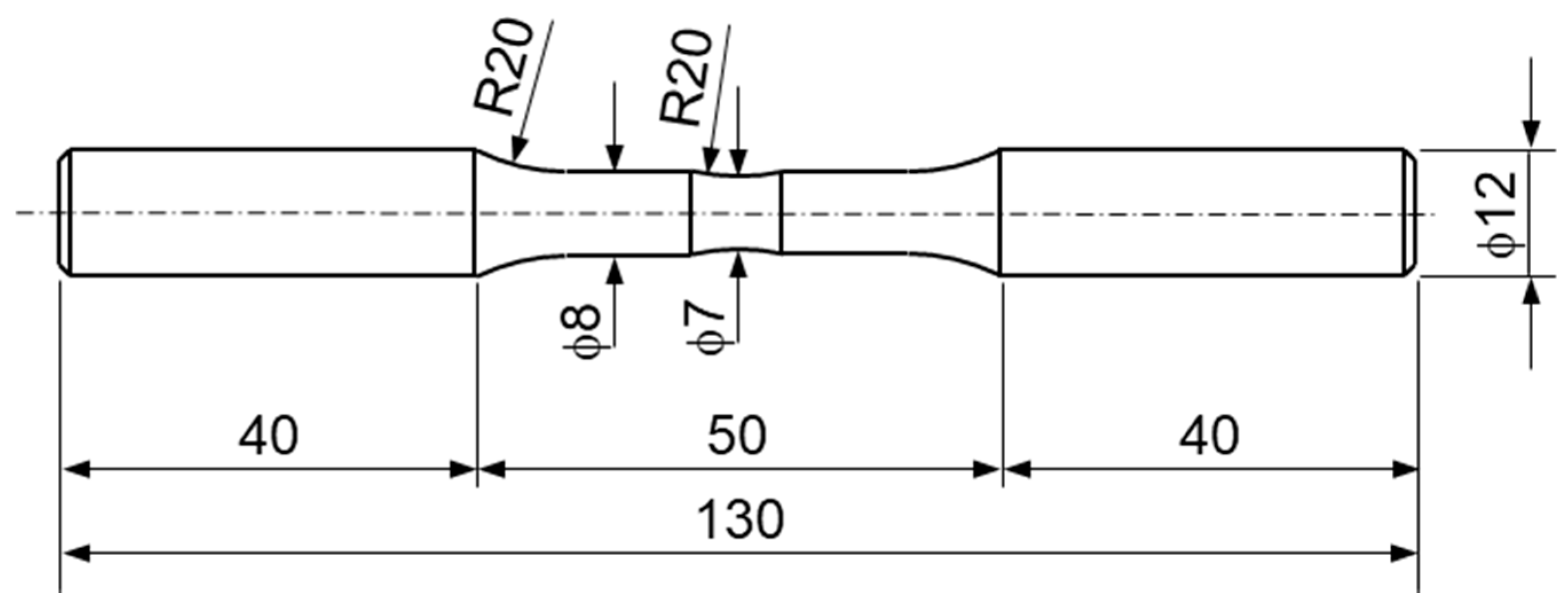
2.1. Sample Preparation
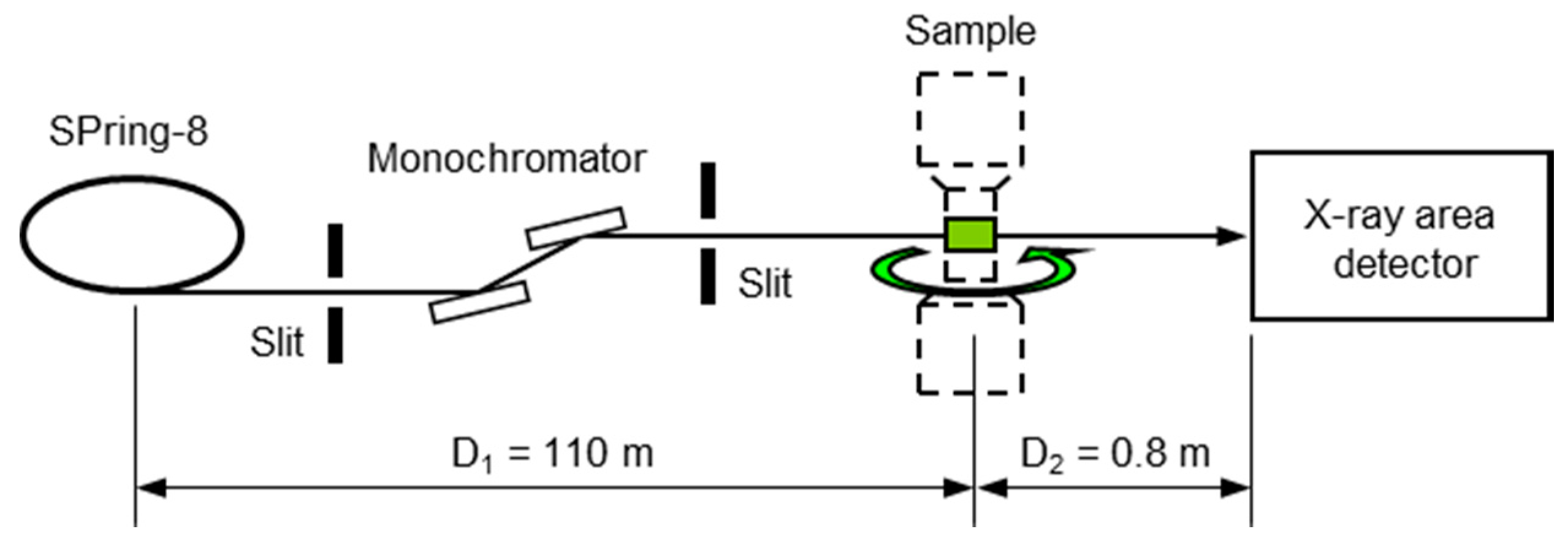
2.2. Experimental Setup for SR-Based CT
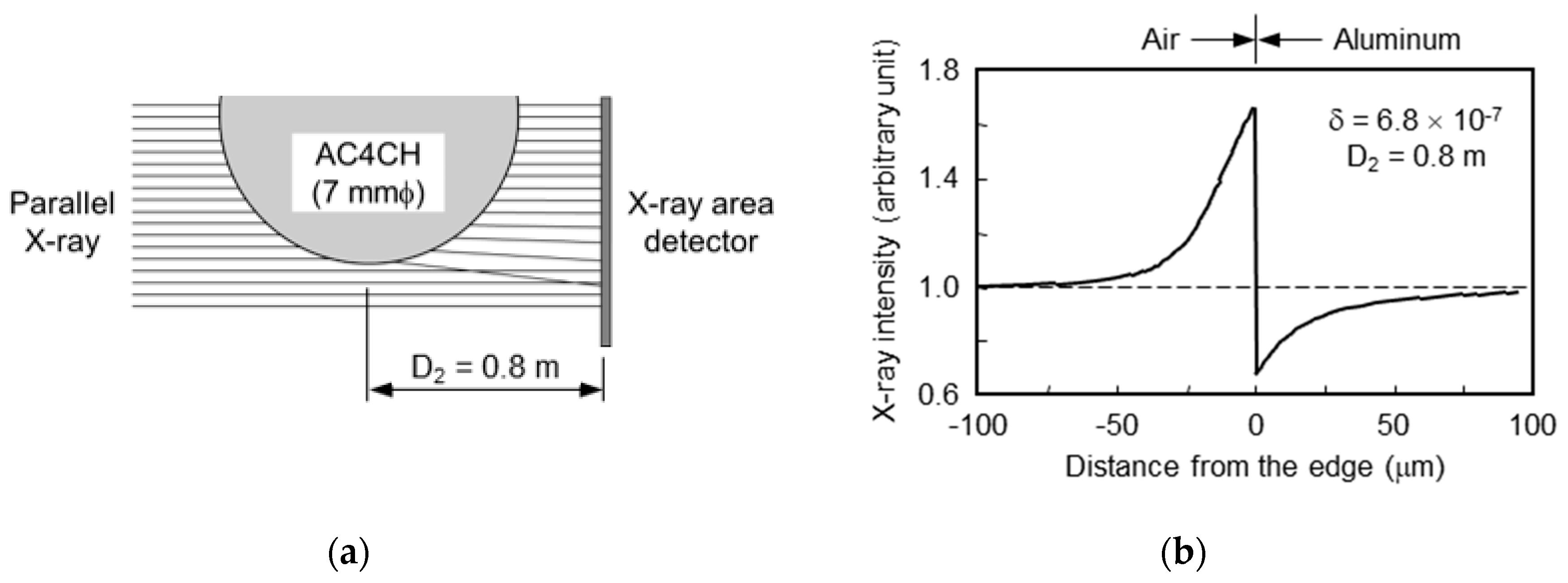
2.3. The Phase-Contrast Effect
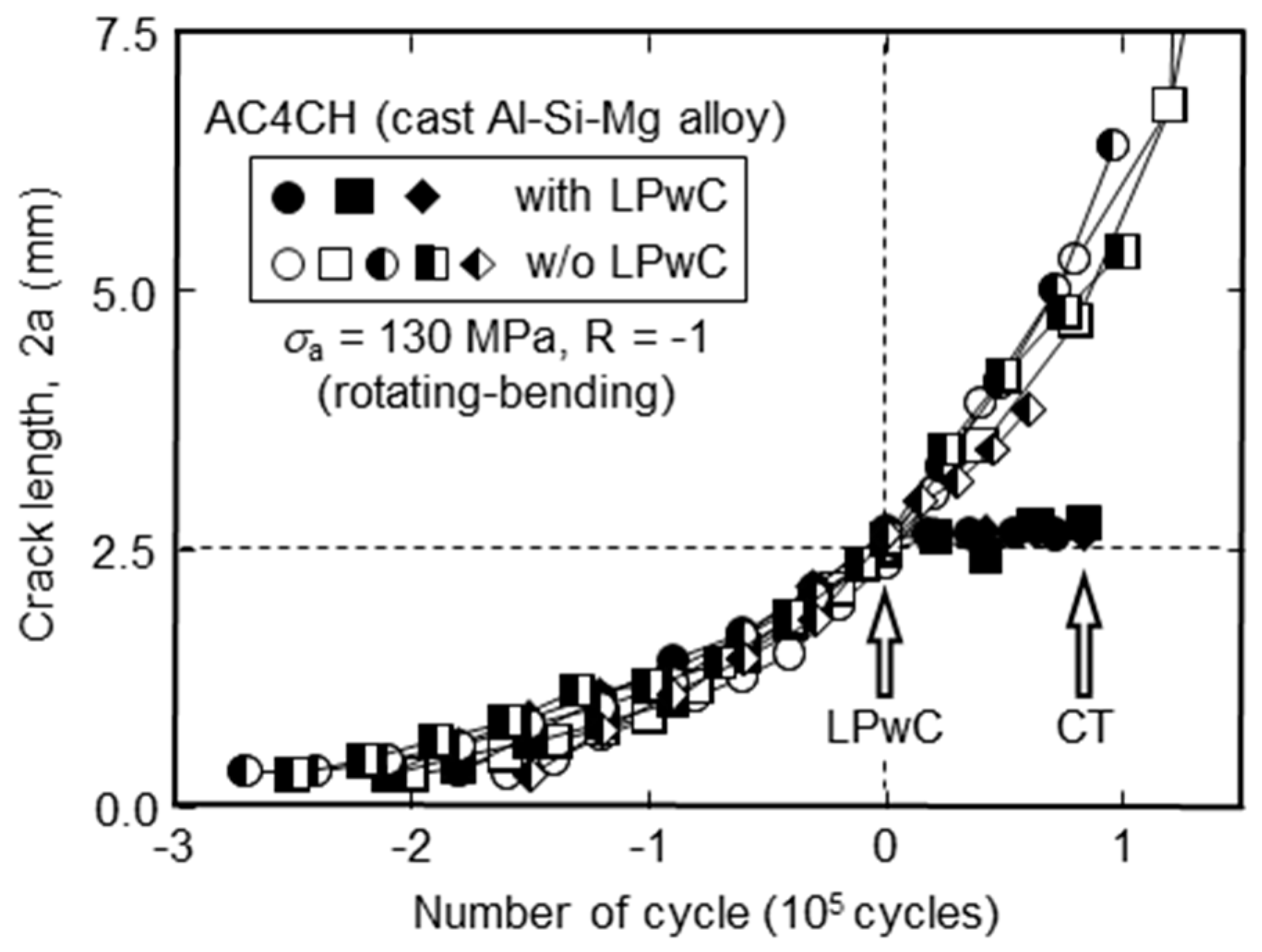
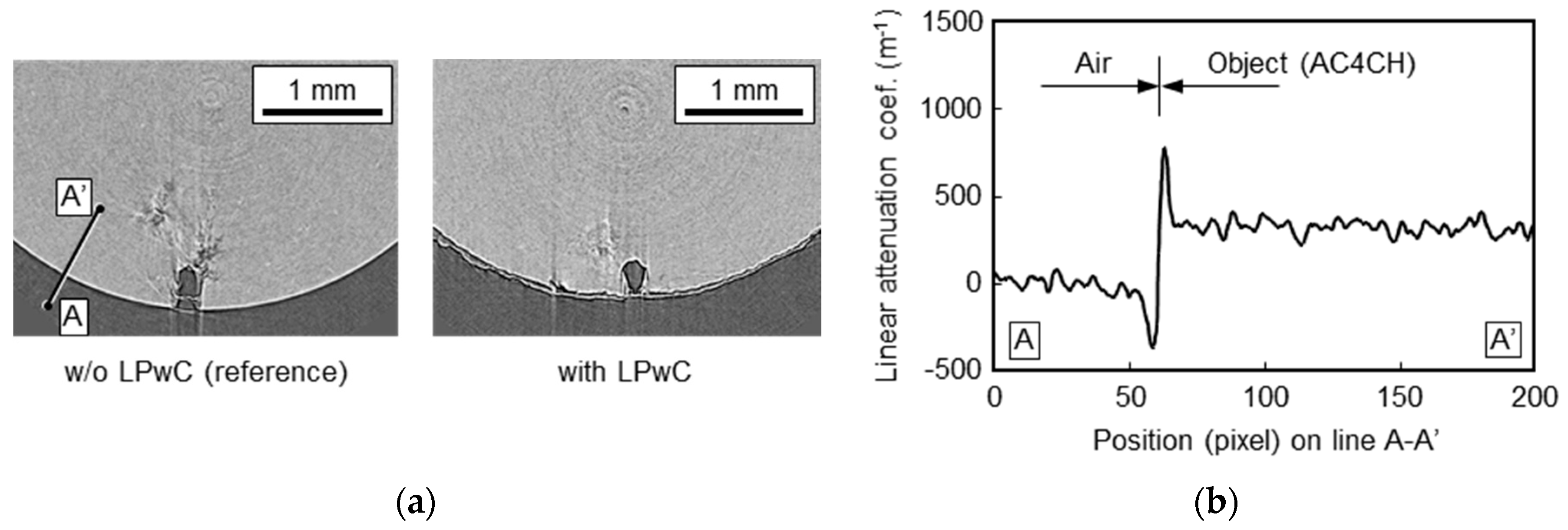
2.4. Reconstruction of Crack Images
3. Imaging of Fatigue Cracks in FSWed Joints Using SR-Based CL
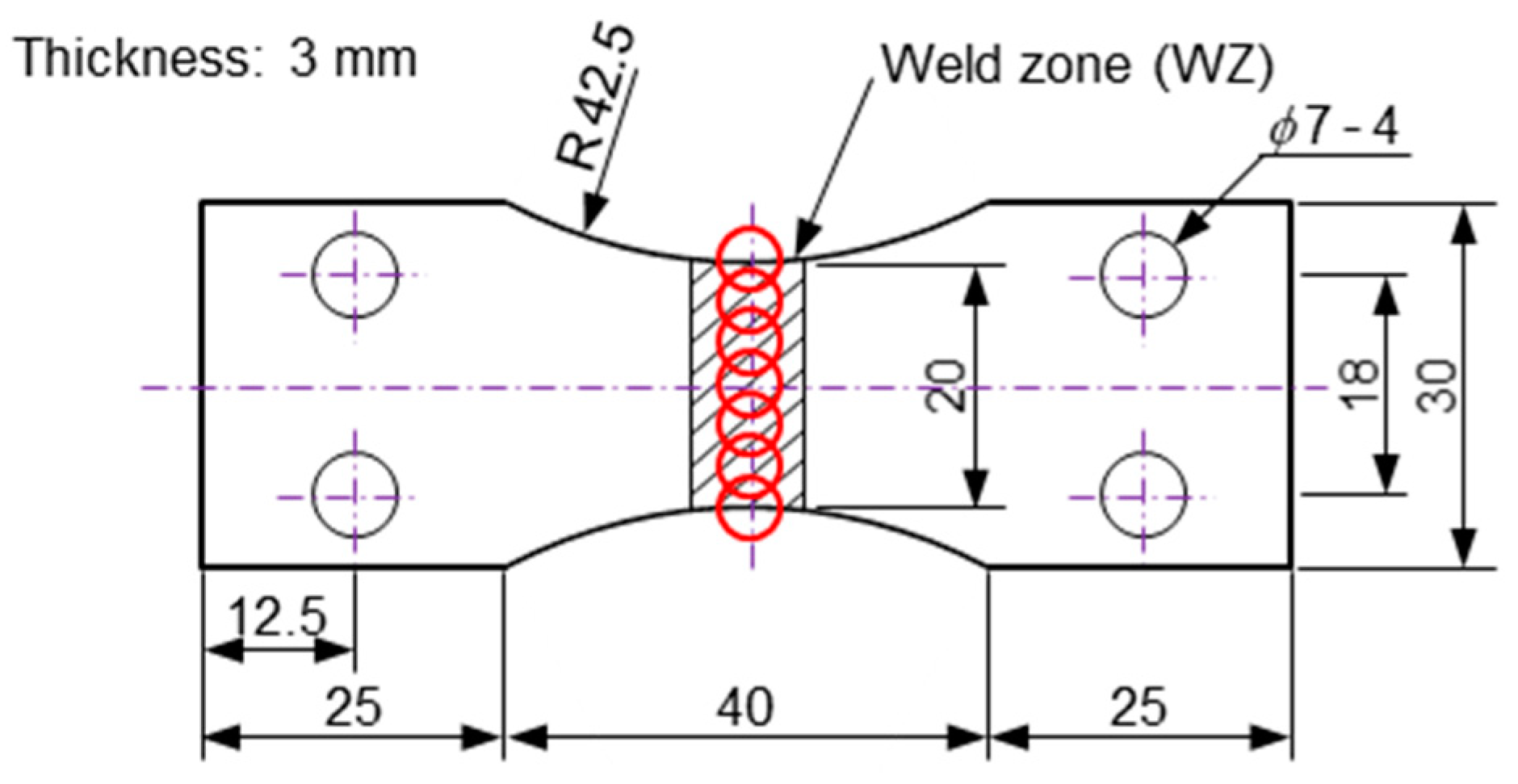
3.1. Preparation of FSWed Joints
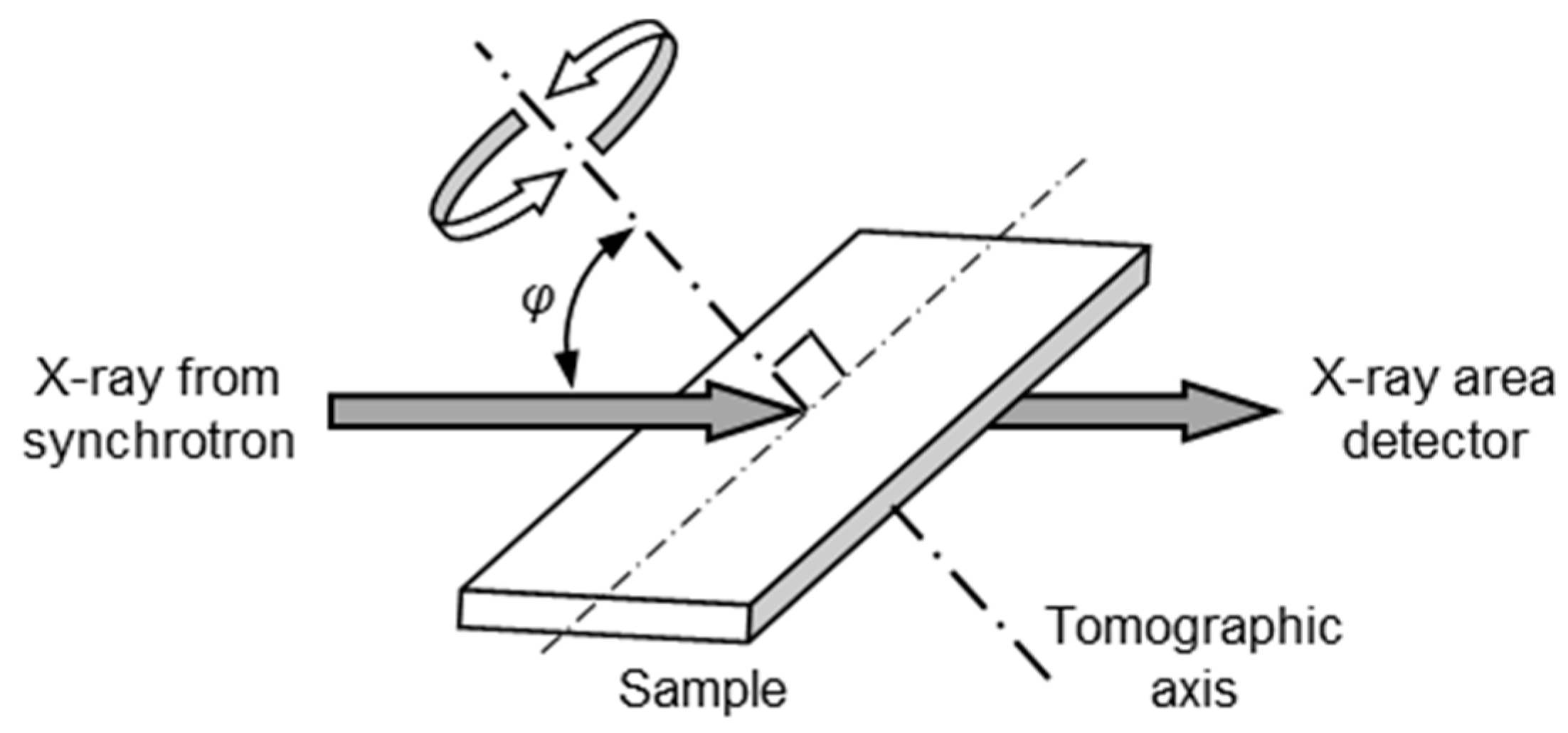
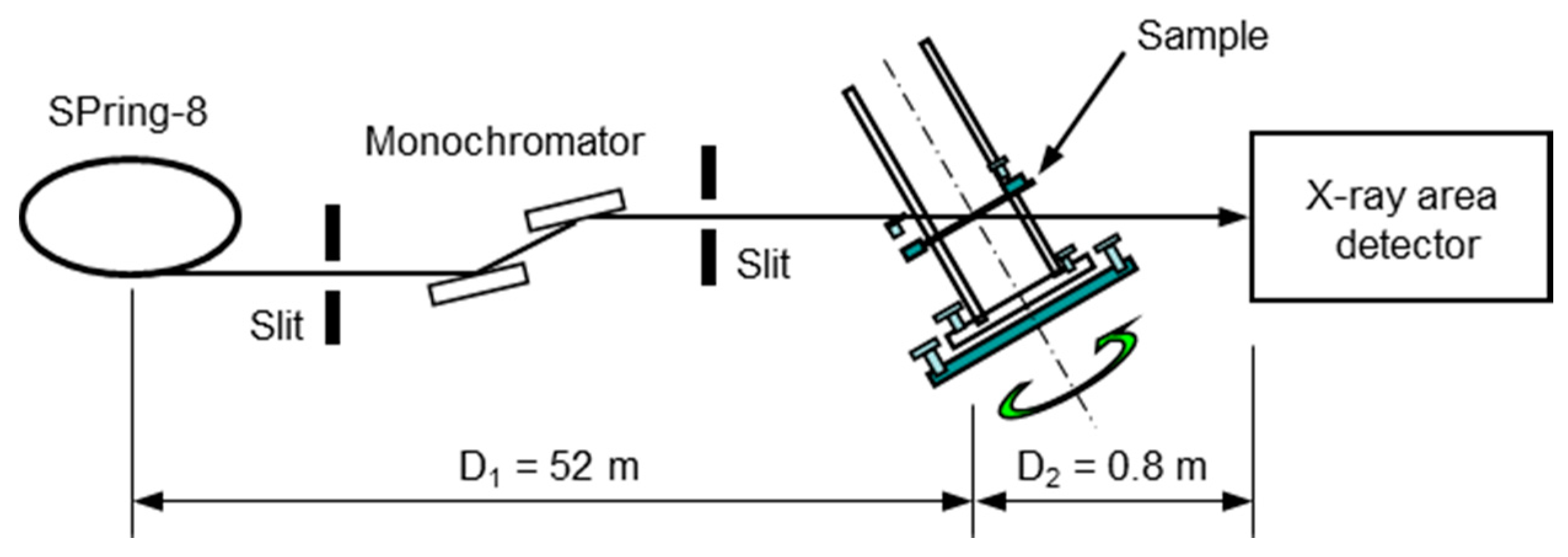
3.2. Experimental Setup of SR-Based CL
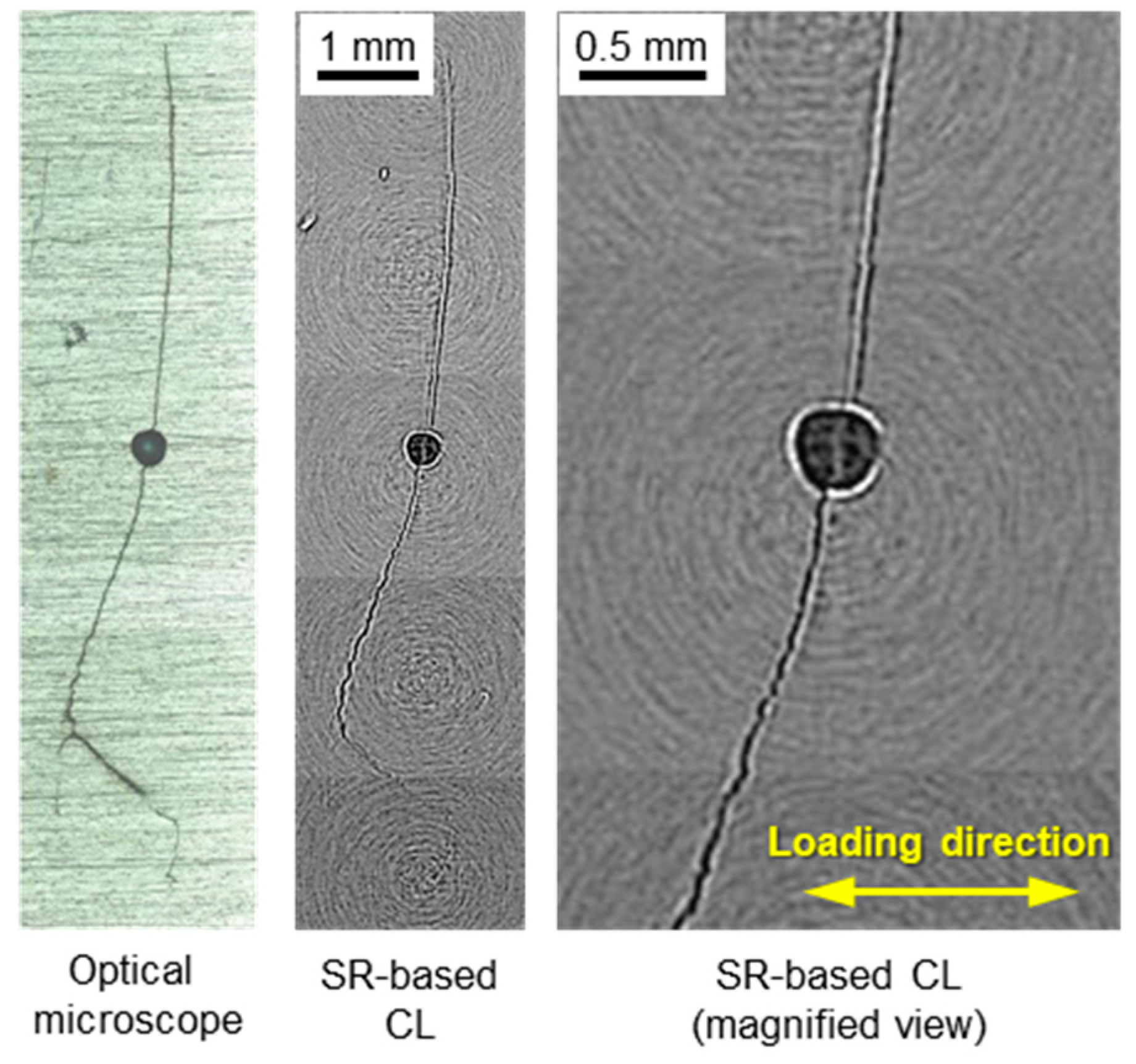
3.3. Surface Observations on Samples with Fatigue Cracks
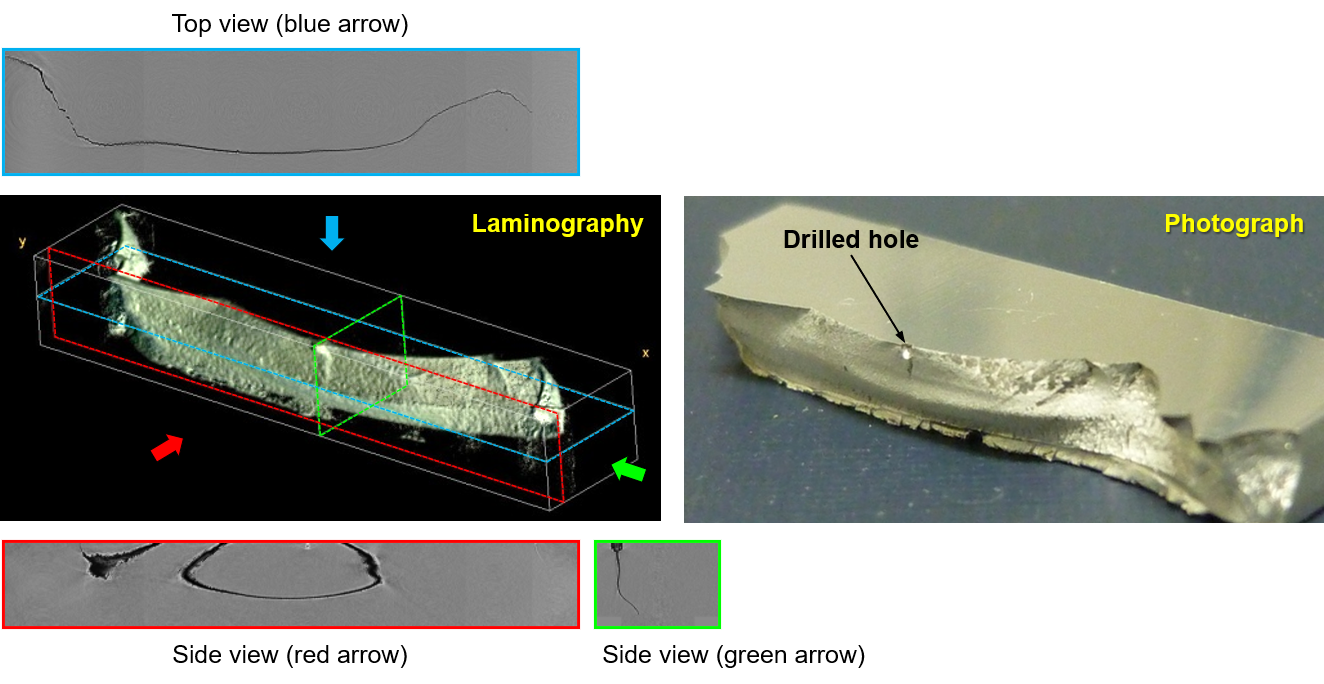
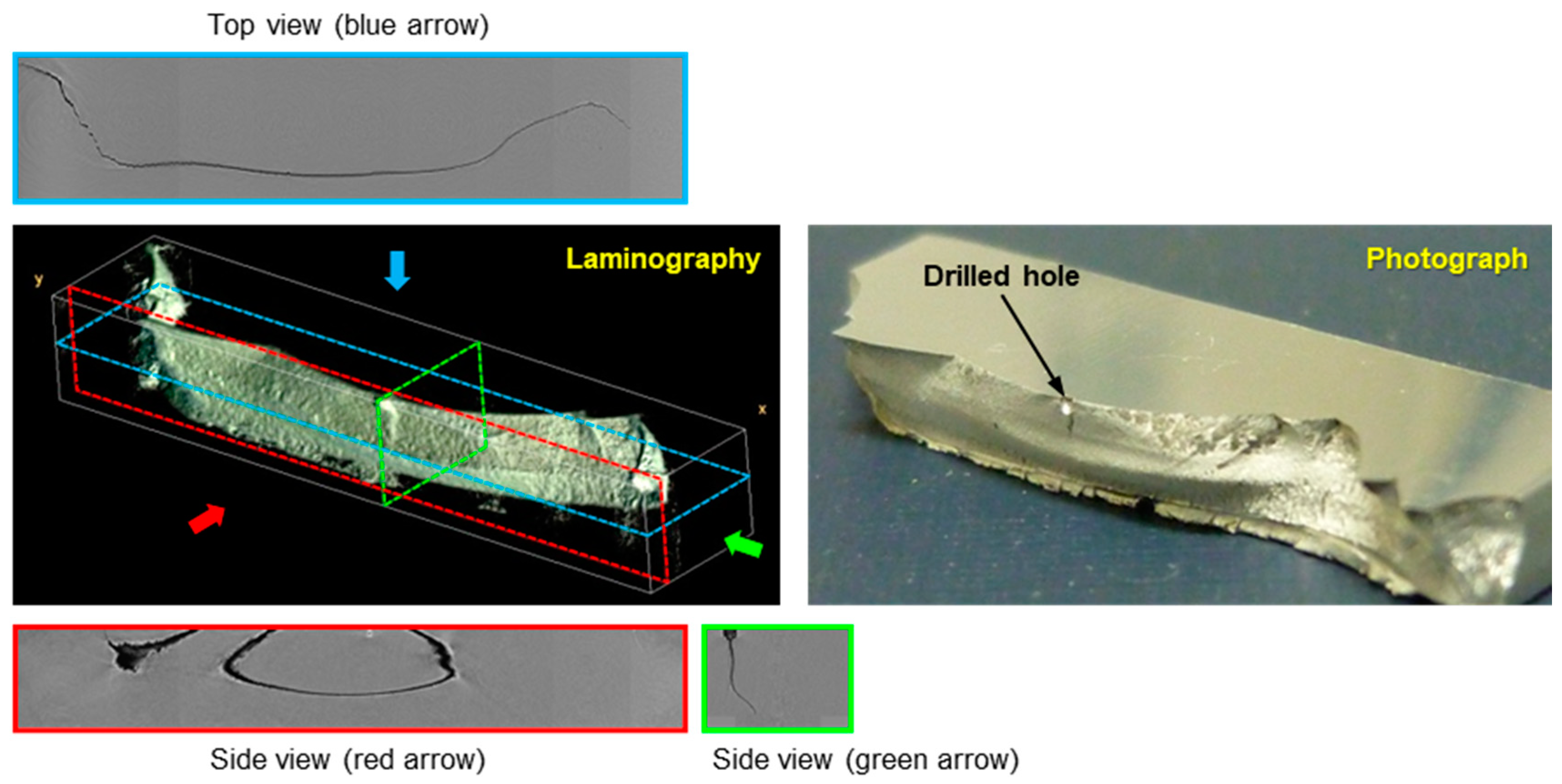
3.4. Three-Dimensional Imaging of a Fatigue Crack in an FSWed Joint
4. Ultra-Fast XRD of an Aluminum Alloy under Impulsive Stress Wave
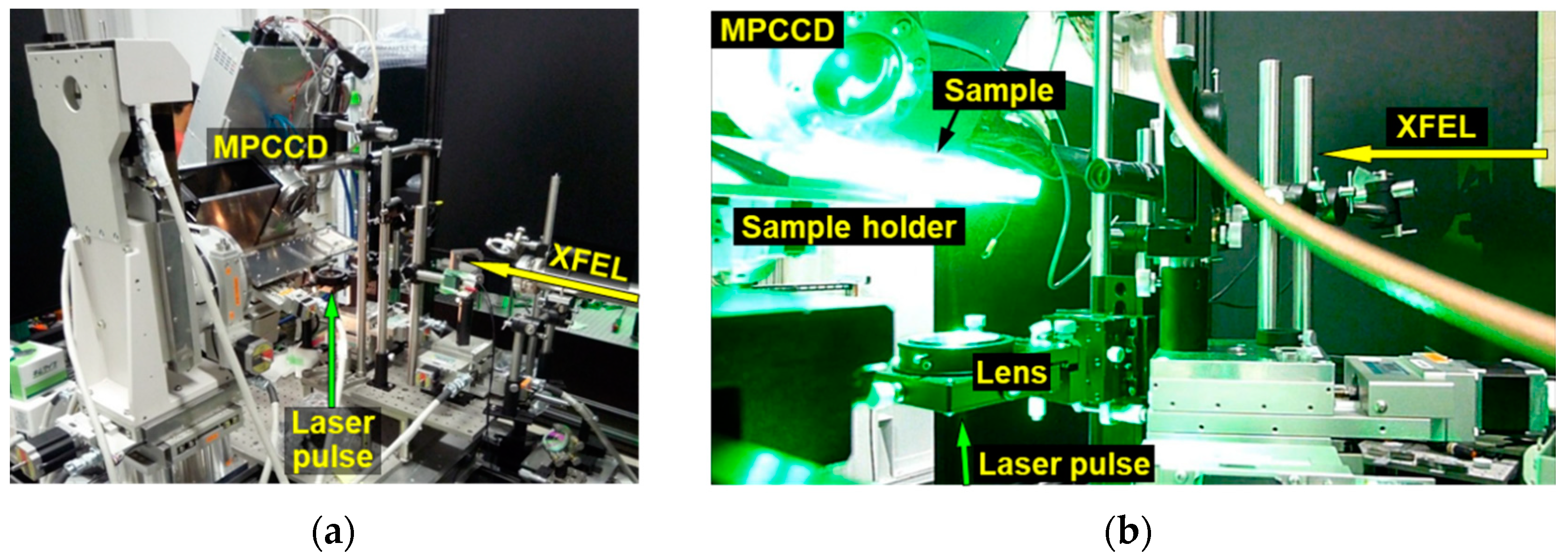
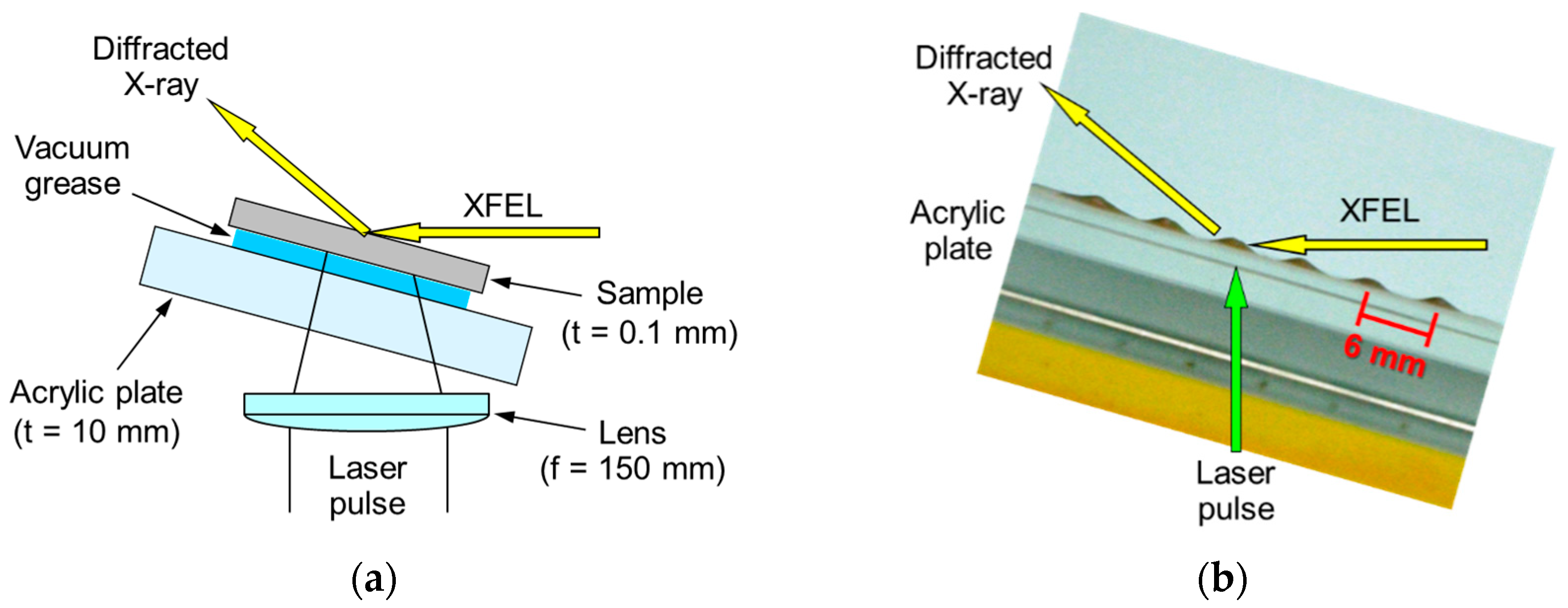
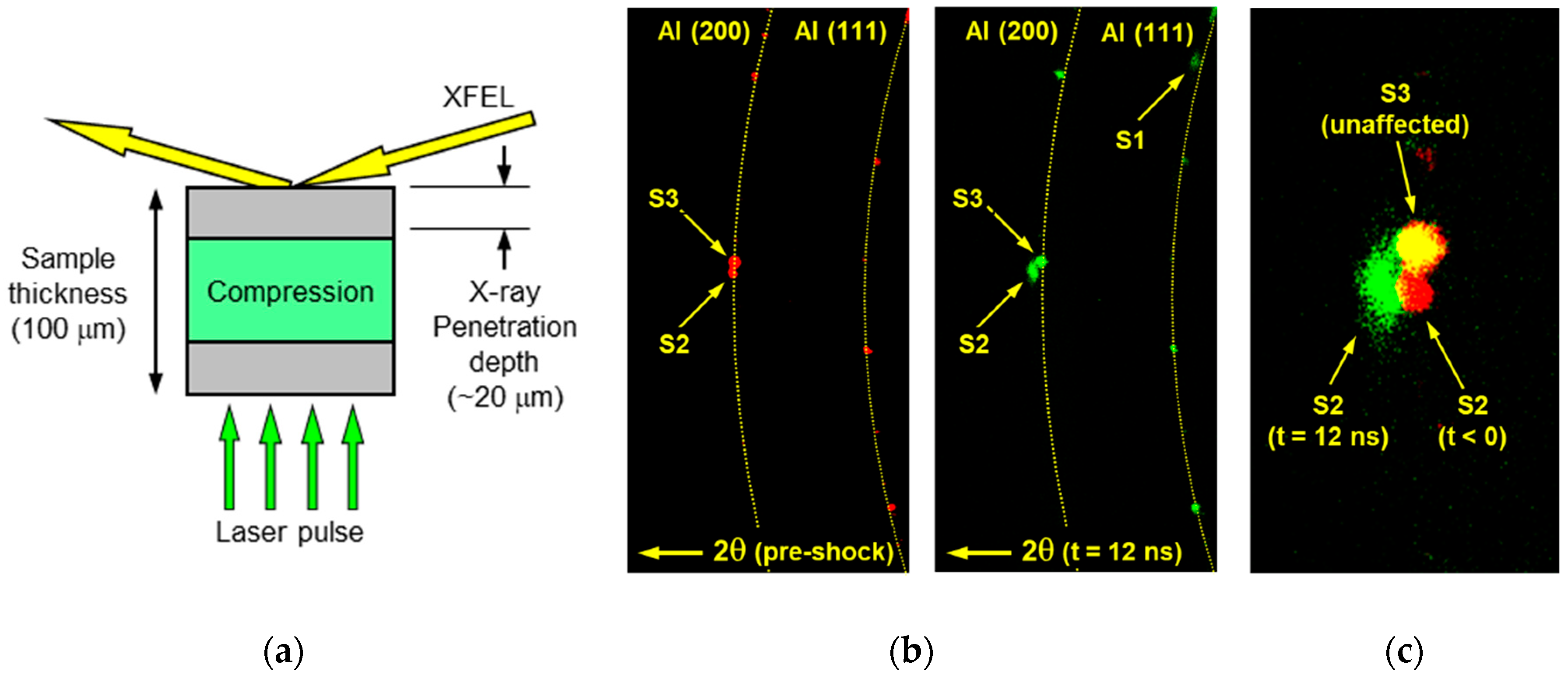
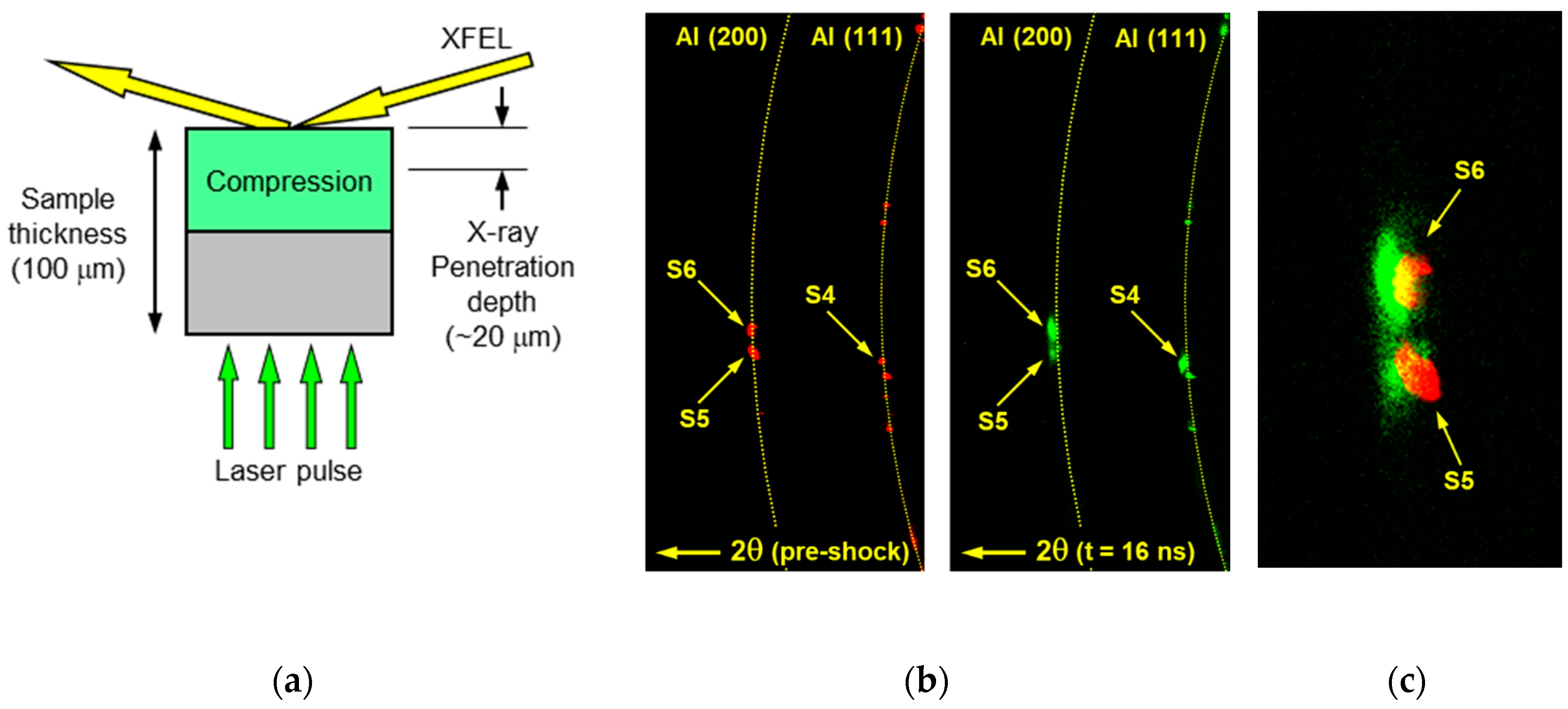
4.1. Experimental Procedure
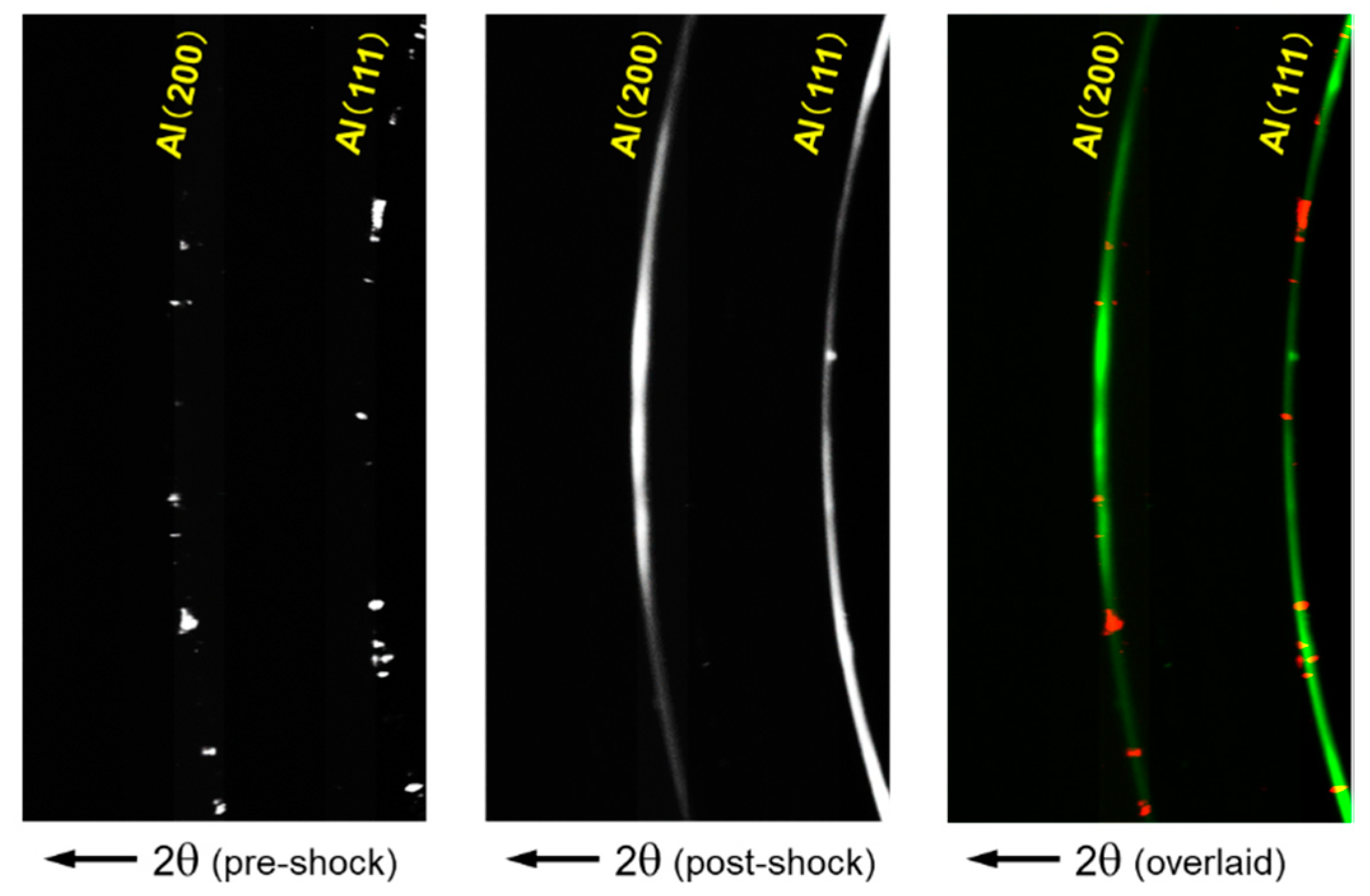
4.2. Comparison of Diffraction Patterns before and after Laser Irradiation
4.3. Time-Resolved Ultra-Fast XRD at Elapsed Time of 12 and 16 ns
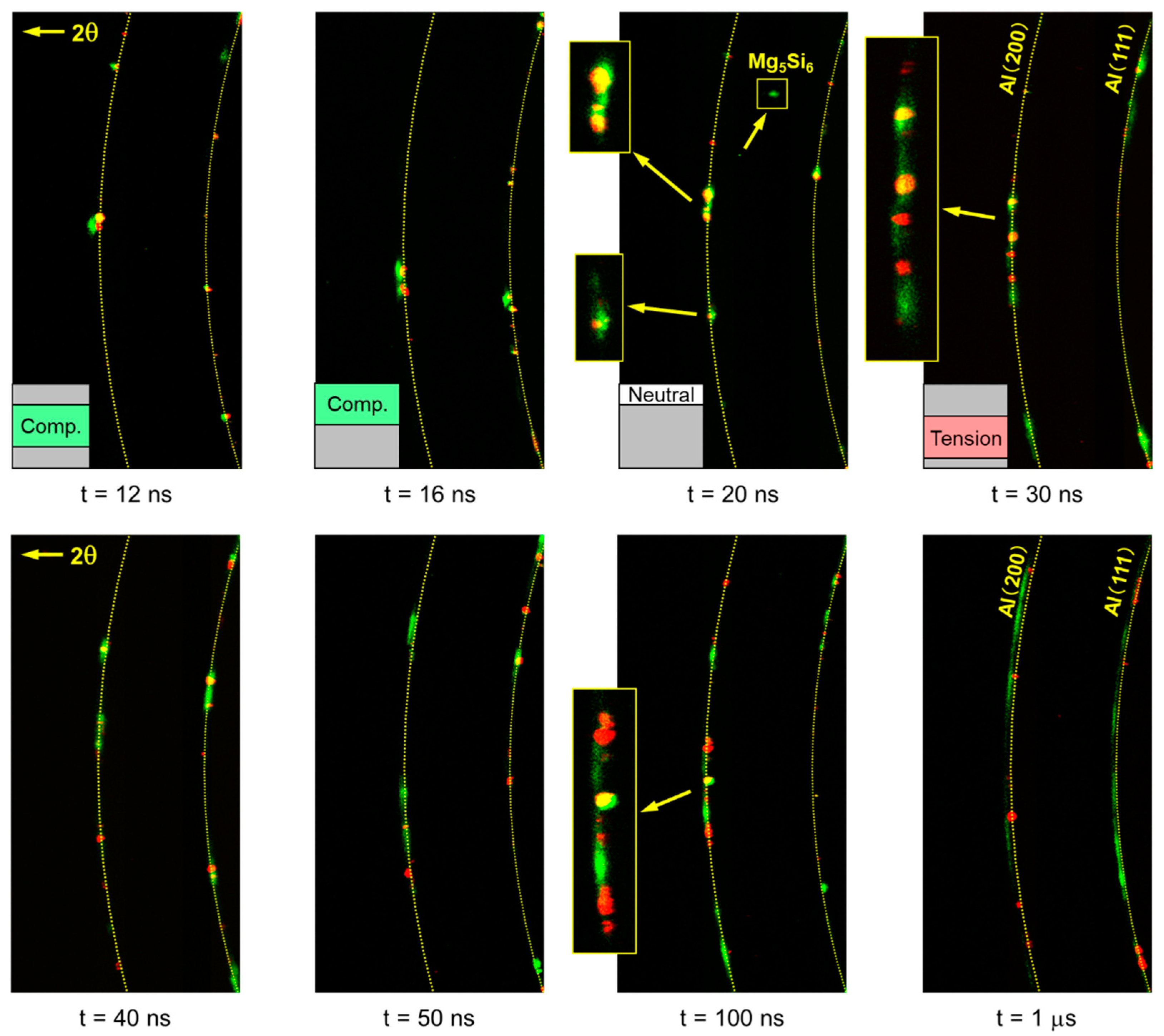
4.4. Effect of Laser Irradiation on Diffraction Patterns to 1 µs
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- M’Saoubi, R.; Outeiro, J.C.; Chandrasekaran, H.; Dillon, O.W., Jr.; Jawahir, I.S. A review of surface integrity in machining and its impact on functional performance and life of machined products. Int. J. Sustain. Manuf. 2008, 1, 203–236. [Google Scholar] [CrossRef]
- Curtiss-Wright Surface Technologies. Available online: https://cwst.com (accessed on 6 October 2020).
- LSP Technologies. Available online: https://www.lsptechnologies.com (accessed on 6 October 2020).
- Clauer, A.H. Laser shock peening, the path to production. Metals 2019, 9, 626. [Google Scholar] [CrossRef] [Green Version]
- Ding, K.; Ye, L. Laser Shock Peening; Woodhead Publishing in Materials; Woodhead: Cambridge, UK, 2006. [Google Scholar]
- Kruusing, A. Underwater and water-assisted laser processing: Part 1-General features, steam cleaning and shock processing. Opt. Lasers Eng. 2004, 41, 307–327. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Clauer, A.; Lahrman, D. Laser shock processing as a surface enhancement process. Key Eng. Mater. 2001, 197, 121–144. [Google Scholar] [CrossRef]
- Fabbro, R.; Peyre, P.; Berthe, L.; Scherpereel, X. Physics and applications of laser-shock processing. J. Laser Appl. 1998, 10, 265–279. [Google Scholar] [CrossRef]
- Altenberger, I.; Nalla, R.K.; Sano, Y.; Wagner, L.; Ritchie, R.O. On the effect of deep-rolling and laser-peening on the stress-controlled low-and high-cycle fatigue behavior of Ti–6Al–4V at elevated temperatures up to 550 °C. Int. J. Fatigue 2012, 44, 292–302. [Google Scholar] [CrossRef]
- Spanrad, S.; Tong, J. Characterisation of foreign object damage (FOD) and early fatigue crack growth in laser shock peened Ti–6Al–4V aerofoil specimens. Mater. Sci. Eng. A 2011, 528, 2128–2136. [Google Scholar] [CrossRef]
- See, D.W.; Dulaney, J.L.; Clauer, A.H.; Tenaglia, R.D. The air force manufacturing technology laser peening initiative. Surf. Eng. 2002, 18, 32–36. [Google Scholar] [CrossRef]
- Shukla, P.; Crookes, R.; Wu, H. Shock-wave induced compressive stress on alumina ceramics by laser peening. Mater. Des. 2019, 167, 107626. [Google Scholar] [CrossRef]
- Mannava, S.R.; Bhamare, S.; Chaswal, V.; Felon, L.; Kirschman, D.; Lahrman, D.; Tenaglia, R.; Qian, D.; Vasudevan, V. Application of laser shock peening for spinal implant rods. Int. J. Struct. Integr. 2011, 2, 101–113. [Google Scholar] [CrossRef]
- Changing Future of Manufacturing with Laser Peening, Toshiba Energy Systems & Solutions Corporation. Available online: https://www.toshiba-energy.com/en/nuclearenergy/topics/laserpeening.htm (accessed on 6 October 2020).
- Sano, Y. Quarter century development of laser peening without coating. Metals 2020, 10, 152. [Google Scholar] [CrossRef] [Green Version]
- Tokita, S.; Kokawa, H.; Kodama, S.; Sato, Y.S.; Sano, Y.; Li, Z.; Feng, K.; Wu, Y. Suppression of intergranular corrosion by surface grain boundary engineering of 304 austenitic stainless steel using laser peening plus annealing. Mater. Today Commun. 2020, 25, 101572. [Google Scholar] [CrossRef]
- Sano, Y.; Mukai, N.; Okazaki, K.; Obata, M. Residual stress improvement in metal surface by underwater laser irradiation. Nucl. Instrum. Methods Phys. Res. B 1997, 121, 432–436. [Google Scholar] [CrossRef]
- Mukai, N.; Aoki, N.; Obata, M.; Ito, A.; Sano, Y.; Konagai, C. Laser processing for underwater maintenance in nuclear plants. In Proceedings of the 3rd JSME/ASME International Conference on Nuclear Engineering (ICONE-3), Kyoto, Japan, 23–27 April 1995. [Google Scholar]
- Sano, Y.; Akita, K.; Masaki, K.; Ochi, Y.; Altenberger, I.; Scholtes, B. Laser peening without coating as a surface enhancement technology. J. Laser Micro/Nanoeng. 2006, 1, 161–166. [Google Scholar] [CrossRef] [Green Version]
- Sano, Y.; Mukai, N.; Yoda, M.; Uehara, T.; Chida, I.; Obata, M. Development and applications of laser peening without coating as a surface enhancement technology. In Proceedings of the SPIE 6343, Photonics North 2006, 634324, Quebec City, QC, Canada, 8 September 2006; SPIE: Bellingham, WA, USA, 2006. [Google Scholar]
- Sano, T.; Eimura, T.; Hirose, A.; Kawahito, Y.; Katayama, S.; Arakawa, K.; Masaki, K.; Shiro, A.; Shobu, T.; Sano, Y. Improving fatigue performance of laser-welded 2024-T3 aluminum alloy using dry laser peening. Metals 2019, 9, 1192. [Google Scholar] [CrossRef] [Green Version]
- Trdan, U.; Sano, T.; Klobčar, D.; Sano, Y.; Grum, J.; Šturm, R. Improvement of corrosion resistance of AA2024-T3 using femtosecond laser peening without protective and confining medium. Corros. Sci. 2018, 143, 46–55. [Google Scholar] [CrossRef]
- Peyre, P.; Berthe, L.; Scherpereel, X.; Fabbro, R. Laser-shock processing of aluminium-coated 55C1 steel in water-confinement regime, characterization and application to high-cycle fatigue behavior. J. Mater. Sci. 1998, 33, 1421–1429. [Google Scholar] [CrossRef]
- Peyre, P.; Chaieb, I.; Braham, C. FEM calculation of residual stresses induced by laser shock processing in stainless steels. Model. Simul. Mater. Sci. Eng. 2007, 15, 205–221. [Google Scholar] [CrossRef]
- Sano, Y.; Akita, K.; Sano, T. A mechanism for inducing compressive residual stresses on a surface by laser peening without coating. Metals 2020, 10, 816. [Google Scholar] [CrossRef]
- Masaki, K.; Sano, Y.; Ochi, Y.; Akita, K.; Kajiwara, K. Investigation of fatigue crack behavior with synchrotron radiation on AC4CH casting aluminum alloy. J. Solid Mech. Mater. Eng. 2008, 2, 1104–1113. [Google Scholar] [CrossRef] [Green Version]
- Sano, Y.; Akita, K.; Masaki, K.; Ochi, Y.; Sato, M.; Kajiwara, K. Non-destructive characterization of laser-peened materials with synchrotron radiation of SPring-8. In Proceedings of the International Conference on Advanced Technology in Experimental Mechanics (ATEM’07), Fukuoka, Japan, 12–14 September 2007. [Google Scholar]
- Sano, Y.; Masaki, K. Three-Dimensional Imaging of Fatigue Cracks by Microtomography with Refractive Contrast Effect. SPring-8 Res. Front. 2006, pp. 151–152. Available online: http://www.spring8.or.jp/pdf/en/res_fro/06/151-152.pdf (accessed on 6 October 2020).
- Sano, Y.; Masaki, K.; Kajiwara, K. Evaluation of fatigue cracks in FSW joints of industrial structural materials by laminography. Hoshako 2016, 29, 32–37. [Google Scholar]
- Jacquin, D.; Guillemot, G. A review of microstructural changes occurring during FSW in aluminium alloys and their modelling. J. Mater. Process. Technol. 2020, 288, 116706. [Google Scholar] [CrossRef]
- Lorrain, O.; Favier, V.; Zahrouni, H.; Lawrjaniec, D. Understanding the material flow path of friction stir welding process using unthreaded tools. J. Mater. Process. Technol. 2010, 210, 603–609. [Google Scholar] [CrossRef]
- Lombard, H.; Hattingh, D.G.; Steuwer, A.; James, M.N. Optimising FSW process parameters to minimise defects and maximise fatigue life in 5083-H321 aluminium alloy. Eng. Fract. Mech. 2008, 75, 341–354. [Google Scholar] [CrossRef]
- Leal, R.M.; Leitao, C.; Loureiro, A.; Rodrigues, D.M.; Vilaça, P. Material flow in heterogeneous friction stir welding of thin aluminium sheets: Effect of shoulder geometry. Mater. Sci. Eng. A 2008, 498, 384–391. [Google Scholar] [CrossRef] [Green Version]
- Bussu, G.; Irving, P.E. The role of residual stress and heat affected zone properties on fatigue crack propagation in friction stir welded 2024-T351 aluminium joints. Int. J. Fatigue 2003, 25, 77–88. [Google Scholar] [CrossRef]
- Colligan, K. Material flow behavior during friction stir welding of aluminum. Weld. J. 1999, 78, 229–237. [Google Scholar]
- Tra, T.H.; Okazaki, M.; Suzuki, K. Fatigue crack propagation behavior in friction stir welding of AA6063-T5: Roles of residual stress and microstructure. Int. J. Fatigue 2012, 43, 23–29. [Google Scholar] [CrossRef]
- Yabashi, M.; Tanaka, H.; Ishikawa, T. Overview of the SACLA facility. J. Synchrotron Radiat. 2015, 22, 477–484. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ishikawa, T.; Aoyagi, H.; Asaka, T.; Asano, Y.; Azumi, N.; Bizen, T.; Ego, H.; Fukami, K.; Fukui, T.; Furukawa, Y.; et al. A compact X-ray free-electron laser emitting in the sub-ångström region. Nat. Photonics 2012, 6, 540–544. [Google Scholar] [CrossRef]
- Amann, J.; Berg, W.; Blank, V.; Decker, F.J.; Ding, Y.; Emma, P.; Feng, Y.; Frisch, J.; Fritz, D.; Hastings, J.; et al. Demonstration of self-seeding in a hard-X-ray free-electron laser. Nat. Photonics 2012, 6, 693–698. [Google Scholar] [CrossRef]
- Emma, P.; Akre, R.; Arthur, J.; Bionta, R.; Bostedt, C.; Bozek, J.; Brachmann, A.; Bucksbaum, P.; Coffee, R.; Decker, F.-J.; et al. First lasing and operation of an ångstrom-wavelength free-electron laser. Nat. Photonics 2010, 4, 641–647. [Google Scholar] [CrossRef]
- Vartanyants, I.A.; Robinson, I.K.; McNulty, I.; David, C.; Wochner, P.; Tschentscher, T. Coherent X-ray scattering and lensless imaging at the European XFEL Facility. J. Synchrotron Radiat. 2007, 14, 453–470. [Google Scholar] [CrossRef] [Green Version]
- Sandberg, R.L.; Bolme, C.; Ramos, K.; Mcculloch, Q.; Martinez, R.; Hamilton, V.; Pierce, T.; Greenfield, M.; McGrane, S.; Barber, J.L.; et al. Studying shocked material dynamics with ultrafast x-rays. Microsc. Microanal. 2015, 21, 1851–1852. [Google Scholar] [CrossRef] [Green Version]
- Sano, T. In-situ X-ray Free Electron Laser diffraction under femtosecond laser-driven shock compression of solids. Radiat. Chem. 2013, 96, 23–28. [Google Scholar]
- Tanaka, Y.; Ito, K.; Nakatani, T.; Onitsuka, R.; Newton, M.; Sato, T.; Togashi, T.; Yabashi, M.; Kawaguchi, T.; Shimada, K.; et al. Time-resolved Bragg coherent X-ray diffraction revealing ultrafast lattice dynamics in nano-thickness crystal layer using X-ray free electron laser. J. Ceram. Soc. Jpn. 2013, 121, 283–286. [Google Scholar] [CrossRef] [Green Version]
- Ocaña, J.L.; Morales, M.; Molpeceres, C.; Torres, J. Numerical simulation of surface deformation and residual stresses fields in laser shock processing experiments. Appl. Surf. Sci. 2004, 238, 242–248. [Google Scholar] [CrossRef]
- Morales, M.; Porro, J.A.; Molpeceres, C.; Holgado, M.; Ocaña, J.L. Analysis of plasma thermal surface effects on the residual stress field induced by LSP in Al2024-t351. J. Optoelectron. Adv. Mater. 2010, 12, 718–722. [Google Scholar]
- Sano, Y.; Masaki, K.; Ochi, Y.; Akita, K.; Kajiwara, K. Imaging of fatigue cracks in aluminum alloy by micro computed tomography with synchrotron radiation. J. Soc. Mater. Sci. Jpn. 2008, 57, 395–400. [Google Scholar] [CrossRef] [Green Version]
- Masaki, K.; Sano, Y.; Ochi, Y.; Akita, K.; Kajiwara, K.; Adachi, T. Investigation of propagation and interference behavior of surface fatigue cracks under rotating bending fatigue by μCT technique with synchrotron radiation. J. Soc. Mater. Sci. Jpn. 2009, 58, 975–981. [Google Scholar] [CrossRef]
- Masaki, K.; Ochi, Y.; Matsumura, T.; Sano, Y. Effects of laser peening treatment on high cycle fatigue properties of degassing-processed cast aluminum alloy. Mater. Sci. Eng. A 2007, 468, 171–175. [Google Scholar] [CrossRef]
- Ishisaka, A.; Ohara, H.; Honda, C. A new method of analyzing edge effect in phase contrast imaging with incoherent x-rays. Opt. Rev. 2000, 7, 566–572. [Google Scholar] [CrossRef]
- Uesugi, K.; Suzuki, Y.; Yagi, N.; Tsuchiyama, A.; Nakano, T. Development of high spatial resolution X-ray CT system at BL47XU in SPring-8. Nucl. Instrum. Methods in Phys. Res. A 2001, 467, 853–856. [Google Scholar] [CrossRef]
- Momose, A.; Takeda, T.; Itai, Y.; Yoneyama, A.; Hirano, K. Phase-contrast tomographic imaging using an X-ray interferometer. J. Synchrotron Radiat. 1998, 5, 309–314. [Google Scholar] [CrossRef]
- Agliozzo, S.; Cloetens, P. Quantification of micrometre-sized porosity in quasicrystals using coherent synchrotron radiation imaging. J. Microsc. 2004, 216, 62–69. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Olea, C.A.W.; Roldo, L.; Strohaecker, T.R.; dos Santos, J.F. Friction stir welding of precipitate hardenable aluminium alloys: A review. Weld. World 2006, 50, 78–87. [Google Scholar] [CrossRef]
- Tutum, C.C.; Hattel, J.H. Numerical optimisation of friction stir welding: Review of future challenges. Sci. Technol. Weld. Join. 2011, 16, 318–324. [Google Scholar] [CrossRef]
- Sano, Y.; Masaki, K.; Hirota, K. Improvement in fatigue strength of friction stir welded aluminum alloy plates by laser peening. Adv. Mater. Res. 2014, 891, 969–973. [Google Scholar] [CrossRef]
- Sano, Y.; Masaki, K.; Gushi, T.; Sano, T. Improvement in fatigue performance of friction stir welded A6061-T6 aluminum alloy by laser peening without coating. Mater. Des. 2012, 36, 809–814. [Google Scholar] [CrossRef]
- Hong, S.J.; Kim, S.S.; Lee, C.G.; Kim, S.J. Fatigue crack propagation behavior of friction stir welded Al–Mg–Si alloy. Scr. Mater. 2006, 55, 1007–1010. [Google Scholar] [CrossRef]
- Moreira, P.M.G.P.; de Figueiredo, M.A.V.; de Castro, P.M.S.T. Fatigue behaviour of FSW and MIG weldments for two aluminium alloys. Theor. Appl. Fract. Mech. 2007, 48, 169–177. [Google Scholar] [CrossRef]
- Milan, M.T.; Bose Filho, W.W.; Ruckert, C.O.F.T.; Tarpani, J.R. Fatigue behaviour of friction stir welded AA2024-T3 alloy: Longitudinal and transverse crack growth. Fatigue Fract. Eng. Mater. Struct. 2008, 31, 526–538. [Google Scholar] [CrossRef]
- Moreira, P.M.G.P.; de Jesus, A.M.P.; Ribeiro, A.S.; de Castro, P.M.S.T. Fatigue crack growth in friction stir welds of 6082-T6 and 6061-T6 aluminium alloys: A comparison. Theor. Appl. Fract. Mech. 2008, 50, 81–91. [Google Scholar] [CrossRef]
- Hatamleh, O.; Hill, M.; Forth, S.; Garcia, D. Fatigue crack growth performance of peened friction stir welded 2195 aluminum alloy joints at elevated and cryogenic temperatures. Mater. Sci. Eng. A 2009, 519, 61–69. [Google Scholar] [CrossRef]
- Moreira, P.M.G.P.; de Jesus, A.M.P.; de Figueiredo, M.A.V.; Windisch, M.; Sinnema, G.; de Castro, P.M.S.T. Fatigue and fracture behaviour of friction stir welded aluminium-lithium 2195. Theor. Appl. Fract. Mech. 2012, 60, 1–9. [Google Scholar] [CrossRef]
- Helfen, L.; Baumbach, T.; Mikulík, P.; Kiel, D.; Pernot, P.; Cloetens, P.; Baruchel, J. High-resolution three-dimensional imaging of flat objects by synchrotron-radiation computed laminography. Appl. Phys. Lett. 2005, 86, 071915. [Google Scholar] [CrossRef]
- Helfen, L.; Myagotin, A.; Rack, A.; Pernot, P.; Mikulík, P.; Di Michiel, M.; Baumbach, T. Synchrotron-radiation computed laminography for high-resolution three-dimensional imaging of flat devices. Phys. Stat. Sol. (a) 2007, 204, 2760–2765. [Google Scholar] [CrossRef]
- Shen, Y.; Morgeneyer, T.F.; Garnier, J.; Allais, L.; Helfen, L.; Crépin, J. Three-dimensional quantitative in situ study of crack initiation and propagation in AA6061 aluminum alloy sheets via synchrotron laminography and finite-element simulations. Acta. Mater. 2013, 61, 2571–2582. [Google Scholar] [CrossRef]
- Bull, D.J.; Helfen, L.; Sinclair, I.; Spearing, S.M.; Baumbach, T. A comparison of multi-scale 3D X-ray tomographic inspection techniques for assessing carbon fibre composite impact damage. Compos. Sci. Technol. 2013, 75, 55–61. [Google Scholar] [CrossRef] [Green Version]
- Cloetens, P.; Pateyron-Salomé, M.; Buffière, J.Y.; Peix, G.; Baruchel, J.; Peyrin, F.; Schlenker, M. Observation of microstructure and damage in materials by phase sensitive radiography and tomography. J. Appl. Phys. 1997, 81, 5878–5886. [Google Scholar] [CrossRef]
- Helfen, L.; Baumbach, T.; Cloetens, P.; Baruchel, J. Phase-contrast and holographic computed laminography. Appl. Phys. Lett. 2009, 94, 104103. [Google Scholar] [CrossRef]
- Sano, Y. Observation of Dynamic Phenomena of Laser Peening with XFEL at SACLA; SLAC Photon Science Seminar Series; SLAC National Accelerator Laboratory: Menlo Park, CA, USA, 2013. [Google Scholar]
- Sano, Y.; Fujita, T. Enhancement of surface properties on metallic materials by pulse laser irradiation and the real-time observation at SACLA. Nippon Kessho Gakkai-Shi 2014, 56, 22–26. [Google Scholar] [CrossRef]
- Fabbro, R.; Fournier, J.; Ballard, P.; Devaux, D.; Virmont, J. Physical study of laser-produced plasma in confined geometry. J. Appl. Phys. 1990, 68, 775–784. [Google Scholar] [CrossRef]
- Mukai, N.; Sano, Y.; Yoda, M.; Chida, I.; Uehara, T.; Yamamoto, T. Preventive maintenance against stress corrosion cracking in nuclear power reactors by laser peening: Remote delivery of high-power pulsed laser. Rev. Laser Eng. 2005, 33, 444–451. [Google Scholar] [CrossRef] [Green Version]
- Yoshioka, Y.; Akita, K.; Suzuki, H.; Sano, Y.; Ogawa, K. Residual stress measurements of laser peened steels by using synchrotron radiation. Mater. Sci. Forum 2002, 404–407, 83–88. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Si | Mg | Zn | Fe | Mn | Al |
|---|---|---|---|---|---|---|---|
| Composition (wt.%) | 0.032 | 6.92 | 0.307 | 0.009 | 0.158 | 0.007 | Bal. |
| Element | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Composition (wt.%) | 0.65 | 0.2 | 0.30 | 0.06 | 1.04 | 0.13 | 0.04 | 0.02 | Bal. |
| Material | Tensile Strength (MPa) | 0.2% Proof Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Base material | 336 | 318 | 15.7 |
| FSWed material | 195 | - | 4.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sano, Y.; Masaki, K.; Akita, K.; Kajiwara, K.; Sano, T. Effect of Laser Peening on the Mechanical Properties of Aluminum Alloys Probed by Synchrotron Radiation and X-Ray Free Electron Laser. Metals 2020, 10, 1490. https://doi.org/10.3390/met10111490
Sano Y, Masaki K, Akita K, Kajiwara K, Sano T. Effect of Laser Peening on the Mechanical Properties of Aluminum Alloys Probed by Synchrotron Radiation and X-Ray Free Electron Laser. Metals. 2020; 10(11):1490. https://doi.org/10.3390/met10111490
Chicago/Turabian StyleSano, Yuji, Kiyotaka Masaki, Koichi Akita, Kentaro Kajiwara, and Tomokazu Sano. 2020. "Effect of Laser Peening on the Mechanical Properties of Aluminum Alloys Probed by Synchrotron Radiation and X-Ray Free Electron Laser" Metals 10, no. 11: 1490. https://doi.org/10.3390/met10111490